39. Ремонт вспомогательных электрических машин
Общие положения. Для привода компрессоров, снабжающих тормозную и пневматическую системы электровозов сжатым воздухом, вентиляторов, обеспечивающих охлаждение тяговых двигателей и резисторов, для питания обмоток независимого возбуждения тяговых двигателей при режиме рекуперативного торможения, питания цепей управления, освещения и других вспомогательных нужд на электровозах установлены специальные вспомогательные электрические машины.
Вспомогательные машины электровозов постоянного тока и электровозов двойного питания являются преимущественно электрическими коллекторными машинами постоянного тока. На электровозах двойного питания для питания цепей управления и заряда аккумуляторной батареи применен генератор переменного тока.
В отличие от тяговых двигателей вспомогательные машины размещены в кузове электровоза. Благодаря этому динамические воздействия пути сказываются на них меньше, чем на тяговых двигателях. Кроме того, они лучше, чем тяговые двигатели, защищены от попадания в них влаги, снега, песка и других загрязнений и более доступны для обслуживания.
Для обеспечения вспомогательных нужд электровозов от электрических вспомогательных машин требуется мощность примерно 75-120 кВт на шести- и восьмиосных электровозах без электрического торможения и до 240 кВт на восьмиосных электровозах с рекуперативным торможением, на которых установлены специальные преобразователи для питания обмоток возбуждения тяговых двигателей при рекуперативном режиме электровоза.
Эту мощность вспомогательные агрегаты получают от шести или восьми электрических машин, каждая из которых имеет сравнительно небольшую мощность - от 5 до 30 кВт - и только электродвигатели вентиляторов электровозов ВЛ10 и преобразователи электровозов ВЛ22М (с рекуперацией) имеют мощность соответственно 53 и 67 кВт.
В связи с тем что вспомогательные машины с точки зрения ограничений по габаритным размерам и массе находятся в более благоприятных условиях, чем тяговые двигатели, в их конструкциях допускалось применение более дешевых и менее дефицитных материалов, чем на тяговых двигателях. Так, до 1981 г. для изоляции обмоток вспомогательных машин электровозов ВЛ22М, ВЛ8, ВЛ23, первых выпусков ВЛ10 применялись изоляционные материалы, по нагревостойкости относящиеся к классу А, а для изоляции щеточного узла от корпуса - бесслюдяные прессованные материалы (изодин, текстолит и др.). Валы вспомогательных электрических машин изготовляют из термообработанной стали Ст45 (вместо хромоникелевой).
Однако на новых мощных электровозах, где требуются для приводов вспомогательных механизмов большие мощности и более существенны ограничения по массе и габаритным размерам, в обмотках вспомогательных машин, так же как и в тяговых двигателях, применяют изоляционные материалы по нагревостойкости не ниже класса В.
Изоляционные материалы класса нагревостойкости В (взамен материалов класса нагревостойкости А) начинают широко шрименять и на вспомогательных электрических машинах старых выпусков при проведении их капитального ремонта. Это позволяет повысить тепловую мощность электрических машин, их эксплуатационную надежность и долговечность.
Вспомогательные электродвигатели, получающие питание от контактной сети, так же как и тяговые двигатели, подвержены воздействию изменения напряжения от 2200 до 4000 В. Они также подвержены воздействию знакопеременной температуры, особенно в зимних условиях, когда после отстоя при минусовой температуре электровоз попадает в цех с плюсовой температурой.
В летнее время, когда температура в кузове электровоза может значительно повышаться (до 60°С), ухудшается охлаждение машин.
Узлы вспомогательных машин подвергаются воздействию дополнительных вибраций, возникающих при работе приводимых ими механизмов и соседних агрегатов.
Следует отметить также, что для вспомогательных электрических "машин различных типов, спроектированных и построенных Новочеркасским электровозостроительным заводом, весьма характерна высокая степень унификации их одноименных узлов и деталей. Это значительно облегчает их ремонт, а также техническое обслуживание в эксплуатации.
Все вспомогательные машины при ТР-3 снимают с электровозов и направляют в электромашинный цех депо для проведения деповского ремонта.
Перед разборкой электродвигатели продувают в продувочной камере и тщательно очищают. Разборку и сборку электродвигателей вспомогательных машин наиболее целесообразно проводить, так же как и тяговых двигателей, на специальных кантователях, применение которых обеспечивает удобство разборки, значительно облегчает проведение работ и сокращает затраты времени. Различные конструкции кантователей успешно используются во многих депо.
Ремонт электродвигателей вентиляторов и генераторов управления. Привод вентиляторов, предназначенных для охлаждения тяговых двигателей и резисторов, осуществляется электродвигателями НБ-430А (на электровозах ВЛ23, ВЛ8), НБ-403 (ВЛ22М), ТЛ-110М (ВЛ10, ВЛ11), НБ-111 и НБ-107 (ВЛ82М). А-3234/4 (ЧС2), 1А-2839 и 1AU-2732/4 (ЧС2т).
