47. Реверсоры и переключатели без дугогасительных устройств
Наибольшего внимания при ТР-3 требуют пневматические приводы реверсоров и переключателей без дугогасительных устройств.
Перед снятием приводов реверсоров и переключателей для ревизии в аппаратном цехе проверяют их работу нажатием на грибки вентилей. Для оценки состояния зубчатой передачи, взявшись за вал руками, покачивают его из стороны в сторону. Считается, что износ зубьев достиг предельного значения, если суммарные зазоры в зубчатой передаче и упорах привода допускают свободное вращение вала более чем на 2 мм при измерении по наибольшей окружности кулачков или сегментов барабана. Этот же признак может указывать и на ослабление крепления шестерни на валу. Для удобства последующей постановки привод перед снятием устанавливают в одно из крайних положений. При необходимости делают краской пометку на вертикально стоящем зубе шестерни и на зубчатой рейке.
В аппаратном цехе место, где проводят разборку и сборку приводов, стараются содержать особенно чистым, чтобы предупредить появление задиров в результате попадания в цилиндр металлических крошек, стружки или песка.
При осмотре привода бракуют резиновые кольца, наружный диаметр которых меньше внутреннего диаметра цилиндра. Подлежат также замене кольца, неплотно сидящие в пазах поршней, потерявшие упругость и имеющие трещины. При сборке поршня, имеющего кожаные манжеты, допускается ставить бронзовые пружинные шайбы, у которых есть изломы не более трех лепестков, при условии, что эти лепестки не располагаются рядом и перекрываются другой шайбой. При необходимости из бронзы КМЦ-3-1 изготовляют новые пружинные шайбы. После крепления поршней на зубчатой рейке гайки надежно стопорят для предупреждения их отворачивания при эксплуатации.
Приступая к проверке состояния цилиндра привода, измеряют его внутренний диаметр. Увеличение диаметра по износу допускается не более чем на 0,5 мм, а в эксплуатации - не более 0,6 мм. Наибольший зазор между цилиндром и поршнем допускается равным 0,6 мм (в эксплуатации 0,8 мм). Внутреннюю поверхность цилиндра осматривают с помощью лупы для выявления трещин. Цилиндры с трещинами заменяют. Поверхность с задирами и рисками прошлифовывают так, чтобы не осталось рисок глубиной более 0,3 мм. Если их не удается устранить, цилиндр бракуют.
Иногда, если устранить задир шлифовкой не удается и нет возможности заменить цилиндр, место задира тщательно зачищают стеклянным полотном и протравливают кислотой. Запаивая поврежденное место паяльником, края напаянного слоя сводят на нет. Затем восстановленную поверхность шлифуют на станке.
Наилучшие результаты дает использование для восстановления внутренней поверхности цилиндров хромирования.
Трещины, не выходящие на рабочую поверхность цилиндра, отколы проушин и других частей после разделки под сварочный шов восстанавливают сваркой в пламени газовой горелки.
Паронитовые уплотняющие прокладки крышек цилиндров, имеющие надрывы, трещины и другие повреждения, заменяют. Собранный привод испытывают на стенде при давлении 675 кПа (6,75 кгс/см2) так же, как приводы быстродействующих выключателей и пневматических контакторов.
Проверяют, чтобы при перемещении в крайнее положение поршневая группа плотно упиралась в упоры. Привод, у которого поршневая группа, перемещаясь, упирается в крышки цилиндра, к эксплуатации не допускают.
При монтаже привода поршневую группу устанавливают в требуемое крайнее положение и совмещают отметку на зубчатой рейке с отметкой на шестерне вала. После сборки проверяют, чтобы при крайних положениях поршневой группы вал аппарата четко занимал одно из рабочих положении, обеспечивающих нормальное включение или выключение контактов. Убеждаются в четкой работе аппарата при минимальном давлении 375 Па (3,75 кгс/см2).
