40. Капитальный ремонт вспомогательных электрических машин в депо
Для удовлетворения потребностей железных дорог во вспомогательных электрических машинах, увеличения их исправного технологического запаса по специальному указанию МПС в депо ряда дорог организован капитальный ремонт электродвигателей НБ-430 и НБ-431. В связи с тем что локомотивные депо не имеют полностью оснащенных цехов для изготовления новых якорных и полюсных обмоток, а также других запасных частей, поставка их дорогам производится ремонтными заводами. Капитальный ремонт электрических машин осуществляется в соответствии с правилами ремонта электрических машин и технологической инструкцией ТИ-485, разработанной ПКБ ЦТ "Капитальный ремонт электродвигателей НБ-430 и НБ-431" в условиях локомотивных депо. При капитальном ремонте вспомогательных электрических машин постоянного тока НБ-431, НБ-430 в условиях депо выполняют следующие работы:
разборку и сборку электрических машин со съемом, ремонтом (или заменой) всех полюсных катушек;
ремонт остовов с расточкой (при необходимости) или восстановлением изношенных более нормы горловин под подшипниковые щиты, исправлением дефектных резьбовых и проходных отверстий;
ремонт или замену (при необходимости) сердечников полюсов, подшипниковых щитов, крышек люков, сеток, крепежных и других деталей;
ремонт траверс, изоляционных пальцев, щеткодержателей с разборкой и заменой негодных деталей, установкой при необходимости новых щеткодержателей;
разборку подшипниковых узлов с установкой новых или отремонтированных якорных подшипников;
ремонт якорей с заменой якорных обмоток, лодбандажной и пазовой изоляции, изоляции лобовых частей, с двукратной пропиткой якорей и (покрытием их электроизоляционной эмалью, со снятием и заменой при необходимости втулок, колец, гаек и других деталей, устанавливаемых на валы якорей; балансировку якорей;
испытание электрических машин на стенде и их окраску.
Если по техническому состоянию электрической машины требуется замена коллектора, вала, сердечника якоря, нажимной шайбы, то в условиях депо их капитальный ремонт не производят, такие машины подлежат отправке на ремонтный завод.
Разборку электродвигателей при их капитальном ремонте в условиях депо выполняют на тех же кантователях, которые используются при их деповском ремонте (рис. 179). Демонтаж подшипниковых щитов и якоря ведут при вертикальном положении электродвигателя. После разборки электродвигателя приступают к ремонту его основных узлов и деталей.
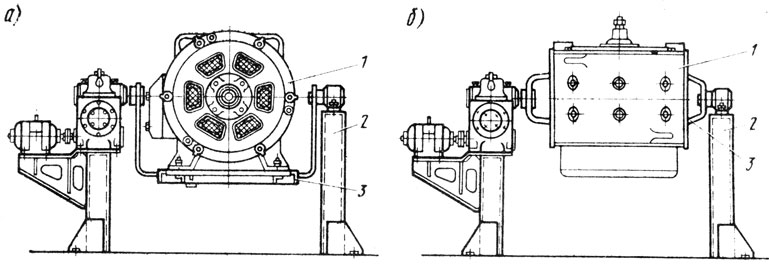
Рис. 179. Кантователь вспомогательных электрических машин: а - электродвигатель НБ-431 в горизонтальном положении; б - то же в вертикальном положении; 1 - электродвигатель; 2 - кантователь; 3 - стол кантователя
Ремонт остова. Остов разбирают. Разизолируют межкатушечные соединения, очищают их от изоляционной замазки, наконечники разъединяют. Отворачивают болты (гайки) крепления главных и добавочных полюсов, снимают полюсы, проверяют наличие и исправность диамагнитных прокладок, установленных на сердечниках добавочных полюсов, снимают их. На пневмо-гидравлическом прессе выпрессовывают полюсные сердечники, снимают фланцы. Остовы, подшипниковые щиты, сердечники полюсов, фланцы и другие детали из черных металлов очищают в моечной машине или выварочной ванне; детали из цветных металлов и узлы, имеющие изоляцию, протирают салфетками, смоченными в бензине. После очистки все узлы и детали проверяют: выявляют трещины, износы посадочных поверхностей, резьбовых и проходных отверстий.
