45. Контакторы
Несмотря на большое разнообразие конструкций электропневматических и электромагнитных контакторов электровозов различных серий технологии их проверки, разборки, ремонта и регулировки имеют много общего. Поэтому целесообразно рассмотреть технологию проверки, разборки, ремонта и регулировки применительно к аппаратам какого- то одного типа, например электропневматическим контакторам отечественных локомотивов. На ТР-3 снятого с электровоза контактора ПК слесарю 5-го разряда отводится около 50 мин (без привода). Работы удобно выполнять на специальных стендах, имеющих подвод воздуха и постоянного тока напряжением, регулируемым от 0 до 50 В, для испытания отремонтированных аппаратов. На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке.
Одной из первых операций является снятие пневматического привода. Его ревизию и ремонт осуществляют в соответствии с требованиями, изложенными на с. 148. После снятия привода кронштейны и другие детали неподвижного и подвижного контактов очищают от загрязнений и нагаров металлической щеткой, а затем салфетками. Изоляционные стойки контактора и дугогасительные катушки протирают салфетками, смоченными бензином, а затем сухими. После очистки проверяют состояние всех основных и крепежных деталей. Используя лупу, убеждаются в отсутствии трещин.
Наиболее часто трещины можно обнаружить в изоляционном покрытии стоек, в дугогасительных рогах (особенно в месте крепления неподвижного контакта, как показано на рис. 198), в перемычках шунтов. У электромагнитных контакторов 23SM и 31SM, применяемых на электровозах ЧС2, ЧС2т и ЧС3 для включения вспомогательных цепей, в результате чрезмерной затяжки крепящих болтов появляются трещины в кронштейнах неподвижных контактов, в планках крепления деталей аппарата к основной стойке.
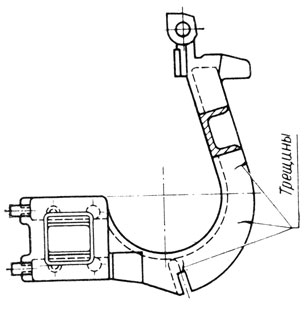
Рис. 198. Места возможных появлений трещин на кронштейне неподвижного контакта электропневматического контактора
Если по результатам проверки состояния электропневматического или электромагнитного контактора не нужно менять изоляцию несущего стержня, выполнять наплавочные работы у кронштейнов, перепайку контактных соединений дугогасительной катушки или другие работы, требующие основательной разборки аппарата, то ТР-3 контактора обычно делают без снятия кронштейнов подвижного и неподвижного контактов.
При ремонте с разборкой верхний кронштейн снимают вместе с дугогасительной катушкой. Для этого снимают запорные шайбы, ослабляют торцовые болты и сдвигают кронштейн неподвижного контакта с изолированного стержня, легко постукивая по нему молотком. Аналогично снимают нижний кронштейн с подвижными деталями и, если требуется, разбирают подвижную систему, расшплинтовав и вынув валики.
Трещины, обнаруженные в кронштейнах или других латунных деталях контакторов, разделывают и заваривают газовой сваркой, используя для присадки листовую латунь, а в качестве флюса - буру. Предварительно всю деталь прогревают в пламени газовой горелки, а после окончания сварочных работ погружают в золу или сухой песок. Такие меры предосторожности позволяют предупредить появление новых трещин в теле детали и сварочном шве при ее резком охлаждении. После остывания детали сварочный шов зачищают напильником заподлицо. Качество сварки проверяют легкими ударами молотка. Газовую сварку используют также для заплавки отверстий с сорванной или изношенной резьбой. После заплавки их вновь рассверливают и нарезают новую резьбу.
