38. Сборка тяговых двигателей
Тяговые двигатели собирают на тех же приспособлениях, которые применялись при разборке. Сборка тяговых двигателей осуществляется в обратной последовательности, принятой при их разборке. В депо, где имеются поточные линии для ремонта тяговых двигателей, сборку осуществляют на конвейере. В тех депо, где поточных линий нет, сборку проводят на кантователях или специальных рабочих местах.
Сборку тяговых двигателей начинают после того, как отремонтированы, полностью укомплектованы, собраны и проверены их основные узлы: остов, якорь, подшипниковые щиты с якорными подшипниками и крышками, траверсы со щеточным аппаратом или кронштейны со щеткодержателями и щетками, моторно-осевые шапки. Подшипниковые щиты, шапки моторно-осевых подшипников, а также траверсы необходимо устанавливать на те же остовы, с которых они были сняты при разборке тяговых двигателей. Эти узлы, а также крышки, люки и детали крепления подают на стеллажи, установленные у конвейера на поточных линиях или у рабочих мест, где ведут сборку.
Перед началом сборки все отремонтированные детали и узлы тщательно проверяют и подгоняют друг к другу с учетом установленных допусков. Особенно тщательно требуется подгонять посадочные поверхности остова, подшипниковых щитов, моторно-осевых шапок, деталей моторно-якорных и моторно-осевых подшипников, т. е. те поверхности, между которыми при монтаже должен быть обеспечен строго определенный натяг или зазор.
Правильностью взаимной подгонки сопрягаемых поверхностей, соблюдением установленных норм натяга или зазора определяется в большой степени надежная работа в эксплуатации подшипниковых узлов и в целом тяговых двигателей. В процессе сборки обеспечивают правильную, без перекосов установку всех узлов и деталей в остове и на якоре и взаимную подгонку остова и якоря.
В остове тягового двигателя, подготовленном к сборке, тщательно проверяют электрическую часть. Сердечники главных и добавочных полюсов должны быть плотно притянуты к опорным поверхностям остова, а полюсные катушки - надежно прижаты к остову сердечниками и фланцами.
При обстукивании молотком металлические фланцы и болты, крепящие полюсы к остову, не должны иметь вибраций. Под болтами, крепящими полюсы, должны стоять пружинные шайбы. В заливке головок болтов верхних полюсов, а также полюсов, расположенных у моторно-осевой горловины, не должно быть трещин и отколов.
Внимательно проверяют межкатушечные соединения и надежность крепления проводов к скобам остова. Места крепления проводов к скобам остова должны обязательно иметь дополнительную изоляцию из электрокартона; в противном случае основная изоляция провода в эксплуатации от воздействия вибраций будет разрушаться. Это может вызвать перетирание и пробой проводов.
Проверяют правильность расстановки в остове главных и добавочных полюсов.
На выводные провода в местах выхода их из остова устанавливают резиновые втулки, предохраняющие провода от перетирания о стенки остова, и защитные (пожарные) рукава.
Обращают внимание на состояние контактов межкатушечных соединений. Проверку их производят пропусканием через контакт двойного часового тока и сравнением нагрева соединений. Проверить состояние контактов межкатушечных соединений можно также по изменению показаний амперметра при качке соединений.
Отремонтированные и проверенные подшипниковые щиты, якорные подшипники, крышки подшипниковых щитов собирают. К подшипниковым щитам обязательно подбирают внутренние и наружные крышки. В отверстия внутренних крышек устанавливают шпильки и укрепляют крышки к щитам. Зазор между привалочными поверхностями щита и крышки заполняют густотертыми цинковыми белилами МА-011-1 или эмалью ГФ-92-ХС. Посадочные поверхности щитов и наружных колец перед запрессовкой подшипников тщательно протирают и покрывают тонким слоем смазки ЖРО. Запрессовку ведут осторожно, не допуская перекосов подшипника в щите, а также повреждений и задиров посадочных поверхностей. Перед запрессовкой подшипников горловины подшипниковых щитов рекомендуется подогреть с помощью индукционного нагревателя. Для этого нагреватель устанавливают в горловину подшипникового щита и включают напряжение на 15 мин, чтобы нагреть его до температуры 100-120°С. Более высокая температура нагрева не допускается, так как это может вызвать коробление щита.