Ремонт узлов и деталей осуществляют с использованием тех же приспособлений и технологических операций, которые применяются при деповском ремонте. Размеры узлов и деталей после их ремонта должны соответствовать нормам допусков и износов, указанным в правилах ремонта. После окончания ремонта остова осуществляют сборку его магнитной системы. Новые полюсные катушки, полученные от ремонтных заводов, устанавливают на электродвигатели комплектно.
На электродвигателях НБ-431М полюсные системы изготовлены на изоляции "Монолит-2" и выполнены в виде моноблоков; после проверки и ремонта моноблоки устанавливают в остов комплектно. Установка в один остов полюсов моноблочной и немоноблочной конструкций недопустима. При подготовке комплектов магнитной системы на каждый остов катушки подбирают соответственно номерам полюсов, обеспечивая в дальнейшем правильность их установки и соединения в соответствии с электрической схемой электродвигателя. Сборку главных и добавочных полюсов осуществляют по действующим чертежам. В окно катушки главного или добавочного полюса устанавливают фланец, а затем на пневмогидравлическом прессе запрессовывают сердечник, не допуская ударов и перекосов.
Собранные полюсы падают к отремонтированному и установленному на кантователе остову. Вворачивают в сердечники главных полюсов шпильки и с их помощью укрепляют в остове главные, а потом болтами добавочные полюсы. Между добавочным полюсом и остовом обязательно ставят диамагнитные прокладки из материала Д16АМ. Толщина диамагнитных прокладок на электродвигателях НБ-431А и НБ-431П составляет 1 мм, на электродвигателях НБ-431М - 2 мм, на электродвигателях НБ-430А - 2,5 мм. Под головки полюсных болтов или гаек обязательно подкладывают пружинные шайбы на электродвигателях всех указанных типов.
После установки в остов и закрепления полюсов проверяют межвитковую изоляцию каждой полюсной катушки. Проверку производят импульсным напряжением 1,2 кВ в течение 15-20 с, а затем (при положительных результатах испытаний) полюсные катушки соединяют в соответствии со схемой (рис. 180).
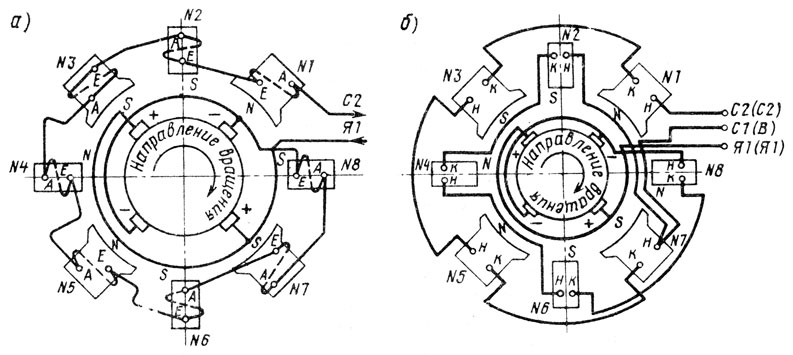
Рис. 180. Электрические схемы соединения полюсов электродвигателей НБ-431, НБ-431А (а) и НБ-431М, НБ-431П (б)
Соединение жестких выводов полюсных катушек моноблочных конструкций электродвигателей НБ-431М осуществляют соединительными проводами ППСТ площадью сечения 6 мм2. Наконечники выводных проводов соединяют друг с другом двумя винтами, вворачиваемыми в накладку; под головки винтов устанавливают пружинные шайбы, обеспечивая надежный контакт соединения. После закрепления винтов на межкатушечное соединение накладывают один слой в полуперекрышу стеклоленты; пустоты и неровности заполняют изоляционной замазкой ЗЭПТ, потом вполуперекрышу накладывают один слой ленты ЛЭС 0,2X20 мм, шесть слоев стеклолакоткани ЛСБ 0,2X30 мм и еще два слоя ленты ЛЭС. Закрепляют изоляцию шнуром марки ПКФ 2,2 мм, пропитанным в лаке БТ-987. В отверстия остова, предназначенные для выводных проводов, для предотвращения их перетирания устанавливают резиновые втулки.