Проверяя состояние узла неподвижного контакта, обязательно зачищают плоскость соприкосновения кронштейна и силового контакта. Убеждаются в том, что вывод дугогасительной катушки плотно соединен с выводом контактора. При ослаблении контакта между ними высверливают и выбивают заклепки. Также поступают при смене дугогасительной катушки, когда в ней обнаружены неустраняемые ремонтом повреждения, например, сильное оплавление витков или трещины в них. Плоскости соприкосновения выводов катушки и контактора зачищают металлической щеткой, лудят припоем ПОСу 40-0,5 и скрепляют новыми заклепками.
Пользуясь отверткой, разводят витки дугогасительной катушки так, чтобы они не касались друг друга и не подходили к дугогасительному рогу ближе чем на 2 мм. Вывод дугогасительной катушки, имеющий обгоревшую или порванную изоляцию, очищают и изолируют вновь слоем электроизоляционного картона ЭВ и двумя слоями тафтяной ленты. Сверху ленту покрывают лаком БТ-99. Изоляция катушки должна быть монолитной, хорошо проклеенной.
Подсоединив мегаомметр на 2500 В к полюсу сердечника дугогасительной катушки и ее выводу, измеряют сопротивление изоляции. У исправной катушки оно не может быть менее 3 Мом. Чтобы восстановить изоляцию или сменить изломанные фланцы, сердечник катушки расклепывают, снимают фланцы, изоляционные шайбы и изоляционную трубку. В зависимости от характера повреждения ставят новые фланцы, шайбы или втулку, после чего сердечник заклепывают. Собирая неподвижный контакт, надежно закрепляют все детали.
При осмотре узла подвижного контакта убеждаются в отсутствии трещин в кронштейне, держателе, рычаге и валиках. Отбраковывают валики и ось тяги привода, имеющие износ по диаметру более 0,24 мм. Убеждаются в плотной посадке втулок в кронштейне, рычаге и держателе. При ослаблении вытачивают новую втулку с большим наружным диаметром. Предварительно устраняют разверткой овальность отверстия под втулку.
К выпуску из ТР-3 могут быть допущены контакторы ПК, у которых зазоры между валиками, осью тяги и отверстиями втулок находятся в пределах 0,02-0,6 мм. Суммарное перемещение подвижного контакта по вертикали из-за слабины в валиках должно быть не более 2,5 мм.
Притирающие пружины подвижных контактов, работающие на сжатие, воспринимают нагрузку на торцовые витки. От выполнения этих витков в немалой степени зависит надежная посадка на рабочем месте и правильная работа пружин. Поэтому при постановке новых или отремонтированных пружин сжатия (что также относится к пружинам пневматического привода) их торцовые витки опиливают так, чтобы опорные поверхности были плоскими и перпендикулярными к оси пружины.
К шунту подвижного контакта предъявляются обычные требования. Изоляционную тягу из пластмассы АГ-4В заменяют при наличии трещин, сильных повреждений поверхностей и несоответствии требуемым размерам отверстий. Диаметры отверстий должны составлять 14,5-15,0 и 7,5-8,0 мм. При наличии на поверхности изоляционной тяги царапин, рисок и небольших поджогов поврежденные места шлифуют мелкой шлифовальной шкуркой, а затем покрывают лаком ФЛ-98. Чтобы обеспечить плотность соединения с рогом дугогасительной камеры, расстояние у горловины прижима на нижнем неподвижном кронштейне устанавливают равным 10 мм.
По мере необходимости ремонтируют или замеряют рычаги, валики и втулки блокировочного механизма Б-1Б. Отверстия под валики с износом более 0,2 мм заваривают и вновь просверливают. Поврежденные и изношенные больше нормы контактные пальцы и сегменты заменяют новыми. Толщина сегментов не должна быть менее 3 мм, а толщина пальцев у контактной поверхности - менее 0,7 мм.