Подшипники, камеры щитов, крышек и лабиринты заполняют консистентной смазкой ЖРО в соответствии с чертежами и установленными нормами. Пространство между роликами и сепаратором в подшипнике, лабиринтные канавки (радиальных лабиринтных уплотнений), а также камеру, в которую входит канал для запрессовки смазки, заполняют смазкой полностью, а смазочные камеры подшипниковых щитов и крышек - на 1/3 или 2/3 их объема. Наличие смазки в лабиринтных канавках уплотнений способствует сохранности смазки внутри подшипника. При работе двигателя от трения деталей подшипника смазка нагревается, размягчается и начинает вытекать. Вытекая, она попадает в лабиринтные канавки, охлаждается и застывает на лабиринтах: дальнейшее вытекание смазки прекращается. Смазку в каждый подшипниковый узел тяговых двигателей закладывают в соответствии с Инструкцией по применению смазочных материалов на локомотивах и моторвагонном подвижном составе № ЦТ/4289: ДПЭ-400, НБ-411 - 1,4-1,6 кг; НБ-406Б, НБ-407Б и ТЛ-2К1 - 1,5-1,7 кг; AL-4846eT и AL-4846dT - 1,5 кг со стороны коллектора и 1,6 кг со стороны, противоположной коллектору.
При монтаже подшипниковых узлов и заполнении их смазкой тщательно следят за чистотой всех деталей, не допуская попадания в них загрязнений и металлической стружки. Не следует закладывать в подшипники смазки больше, чем это требуется, так как избыток смазки, как и ее недостаток, нарушает нормальную работу подшипника, вызывая повышенный нагрев подшипника и смазки, ухудшение ее свойств.
На сохранность смазки в подшипниковых узлах оказывает влияние также скорость охлаждающего воздуха и статическое давление в подколлекторном пространстве якоря в непосредственной близости от внутреннего лабиринта подшипника. При изменении количества продуваемого через тяговый двигатель воздуха, а также при изменении частоты вращения двигателя изменяется давление воздуха в подколлекторном пространстве. При повышенном давлении, а также при разрежении условия работы подшипников могут значительно ухудшаться. Увеличение давления в подколлекторном пространстве способствует выдавливанию смазки из подшипниковых узлов наружу и проникновению в подшипниковый узел из двигателя щеточной пыли и других загрязнений, а разрежение - засасыванию смазки внутрь двигателя.
Чтобы уменьшить воздействие этих факторов, на тяговых двигателях НБ-407Б значительно улучшена конструкция уплотнений подшипниковых узлов (рис. 174, а). Применена более совершенная конструкция лабиринтных уплотнений, предусмотрены дренажные каналы 2 и специальные "карманы" для сбора отработавшей или лишней смазки (при запрессовке). Дренажные каналы соединяют подколлекторную камеру с атмосферой. Это обеспечивает выравнивание в подколлекторной камере давления до атмосферного и предотвращает выдавливание из подшипниковых узлов смазки, а также проникновение в подшипниковые узлы из коллекторной камеры продуктов износа электрощеток и других загрязнений, резко ухудшающих свойства смазки и вызывающих абразивный износ поверхностей деталей подшипников. При деповском ремонте дренажные каналы и "карманы" очищают от смазки и загрязнений и продувают сжатым воздухом.
Вытекание смазки из подшипниковых узлов может происходить также при неправильной сборке или наличии неисправностей в лабиринтных уплотнениях (при увеличенных или неравномерных зазорах, перекосах деталей, погнутостях и т. п.).
Для нормальной работы уплотнений радиальный зазор К между лабиринтами рекомендуется 0,4-0,75 мм. Зазор К измеряют щупом по всему периметру между крышкой подшипникового щита и уплотнительным кольцом (рис. 174, б). В лабиринтах не должно быть "затирания" рабочих поверхностей, так как это может вызвать их нагрев и повреждение уплотнения. Рекомендуется при деповском ремонте крышки подшипниковых щитов, уплотнительные кольца и другие детали подшипниковых узлов устанавливать комплектно на те же двигатели, с которых они были сняты. Это облегчает взаимную подгонку деталей.