После закрепления полюсов проверяют правильность их расстановки: измеряют расстояния между сердечниками диаметрально противоположных главных полюсов, затем добавочных (по осям полюсов), а также расстояния между наконечниками полюсов, проверяют их соответствие чертежам и правилам ремонта.
В соответствии со схемой электродвигателей определяют полярность катушек полюсов. Для этого используют компас. Цепь (полюсных катушек (главных, добавочных) подключают на напряжение 6-8 В (от аккумуляторной батареи) и, поднося к полюсам компас, по направлению стрелки компаса определяют их полярность.
Измеряют сопротивление обмоток полюсов, которое должно соответствовать установленным нормам, а затем испытывают электрическую прочность их изоляции относительно корпуса.
Отремонтированный и испытанный остов передают на участок сборки электродвигателей.
Ремонт якоря. С вала якоря спрессовывают с помощью индукционного нагревателя втулки, а также кольца роликовых подшипников. Якорь устанавливают на токарный станок и отрезают резцом на расстоянии 10-15 мм от петушков коллектора проводники обмотки; разрезают стеклобандажи. Затем якорь помещают на стойку с вращающимися роликами, освобождают его от старой обмотки и очищают сердечник от остатков изоляции и лакокрасочных покрытий. Пазы сердечника протирают смоченными в бензине салфетками и проверяют калибром. Из шлицев петушков коллекторных пластин после их нагрева извлекают остатки проводников снятой обмотки и медные клинья.
Нагрев осуществляют индукционным нагревателем или дуговым паяльником. При помощи специальной оправки, изготовленной из стали У7 и термообработанной, выполняют калибровку шлицев (рис. 181). Измеряют диаметр коллектора, проверяют прочность затяжки его пластин (убеждаются в отсутствии "распушения" пластин) и посадки корпуса коллектора на валу электродвигателя. Обращают внимание на состояние нажимных шайб якоря, вала. Шейки вала проверяют магнитным дефектоскопом, конус вала - калибром по краске. Площадь прилегания калибра по краске должна быть не менее 65%, при этом краска должна распределяться по поверхности конуса равномерно. Проверяют шпоночные канавки, зачищают их от заусенцев и забоин. При износах шпоночной канавки сверх установленных норм ее заплавляют, а затем обрабатывают до номинальных размеров в соответствии с чертежом.
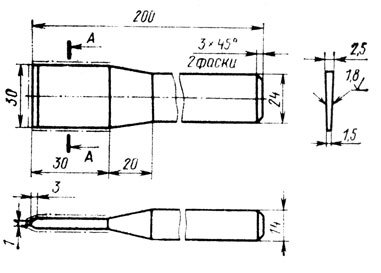
Рис. 181. Оправка для калибровки шлицев коллекторных пластин
Восстанавливают поврежденную резьбу. Измеряют и при необходимости восстанавливают шейки валов в соответствии с правилами ремонта. У электродвигателей НБ-430А проверяют состояние вентилятора и плотность его посадки на валу. Ослабшие вентиляторы, а также вентиляторы, имеющие трещины, снимают и заменяют исправными. Посадку вентилятора осуществляют после нагрева его ступицы до температуры 120-150°С, обеспечивая установленный натяг.
После ремонта сердечник якоря продувают сжатым воздухом давлением 0,2-0,3 МПа (2-3 кгс/см2), покрывают с помощью пульверизатора лаком БТ-99, просушивают в печи при температуре 105-110°С в течение 1 ч.
