46. Групповые переключатели с дугогасительными устройствами
Текущий ремонт ТР-3 главных переключателей и переключателей ослабления возбуждения электровозов ЧС2, ЧС2т и ЧС3 проводят непосредственно на локомотиве, снимая для ревизии в аппаратном цехе только пневматический привод главного переключателя.
Раму переключателя и его основание внимательно осматривают, убеждаясь в отсутствии трещин. На конце обнаруженной трещины засверливают отверстие, края ее разделывают, заваривают и зачищают. Помимо этого, поврежденное место усиливают постановкой накладки толщиной 8-10 мм, приваривая ее сплошным швом по всему периметру.
Осматривая несущие рамы дугогасительных камер, убеждаются в отсутствии перекосов и провисания продольных несущих реек, в результате которого изоляция реек может перетираться подвижными частями контакторов. Перекосы и незначительные провисания устраняют постановкой дополнительных прокладок под подшипники рам для получения зазора между продольными рейками и подвижными контактами не менее 3 мм. Незначительно поврежденную изоляцию реек и рамы группового переключателя очищают мелким стеклянным полотном и покрывают ровным слоем серой эмали ГФ-92-ХС. При наличии протертых или выжженных мест поврежденный участок срезают острым ножом, полого спуская края, и изолируют покрытой фенольно-альдегидным лаком бумагой, промазывая каждый слой лаком холодной сушки.
Проверяют и смазывают шарниры защелок держателей рам дугогасительных камер. Заменяют ослабшие и неисправные пружины защелок. Убеждаются в том, что каждый держатель надежно фиксируется защелкой при поднятых камерах, благодаря чему полностью исключается возможность их самопроизвольного опускания. Обязательно разбирают, осматривают и смазывают смазкой ЖТКЗ-65 все подшипники скольжения опор этих рам. Отсутствие смазки и заедание подшипников при эксплуатации электровоза нередко приводят к появлению трещин и отколов в боковых текстолитовых планках рам, в результате чего дугогасительные камеры опускаются на подвижные части контакторов, препятствуя их работе.
Осматривая контакторные элементы, снимают чехлы с полюсных наконечников. Поврежденные чехлы заменяют. Полюсный наконечник является токоведущим элементом, поэтому особо важно проверить плотность посадки винтов, крепящих его к кронштейну неподвижного контакта и сердечнику дугогасительной катушки. Проверяя отверткой крепление контактов, заменяют кронштейны неподвижного и подвижного контактов, с сорванной резьбой под винты контактов или трещинами, идущими от резьбы. Минимальная толщина силовых контактов 6 мм.
При осмотре контакторных элементов снизу убеждаются, что зазор в сложном шарнире составляет около 1 мм. При большем зазоре - около 2 мм и более, а также при наличии трещин в шарнире подвижную часть контактора заменяют.
Смещение подшипников рычага подвижного контакта за край кулачковой шайбы не должно превышать 1 мм. Проворачивая рукой подшипники, убеждаются в отсутствии трещин в наружном и внутреннем кольцах. Все подшипники и валики контакторного элемента смазывают смазкой ЖРО. Сняв крышки, проверяют состояние смазки в подшипниках кулачкового вала.
Дугогасительные камеры, требующие ремонта, снимают и передают в аппаратный цех. В первую очередь это относится к дугогасительным камерам с усиленным дугогашением. С них снимают деионизационные решетки и очищают их листы от окислов, поскольку пленка окислов, обладая хорошими теплоизоляционными свойствами, уменьшает степень охлаждения электрической дуги.
Перед снятием с электровоза пневматического привода групповых переключателей электровозов ЧС2, ЧС2т и ЧС и промежуточных контроллеров электровозов ЧС200, ЧС6 и ЧС7 помечают краской торцовые поверхности пары совмещенных зубьев шестерни и зубчатого колеса редуктора. Такая пометка облегчает установку привода после ремонта. Шестерни редуктора расклинивают, иначе после снятия привода кулачковый вал под действием включающих пружин контакторных элементов повернется на несколько позиций.