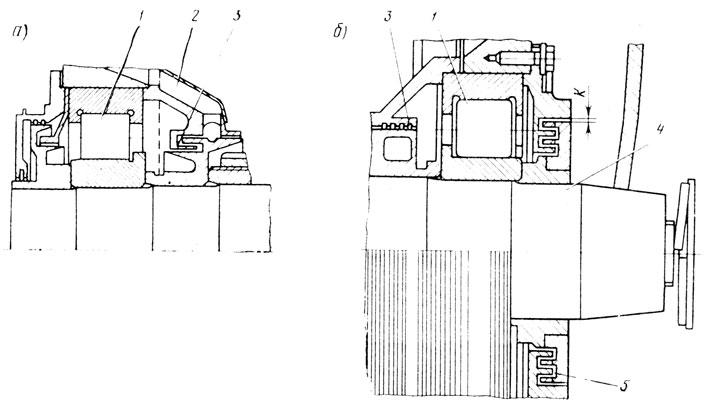
Рис. 174. Ремонт подшипниковых узлов тяговых двигателей НБ-407 (a). ТЛ-2К (б): 1 - подшипник; 2 - дренажный канал; 3, 5 - лабиринтные уплотнения (внутреннее, наружное); 4 - вал
В тяговых двигателях электровозов ЧС для повышения надежности работы подшипниковых узлов в канавки лабиринтов в соответствии с чертежами установлены уплотнительные .кольца из фетра или тонкошерстяного войлока. Эти кольца при деповском ремонте очищают и используют вновь, а при необходимости заменяют новыми.
После проведения всех перечисленных работ полностью укомплектованные подшипниковые узлы подлежат установке на тяговый двигатель.
Для смазки якорных подшипников применяют пластичную смазку ЖРО. Эта смазка предназначена для подшипников качения, работающих в интервале температур от -50 до +120 °С.
Хранить смазку необходимо в закрытых сухих помещениях. Не допускается хранение смазки в одном помещении с кислотами, щелочами и другими химикатами. Для исключения попадания в смазку механических примесей или металлической стружки банки со смазкой должны быть плотно закрыты. Смешивание смазки ЖРО со смазками других типов не допускается, поэтому на банках должны сохраняться этикетки или соответствующие надписи до полного использования смазки.
Для обеспечения правильного монтажа двигателя выполняют пригонку остова и якоря по установочным размерам. В эксплуатации имеют место повреждения тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б, ТЛ-2К1 из-за сползания уплотнительных лабиринтных колец, устанавливаемых к наружным крышкам подшипниковых щитов, и повреждения деталей подшипника. Эти неисправности могут возникать из-за недостаточного натяга крышек при их установке. Однако чаще всего сползание лабиринтных колец и разрушение роликов и колец подшипника, особенно на электровозах с косозубой передачей, связаны с неправильной увязкой значений разбега якоря в остове двигателя и разбега двигателя на оси колесной пары.
При косозубой передаче осевое перемещение якоря ограничено не якорными подшипниками, как это имеет место при прямозубой передаче, а зазорами в передаче.
Осевое перемещение якоря составляет σ=a/sin α, где a - разность боковых зазоров между зубьями зубчатого колеса и шестерни в обеих передачах колесной пары; α - угол наклона зубьев.
Для электровозов ВЛ10, ВЛ22м, ВЛ23 и ВЛ8 в соответствии с правилами ремонта при ТР-3 и a=0,3мм, α= 24°37'12", sin α=0,4166. Таким образом, после ТР-3 максимальное осевое перемещение якоря может быть 0,75 мм.
Максимальное перемещение остова вдоль оси колесной пары из одного крайнего положения в другое определяется разбегом двигателя на оси X+X1 (рис. 175), т. е. суммой зазоров между буртами вкладышей моторно-осевых подшипников и зубчатым колесом. Разбег двигателя на оси колесной пары при выпуске электровозов ВЛ8 из ТР-3 установлен 0,5-2 мм, браковочный в эксплуатации - 5 мм.
Для электровозов, вышедших из ТР-3, при осевых перемещениях остова и якоря в противоположных направлениях максимальное перемещение якоря относительно остова составит 2,75 мм, в эксплуатации - 5,75 мм.
При минимальном разбеге якоря в остове двигателя НБ-406, равном 5,9 мм, в тех случаях, когда разбег распределен между якорными подшипниками неодинаково (допускается разница 1 мм), ударные нагрузки, возникающие при максимальных осевых перемещениях остова относительно якоря, будут воспринимать бурты колец и ролики якорных подшипников.