Поверхность скольжения контактных пальцев обрабатывают на станке или запиливают вручную так, чтобы не было резких переходов от сегмента к изоляционной поверхности. Новый сегмент хорошо пригоняют по месту и надежно закрепляют шурупами. При выработке гнезда для шурупов его рассверливают, затем в отверстие забивают пробку, смазанную эмалью ГФ-92-ХК или НЦ-929, и ввертывают новый шуруп. Если выработана изоляционная поверхность сегментодержателя, его либо заменяют новым, либо, сняв верхний слой, наращивают на шурупах прокладкой из фибры или текстолита толщиной 2 мм. В собранном механизме блокировочные пальцы при любом положении блок-контактов должны отстоять от края сегментов не менее чем на 3 мм с учетом свободного хода из-за наличия зазоров.
Состояние изолирующего покрытия несущих стержней (изоляционных стоек или панелей) контакторов проверяют так же, как и при текущих ремонтах меньшего объема. При разборке аппарата стержень, исправный или имеющий незначительные повреждения изоляционной поверхности, покрывают ровным слоем эмали ГФ-92-ХС (красного цвета) или НЦ-929 в зависимости от того, какой эмалью он был покрыт ранее. При больших дефектах поверхностного слоя его зачищают ножом или напильником, затем шлифуют мелкозернистым стеклянным полотном, продувают сжатым воздухом и окрашивают эмалью в два слоя.
Стержень, имеющий повреждение изоляции более чем на половину ее толщины, заменяют новым. При меньшем повреждении, т. е. на глубину 1-1,5 мм, поврежденное место очищают острым ножом до слюды, полого срезают края на длине 15-20 мм. Затем очищенное место покрывают бакелитовым лаком и ровными слоями наматывают миканитовую ленту с перекрытием 1/2 ширины, промазывая ее тем же лаком.
Последний слой наматывают с таким же перекрытием киперной лентой и после длительной сушки окрашивают отремонтированную изоляцию ровными слоями покровной изоляционной эмали.
Опрессованную изоляцию, имеющую серьезные повреждения, снимают полностью или частично. Поверхность стержня очищают от загрязнений и покрывают лаком ФЛ-98 или ФЛ-947. Формовку стержня осуществляют на плите, поверхность которой нагревают до температуры 55-70 °С, что необходимо для придания эластичности миканитовым листам, накатываемым на стержень.
На плиту укладывают послойно заготовки миканита и кабельной бумаги и промазывают их лаком ФЛ-98 или ФЛ-947. Затем накатывают листы, плотно утягивая материал, и бандажируют стержень киперной лентой, пропитанной лаком ФЛ-98 или ФЛ-947. Подготовленный таким образом стержень обжимают в пресс-форме, загружают вместе с ней в электрическую печь и выдерживают там при температуре 105-120°С. Готовый стержень зачищают стеклянным полотном, покрывают два раза ровным слоем эмали ГФ-92-ХС и после сушки проверяют на пробой.
В отдельных депо при ремонте электромагнитных контакторов электровозов ЧС2 и ЧС3 взамен негодных опрессованных стержней изготовляют стержни из текстолита или гетинакса. Такие стержни нарезают на строгальном станке и после снятия заусенцев покрывают электроизоляционной эмалью. Технология их изготовления очень проста и не требует специального оборудования.
Перед постановкой на контактор отремонтированных деталей полезно проверить надежность крепления всех узлов, не снимавшихся с аппарата. Сборку полностью разобранного электропневматического контактора начинают обычно с постановки нижнего кронштейна на изоляционную стойку. Под торцовые болты кронштейна подкладывают металлическую прокладку, чтобы не повредить изоляцию. Затем двумя болтами укрепляют на стойке пневматическую часть.
В соответствии с нормами допусков подбирают по отверстиям втулок диаметры валиков. Перед сборкой шарниров валики промазывают смазкой ЦИАТИМ-201. Особое внимание уделяют подбору валика, соединяющего подвижной рычаг с нижним кронштейном. Валик плотно вводят в отверстие кронштейна, т. е. зазор между валиком и втулками рычага подбирают соответствующим нижнему пределу допуска.