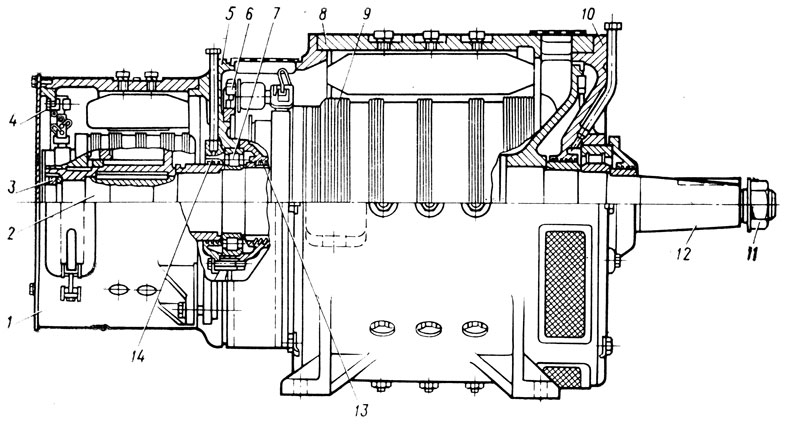
Рис. 176. Электродвигатель вентилятора ТЛ-110 и генератор управления ДК-405 (НБ-110): 1 - остов генератора; 2 - якорь генератора; 3 - подшипник; 4 - траверса генератора; 5, 10 - подшипниковые щиты; 6 - траверса электродвигателя; 7 - подшипник; 8 - остов электродвигателя ТЛ-110; 9 - якорь; 11 - болт; 12 - вал; 13 - крышка подшипника; 14 - лабиринтное уплотнение
Эти электродвигатели, кроме того, приводят во вращение генераторы управления. Привод генераторов управления осуществляется установкой их якорей непосредственно на вал якоря электродвигателей вентиляторов (электродвигатели ТЛ-110М, НБ-430А, НБ-404 и др.) (рис. 176) или с помощью клиноременной передачи (электродвигатели вентиляторов электровозов ЧС2, ЧСт) (рис. 177).
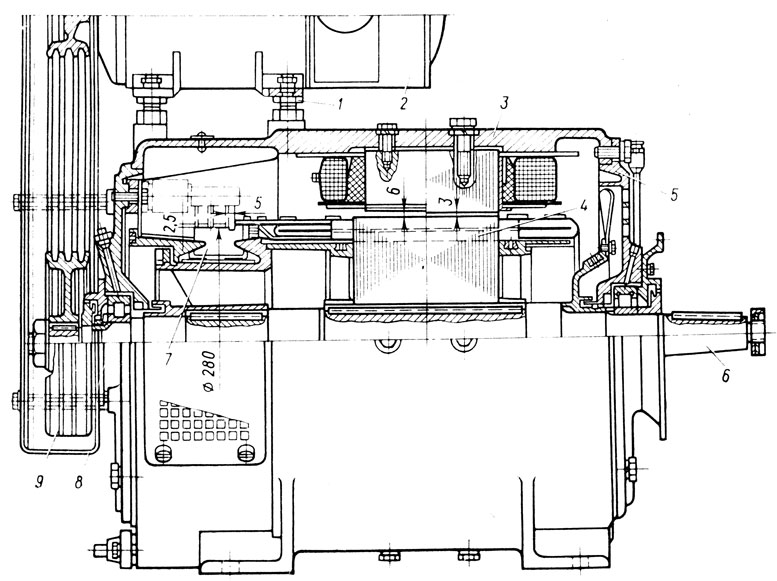
Рис. 177. Электродвигатель вентилятора А-2934/4 (с генератором): 1 - регулировочная гайка; 2 - генератор управления; 3 - остов; 4 - якорь; 5 - подшипниковый щит; 6 - вал; 7 - коллектор; 8 - кожух; 9 - клиноременная передача
В связи с тем что для эффективного охлаждения тяговых двигателей и резисторов требуется значительное количество охлаждающего воздуха, его, как правило, получают на электровозе от двух мотор-вентиляторов.
Электродвигатели вентиляторов (кроме некоторых электродвигателей вентиляторов электровоза ВЛ82) представляют собой высоковольтные электрические машины последовательного возбуждения с рабочим напряжением на коллекторе 3000 В. Напряжение 3000 В обеспечивает номинальную высокую частоту вращения при параллельном подключении мотор-вентиляторов к контактной сети. В схемах электровозов предусмотрен также режим работы вентиляторов на низкой частоте вращения при их последовательном соединении. В этом случае напряжение на коллекторе составляет 1500 В. На низкой частоте вращения вентиляторы обычно работают в зимних условиях, когда при минусовой температуре окружающей среды благодаря более интенсивному естественному охлаждению требуется меньше вентилирующего воздуха.