Электрическую часть реверсора, тормозных переключателей и переключателей вентиляторов ремонтируют в основном так же, как при ТР-1 и ТР-2. При осмотре переключателей и реверсоров барабанного типа обращают внимание на затяжку болтов, крепящих сегментодержатели к валу барабана и пальцедержатели к стойкам. Ослабление стягивающих болтов может привести к сползанию сегменто- или пальцедержателя на валу или стойке и повлечь за собой серьезное повреждение электровоза.
Ослабшие сегменты закрепляют. Заменяют шурупы с неисправной резьбой. Головки всех шурупов, крепящих контактные сегменты, должны быть утоплены не менее чем на 0,5 мм. Если не предусмотрено каких-либо стопорящих деталей, головки шурупов закернивают.
Незначительные подгары, заусенцы и неровности на поверхности сегментов запиливают напильниками и надфилями, стремясь при этом снять минимальное количество металла. Сегменты с выработкой до 0,3 мм шлифуют. Сильно поврежденные сегменты с прожогами, трещинами или выработкой снимают с изоляционных валов и стоек и восстанавливают наплавкой или сваркой. После этого сегменты протачивают на токарном станке и шлифуют, закругляя их набегающие края радиусом 3 мм. У реверсоров электровозов ЧС толщина сегмента реверсора должна быть 6,0-4,5 мм, а в эксплуатации- не менее 4 мм.
При изготовлении нового сегмента заготовку для него делают из медной пластинки на строгальном станке. Для придания заготовке округлой формы ее обжимают на прессе в штампах соответствующего профиля. После этого протачивают и шлифуют на токарном станке контактную поверхность, просверливают и зенкуют отверстия под крепящие шурупы.
Изоляционные прокладки между сегментами очищают. Прокладки с трещинами, расслоением и другими механическими повреждениями заменяют, ослабшие закрепляют. Чтобы не измазать изоляционные стойки и валы, новый тонкий слой технического вазелина наносят на контактные поверхности сегментов по окончании ремонта всего аппарата. Покрывать сегменты другой смазкой, например 1-ЛЗ, нельзя, так как, уплотняясь под пальцами, она может вызывать их чрезмерный нагрев.
Контактные поверхности пальцев, имеющие подгары, задиры и неровности, запиливают, добиваясь того, чтобы они касались поверхности сегментов по всей ширине. Для проверки на поверхности сегмента прочерчивают мелом полоски и, повернув барабан, убеждаются, что они стираются на всей ширине пальца. Толщина силового пальца контактной части у реверсоров электровозов ЧС должна быть 5,0-3,5 мм (в эксплуатации не менее 3 мм), а его нажатие на сегмент - не менее 22 Н (2,2 кгс).
Нажатие пальцев проверяют динамометром и при необходимости регулируют его, изменяя натяжение пружины. После регулировки винты или болты, стягивающие пружины, надежно стопорят. Проверяют провал пальцев. Пальцы обычно заменяют в трех случаях: если их толщина не соответствует норме, они имеют сильные прожоги или утратили твердость в результате недопустимого нагрева. Подлежат смене ослабшие пружины пальцев и неисправные шунты. Обязательно проверяют, чтобы в фиксированных положениях реверсоров и переключателей пальцы стояли от края сегментов не менее чем на 3 мм.
Осматривая валы реверсоров электровозов ЧС2, ЧС2Т и ЧСЗ, убеждаются в исправности механической защелки, запирающей вал в среднем (нулевом) положении. При необходимости заменяют стержень защелки с изношенным зубом или ослабшую пружину. На ремонт реверсора этих электровозов слесарь 5-го разряда затрачивает около 80 мин, а на ремонт обоих пневматических приводов аппарата - немногим более 1 ч при расценке работы по 4-му разряду.