Вслед за пневматической частью устанавливают на стойку верхний кронштейн. Первоначально все основные узлы на стойку монтируют в соответствии с установочными размерами, а затем закрепляют их в таком состоянии, чтобы раскрытие силовых контактов было в пределах 24-27 мм. Учитывая возможность увеличения раскрытия контактов во время эксплуатации из-за их износа, стремятся при сборке установить раскрытие ближе к нижнему пределу. Если оставить большое раскрытие контактов при установке верхнего кронштейна, то расстояние между валиком и болтом для крепления дугогасительной камеры может оказаться чрезмерно большим и ее нельзя будет надеть на контактор.
К установке на контактор ПК допускают силовые контакты, имеющие толщину у пятки в пределах 5,0-10,2 мм. При этом обязательно убеждаются в отсутствии трещин в контактах. Провал силовых контактов контакторов ПК должен составлять 10-12 мм, а их конечное нажатие должно быть не менее 270 Н (27 кгс). Необходимо учитывать, что по мере износа контактов их провал и нажатие уменьшаются.
После сборки блокировочного механизма проверяют работу блок-контактов. Ослабив крепление контакторных пальцев, перемещают и закрепляют их на новом месте так, чтобы в фиксированном положении контактора контакты правильно располагались относительно сегментов и не находились на головках винтов. Нажатие блок-контактов должно составлять 10-25 Н (1,0-2,5 кгс).
Сборку контактора заканчивают постановкой гибких шунтов и замковых шайб на торцовые болты кронштейнов. Проверяют надежность крепления всех валиков шайбами и шплинтами. Шплинты должны соответствовать отверстию в валике и быть разведенными не менее чем на половину диаметра валика.
Перед установкой контакторов на электровозе раму, на которой их закрепляют, осматривают и убеждаются в отсутствии повреждений и трещин. После установки контакторов полезно обезжирить все изоляционные поверхности протиранием салфетками, увлажненными бензином, а затем сухими. В завершение убеждаются в четкой работе аппарата и отсутствии помех сначала путем нажатия рукой на грибок вентиля, а затем путем подачи минимального напряжения на его катушки. Все подвижные части контакторов должны перемещаться свободно, без заеданий. Между ними и дугогасительной камерой должен быть зазор не менее 1 мм. Запирающий механизм должен надежно фиксировать дугогасительную камеру, а ее полюсы должны плотно касаться полюсов дугогасительной катушки контактора.
Затраты труда на ремонт электромагнитных контакторов сопоставимы с трудоемкостью работ по восстановлению исправности электропневматических контакторов. Так, на ремонт контактора МК-310Б слесарю 5-го разряда отводится около 40 мин, а на ремонт любого контактора электровозов ЧС2, ЧС2т и ЧС3 требуется в среднем 70 мин.
Особенности ремонта электромагнитных контакторов определяются их конструкцией и назначением. При ремонте электромагнитных контакторов всех электровозов обязательно убеждаются в плотной посадке на сердечниках включающих и дугогасительных катушек и при необходимости укрепляют их, подложив прокладки из изоляционных материалов. Для закрепления ослабшей включающей катушки контакторов МК-310Б, предназначенных для включения вспомогательных машин, и подобных им освобождают стопорные болты сердечника. Затем, удерживая катушку от поворачивания рукой, вращают сердечник специальным ключом до полного закрепления катушки и в новом положении фиксируют ее стопорными болтами.
Убеждаются в отсутствии межвиткового замыкания в дугогасительных катушках этих контакторов и с помощью моста постоянного тока измеряют их сопротивление. При температуре + 20°С активное сопротивление катушки контакторов МК-310Б-30, МК-310Б-33, МК-310Б-34, МК-310Б-38 составляет от 0,00848 до 0,00963 Ом, МК-310Б-37 - от 0,177 до 0,2 Ом, МК-310Б-42 - от 0,031 до 0,0352 Ом.