Удары в подшипнике, обусловленные указанными перемещениями, вызывают повреждения роликов и колец подшипника, а в отдельных случаях, когда осевые зазоры между лабиринтами крышки подшипникового щита и лабиринтного кольца недостаточны, приводят к сползанию колец и повреждениям лабиринтов.
Поэтому разбег якоря в остове тягового двигателя, разбег остова на оси колесной пары, а также зазор между зубьями в зубчатой передаче при выпуске электровоза из ремонта строго контролируют.
Для предотвращения повреждений моторно-якорных подшипников в эксплуатации, а также для улучшения условий работы косозубой передачи и тяговых двигателей целесообразно при выпуске электровозов из ТР-3 разность зазоров между зубьями в зубчатых передачах одной колесной пары и осевой разбег двигателя на оси колесной пары иметь минимальными, близкими к чертежным, а осевой разбег якоря в остове двигателя - максимальным (в пределах установленных норм). Это исключит осевые удары роликов в бурты подшипниковых колец при максимальных перемещениях остова относительно якоря и будет способствовать надежной работе якорных и моторно-осевых подшипников в эксплуатации.
К тяговым двигателям, у которых из-за износа торцовых стенок горловин под моторно-осевые подшипники уменьшена длина остова по кромкам горловин (правилами ремонта допускается уменьшение длины до 3-4 мм в зависимости от типа двигателя), целесообразно для уменьшения разбега двигателя на оси колесной пары подбирать вкладыши с увеличенной толщиной буртов.
При оборке подшипниковых узлов, а также монтаже якоря и остова тягового двигателя необходимо выполнять определенные требования. Необходимо контролировать наличие зазора между щитом и крышкой (наружной или внутренней - в зависимости от конструкции узла). Зазор K=E+Г-(D+B), где размеры E, Г, D, B устанавливаются непосредственным измерением деталей с учетом допусков (см. рис. 175). Обычно зазор K=0,6÷1,3 мм.
К наружным крышкам подшипниковых щитов подбирают лабиринтные кольца. При комплектовании лабиринтных колец с крышками подшипниковых щитов проверяют осевые зазоры между лабиринтами. Осевой зазор M в лабиринтах подшипниковой крышки и лабиринтного кольца должен быть на 1 мм больше половины разбега якоря в остове двигателя. Это превышение необходимо для того, чтобы компенсировать допускаемое при сборке отклонение на 1 мм среднего положения якоря в остове и тем самым исключить возможность удара крышек подшипниковых щитов в лабиринтные кольца при осевых перемещениях якоря относительно остова в пределах установленного разбега.
Аналогичные требования предъявляются также к зазору между торцом внутренней крышки подшипникового щита и фланцем, привариваемым к внутренней лабиринтной втулке якоря. Этот зазор должен быть также на 1 мм больше половины разбега якоря в остове.
При монтаже остова и якоря тягового двигателя измеряют осевой разбег якоря в остове. Этот разбег зависит от правильности взаимной установки наружного и внутреннего колец подшипника соответственно в остове и на валу якоря.
Осевой разбег якоря в остове перед монтажом двигателя целесообразно определять расчетным путем. Такой предварительный расчет позволяет собрать остов и якорь правильно и исключить необходимость разборки двигателя для корректировки осевого разбега.
Разбег якоря в остове определяют на основании предварительного измерения соответствующих размеров остова, деталей якоря и подшипниковых узлов двигателя. Осевой разбег якоря без учета допусков на бурты колец и осевого зазора подшипников σя=(А-Б-K-B-Б1-K1-B1) - H (см. рис. 175).
Такая проверка разбега якоря в остове необходима во всех случаях замены якорей в двигателях, так как при этом осевой разбег может значительно изменяться.
Торцовые поверхности горловин остова, подшипниковых щитов их крышек, а также уплотнительные и другие втулки якоря в процессе эксплуатации изнашиваются. При ремонтах (заводских и деповских) для устранения этих износов указанные детали подвергают обработке. Поэтому размеры A, H и другие на эксплуатируемых тяговых двигателях могут отличаться от указанных в чертеже даже в тех случаях, когда осевой разбег якоря в остове находится в пределах установленных норм. Однако монтаж такого остова с другим якорем без тщательной проверки указанных размеров осуществлять нельзя, поскольку это может вызвать изменение зазоров K, M или осевого разбега и привести к нарушению нормальной работы подшипниковых узлов.