Для конструкции электродвигателей вентиляторов характерно четырехполюсное исполнение с дополнительными полюсами (кроме электродвигателя НБ-107). Обмотка якорей волновая. Электрощетки размещаются в щеткодержателях, укрепленных на изоляционных пальцах к специальной траверсе, монтируемой на подшипниковом щите электродвигателя (или генератора). В подшипниковых узлах обычно применяют роликовые подшипники: со стороны коллектора фиксирующий (с приставным кольцом) и с противоположной стороны свободный. Сердечники главных полюсов изготовляют из отдельных листов электротехнической стали, сердечники дополнительных полюсов, как правило, выполняют сплошными.
Осевой разбег якоря в остове принят от 0,15 до 0,45 мм. Охлаждение обмоток электродвигателя осуществляется вентиляторами, установленными на валах машин. Воздух поступает в двигатель со стороны коллектора через специальные отверстия, предусмотренные в подшипниковым щите и крышках коллекторных люков, и выбрасывается со стороны, противоположной коллектору, через отверстия в остове, расположенные над вентилятором.
В электромашинный цех электродвигатель вентилятора отечественных электровозов поступает вместе с генератором управления (электродвигателем ДК-405 или НБ-110), но без ротора вентилятора. Перед разборкой и ремонтом определяют техническое состояние электрических машин, выявляют узлы и детали, подлежащие ремонту или замене новыми (отремонтированными).
Снимают крышки коллекторных люков, осматривают коллектор, щеточный аппарат, измеряют осевой разбег якоря, проверяют работу подшипников (прослушиванием). Измеряют сопротивление изоляции, используют при этом мегаомметр на 2,5 кВ для электродвигателей вентиляторов и 0,5 кВ для генератора управления, которое соответственно должно быть не менее 3 МОм (электродвигатели НБ-430, ТЛ-110М) и 0,5 МОм (электродвигатели ДК-405, НБ-110). Результаты предварительного осмотра электрических машин записывают в специальный журнал.
Затем с вала электродвигателя снимают генератор управления. Для этого сначала снимают остов генератора 1 (рис. 178), отвернув болты, крепящие его к подшипниковому щиту электродвигателя 2, а затем, предварительно отвернув с вала гайку, спрессовывают якорь генератора 3. Для спрессовки якоря используют специальное приспособление 6, состоящее из прессовочного стакана 4 и вворачиваемого в него винта 5. Стакан на резьбе укрепляют в коробке якоря генератора, а затем поворотами винта, торец которого упирается в торец вала, спрессовывают якорь генератора. Для этой цели имеются и другие приспособления, но принцип их действия аналогичен рассмотренному.
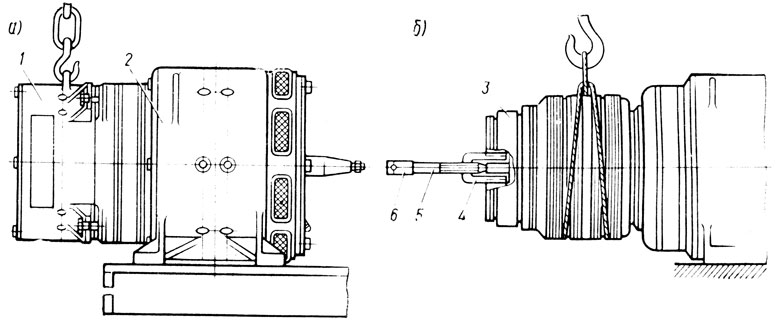
Рис. 178. Разборка электродвигателя вентилятора НБ-430 и генератора управления: а - снятие остова генератора; б - спрессовка якоря генератора
На электровозах ЧС2 и ЧС2т предварительно снимают кожух 8 (см. рис. 177) клиноременной передачи 9, ремни и генератор. Затем разбирают электродвигатель. Отсоединяют от щеткодержателей токоведущие провода, со стороны коллектора снимают наружную крышку подшипникового щита, упорную втулку и упорное кольцо, а со стороны, противоположной коллектору, отвинчивают и снимают с вала гайку с шайбой. Для удобства наружную крышку подшипникового щита вновь укрепляют. Затем двигатель устанавливают на кантователь в горизонтальном положении и укрепляют его к столу болтами и гайками. Его повороты на кантователе осуществляются включением специального электродвигателя.
Повернув электродвигатель в вертикальное положение (коллектором вниз) со стороны, противоположной коллектору, снимают крышку подшипникового щита и выпрессовывают щит. Выпрессовку осуществляют отжимными болтами, которые ввертывают сначала от руки, а затем гайковертом. При выпрессовке подшипникового щита недопустимы его перекосы, поэтому отжимные болты ввертывают поочередно, диаметрально противоположные - равномерно (ро 2- 3 нитки).