Для восстановления покровной изоляции этих катушек используют тафтяную ленту размером 0,25x30 мм, укладывая ее в один слой с перекрытием 1/2 ширины, с последующей бандажировкой электроизоляционным шнур-чулком диаметром 1 мм или стекложгутом ЖС-1 того же диаметра.
Для пропитки изоляции используют лак БТ-988. Катушки, имеющие хорошую покровную изоляцию, красят лаком БТ-99 и на воздухе 362 сушат в течение 3-4 ч. Осматривая дугогасительные катушки электромагнитных контакторов 23SM и 31SM, проверяют целость выводных концов, убеждаются в отсутствии трещин в месте их выхода из монолитной изоляции. Учитывая большое сходство между контакторами 23SM и 31SM, следует внимательно подбирать новые дугогасительные катушки так, чтобы исключить возможность постановки катушки, не соответствующей типу контактора. Небольшие повреждения в изоляционном покрытии катушек этих контакторов закрашивают эмалью ГФ-92-ХС. При наличии глубоких трещин и отколов изоляционное покрытие катушек восстанавливают эпоксидной смолой или пластмассой АСТ-Т.
Если при осмотре контакторов МК-310Б и МК-15-01 обнаружены трещины в вертикальных стенках, перегородках и защелке или выгорание до толщины менее 5 мм, то их полностью разбирают. При последующей сборке вертикальные стенки можно соединять не трубчатыми заклепками, а болтами М12Х 90 и гайками, обточенными до высоты 5 мм. При этом под гайку устанавливают простые шайбы, а после затяжки каждую гайку раскернивают в двух местах.
Если вертикальные стенки не разбирают, то обязательно убеждаются в прочности развальцовки (расклепки) трубок и исправности защелок. Годные к дальнейшей эксплуатации вертикальные стенки и изоляционную защелку окрашивают эмалью НЦ-929 или ГФ-92-ХС (красного цвета). При смене фиксируют валик с помощью нового шплинта.
У электромагнитных контакторов отечественных электровозов сравнительно часто включающую, а там, где есть, и удерживающую катушки по результатам осмотра снимают для ремонта. Очистив их от загрязнений, измеряют сопротивление мостом постоянного тока. Активное сопротивление должно соответствовать значениям, приведенным в табл. 10. Катушки с заниженным или завышенным сопротивлением, с обрывом цепи или межвитковым замыканием подлежат замене.
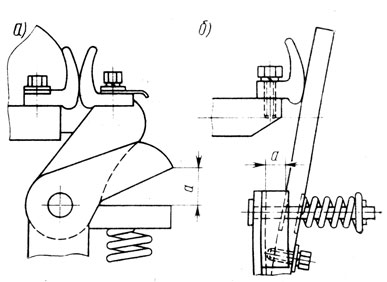
Таблица 10
*(Все исполнения.)
Раствор, провал и нажатие силовых контактов стремятся установить близкими к верхнему пределу. У контакторов МК-310Б раствор силовых контактов должен быть в пределах 30-34 мм, а у контакторов МК-15-01 - от 28 до 34 мм. Для его регулировки допустимо подпиливать ограничительный упор якоря. Поперечное смещение силовых контактов относительно друг друга допускается не более 2 мм.
Провал силовырс контактов у электромагнитных контакторов оценивают по зазору а (рис. 199). У контакторов МК-310Б равенство этого зазора 6-7 мм соответствует провалу силовых контактов 7-9 мм, а у контакторов МК-15-01 при а = 3÷4,5 мм провал составляет 5-7 мм. При необходимости для получения требуемого зазора а изоляционный рычаг припиливают до 2,5 мм в месте; посадки держателя подвижного контакта. При начальном нажатии контактов 8-13 Н (0,8-1,3 кгс) конечное нажатие составляет 18-27 Н (1,8-2,7 кгс) у контакторов МК-310Б и 17-21 Н (1,7-2,1 кгс) у контакторов МК-15-01Ф.