Перед разборкой привода в аппаратном цехе отворачивают верхнюю пробку и выпускают воздух. Через сливное отверстие спускают масло из картера привода. Электромагнитные вентили вместе с клапанными коробками снимают для ревизии. Осторожно, чтобы не повредить паронитовые прокладки, снимают крышки цилиндров. Поочередно переводя шатуны с поршнями в нижнее положение, внимательно с помощью лупы осматривают внутренние поверхности цилиндров. Рабочие поверхности должны быть чистыми, без рисок и задиров. Небольшие риски и задиры глубиной не более 0,3 мм и не выходящие по длине за крайнее положение кольца поршня зачищают надфилем. Внутренний диаметр цилиндра не должен превышать 72,3 мм, а зазор между цилиндром и поршнем - 0,5 мм. Перед сборкой привода поверхности цилиндров смазывают смазкой ЖТ-72.
Проверяют состояние и плотность посадки резиновых колец на поршнях. Для оценки исправности колец полезно перед разборкой пневматического двигателя проверить, нет ли утечек воздуха в каждом цилиндре, как это делают при проверке плотности приводов других аппаратов. В эксплуатации в результате износа резинового кольца масло из картера попадает в верхнюю полость цилиндра над поршнем. При выбросе воздуха из цилиндра масло создает пробку в воздухопроводе, и в цилиндре создается воздушная "подушка". В результате при переходе переключателя с позиции на позицию может произойти отдача (обратное движение) привода и кратковременное размыкание контактов включающихся контакторов.
Коленчатый вал освобождают от шатунов и вынимают из привода для проведения магнитной дефектоскопии шеек. Помимо ТР-3, магнитный контроль вала осуществляют каждый раз при ремонте привода с разборкой.
Подшипники коленчатого вала осматривают, убеждаясь в отсутствии трещин в наружном и внешнем кольцах и исправности сепаратора. Наибольший зазор в подшипнике не должен превышать 0,2 мм. Для спрессовки неисправного подшипника удобно пользоваться специальным съемником. В аппаратном цехе целесообразно иметь один такой съемник с набором разрезных съемных втулок, соответствующих размерам подшипников и шестерен аппаратов, ремонтируемых в депо.
Приступая к съемке, надевают на подшипник обе половинки разъемной втулки 1 (рис. 204). Кольцевой паз втулки зажимают откидными губками 3 и запирают их конусным кольцом 2. Затем вращают винт 4 и, упираясь им в торец вала, стягивают подшипник.
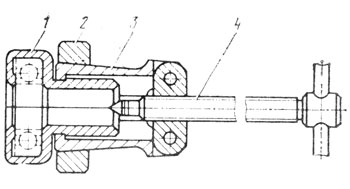
Рис. 204. Съемник для снятия подшипников электрических аппаратов и двигателей
Посадочные места под подшипники коленчатого вала, так же как и у валов других аппаратов, обрабатывают до шероховатости не менее 8-го класса. Поэтому перед напрессовкой нового подшипника взамен снятого посадочное место внимательно осматривают - оно должно быть чистым и гладким, без рисок, задиров и коррозионных пятен. Обнаруженные мелкие риски и небольшие задиры зачищают надфилем и шлифуют.
Подшипник устанавливают на вал с помощью оправок. Нагретый в масле при температуре 70-80°С подшипник напрессовывают легкими ударами молотка по оправке так, чтобы ее усилие передавалось только на внутреннее кольцо. Когда подшипник какого-либо аппарата запрессовывают в корпус, усилие оправки должно передаваться на внешнее кольцо.
В результате напрессовки подшипника на вал внутреннее кольцо его деформируется, и при неправильном выборе натяга подшипник может заклинить. Поэтому после посадки проверяют легкость проворачивания подшипника от руки. Он должен иметь ровный, свободный ход без заеданий. Убеждаются также в соответствии нормам радиального и осевого зазоров. Перед сборкой привода в подшипники закладывают смазку ЖРО.
Картер пневматического привода промазывают керосином или веретенным маслом. Затем закрывают сливное отверстие пробкой, подложив под ее головку прокладку, и заливают в картер свежее индустриальное масло И-12А. Уровень масла проверяют с помощью контрольной пробки, расположенной на боковой поверхности картера.