После снятия подшипникового щита на вал якоря навертывают рым и вынимают якорь из остова. Якорь необходимо поднимать осторожно, чтобы не повредить обмотку, катушки полюсов и подшипники. Затем остов поворачивают на 180° и устанавливают его вертикально, коллекторной стороной вверх. Выпрессовывают второй подшипниковый щит вместе с траверсой, наружной и внутренней крышками. Поворачивают остов в горизонтальное положение и, отвернув крепежные болты и гайки, снимают его с кантователя. Затем выполняют разборку снятых узлов.
С подшипникового щита, расположенного с коллекторной стороны, снимают наружную и внутреннюю крышки, траверсу и выпрессовывают якорные подшипники, используя для этого пресс.
Разобранные узлы и детали тщательно очищают, продувают, обтирают и промывают. Остов и якорь продувают в продувочной камере, а затем протирают салфетками. Металлические детали, внутренние стенки остова, всю его поверхность снаружи, а также вал, наружные поверхности вентиляторов, нажимной конус коллектора и роликовые кольца протирают салфетками, смоченными в керосине. Провода, полюсные катушки, бандажи якорей, коллектор, ленточный бандаж и остальные детали с изоляцией протирают салфетками, смоченными в бензине.
Подшипниковые щиты, крышки и другие детали промывают в моечной машине или в выварочной ванне в 3-10%-ном растворе каустической соды, якорные подшипники - в специальной моечной машине роликового отделения. После разборки и очистки узлов и деталей электродвигателей их тщательно осматривают, обмеряют и ремонтируют.
Ремонт остова и его деталей. Остов, подшипниковые щиты, крышки, сетки, люки и другие детали осматривают с целью выявления дефектов. Чтобы обнаружить трещины в остове и подшипниковых щитах, целесообразно использовать для их осмотра лупу 7-кратного увеличения. Наиболее характерными местами, где могут возникать трещины, являются: в остове - углы коллекторных люков, горловины под подшипниковые щиты, приливы ушков для подъема остова; в подшипниковых щитах - поверхности гнезда под подшипник, посадочная поверхность щита в остов. Обнаруженные трещины заваривают, обеспечивая выполнение установленных технологическими инструкциями режимов. После заварки трещин и обработки этих поверхностей замеряют горловины остова, гнезда подшипниковых щитов под якорные подшипники, а также их посадочные поверхности под горловину остова (у подшипниковых щитов со стороны коллектора - посадочную поверхность под траверсу и генератор управления). Проверяют натяги (зазоры) в сопрягаемых деталях в соответствии с установленными нормами допусков и износов - натяг подшипникового щита в остове, наружного кольца подшипника в гнезде щита. Посадочные поверхности при необходимости восстанавливают нанесением пленки эластомера ГЭН-150(H), если износ не превышает 0,2 мм на сторону, или наплавкой.
Резьбовые отверстия в остове и подшипниковых щитах, предназначенные для крепления щитов, крышек и других деталей, проверяют калибром и прогоняют метчиком. Проверяют состояние всех остальных отверстий, не имеющих резьбы, а при необходимости их восстанавливают до номинальных или ремонтных размеров. В подшипниковых щитах и их крышках измеряют толщину приливов в местах отверстий под крепежные болты.
Проверяют исправность смазочных трубок. Если обнаружены дефектные отверстия в остове, подшипниковых щитах, крышках, несоответствие размеров посадочных поверхностей или натягов в сопрягаемых деталях установленным нормам допусков и износов, такие детали ремонтируют или заменяют новыми.
Ремонт отверстий, восстановление изношенных рабочих поверхностей деталей вспомогательных машин осуществляют по тем же технологическим правилам и теми же способами, которые применяют при ремонте аналогичных деталей тяговых двигателей. Так же как и при ремонте тяговых двигателей, проверяют исправность сеток коллекторных люков, их замков и обеспечивают надежное крепление указанных деталей на остове электродвигателей и генераторов управления.
Внутри остова осматривают и проверяют состояние изоляции выводных проводов, соединительных перемычек, полюсных катушек. Крепление перемычек и соединительных проводов к скобам остова должно быть надежным и не должно допускать перетирание изоляции проводов в местах их крепления.
Негодные бандажи крепления проводов заменяют новыми, предварительно заизолировав крепежные скобы изоляционной лентой.
При (повреждении оплетки провода место повреждения изолируют прорезиненной изоляционной лентой. При нарушениях резиновой изоляции поврежденные места провода вырезают и изолируют лентой из лакоткани и прорезиненной изоляционной лентой.