После выгрузки из печи и остывания якорь подготавливают под укладку обмотки. Его размечают в соответствии со схемой обмотки. Электродвигатели НБ-430А и НБ-431 (всех индексов) имеют волновую обмотку, при укладке которой необходимо соблюдать шаг по пазам 1-13, шаг по коллектору 1-172. Укладку обмотки якоря выполняют согласно технологической инструкции ТИ-485, а также в соответствии с чертежом и схемой соединения проводников якорных катушек с коллекторными пластинами. При этом следят за тем, чтобы катушки в пазах сердечника и лобовых частях укладывались плотно, без перегибов проводников у входа в шлицы коллекторных пластин, точно соблюдая размеры вылетов лобовых частей обмотки.
После укладки обмотку осаживают в пазовой и лобовых частях. Осадку выполняют на бандажировочном станке укладкой с установленным натяжением временного стеклобандажа после предварительного подогрева якоря в печи. После осадки обмотки и укладки концов проводников верхнего слоя обмотки в шлицы петушков коллектора (проводники нижнего слоя укладывают в шлицы в процессе укладки в пазы нижних сторон катушек) обрезают выступающие из шлицев концы проводников, а затем пропаивают петушки. Проверив качество пайки обмотки в петушках коллектора (методом падения напряжения), якорь устанавливают на станок для укладки постоянного стеклобандажа. Усилие натяжения стеклобандажной ленты и число витков стеклобандажа должны соответствовать требованиям чертежа. Для бандажировки якорей электродвигателей НБ-430А и НБ-431 (всех индексов) применяют стеклобандажную ленту ЛСБ-F размером 0,3X20 мм.
Укладку стеклобандажа начинают с передней лобовой части, постепенно переходя на пазовую, а затем на заднюю лобовую часть якоря. После окончания бандажировки конец стеклобандажной ленты заглаживают паяльником при температуре 180-200°С. Якорь осматривают, проверяют качество укладки стеклобандажа, состояние чехла в задней лобовой части и при отсутствии дефектов передают в сушильно-пропиточное отделение для пропитки его изоляции изоляционным лаком и покрытия электроизоляционной эмалью. Пропитку осуществляют 2 раза окунанием. В депо, где имеется специальное оборудование, первую пропитку проводят вакуум-нагнетательным способом.
Режимы пропитки якорей, покрытия их электроизоляционной эмалью, а также сушки после пропитки и покрытия эмалью строго выдерживают в соответствии с технологической инструкцией по пропитке изоляции обмоток тяговых и вспомогательных электрических машин локомотивов и электропоездов в деповских условиях КЛ-143-2; марки лака и эмали применяют те, которые указаны в чертежах.
Качество пропитки, покрытия эмалью и сушки изоляции якоря проверяют измерением сопротивления его изоляции. Сопротивление изоляции якоря электродвигателей НБ-430 и НБ-431 при температуре 100-110°С должно быть не менее 1 МОм. При выгрузке якоря из печи подтягивают коллекторные болты. После пропитки и покрытия якоря электроизоляционной эмалью его устанавливают на станок для обработки коллектора - обточки, продорожки, шлифовки и полировки. Методы и приспособления, применяемые для обработки коллекторов, используют те же, которые применяются при деповском ремонте электрических машин.
Все якоря вспомогательных машин балансируют. Остаточная неуравновешенность каждой стороны якоря электродвигателей НБ-430 и НБ-431 (всех индексов) допускается не более 100 г•см.
После полного укомплектования якоря всеми деталями (напрессовки втулок, внутренних колец якорных подшипников), проверки его витковой и корпусной изоляции его передают на участок сборки электродвигателей.
На этот участок поступают также отремонтированные подшипниковые щиты, траверсы и все остальные узлы и детали электродвигателей. Методы ремонта этих узлов и деталей, а также монтажа электродвигателей аналогичны методам ремонта и монтажа этих узлов и деталей, которые применяются при их деповском ремонте.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'