Проверяют целость корпусов блокировочных контактов на валу привода. Кулачковые шайбы и другие детали блокировочного механизма надежно закрепляют. Оплавленные контакты зачищают стеклянным полотном. Их нажатие должно находиться в пределах 1-2 Н (0,1-0,2 кгс). При необходимости нажатие доводят до норм заменой пружин.
Заканчивая сборку привода, устанавливают электромагнитные вентили с клапанными коробками и проверяют затяжку болтовых соединений всех узлов вне зависимости от того, подвергались они разборке или нет. После этого проверяют работу привода при минимальном давлении воздуха и убеждаются в отсутствии утечек воздуха при максимальном давлении. В случае пропуска воздуха или масла в местах соединения картера у пробок или крышек заменяют уплотняющие паронитовые прокладки.
Перед установкой пневматического привода на главный переключатель осматривают шестерни и зубчатые колеса редуктора, убеждаются в их плотной посадке на валах и надежном закреплении, проверяют целость зубьев. При необходимости частично заменяют смазку ЖТКЗ-65. Привод устанавливают без перекосов так, чтобы зазор между зубьями шестерни и зубчатого колеса редуктора соответствовал норме. На полный ремонт пневматического привода слесарь 4-го разряда затрачивает около 4 ч и более 1ч - на его снятие, постановку и проверку работы на электровозе. Трудоемкость ремонта группового переключателя без привода составляет около 20 чел.-ч, разряд работ - 5-й.
Групповые переключатели отечественных электровозов, как правило, ремонтируют на месте. Для определения степени исправности аппарата и выявления скрытых дефектов ремонт аппарата полезно начинать с проверки развертки главного и вспомогательного барабанов. При этом легко обнаружить ослабшие или изношенные по профилю кулачки вала, неправильное расположение отключающих роликов и другие дефекты и наметить пути их устранения.
При необходимости снимают отдельные неисправные узлы, поврежденный контактный элемент, пневматический привод с трещинами или задирами на рабочей поверхности цилиндра, неисправные блокировочные контакты и другие детали, требующие ремонта я аппаратном цехе. Если установлена необходимость снятия вала для смены шестерни, кулачковой шайбы или подшипника, смены заклепок на каркасе или снятия нескольких контакторных элементов, групповой переключатель снимают с электровоза для ремонта в аппаратном цехе. Также поступают, если необходимо заменить или отремонтировать большое число деталей аппарата.
Определить дефекты, требующие снятия переключателя, необходимо в начале ТР-3, поэтому при предварительном осмотре аппарата основное внимание уделяют дефектировке именно этих деталей. Убеждаются в отсутствии трещин в литье боковых рам каркаса, в стойке среднего поддерживающего подшипника и в продольных угольниках. Заклепки, соединяющие рамы, обстукивают. Ослабшую заклепку обнаруживают по перемещению противоположной головки.
Выявляя дефекты кулачкового вала, проверяют плотность посадки опорных подшипников на валу и в корпусе, плотность посадки шестерен и их конических штифтов, измеряют диаметр вала под средний опорный подшипник. Намечают к смене треснувшие кулачковые шайбы, изготовленные из прессованного изоляционного материала. Профиль кулачков проверяют шаблонами. Биение окружности кулачковых шайб допускается не более 1 мм (в эксплуатации не более 2 мм), а уменьшение радиуса их цилиндрической поверхности - не более чем на 3 мм (4 мм в эксплуатации).
У блокировочных барабанов переключателей проверяют крепление шестерни, выработку и закрепление медных и фибровых сегментов. Иногда у блокировочного барабана можно обнаружить ослабление торцовых шайб. На это следует обратить внимание при появлении трещин в слое краски.
Пневматические приводы групповых многопозиционных переключателей отечественных электровозов конструктивно незначительно отличаются от приводов реверсоров и двухпозиционных переключателей, требования к ремонту которых описаны в следующем параграфе. Шестерню или зубчатую рейку намечают к смене, если они имеют большую выработку или излом хотя бы одного зуба. Износ зубьев шестерни и рейки определяют с помощью зубомера. Для ремонта в цехе снимают групповой переключатель, у которого в результате больших суммарных зазоров в шестернях, зубчатых рейках и упорах свободное вращение вала при фиксированном положении привода превышает 2 мм при измерении по наибольшей окружности кулачков у главного вала и по окружности сегментов у блокировочного барабана.
