43. Токоприемники
Из всех аппаратов электровоза токоприемники работают в наиболее сложных условиях. Они воспринимают разнообразные динамические нагрузки, подвергаются сильному воздействию электрического тока, а в зимнее время на их работоспособности отрицательно сказываются низкая температура, снегопады и гололед. Конструкция токоприемника отражает противоречивые требования: легкость и прочность, большую подвижность и необходимость сохранения постоянного контакта между полозом и контактным проводом и т. д. На электровозах постоянного тока установлены токоприемники тяжелого типа (типа Т). По сравнению с токоприемниками электровозов переменного тока и электропоездов они воспринимают значительно большие токи (до 2000 А в продолжительном режиме) и имеют самое большое статическое нажатие.
Из всех повреждений аппаратов электровозов, имевших своим следствием порчи или неплановый ремонт, на долю токоприемников приходится 10-20%. Неисправности токоприемников приводят к повышенному износу контактного провода, его пережогу, повреждениям воздушных стрелок, фиксаторов и изоляторов контактной сети. К тому же токоприемники являются одними из самых трудоемких в ремонте аппаратов. На ТР-3 токоприемника слесарь 4-го разряда затрачивает около 10 ч и еще 0,5 ч на его снятие и установку на локомотив.
Отделение по ремонту токоприемников обычно располагается на балконе цеха ТР-3. Поступивший сюда аппарат устанавливают на регулируемые по высоте тумбы так, чтобы его основание находилось строго в горизонтальной плоскости. Перед разборкой осматривают все узлы и детали и проверяют статическую характеристику, время подъема и опускания при нормальном давлении воздуха в пневматическом приводе. Обнаруженные при этом дефекты определяют в первом приближении характер последующего ремонта и степень разборки аппаратов.
Начиная разборку, ослабляют пружины для предотвращения удара при самопроизвольном подъеме. Затем отсоединяют гибкие шунты, вынимают валики и снимают полозы. Последовательно демонтируют верхние узлы токоприемника и снимают каретки. Если детали находятся в исправном состоянии, полностью верхнюю часть не разбирают, пружины, держатели и шунты не снимают, однако обязательно проводят ревизию всех шарнирных узлов.
Еще более ослабив нажатие поднимающих пружин, выбивают валики серег. Затем пружины снимают и выворачивают на них серьги и сердечники. Разбирают шарниры и снимают верхние подвижные рамы токоприемника. Нижние рамы и основание в большинстве случаев не разбирают, ограничиваясь осмотром подшипников валов и сменой смазки в них, для чего снимают крышки, закрывающие подшипники.
Все снятые детали токоприемника, включая полозы, загружают в металлическую корзину и промывают в моечной машине, а при отсутствии ее очищают салфеткой, смоченной в керосине. Снятые подшипники промывают в эмульсии, приготовленной из нагретой до температуры 90-95 °С воды с добавлением в нее 2-3% керосина и 8-10% отработанной смазки. Очищенные подшипники осматривают, убеждаясь в исправности шариков, отсутствии трещин в наружном и внутреннем кольцах, а также выщербин и вмятин на поверхности катания.
При осмотре основания токоприемника важно убедиться в соответствии норме расстояния по диагонали между центрами отверстий для болтов опорных изоляторов. Эти расстояния измеряют специальным штихмасом. Их разница при пластмассовых изоляторах не должна превышать 10 мм. Дефектное основание исправляют, прогрев его в пламени газовой горелки. Трещины в основании заваривают. При наличии трещины в старом сварном шве его срубают и заваривают вновь с постановкой усиливающей накладки. Проверяют крепление угольников основания и соединительных коробок.
Осматривают воздухопроводные трубы на основании и при необходимости заменяют воздухопроводы с трещинами, вмятинами глубиной более 2 мм и поврежденной резьбой. Новые трубы крепят специальными скобами с металлическими или деревянными прокладками.