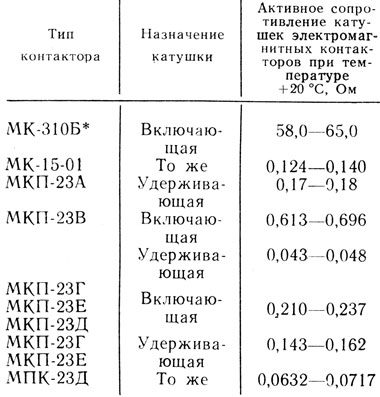
Рис. 199. Определение провала контактов электромагнитных контакторов МК-310Б (а) и МК-15-01 (б)
При ремонте контакторов МКП-23 с разборкой существенное внимание уделяют подгонке деталей магнитопровода и их креплению. Расплющенные медные диамагнитные прокладки над плунжером заменяют новыми толщиной 0,5-0,6 мм. В некоторых депо для повышения надежности контакторов ставят диамагнитную прокладку из бронзы толщиной 0,1 мм. Совсем удалять прокладки не следует. Без них при правильной подгонке магнитопровода плунжер "залипает" и в обесточенном состоянии контактор не выключается, удерживаясь остаточным магнитным потоком. Верхнюю часть плунжера пришабривают и добиваются его хорошего прилегания к диамагнитной прокладке. Иногда для улучшения работы контактора при ремонте удерживающих катушек наматывают несколько дополнительных витков.
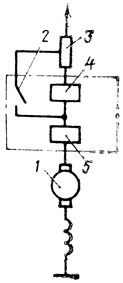
Производя сборку контактора МКП-23 после смены его отдельных деталей и узлов, воздушный зазор А (рис. 200) устанавливают равным 10,7-12,0 мм путем ввертывания стальной втулки. После регулировки втулку раскернивают. В разомкнутом положении силовых контактов размер В должен составлять 5,0-6,5 мм. При зацеплении, не обеспечивающем указанные допуски, возможно подгибать кронштейн.
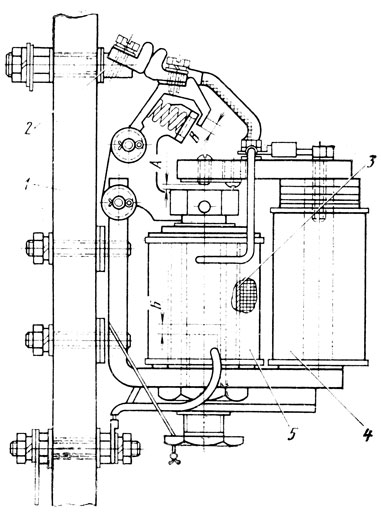
Рис. 200. Электромагнитный контактор МКП-23: 1 - изоляционная панель; 2 - шпилька кронштейна; 3 - направляющая втулка; 4 - удержи вающая катушка; 5 - включающая катушка
Раствор контактов, равный 10-14 мм, проверяют шаблоном. Для регулировки раствора меняют число и размеры шайб, устанавливаемых на шпильке кронштейна 2 неподвижного контакта между его заплечиками и изоляционной панелью 1, а также на шпильках между панелью и ярмом электромагнита. При изменении числа и толщины шайб меняется также провал силовых контактов. Его оценивают по зазору а (см. рис. 199) при замкнутых контактах. Наличие зазора 2,5-4,0 мм соответствует нормальному провалу контактов 4,5-6,5 мм. Нажатие контактов устанавливают равным 10-18 Н (1,0-1,8 кгс).