Недопустимое уменьшение разбега якоря в двигателе может иметь место при сборке нового якоря с остовом, длительно работавшим в эксплуатации и имеющим износы торцов горловин, щитов и других деталей.
Особое внимание уделяют также монтажу якорей и остовов двигателей ДПЭ-400, которые работают на электровозах как с косозубой, так и с прямозубой передачами.
Монтаж деталей якоря у тяговых двигателей ДПЭ-400, предназначенных для установки на электровозах с косозубой передачей, несколько отличен от монтажа аналогичных деталей тех же двигателей, предназначенных для установки на электровозы с прямозубой передачей. Это объясняется тем, что осевой разбег якоря в остове у двигателей при косозубой передаче выполняют значительно большим, чем осевой разбег у тех же двигателей с прямозубой передачей.
Для обеспечения правильной взаимной установки напрессованных на вал якоря внутренних колец подшипников относительно наружных колец, запрессованных в подшипниковые щиты, на якоре проверяют расстояния: между торцами буртов внутренних колец подшипников и от торца внутреннего бурта подшипникового кольца до торца вала.
У тяговых двигателей ДПЭ-400, предназначенных для установки на электровозы с косозубой передачей, расстояние между торцами буртов роликовых колец (между наружными торцами лабиринтных втулок, установленных со стороны коллектора и со стороны, противоположной коллектору) составляет 797,5-0,2 мм, а расстояние от торца вала до торца лабиринтной втулки - 229,25±0,3 мм. Для тяговых двигателей ДПЭ-400, устанавливаемых на электровозы с прямозубой передачей, указанные расстояния соответственно равны 804-0,2 и 226±0,3 мм.
Уменьшением расстояния на якоре между торцами буртов подшипниковых колец до 797,5-0,2 мм (вместо 804-0,2 мм) на тяговых двигателях, предназначенных для установки на электровозах с косозубой передачей, обеспечивается соответствующее увеличение разбега якоря в остове на этих электровозах.
Таким образом, при замене якорей в тяговых двигателях ДПЭ-400, а также при перестановке этих двигателей с электровозов, имеющих прямозубую передачу, на электровозы с косозубой передачей и наоборот приходится тщательно проверять соответствие установки деталей подшипниковых узлов, находящихся в остове и на валу якоря.
После проверки остова, якоря, подшипниковых узлов, щеточного аппарата (или траверсы) и остальных деталей приступают к монтажу тягового двигателя.
Типовой технологический процесс сборки тягового двигателя состоит из следующих операций. Остов тягового двигателя устанавливают в горизонтальном положении на кантователь и закрепляют болтами. В остовах тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б укрепляют кронштейны щеткодержателей (при необходимости кантователем остов поворачивают в нужное положение). Под головки болтов М24, крепящих кронштейны в остове, подкладывают пружинные шайбы. Присоединяют к кронштейнам подводящие ток провода. Затем остов поворачивают в вертикальное положение коллектором вверх или вниз в зависимости от типа ремонтируемого тягового двигателя. Тяговые двигатели ДПЭ-400, НБ-411, НБ-406, у которых диаметр горловины остова под подшипниковый щит со стороны коллектора меньше диаметра якоря, устанавливают коллектором вверх, а тяговые двигатели ТЛ-2К1 и НБ-407Б - коллектором вниз. Вертикальное положение остова проверяют по. уровню.
Запрессовывают соответствующий подшипниковый щит в остов с гарантированным натягом. Как установлено опытом, наиболее целесообразно создавать натяг подшипниковых щитов в остове в пределах 0,07-0,15 мм. Такой натяг принят при изготовлении новых тяговых двигателей и обеспечивает плотную установку щитов в остове. Снижение натяга против указанной нормы или его отсутствие приводит к увеличению нагрузки на болты, крепящие щиты к остову, и к их обрывам. При этом увеличивается вибрация щитов и якорных подшипников, а следовательно, условия работы узлов ухудшаются. Запрессовку щита осуществляют прессом.
Целесообразно перед установкой щитов нагревать горловину остова индукционным способом до температуры 130-150 °С. Установленный щит гайковертом закрепляют к остову соответствующими чертежу болтами.
Проверяют зазор между привалочными поверхностями остова и щита. Если щит установлен правильно, то зазор не должен превышать 0,15 мм на 1/8 части длины окружности.