Резиновые втулки, установленные в местах выхода "проводов из остова, должны плотно сидеть в отверстии остова и на выводном проводе. Смазочные трубки, ослабшие или поврежденные, заменяют исправными и прочно закрепляют.
Проверяют прочность крепления полюсных сердечников к остову обстукиванием крепежных болтов, шпилек. Ослабшие полюсные болты подтягивают. Негодные крепежные детали заменяют исправными, проверяют плотность посадки полюсных катушек на сердечниках полюсов.
Ослабление полюсных катушек на сердечниках компенсируют установкой пропитанных в лаке прокладок из электрокартона. Проверяют в соответствии с установленными нормами активное сопротивление обмоток и сопротивление их изоляции.
Осматривают межкатушечные соединения, устраняют обнаруженные дефекты, заменяют поврежденные наконечники проводов. Если поврежден паяный наконечник, то необходимо его распаять, снять и поставить исправный. Наконечник насаживают на предварительно зачищенные стеклянным (Полотном и полуженные жилы провода и тщательно пропаивают.
Если поврежден опрессованный наконечник, то его обрезают. Конец обрезанного Провода зачищают от изоляции, насаживают на него изготовленную из листовой меди толщиной 1,5 мм трубку соответствующей длины. Трубку вместе с проводом опрессовывают в штамме под прессом. Торец наконечника после опрессовки выравнивают и опиливают. Затем в наконечнике просверливают крепежные отверстия, зачищают его, пропаивают и облуживают припоем ПОССу30-0,5.
Замеряют специальным микрометром расстояние между сердечниками диаметрально противоположных полюсов и регулируют его при необходимости в соответствии с нормами допусков и износов и действующими чертежами. Изоляционные свойства полюсных катушек восстанавливают без демонтажа полюсов нанесением на них покрытия из изоляционной эмали.
Полюсные катушки, межкатушечные соединения и перемычки после их предварительной сушки в печи покрывают эмалью ГФ-92-ГС пульверизатором или кистью. В случаях когда на полюсных катушках применены изоляционные материалы класса нагревостойкости А, сушку обмоток перед покрытием и после него проводят при температуре, не превышающей 120 °С. Более высокие нагревы при сушке не допускаются, так как они способствуют разрушению изоляции.
Контроль состояния изоляции полюсных катушек после покрытия осуществляют замером сопротивления их изоляции. При температуре 110-120 °С сопротивление изоляции полюсных катушек должно быть не менее 3 МОм для электрических машин с изоляцией на 3000 В, не менее 1,5 МОм для машин с изоляцией на 1500 В и не менее 0,5 МОм для низковольтных машин.
Внутренние поверхности остова, подшипниковые щиты, крышки подшипниковых щитов и коллекторных люков покрывают серой эмалью воздушной сушки.
Большое внимание при деповском ремонте вспомогательных машин уделяют также проверке состояния траверс, изоляционных пальцев щеткодержателей и самих щеткодержателей.
Щеткодержатели снимают с траверсы. Изоляционные пальцы щеткодержателей, если они исправны, разрешается не снимать с траверсы. Однако при обнаружении ослабления крепления пальцев в траверсе или изоляторов на пальцах, повреждения изоляции пальцев, а также трещин, сколотых краев и повреждений глазури изоляторов пальцы снимают, ремонтируют или заменяют исправными. Точечные повреждения глазури и изолятора не являются опасными и поэтому не требуют снятия пальцев.
В траверсе выявляют трещины, поврежденные отверстия и все обнаруженные дефекты устраняют. Необработанные поверхности траверсы окрашивают изоляционной эмалью воздушной сушки. Щеткодержатели проверяют и ремонтируют с разборкой. Все детали щеткодержателя проверяют, поврежденные детали заменяют исправными. Затем щеткодержатели собирают.
В собранном щеткодержателе проверяют основные установочные размеры, нажатие нажимных пальцев, размеры щеточных окон. Отремонтированные изоляционные пальцы и щеткодержатели устанавливают на траверсе.
Ремонт якоря и его деталей. Очищенный якорь и все его детали подвергают тщательному осмотру и проверке. Мегаомметром измеряют сопротивление изоляции якоря, а с помощью моста - активное сопротивление обмотки. В холодном состоянии сопротивление изоляции якоря должно быть не менее 5 МОм. Активное сопротивление обмоток якоря вспомогательных машин не должно отклоняться от номинального значения, указанного в чертеже или правилах ремонта, более чем на ±10%.
Осматривают передний конус якоря. При наличии прожогов, трещин, а также сдвига и ослабления бандажа на переднем конусе коллектора дефектный бандаж заменяют. Новый бандаж накладывают из стеклобандажной ленты или стеклянной ленты марки ЛЭС с утяжкой и промазкой каждого слоя ленты эмалью. Юосле укладки бандаж "утюжат" горячим валиком или электропаяльником и затем покрывают эмалью ГФ-92-ХК или НЦ-929. При необходимости перед укладкой бандажа восстанавливают подбандажную изоляцию.