Контакторные элементы группового переключателя каждой серии электровозов, как правило, собирают из тех же узлов и деталей, что и индивидуальные электропневматические контакторы. Поэтому дефектировку и ремонт контакторных элементов выполняют аналогично дефектировке и ремонту контакторов ПК.
Несколько отличен ремонт подвижной части контакторных элементов. Профили отключающих рычагов при необходимости проверяют по шаблону. Осматривают крепление осей и состояние подшипников включающих роликов. Убеждаются в том, что ролики всех элементов вращаются свободно. Изменять контур отключающего рычага путем подгиба не следует, так как при этом в металле появляются большие напряжения, что может со временем привести к появлению трещин и излому. Допускается незначительно отгибать рычаги у контакторных элементов переключателей электровозов ВЛ8 так, чтобы удлиненные части рычагов подвижных контактов не приближались к заземленным частям аппарата ближе чем на 30 мм и не терли изоляционное покрытие стержней.
В условиях депо трещины заваривают газосваркой с предварительным подогревом всего кронштейна. Для этого контакторный элемент снимают с переключателя. Для облегчения демонтажа контакторного элемента кулачковый вал проворачивают вручную в такое положение, чтобы выступ кулачка не мешал, т. е. чтобы элемент оказался в отключенном положении. Затем, освободив U-образные болты, оттягивают нижнюю часть контактора в сторону вала, освобождая контрольный штифт.
В таком положении кулачкового вала отремонтированный контакторный элемент вводят между валом и продольными рейками, надевают его на фиксирующую шпильку и закрепляют U-образными болтами. Затем поворачивают кулачковый вал так, чтобы контакторный элемент включился, и проверяют положение включающего ролика на шайбе. При правильной сборке ролик перекрывается по середине кулачка и смещение центра ролика от середины шайбы не превышает 2 мм. В противном случае ослабляют болты и смещают контакторный элемент. Затем, повернув вал на полный оборот, убеждаются в том, что отключающие рычаги не касаются кулачка.
Контакторные элементы, снимавшиеся для ремонта, устанавливают на то же место, где они работали до демонтажа. Такое несложное правило значительно упрощает процесс регулировки переключателя, так как контакторные элементы будут работать с ранее подогнанными по профилю кулачковыми шайбами.
Межконтакторные перегородки, имеющие изломы или уменьшение толщины более нормы, заменяют. Новые перегородки изготовляют строго в соответствии с чертежами. Фибровые держатели с трещинами или сорванной резьбой заменяют. Правилами ремонта разрешается изготовлять новые держатели из текстолита, капрона или волокнита. Не допускается касание токоведущими частями перегородок. Зазор между перегородкой и токоведущими деталями контакторного элемента должен быть не менее 1 мм.
С учетом результатов проверки, проведенной в начале ремонта, после постановки всех контакторных элементов регулируют развертку группового переключателя. Наряду с этим в фиксированных положениях переключателя измеряют основные величины, характеризующие исправность контакторных элементов.
Так, у групповых переключателей ПКХ-4А, ПКГ-6В электровоза ВЛ8 и ПКГ-4Б, ПКГ-6Г электровоза ВЛ10 раскрытие силовых контакторов устанавливают 24-27 мм, провал - 10-12 мм, конечное нажатие - 140-180 Н (14-18 кгс). Обязательно убеждаются в свободном отключении контакторных элементов под действием собственного веса.
Диаграмма замыкания контактов этих переключателей приведена на рис. 205. При выпуске из ТР-3 допускают к эксплуатации групповые переключатели, у которых отклонения действительной развертки от чертежа не превышают ±3°. Однако при этом должны соблюдаться два основных условия. Первое - в каждом фиксированном положении вала контакторные элементы должны быть полностью включены или выключены и иметь соответствующие техническим данным раскрытие и нажатие контактов. Это требование, безусловно, выполняется, если ролики 1 (рис. 206) включенных контакторов не только не касаются поверхности кулачковых шайб, но располагаются от их склонов на расстоянии не менее 1 мм, а ролики 2 отключенных контакторов не приближаются к склону ближе 3 мм. Второе условие - из двух элементов, замыкающих одну и ту же цепь тяговых двигателей, первым должен замыкаться элемент, расположенный со стороны земли, второй в этот момент должен иметь раскрытие не более 1,5 мм.