В случаях когда посадочная поверхность щита подвергалась восстановлению клеем ГЭН-150В, перед установкой для предохранения от склеивания посадочных поверхностей щита и остова горловину остова или посадочную поверхность щита покрывают специальным составом. Одним из рекомендуемых покрытий является 5%-ный раствор силиконового каучука в толуоле.
После запрессовки подшипникового щита с одной стороны остов проворачивают кантователем на 180° и устанавливают в вертикальное положение вверх другой стороной, правильность положения остова вновь проверяют по уровню.
На конец вала якоря наворачивают рым, якорь поднимают краном в вертикальное положение и опускают в остов. Перед опусканием якоря тщательно протирают техническими салфетками втулки уплотнения, кольца роликовых подшипников и упорные втулки. Якорь опускают осторожно, без перекосов, не задевая им за полюсы. Правильность посадки якоря проверяют, поворачивая его в одну и другую сторону от руки. Якорь должен поворачиваться свободно.
После установки якоря запрессовывают второй подшипниковый щит и также закрепляют его к остову болтами.
В конструкциях тяговых двигателей ТЛ-2К1, НБ-407Б и других, где имеется траверса, перед запрессовкой щита (со стороны коллектора) в остов устанавливают траверсу. Предварительно посадочные поверхности, а также цапфу, камеру, шестерню, венец траверсы протирают салфетками. Для предотвращения задиров и повреждения посадочную поверхность траверсы покрывают тонким слоем смазки, выточку в траверсе также заполняют смазкой (ВНИИ НП-232). При опускании траверсы следят за тем, чтобы детали фиксирующего устройства траверсы находились над соответствующими деталями остова. Чтобы не допустить повреждения коллектора щеточными узлами, его рекомендуется закрыть защитным кожухом из брезента или другого материала. Перед запрессовкой подшипникового щита траверсу с помощью разжимного устройства сжимают.
Разжимное устройство состоит из шпильки и двух шарниров, закрепленных на траверсе по обеим сторонам ее разреза. Шпилька поворотом шестигранника вкручивается по имеющейся на ее концах резьбе в шарниры (с одной стороны резьба правая, с другой левая), и траверса сжимается, при выкручивании шпильки из шарниров траверса разжимается.
Разжимное устройство позволяет регулировать разжатие траверсы изменением зазора в месте разреза от 2 до 5 мм, что обеспечивает надежное прижатие траверсы к расточенной поверхности подшипникового щита. В процессе монтажа необходимо следить за тем, чтобы траверса вошла в выточку подшипникового щита. После установки траверсы проверяют качество подгонки зацепления шестерни и венца.
В остове траверсу фиксируют и стопорят болтом фиксатора, установленным в торцовой его стенке против коллекторного люка, и прижимают к подшипниковому щиту в двух местах - внизу и вверху остова болтами стопорных устройств. Окончательную регулировку положения траверсы и ее закрепление осуществляют на испытательной станции.
После установки траверсы и закрепления подшипникового щита тяговый двигатель поворачивают в горизонтальное положение и вновь проверяют вращение якоря в подшипниках. Снимают наружные крышки подшипниковых щитов и в соответствии с Инструкцией по содержанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава ЦТ/3781 измеряют радиальный зазор в якорных подшипниках и торцовое биение наружных колец.
Для замера биения наружного кольца якорного подшипника применяют приспособление, состоящее из кольца с конусным внутренним отверстием и индикатора, укрепленного на стойке к кольцу. Конусное отверстие кольца, устанавливаемого на вал, должно соответствовать конусу вала. Перед измерением биения якорь сдвигают в крайнее положение в противоположную сторону от места установки индикатора. Наконечник индикатора подводят к торцовой поверхности наружного кольца якорного подшипника.
Якорь поворачивают несколько раз и по показаниям индикатора отмечают биение кольца относительно оси вращения. Биение определяют как максимальную разность в показаниях индикатора. Если подшипник установлен правильно, то биение торца наружного кольца не превышает 0,18 мм. Указанный метод измерения биения разработан ВНИИЖТом. Если торцовое биение и радиальный зазор подшипников соответствуют нормам, окончательно устанавливают наружные крышки подшипниковых щитов, проверяют исправность смазочных трубок.