Проверяют крепление обмоток и состояние изоляции якоря. Обстукивают клинья и бандажи якоря. Вибрация клиньев или бандажей свидетельствует об их ослаблении. Ослабшие бандажи и клинья снимают и заменяют новыми. Новые бандажи укладывают, строго контролируя натяжение проволоки или стеклобандажной шенты, число витков. После установки стальные бандажи пропаивают. Бандажи обязательно пропаивают также в случаях обнаружения дефектов в паяных соединениях или следов окисления на крепежных скобах.
Методом падения напряжения проверяют наличие витковых замыканий и качество пайки обмотки в коллекторе. При выплавлении припоя из петушков коллектора и наличии следов повышенного их нагрева осуществляют пропайку обмотки в петушках коллектора. При этом применяют олово или оловянистый припой в соответствии с чертежами на конкретные электрические машины.
При наличии на торцовой поверхности петушков коллектора подгаров, оплавлений поврежденные поверхности тщательно очищают напильником. Проточка торцовой поверхности коллектора запрещена.
Осматривают коллектор. Измеряют диаметр рабочей части коллектора, износ, а также глубину продорожки межламельной изоляции. Межламельную изоляцию коллектора продороживают, а его рабочую поверхность протачивают до устранения износа. Обстукиванием проверяют плотность установки коллекторных болтов или коллекторной гайки. Ослабшие коллекторные болты или гайки подтягивают, предварительно нагрев якорь до температуры 90 °С. Подтяжку считают законченной, если при обстукивании болтов отсутствует их вибрация.
Минимальный допустимый размер диаметра рабочей поверхности коллектора при выпуске электродвигателей вентиляторов из деповского ремонта установлен для двигателей НБ-403 (ДК-403), НБ-430, 2А-3432/4 и ТЛ-110М соответственно не менее 290, 370, 375 и 370 мм.
Вспомогательные электрические машины отдельных типов (ДК-405 последнего выпуска, НБ-110, НБ-101, ЭТВ-20 и др.) имеют коллекторы, выполненные с пластмассовой корпусной изоляцией (пресс- масса АГ-4В, АГ-4С и др.).
Применение в электрических машинах коллекторов на пластмассовом корпусе взамен коллекторов традиционной конструкции вызвано тем, что они более технологичны в изготовлении, требуют меньшей трудоемкости, а также меньших затрат конструкционных цветных и черных металлов, исключают необходимость применения дефицитной слюдяной изоляции (формовочного миканита) на изготовление манжет и цилиндров. Существенной особенностью конструкции этих коллекторов является то, что в них не предусматривается элементов, компенсирующих температурные деформации, появляющиеся в коллекторе в условиях рабочих нагрузок. Поэтому коллекторы на пластмассовом корпусе, как правило, применяют в электрических машинах электровозов, имеющих небольшую мощность и небольшую температуру нагрева коллекторов в эксплуатации.
Характерными дефектами коллекторов на пластмассовом корпусе являются трещины в пластмассе, поджоги на ее поверхности. Наиболее опасны трещины и поджоги на изоляционном конусе у торца коллекторных пластин, так как попадающие в них пыль, влага, смазка и другие загрязнения создают токопроводящие "дорожки" и способствуют возникновению замыканий между коллекторными пластинами Поэтому при осмотре таких коллекторов особое внимание обращают на состояние их изоляционных поверхностей. Обнаруженные трещины, поджоги и другие повреждения устраняют. Дефектные поверхности восстанавливают в следующем порядке.
Поврежденное место на глубину повреждения или на глубину трещины зачищают напильником, обезжиривают ветошью, смоченной в ацетоне, высушивают на воздухе в течение 10-15 мин, заполняют с помощью шпателя специальной композицией; после полимеризации композиции зашпатлеванное место зачищают до получения ровной поверхности, затем покрывают дугостойкой эмалью. Шпатлевочную композицию приготовляют на основе эпоксидной смолы ЭД-20 (100 мг), в которую добавляют отвердитель - полиэтиленполиамин (10-15 мг) и аэросил (3-5 мг). Полимеризация шпатлевочной композиции после нанесения осуществляется воздушной сушкой в течение 24 ч (при 18-20 °С).
Осматривают и проверяют обстукиванием вентилятор. При обнаружении трещин в теле вентилятора, а также при ослаблении его посадки вентилятор снимают и устраняют выявленные дефекты. Внутренние кольца подшипников, не снятые с валов, а также шейки вала под роликовые подшипники и упорные втулки, если они спрессованы, проверяют магнитным дефектоскопом. Шейки вала (если кольца сняты) замеряют и при необходимости восстанавливают в соответствии с нормами допусков и износов.