Установленные на основании амортизаторы разбирают, стержни с выработанной и поврежденной резьбой, изношенной или потерявшей эластичность резиной заменяют. На токоприемники П-3А и ДЖ- 5К разрешается ставить амортизаторы, имеющие высоту резины в запрессованном стакане 17-23 мм, а на токоприемники П-5, П-5А, Т-5 - от 19 до 25,5 мм. В эксплуатации для всех этих аппаратов браковочным является размер 15 мм.
Тщательно проверяют состояние деталей рычажно-пружинного механизма. Выработанные поверхности восстанавливают наплавкой. При разработке отверстий в серьгах пружин и рычагов более 21,5 мм их проверяют разверткой и запрессовывают бронзовые или стальные втулки. Натяжные болты и серьги пружин с трещинами и сорванной резьбой заменяют. Бракуют просевшие и растянутые пружины, а также пружины, имеющие трещины и отклонения от характеристик.
Проверяют посадку рычагов нижних рам на валах основания. При наличии люфта проверяют шпоночную канавку и закрепляют рычаги постановкой шпонок большего размера. Если требуется изготовить новый рычаг для замены поврежденного, сборку и сварку его выполняют с помощью шаблона или кондуктора.
Верхние, а при ремонте с разборкой и нижние рамы токоприемника также проверяют с помощью шаблона или кондукторов. Кондуктор для проверки верхних рам состоит из швеллеров 1 (рис. 190), на которых установлены четыре стойки 2 с отверстиями. Стойки расположены так, что шарниры рамы 4, размеры которой точно соответствуют чертежу, должны находиться против отверстий стоек, чтобы в них могли войти пробные оси 3. Рама должна входить в кондуктор свободно, без усилий, в противном случае ее размеры доводят до нормы. С этой целью ослабляют болты крепления шарниров рамы и сдвигают шарниры на трубах так, чтобы рама легко села в кондуктор. Затем болты крепления вновь затягивают.
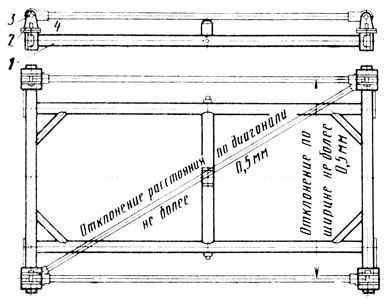
Рис. 190. Кондуктор для проверки и сборки верхних рам токоприемника
В этом же кондукторе ставят новые образующие (трубы) при наличии на старых трубах трещин, прожогов или вмятин глубиной более 3 мм. Для изготовления новых образующих рамы используют стальные тонкостенные трубы. Допускается восстановление труб путем постановки соединительных муфт длиной 90-120 мм, имеющих стенку толщиной 1 мм. Подлежащую ремонту трубу 1 (рис. 191) разрезают в месте повреждения, надевают муфту 3 и сдавливают так, чтобы центр муфты совпал со стыком труб. Стянув муфту болтами 4, сверлят в ней и трубах отверстия для заклепок 2 диаметром 5 мм. После постановки заклепок края муфты пропаивают латунным припоем или медью. Соединительных муфт не должно быть более двух на раму или одной на трубу.
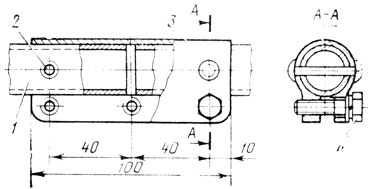
Рис. 191. Труба токоприемника, восстановленная с помощью соединительной муфты
Правилами ремонта допускаются к эксплуатации конусные или цилиндрические трубы нижних рам токоприемника, имеющие вмятины глубиной 3 мм на длине 150 мм не более чем в двух местах при отсутствии изгиба трубы. На токоприемниках отечественных электровозов допускается оставлять составные конусные трубы, сваренные из двух половин, и производить заварку трещин в конусных трубах нижних рам. На токоприемниках электровозов ЧС чаще всего трещины наблюдаются у основания рычагов нижних рам.