Соединив последовательно обе катушки контактора, подключают их на напряжение около 45 В. Затем, постепенно уменьшая ток в цепи катушек, добиваются притяжения якоря к упору и включения контактора при токе, соответствующем требуемой уставке аппарата. Значения токов включения для различных типов контактора указаны в табл. 11. Для регулировки уставки используют болт. Вворачивая регулировочный болт, уменьшают зазор Б и, следовательно, снижают ток уставки. И наоборот, вывертывая болт, увеличивают зазор Б, в результате чего ток включения увеличивается. Отрегулировав ток уставки, плавно снижают ток в цепи катушек до значения, при котором аппарат выключается. Для увеличения тока отключения увеличивают, а для его снижения уменьшают толщину немагнитной прокладки на упоре якоря электромагнита. В правильности регулировки токов уставки и отключения убеждаются по результатам трех измерений, вычислив их средние значения. После этого регулировочный болт фиксируют контргайкой и пломбируют.
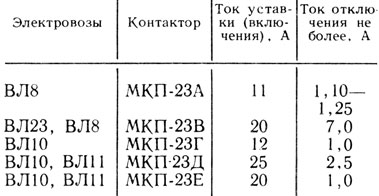
Таблица 11
Форму держателей контактов блокировочного механизма проверяют обычно по заранее изготовленным шаблонам. Такая проверка значительно облегчает сборку этого узла. Детали блокировочного механизма, имеющие трещины, заменяют. Места непосредственного контакта блокировок напаивают серебряными контактами.
Учитывая большое внешнее сходство большинства электромагнитных контакторов, при установке их на электровоз следует убедиться в соответствии каждого контактора той цепи, в которую его включают. Из расчета тепловой мощности дугогасительной катушки принято, что рабочий ток цепи должен быть вдвое меньше продолжительного тока контактора.
Так, на отечественных электровозах в цепь двигателя возбудителя с током 50 А включают контактор МК-310Б-2, дугогасительная катушка которого имеет 42 витка; в цепь электродвигателя мотор-вентилятора при токе 25 А - МК-310Б-1 с катушкой из 76 витков, а в цепь электродвигателя мотор-компрессора при токе 7А - МК-310Б-3 с катушкой из 252 витков.
По внешнему виду почти невозможно отличить друг от друга и контакторы пусковых панелей МКП-23 различных исполнений, хотя регулируют их для работы в разных условиях. Контактор МКП-23В на электровозах ВЛ23, ВЛ8 и контактор МКП-23Д на электровозах ВЛ10, ВЛ10У и ВЛ11 включают в цепь электродвигателя мотор-вентилятора так, чтобы более толстая внутренняя катушка 4 (рис. 201) была включающей, а более длинная наружная катушка 5 - удерживающей. Напротив, при включении в цепь электродвигателя преобразователя контактора МКП-23А на электровозе ВЛ8, контакторов МКП-23Г и МКП-23Е на электровозах ВЛ10, ВЛ10у и ВЛ11 наружная катушка 5 является включающей, а внутренняя 4 - удерживающей. Большие токи, коммутируемые контактором МКП-23Д, определяют несколько большие размеры его катушек.
контактора МКП-23 в цепь мотор-вентилятора электровозов ВЛ: 1 - электродвигатель; 2 - силовые контакты контактора; 3 - пусковой резистор; 4 - включающая катушка; 5 - удерживающая катушка
Наиболее полное представление об условиях правильной регулировки электромагнитного аппарата, будь то быстродействующий выключатель, контактор или реле, дает знание его характеристик. Характеристики аппарата представляют собой зависимости усилия Fэ, развиваемого электромагнитом, усилия отключающей пружины Fот и усилия притирающей пружины Fпр от зазора δ между якорем и сердечником. На рис. 202 показаны характеристики контактора 31SM электровоза ЧС2, причем указанные значения усилий пересчитаны для точки касания силовых контактов с учетом соотношения плеч и обозначены соответственно как F'э, F'от, F'пр, Хотя F'пр и F'от направлены в противоположную сторону от F'э, их обычно рисуют по одну сторону от оси δ, чтобы облегчить возможность сравнения.