Изношенные шейки валов восстанавливают установкой переходных втулок или вибродуговой наплавкой. Снятие и установку роликовых колец осуществляют с помощью индукционных нагревателей.
Резьбу на валах проверяют калибром установленной степени точности. Поврежденную резьбу восстанавливают на номинальный размер: для этого дефектную резьбу срезают, наружную поверхность вала (или отверстия) наплавляют, затем обтачивают до номинального размера (или просверливают отверстие) и нарезают резьбу. Разрешается поврежденные резьбовые отверстия, расположенные не в центг ре вала, заделывать специальными винтами и нарезать новые отверстия, располагая их под углом 60 или 90° относительно осей поврежденных отверстий. Поверхность головок винтов должна быть заподлицо с торцовой поверхностью вала. Края головок винтов раскернивают не менее, чем в четырех точках.
Разрешается при повреждениях резьбы на валах нарезать резьбу ремонтного размера. Для отремонтированных валов, у которых резьба имеет один из ремонтных размеров, изготовляют соответствующие крепежные детали с резьбой этого же ремонтного размера.
Восстанавливают защитную изоляционную пленку обмотки якорей вспомогательных машин. Обмотку якоря просушивают в печи при температуре 110-130°С в течение 6-10 ч, а затем после остывания якоря до температуры 60-70 °С покрывают эмалью ГФ-92-ГС. Якоря электродвигателей, изготовленные с применением изоляционных материалов класса нагревостойкости А, сушат "при температуре, не превышающей 120°С. В случаях когда нагревостойкость изоляции соответствует классу B или F, рекомендуется применение эмали ЭП-91 с сушкой якоря после нанесения эмали при температуре 150-160 °С.
Монтаж электродвигателей вентиляторов. Отремонтированные детали и узлы электродвигателя подают на участок сборки. Монтаж вспомогательных машин выполняют на кантователях. В подшипниковые щиты запрессовывают якорные подшипники, предварительно проверив их радиальный зазор с внутренним кольцом в свободном состоянии. Подбирают к ним внутреннюю и наружную крышки и другие детали. На подшипниковые щиты там, где это предусмотрено конструкцией, устанавливают траверсу. Остов ставят на кантователь и осуществляют монтаж узлов и деталей электродвигателя. Сначала запрессовывают в остов подшипниковый щит (с траверсой) со стороны коллектора, далее устанавливают якорь и запрессовывают второй подшипниковый щит. Камеры подшипниковых щитов и их крышек в соответствии с чертежом заполняют смазкой.
Крышки подшипниковых щитов, стопорные кольца роликовых подшипников, где они предусмотрены конструкцией, а также остальные детали двигателя устанавливают в последовательности, обратной той, которая была принята при разборке электродвигателя. В собранном двигателе щупом проверяют радиальные зазоры подшипников (при снятых наружных крышках и стопорных кольцах), замеряют осевой разбег якоря, проверяют биение коллектора, зазоры между полюсами и якорем. Контролируют правильность установки щеткодержателей на коллекторе.
Разборку, ремонт и сборку генераторов управления выполняют в том же порядке, что и разборку, ремонт и сборку электродвигателей вентиляторов. Отремонтированный якорь генератора управления НБ-100 (или ДК-405) напрессовывают на вал мотор-вентилятора ТЛ-110 (или НБ-430). Устанавливают отремонтированный остов генератора и закрепляют его болтами к подшипниковому щиту мотор-вентилятора.
Генераторы управления электровозов ЧС2 соединяют с мотор-вентилятором клиноременной передачей, устанавливают кожух.
Ремонт электродвигателей компрессоров. Для подачи сжатого воздуха на электровозе постоянного тока служат два поршневых двухступенчатых компрессора. Привод компрессоров осуществляется специальными электродвигателями ДК-404А (на электровозе ВЛ22м), НБ-404А, НБ-431 А, (ВЛ8, ВЛ23), НБ-431, НБ-431 А, ТЛ-122 (ВЛ10, ВЛ10у, ВЛ11). НБ-100 (ВЛ82), НБ-431М (ВЛ82м), А3432/4 (ЧС2), 9А-3432/4 (ЧС2т). Установленные на электровозах ВЛ10, ВЛ10у, ВЛ11 электродвигатели НБ-431 (всех индексов) и ТЛ-122 по техническим характеристикам и установочно присоединительным и габаритным размерам взаимозаменяемы. Однако в электродвигателях ТЛ-122 в отличие от электродвигателей НБ-431А и НБ-431П применена изоляция класса нагревостойкости F и введены другие конструктивные изменения, что позволило повысить их мощность до 25 кВт вместо 20,4-21 кВт.