Изношенные шарниры рам восстанавливают наваркой с последующей обработкой. В отдельных случаях в деповских условиях для токоприемников отечественных электровозов изготовляют новые шарниры сварной конструкции. В тех узлах, где еще не применены шариковые подшипники, используют втулки шарниров из бронзы или капрона. Обычно заменяют лишь те втулки, которые слабо сидят в гнезде или имеют большую выработку.
Наименьшая толщина стенки втулки у любого шарнира токоприемника при выпуске из ТР-3 должна быть не менее 1 мм, а в эксплуатации - не менее 0,5 мм. Для указанных условий аксиальный зазор в любом шарнире рамы отечественных токоприемников не должен превышать соответственно 3 и 4 мм, а токоприемников электровозов ЧС - 0,8 и 1 мм. Большие боковые зазоры в шарнирах устраняют постановкой шайб требуемой толщины. При выпуске из ремонта токоприемников производства ЧССР контролируют, чтобы зазоры между валиками и отверстиями в деталях из сплава алюминия были в пределах 0,03-0,2 мм. В эксплуатации не допускаются зазоры более 1 мм.
Шарниры и другие детали из сплава алюминия, имеющие трещины или разработанные отверстия, подогревают газовой горелкой и запаивают электродом из алюминиевого сплава АЛ-48, насаженного на стальную проволоку или отлитого в палочки. В качестве флюса используют фтористый натрий или буру. При этом для удобства сборки часто запаивают и отверстия в деталях под штифты с тем, чтобы сверлить их при сборке одновременно с комплектными деталями. Для уменьшения объема обработки деталей после наплавки используют различные ограничители размеров в виде втулок, валиков и подкладок из красной меди.
Неисправные шунты заменяют. Контактные поверхности на основании и рамах аппарата в местах подсоединения шунтов, кабелей или шин при наличии отслоения, потемнения и пятен зачищают от окислов и лудят. При креплении шунтов к трубам рам хомутами проверяют прочность установки хомутов на раме.
Неисправности верхнего узла токоприемника и контактной системы, прежде всего кареток, приводят в эксплуатации к резкому перекосу полоза и повреждению контактной сети. Осматривая детали кареток, убеждаются в отсутствии изломов, искривлений, трещин и чрезмерной выработки. Трещины в кронштейнах и держателях кареток токоприемников электровозов ВЛ8 и ВЛ23 обычно возникают в местах концентрации напряжений на резких переходах. В верхнем узле токоприемников электровозов ЧС2, ЧС2т и ЧС7 нередко наблюдаются износ стенок стакана, продавливание дна, излом внутренней шпильки и трещины в местах приварки проушины под полоз.
При таких повреждениях стакан ремонтируют сваркой или наплавкой. Изломанные детали кареток заменяют, погнутые исправляют, применяя иногда предварительный подогрев. При наличии не более одной трещины на проушину поврежденные детали восстанавливают сваркой. Заменяют валики, втулки и направляющие, изношенные сверх допустимых размеров. Проверяют исправность пружин каретки.
При выпуске из ТР-3 ход каретки токоприемников П-3, П-5 и Т-5 должен составлять 48-52 мм. В эксплуатации токоприемник бракуют, если ход каретки составляет более 53 мм или менее 45 мм.
Для проверки и замены уплотнений, контроля состояния пружины и внутренней поверхности цилиндра пневматический привод разбирают. При разборке привода необходимо помнить, что пружина внутри цилиндра находится в сжатом состоянии. Для снятия крышки привода токоприемника П-5 отвинчивают через один три болта из крепящих ее шести болтов. Вместо снятых устанавливают три монтажных болта М10X150, отворачивают три оставшихся болта, а на их место ставят монтажные болты M10X280. Последовательно ослабляя поставленные болты, передвигают крышку по монтажным болтам сначала на 140 мм и снимают болты М10X150. Затем ослабляют и снимают болты М10Х280 вместе с крышкой.
После разборки привода токоприемника негодные кожаные манжеты или уплотняющие резиновые кольца заменяют. Кожаные манжеты, не имеющие видимых повреждений, отправляют на прожировку.