Контакты реверсоров и переключателей кулачкового типа также при необходимости запиливают. У реверсоров РК-8 и тормозных переключателей ТК-8 толщина главного подвижного контакта должна быть 8,0-12,5 мм, а в эксплуатации - не менее 7 мм. Износ главного неподвижного контакта не должен превышать 3,5 мм (в эксплуатации 4,5 мм). Раствор контактов должен быть не менее 17 мм. Чтобы отрегулировать его, между изоляционными планками 6 (рис. 208) и угольниками рамы 5 аппарата ставят металлические прокладки 1.
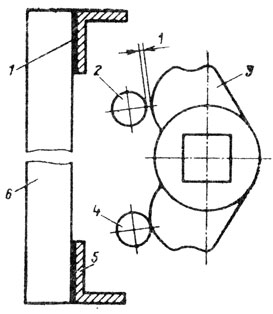
Рис. 208. Регулировка положения контакторного элемента реверсора РК-8 и тормозного переключателя ТК-8
Проверяют, чтобы зазор между нерабочим роликом 2 контакторного элемента и кулачковой шайбой 3 при переключении аппарата составлял не менее 1 мм. Отсутствие зазора приводит к заклиниванию вала в момент переключения аппарата из одного положения в другое. Рабочий ролик 4 должен плотно прилегать к кулачку.
Провал контактов контролируют по зазору В (рис. 209). Нормальному провалу 14-15 мм соответствует зазор В, равный 8-10 мм. Убеждаются в том, что смещение в поперечном направлении подвижного контакта относительно неподвижного не превышает 1,5 мм. Обязательно оценивают состояние впаянных в подвижной и неподвижный контакты шунтов. При ослаблении пайки контакты заменяют вместе с шунтами. Обращают внимание на то, чтобы оба шариковых подшипника двуплечего контактного рычага в свободном состоянии легко вращались от руки. Подшипники с трещинами в обойме, заеданиями или другими повреждениями заменяют.
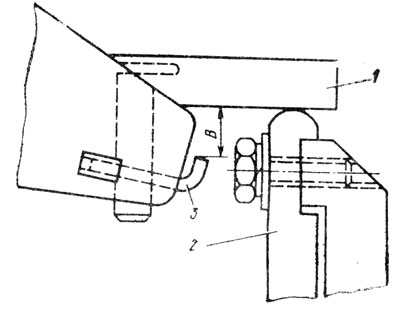
Рис. 209. Проверка провала контакторного элемента реверсора РК-8 и тормозного переключателя ТК-8
Кулачковые шайбы переключателей должны быть закреплены на валу плотно, без качений. Износ рабочей поверхности кулачка допускается не более 3 мм (в эксплуатации 4 мм). При большем износе кулачковый вал заменяют, поскольку в результате износа кулачковых шайб не обеспечивается требуемое нажатие и раскрытие силовых контактов.
Ремонт блокировочных контактов не имеет каких-либо особенностей, так как по конструкции они мало отличаются от блокировочных контактов других аппаратов. Например, на реверсорах, тормозном переключателе и переключателе вентиляторов электровозов ЧС2, ЧС2т и ЧС3 установлены блокировки кулачкового типа, как на групповых переключателях. При смене их кулачковых шайб или самих блокировок убеждаются в правильном и надежном включении контактов в соответствии с разверткой. Для регулировки момента замыкания подрезают профиль кулачковой шайбы остро заточенной стамеской.
Блокировочные контакты реверсоров и переключателей отечественных электровозов регулируют так, чтобы при повороте вала их контакты размыкались до размыкания силовых контактов, а замыкались после замыкания силовых контактов. Несоблюдение этого условия может привести к подгару силовых контактов реверсоров вследствие их переключения после включения линейных контакторов электровоза. Регулировку осуществляют передвижением пальцев и держателей пальцев относительно контактных сегментов блокировочного устройства.
На ремонт реверсора слесарю 5-го разряда отводится примерно 100 мин. На ремонт тормозного переключателя ТК-8 и переключателя вентиляторов ПШ-5Г слесарь 4-го разряда затрачивает соответственно около 160 и 80 мин.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'