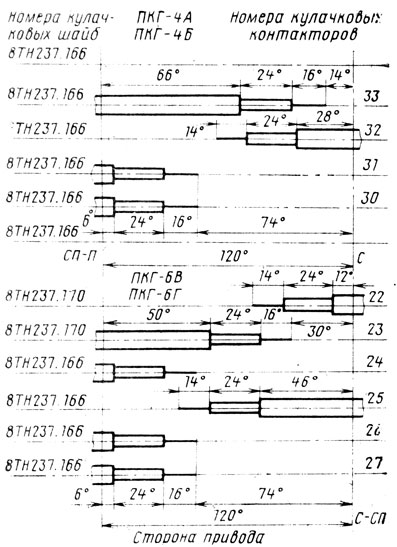
Рис. 205. Диаграмма замыкания контактов переключателей ПКГ-4А, ПКХ-4Б, ПКГ-6В и ПКГ-6Г
Мастер или бригадир, принимающий переключатель из ремонта, убеждается в том, что аппарат четко срабатывает при минимальном давлении воздуха 375 кПа (3,75 кгс/см2). При нормальном давлении воздуха обращают внимание на равномерность поворота вала переключателя и отсутствие ограничения хода поршней привода из-за упора их в крышки цилиндра. Проворачивание кулачкового вала рывками указывает на неправильную регулировку контакторных элементов.
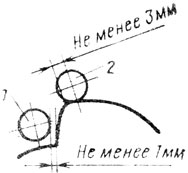
Рис. 206. Расположение роликов включенного и отключенного контакторных элементов на фиксированной позиции группового переключателя
Время перехода переключателя из одного положения в другое должно составлять 1,2-2,5 с. Если поворот переключателя происходит за время, меньшее 1,2 с, в силовой цепи электровоза не успевают завершиться переходные процессы. Это приводит к повреждениям (сгоранию дугогасительной катушки и др.) контакторных элементов 33-0, 25-1 и 25-2 соответственно на групповых переключателях КСПО, КСП1 и КСПП. Замедленное вращение переключателя свидетельствует о возможных повреждениях его пневматической и механической частей.
Использование электрического секундомера позволяет оценить время переключения аппарата с точностью до 0,01 с. С этой целью на щите 6 каркаса (рис. 207) переключателя со стороны, противоположной пневматическому приводу, ослабляют два болта 5, крепящих фланец подшипника главного вала. Под головки болтов заводят прорези сектора-плиты 4 с установленными по ее концам микровыключателями 1 и 7. Плиту укрепляют, затянув болты 5. На четырехгранник главного вала аппарата 10 надевают и закрепляют болтом 9 Т-образный толкатель 3. Взаимодействие толкателя с микровыключателями 1 и 7 настраивают в обоих положениях главного переключателя с помощью регулировочных винтов 2. Пульт управления, на котором установлены сигнальные лампы и электронный секундомер, подключается к электромагнитным вентилям пневматического привода аппарата, а с помощью четырехштыревого штепсельного разъема, вставляемого в гнездо 8, - к микровыключателям 1 и 7. Управляя аппаратом от пульта, измеряют время переключения в обоих направлениях.
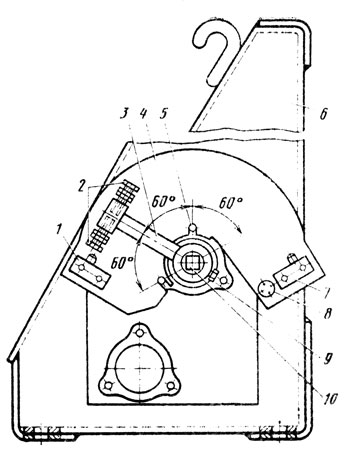
Рис. 207. Схема установки на групповом переключателе электровозов ВЛ10 и ВЛ8 прибора для измерения времени переключения
На проведение ТР-3 группового переключателя отечественных электровозов, включая привод, слесарь 5-го разряда затрачивает около 10 ч, из них немногим менее 2 ч - на проверку и регулировку развертки, нажатия и раскрытия контактов переключателя.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'