Детали разобранного привода промывают в керосине и вытирают насухо чистыми салфетками. При наличии задиров и рисок на внутренней поверхности цилиндра их устраняют шлифовкой на станке. Если рабочая поверхность цилиндра может иметь износ в виде конусности или овальности, то для ее восстановления применяют хромирование. Увеличение внутреннего диаметра цилиндра привода по износу допускается не более чем на 0,7 мм. Для восстановления допустимо расточить цилиндр и поставить в него втулку.
Выработка во втулке крышки цилиндра от штока поршня допускается не более 2,5 мм, а в эксплуатации не более 3 мм. Сильно разработанные отверстия под шток поршня восстанавливают заваркой 350 и последующей обработкой. Ход поршня регулируют ограничительными кольцами. Все смазочные и атмосферные отверстия прочищают. При ревизии пневматических приводов токоприемников электровозов ЧС обязательно обращают внимание на состояние иглы на поршне и втулки в крышке. Убеждаются в отсутствии износа этих деталей. Износ является следствием искривления иглы или нарушения ее соосности относительно втулки. Поэтому, сменив изношенные детали, необходимо также удостовериться в том, что устранена и причина повреждения. Проверяя соединение хвостовика поршня с кулисой, следует помнить, что это один из слабых узлов аппарата. Приступая к сборке привода, его стенки и поршень смазывают смазкой ЖТ-79Л. При испытании собранного привода давлением 675 КПа (6,75 кгс/см2) утечка воздуха не допускается.
При ремонте редуктора воздушные каналы, клапаны и их седла прочищают заостренной деревянной палочкой с надетой на ее концы чистой тканью. Применять металлические предметы нельзя, так как ими можно нанести риски на притирочные поверхности. Все детали (за исключением кожаных манжет и катушки электромагнитного вентиля клапана КП-17-09) очищают от грязи и ржавчины промывкой в керосине. Работоспособность редукционных клапанов в немалой степени определяется исправностью пружины. Поэтому обязательно проверяют характеристику старой или вновь устанавливаемой пружины. После смены деталей привод собирают, клапаны притирают к седлам, как при ремонте электромагнитных вентилей.
Полиэтиленовые воздушные рукава токоприемников также снимают с электровоза для проверки и испытания. Их промывают теплой водой с мылом и протирают насухо. Влагу из рукава удаляют продувкой сжатым воздухом. Поверхность рукава должна быть гладкой, без трещин, надрывов и вмятин. Трещины чаще всего возникают в местах перегибов. Рукав, имеющий такие дефекты, заменяют. Бурты, имеющие трещины, вмятины или толщину менее 4 мм хотя бы на одном участке по окружности, обрезают и формируют новые с помощью специальной пресс-формы (рис. 192). При этом длина рукава может быть уменьшена против чертежного размера не более чем на 50 мм.
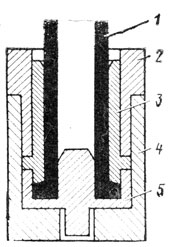
Рис. 192 Пресс-форма для формовки буртов полиэтиленовой трубки
Формируя бурт, на конец шланга 1 надевают обойму 2, затем разъемный пуансон 3. Конец шланга выводят из пуансона на нужную величину для получения буртика требуемых размеров и опускают в бачок с глицерином, нагретым до температуры 120-140 °С. Формирование полиэтилена при предварительном нагреве до более высокой температуры значительно затрудняется из-за чрезмерного размягчения. Через 3-5 мин шланг с пуансоном и обоймой вставляют в корпус 4 пресс-формы, предварительно подогретой вместе с матрицей 5 до температуры 50-60 °С. Буртик формируют легким нажатием одновременно на шланг и обойму.