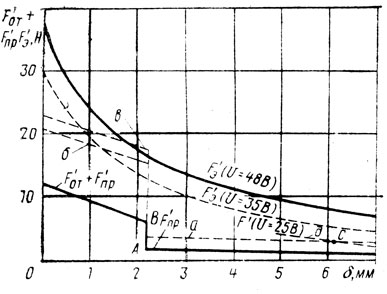
Рис. 202. Характеристики электромагнитного контактора 31SM электровоза ЧС2
Линии F'от и F'от+F'пр соответствуют номинальным усилиям отключающей и притирающей пружин, а линия F'э - номинальному усилию, развиваемому включающим электромагнитом при напряжении в цепи управления 48 В. Перепад АВ определяется предварительной затяжкой притирающей пружины. Как видно из рис. 202, при номинальных условиях^ F'э всегда больше F'от и F'от+F'пр, в результате чего обеспечивается четкое срабатывание аппарата.
Это справедливо при условии, что усилия в узлах трения аппарата пренебрежимо малы. Если же, например, детали якоря задевают за дугогасительную камеру, то включения контактора не произойдет, поскольку усилие, развиваемое электромагнитом, не сможет преодолеть сопротивление отключающей и притирающей пружин и усилия трения детали о камеру.
Линия δ соответствует F'э при напряжении 25 В. Нетрудно установить, что даже при таком небольшом напряжении при нормальной затяжке пружин и отсутствии трения происходит четкое включение контактора.
Если максимально затянуть отключающую пружину (линия a), то при начальном зазоре между якорем и сердечником, равном или большем 6,15 мм (точка c), электромагнит не сможет притянуть якорь. Обеспечить трогание якоря можно, уменьшив начальный зазор δ, но его уменьшение связано с уменьшением раскрытия силовых контактов, которое у рассматриваемых контакторов должно быть равным 14±3 мм. При напряжении 35 В происходит трогание якоря практически при любом начальном зазоре 6, поскольку зависимость F'э от δ характеризуется линией г. Однако при максимальной затяжке притирающей пружины (линия б) усилие, развиваемое электромагнитом, не сможет преодолеть сопротивление пружин, и якорь не притянется полностью к сердечнику. Контактор будет находиться в положении а (рис. 203, а), когда между якорем и сердечником остался зазор около 2,2 мм и притирания силовых контактоз не произошло 3 таком же положении контактор может остаться даже при напряжении 48 В, если вместе с притирающей пружиной будет максимально затянута и отключающая пружина (линия в на рис. 202). Неполное включение контактора может также произойти при наличии дополнительного сопротивления: трения рога о стенки дугогасительной камеры и т. п.
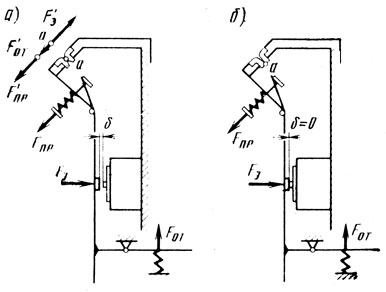
Рис. 203. Кинематическая схема контактора 31SM электровоза ЧС2
При неполном включении контактора (см. рис. 203, а) в результате вибрации рамы, на которой он установлен, боковой и продольной качки электровоза при движении якорь с подвижным контактом может кратковременно отрываться от неподвижного контакта. В результате в месте соприкосновения контактов (точка а) образуется подгар, что приводит к быстрому нагреву и даже расплавлению контактов. При полном включении (рис. 203, б), когда δ=0, усилие F'э, развиваемое электромагнитом, намного превышает сопротивление пружин F'от+F'пр. В таком: положении обеспечено полное притирание и достаточное нажатие силовых контактов, поэтому исключается возможность отрыва якоря и контактов и обеспечивается устойчивая работа аппарата. Чтобы достичь этого, необходимо прежде всего правильно отрегулировать начальный зазор, устранить заедания и не затягивать сверх нормы отключающую и притирающую пружины. Заметим, что при правильной регулировке контакт осуществляется в точке а, свободной от оплавлений.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'