Электродвигатели НБ-431М, установленные на электровозах ВЛ28м, не могут быть заменены электродвигателями НБ-431 других индексов. Это объясняется тем, что на электровозах ВЛ82М электродвигатели компрессоров работают на пульсирующем напряжении и в связи с этим в конструкцию их магнитной системы, щеточный аппарат и другие узлы внесены существенные изменения. С учетом этих конструктивных изменений электродвигателю был присвоен новый индекс НБ-431М.
Основные особенности электродвигателей НБ-431М по сравнению с электродвигателями НБ-431А: их полюсы главные и добавочные выполнены в виде моноблоков на изоляции "Монолит-2; из конструкции главных полюсов исключены рамки- фланцы; в сердечниках добавочных полюсов применен наконечник шириной 36 мм (вместо 27 мм на электродвигателях НБ-431 А); изменены зазоры в цепи добавочных полюсов (приняты зазоры 6 мм от якоря и 2мм от остова); крепление добавочных полюсов к остову осуществлено латунными болтами; применены новые щеткодержатели, щетка разрезной конструкции размером 2X10X25 мм; изменена схема соединения полюсных катушек; внесены и другие отдельные изменения. Указанные конструктивные особенности электродвигателей НБ-431 различных индексов, а также электродвигателей ТЛ-122 требуют повышенного внимания к ним и учета этих конструктивных особенностей при необходимости замены этих электродвигателей на электровозах.
Конструкция и технология изготовления основных узлов электродвигателей компрессоров мало отличаются от конструкции и технологии изготовления соответствующих узлов электродвигателей вентиляторов. Многие узлы и детали электродвигателей взаимозаменяемы. Поэтому разборку, ремонт и монтаж электродвигателей компрессоров осуществляют в той же последовательности и с применением тех же (или аналогичных) приспособлений, как и при ремонте электродвигателей вентиляторов.
Для предотвращения выхода из строя в эксплуатации пружинных пакетов, муфты, соединяющей валы электродвигателя и компрессора, перед сборкой электродвигателя с компрессором их валы обязательно центрируют.
Ремонт преобразователей и мотор-генераторов. На отечественных электровозах с рекуперативным торможением установлены преобразователи следующих типов: на электровозах ВЛ8 два преобразователя НБ-429А, на электровозах ВЛ10 два преобразователя НБ-436М или
НБ-436В (на электровозах ВЛ10 первых выпусков преобразователи ТЛ-113 и НБ-436), на электровозах ВЛ22М - один преобразователь ДК-401 или ДК-401В.
Преобразователи представляют собой агрегаты, у которых на одном валу и в одном остове смонтированы четырехполюсный высоковольтный электродвигатель, получающий питание от контактной сети, и шестиполюсный низковольтный генератор, от которого питаются Обмотки возбуждения тяговых двигателей при рекуперативном торможении.
Для охлаждения обмоток двигателя и генератора на валу преобразователя установлен вентилятор. На преобразователях НБ-429 и НБ-436 всех индексов вентилятор установлен со стороны коллектора генератора, а на преобразователях ДК-401 - на средней части вала - между электродвигателями и генератором.
В подшипниковых узлах преобразователя применены якорные роликовые подшипники: со стороны двигателя фиксирующий, со стороны генератора свободный.
Щеточный аппарат как двигателя, так и генератора смонтирован на траверсе. На главных полюсах как электродвигателя, так и генератора преобразователя размещены две изолированные друг от друга обмотки.
При деповском ремонте преобразователи снимают с электровоза, разбирают, проверяют и ремонтируют все узлы. Приемы и технологические процессы разборки, ремонта и сборки преобразователей аналогичны тем, которые применяют на электродвигателях вентиляторов и компрессоров, так как конструкции узлов двигателя и генератора преобразователей с точки зрения и ремонта не имеют принципиальных отличий от конструкций соответствующих узлов электродвигателей вентиляторов и компрессоров.
Сборку и разборку преобразователей также производят на кантователях. При ремонте их узлов и 320 деталей применяют технологические приспособления, инструмент и контрольные приборы, руководствуясь при этом чертежами, правилами ремонта и установленными для соответствующих преобразователей нормами допусков и износов.
Преобразователи НБ-429А и НБ-436 всех индексов имеют одинаковые габаритные и установочные размеры, хотя мощность двигателя (40,7 кВт) и генератора (30,4 кВт) преобразователей НБ-436 больше, чем мощность двигателя (29,5 кВт) и генератора (22,2 кВт) преобразователей НБ-429А.
Для того чтобы повысить надежность работы электровозов ВЛ8 в рекуперативном режиме, целесообразно устанавливать на эти электровозы взамен преобразователей НБ-429А преобразователи НБ-436 любого индекса. Установка преобразователей НБ-429 на электровозы ВЛ10, ВЛЮу И ВЛ11 недопустима.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'