Перед формированием буртиков на втором конце нового воздухопровода на шланг надевают две накидные гайки с уплотнительными прокладками. Если требуется изогнуть шланг, его опускают на 5- 8 мин в воду, нагретую до температуры 100°С, а затем укладывают в шаблон. Чтобы избежать смятия стенок шланга при изгибе, в него вставляют круглый сплошной резиновый жгут или гибкий металлический трос диаметром на 1-2 мм меньше внутреннего диаметра шланга. Готовый шланг испытывают давлением 700 кПа (7 кгс/см2), а затем на электрическую прочность переменным напряжением 9,5 кВ частотой 50 Гц в течение 1 мин.
Приступая к сборке токоприемника, вновь проверяют по уровню тумбы, на которых установлено его основание. Последовательно монтируют детали и узлы, которые снимали с основания для ремонта: пневматический привод, амортизаторы, пружины, валы и рычаги нижних рам. По мере сборки токоприемника в шарниры и подшипники закладывают смазку. Устанавливая верхние рамы, в некоторых случаях шарниры собирают с помощью временных валиков и, лишь закончив предварительную работу, приступают к замене временных валиков постоянными. При этом стараются не допустить перекоса рычагов и шарниров.
Подготовленные в виде отдельного узла каретки контактной системы собирают в единое целое совместно с верхними рамами и укрепляют в зависимости от конструкции токоприемника один или два полоза. Толщина накладок или угольных вставок на полозах должна соответствовать номинальным значениям. Завершив сборку, перемещением от руки убеждаются в свободном ходе всех подвижных деталей и отсутствии заеданий в шарнирах.
Проверяют правильность сборки. С помощью уровня, установленного на линейку, убеждаются в том, что отклонение полоза от горизонтали не превышает 5 мм на длине 1000 мм. При установке на электровоз допускается отклонение полоза от горизонтали не более 10 мм, а в эксплуатации - не более 20 мм. Токоприемники с двумя полозами регулируют так, чтобы превышение одного полоза относительно другого было менее 2 мм.
С помощью отвеса, опущенного из центра контактной системы, проверяют смещение этого центра в поперечном направлении относительно центра основания. При выпуске из ТР-3 оно не должно превышать 25 мм во всем рабочем диапазоне высот. В эксплуатации допускается увеличение смещения до 30 мм. Смещение центра контактной системы в продольном направлении ("завал" токоприемника) устраняют уменьшением длины синхронизирующей тяги, связывающей оба вала в основании аппарата.
Одной из самых сложных и ответственных заключительных операций является регулировка активного и пассивного нажатий.
Для предварительной регулировки натяжения внутренней пружины у токоприемников П-3А и ДЖ-5К равномерно затягивают оба болта. При равномерно затянутых болтах между ними и отверстием втулки имеется концентрический зазор, благодаря чему исключается возможность трения между болтом и втулкой. Правильность регулировки внутренней пружины определяет характеристика опускания - зависимость между усилием опускания, измеренным на полозе, и высотой положения подвижной системы токоприемника при сообщении цилиндра привода с атмосферой. Так, у токоприемника П-3А усиление опускания в рабочем диапазоне высот от 400 до 1900 мм находится в пределах 70-80 Н (7-8 кгс).
Затем приступают к регулировке наружных пружин. У токоприемников П-3А и ДЖ-5К натяжение наружных пружин осуществляют поворотом их так, чтобы разность длин обеих пружин не превышала 8 мм. О значении натяжения судят по результатам измерения статической характеристики токоприемника.
Основное изменение нажатия достигается путем изменения натяжения H подъемных пружин 4 (рис. 193) при перемещении пружинодержателей 5 по резьбе тяг 3. У многих токоприемников возможно изменять на главном валу 6 основания угол γ между осями рычага 1 нижней рамы и кронштейном 2, к которому присоединена тяга 3 подъемной пружины. У некоторых токоприемников возможно изменять расстояние b - плечо развиваемого пружиной 4 усилия относительно оси главного вала 6. У токоприемника П-3А кронштейн 2 выполнен таким образом, что поворот эксцентрика в его верхней проушине приводит одновременно к изменению угла у и размера b. У всех токоприемников путем изменения выхода пружины 4 из пружинодержателей (расстояние c) можно изменять рабочую жесткость подъемной пружины. С этой целью ее наворачивают на держатели или скручивают с них.
Увеличение плеча b приводит к общему увеличению статического нажатия во всем диапазоне высоты подъема полоза, а также к увеличению кривизны характеристики токоприемника на ее крайних участках (рис. 194). Увеличение натяжения пружины H имеет своим следствием увеличение нажатия во всем диапазоне. Но при этом характеристика "заваливается" в начальной левой части и поднимается в конце. Уменьшение начального натяжения подъемной пружины дает обратный эффект. Увеличение рабочей жесткости пружины ж, т. е. увеличение размера с (см. рис. 193), приводит к "задиру" характеристики в начальном участке и ее "завалу" в конце. Изменение угла у незначительно влияет на статическую характеристику в начале рабочего диапазона, но вызывает ее подъем в конце при уменьшении и опускание на том же участке при увеличении.
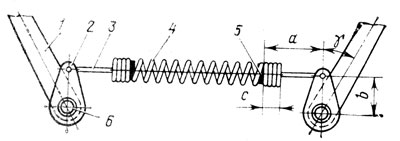
Рис. 193. Схема соединений подъемной пружины токоприемника и главных валов
У правильно отрегулированных токоприемников отечественных электровозов шарнир, соединяющий верхние рамы, должен быть приподнят над амортизатором на высоту 20 мм. Благодаря этому существенно облегчается подъем токоприемника в эксплуатации. Касание амортизаторов шарнирами верхних рам при опускании токоприемника должно происходить одновременно. Максимальную высоту токоприемников П-3А и П-5 регулируют с помощью болта на пневматическом приводе, который ограничивает ход штока поршня.
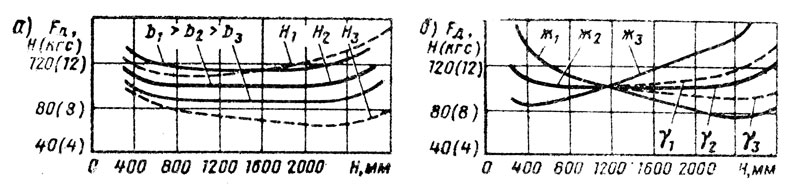
Рис. 194. Влияние параметров регулирования нажатия токоприемника на его статическую характеристику: а - изменения характеристики при регулировании плеча b и силы натяжения подъемной пружины H; б - изменения характеристики при регулировании жесткости пружины ж и угла γ
Собранный аппарат соединяют с цеховым воздухопроводом и проверяют его работу. Время подъема и опускания токоприемника и его правильная работа во многом зависят от регулировки и исправности редукционного клапана. Скорость подъема токоприемников электровозов ЧС зависит от размера отверстия в клапане, устанавливаемом на впускном отверстии цилиндра. Для уменьшения скорости подъема отверстие зачеканивают или запаивают, а затем заново рассверливают до чертежного размера. Дополнительные сведения о регулировке токоприемников см. на с. 105.
При сдаче отрегулированного токоприемника мастеру или приемщику локомотивов еще раз проверяют соответствие его геометрических размеров установленным нормам. Убеждаются в отсутствии утечек воздуха при максимальном рабочем давлении 675 кПа (6,75 кгс/см2) и четкой работе аппарата при минимальном давлении 375 кПа (3,75 кгс/см2).
Проверенный и принятый токоприемник окрашивают в красный цвет, за исключением контактных поверхностей, полиэтиленовых трубок, верхних скоб, шунтов и деталей из сплавов алюминия. При установке аппарата на электровоз обращают внимание на то, чтобы разница высоты опорных изоляторов не превышала 2 мм, а смещение осей противостоящих по диагонали изоляторов - 10 мм. В завершение проверяют работу токоприемника от вспомогательного компрессора или ручного насоса и убеждаются в прочности крепления выводов аппарата и его соединений с шинами крышевого оборудования.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'