Подшипниковые щиты в местах прилегания крьишек перед установкой крышек покрывают густотертыми цинковыми белилами МА-011-1 или эмалью ГФ-92-ХС, а на тяговых двигателях электровозов ЧС2 и ЧС2Т между щитами и наружными крышками в качестве уплотнения в соответствии с чертежом устанавливают специальные прокладки. Измеряют осевой разбег якоря и проверяют его соответствие нормам. На электровозах с косозубой передачей осевой разбег якоря для тяговых двигателей НБ-406, ДПЭ-400 и НБ-411 должен быть в пределах 5,9-8,4 мм; НБ-407Б и ТЛ-2К1 - от 6,3 до 8,0 мм. Осевой разбег тяговых двигателей ДПЭ-400 и НБ-41 1 с прямозубой передачей должен быть 0,25-0,8 мм, тяговых двигателей электровозов ЧС - от 0,25 до 0,6 мм.
Измеряют пластинчатыми щупами зазоры между главными, добавочными полюсами и якорем. Они должны быть:
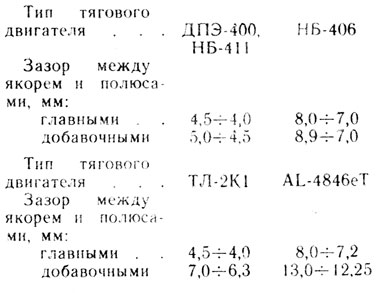
Разница в зазорах для одного двигателя рекомендуется между главными полюсами и якорем не более 0,75 мм и между добавочными полюсами и якорем не более 0,5 мм.
В собранном тяговом двигателе проверяют установку щеткодержателей и электрощеток, регулируя их положение относительно коллектора. Для этого контролируют:
расстояние от низа корпуса щеткодержателя до рабочей поверхности коллектора. Оно должно быть 2-4 мм;
зазор между корпусом щеткодержателя и петушками коллектора при крайнем в сторону щеткодержателей положении якоря. Этот зазор должен быть 4,5-8 мм в зависимости от типа двигателя;
разницу в числах коллекторных пластин между осями электрощеток соседних щеткодержателей; рекомендуется не более одной пластины;
непараллельности осей окон щеткодержателей относительно осей коллекторных пластин; должна быть не более 1 мм;
перекос нижней поверхности щеткодержателя над коллектором; допускается не более 0,8 мм;
разницу в расстояниях между осями окон соседних щеткодержателей; должна быть не более 1,5 мм.
Не допускается свисание электрощеток с рабочей поверхности коллектора.
Проверяют биение коллектора тяговых двигателей, которое должно быть не более 0,07-0,08 мм. При установке электрощеток в щеткодержатели замеряют зазоры между стенками окон и электрощеткой. Зазор между электрощеткой и стенкой окна рекомендуется по ширине окна 0,1-0,15 мм (норма 0,05-0,2 мм), по длине окна 0,2-0,5 мм.
Предварительно на приспособлении, а затем на коллекторе осуществляют притирку электрощеток к рабочей поверхности коллектора, обеспечивая прилегание не менее 75% их контактной поверхности. Двигатель продувают и проверяют его работу на холостом ходу, а затем передают на испытательный стенд.
При сборке тяговых двигателей ТЛ-2К1 необходимо иметь в виду, что якоря и остовы этих двигателей электровозостроительными заводами выпуокались в различных исполнениях; якоря - с проволочными бандажами в лобовых частях; со стеклобандажами; на изоляции "Монолит-2"; остовы - с магнитными системами на изоляции "Монолит-2" и др. По установочным размерам остовы и якоря различных исполнений взаимозаменяемы. Однако указанные конструктивные особенности каждого якоря и остова требуют для обеспечения нормальной коммутации машины соответствующей регулировки воздушного зазора между дополнительными полюсами и якорем.
В тяговых двигателях ТЛ-2К1 со стеклобандажами воздушный зазор между добавочными полюсами и якорем больше, чем на двигателях, имеющих крепление якорных обмоток бандажной проволокой. Это увеличение зазора осуществлено путем уменьшения высоты сердечника добавочного полюса и соответствующего увеличения толщины немагнитной прокладки.
Поэтому при установке якоря со стеклобандажным креплением обмоток в остов, предназначенный для якоря с проволочными бандажами (и наоборот), необходимо в этом остове снять все добавочные полюсы и выполнить регулировку воздушного зазора под полюсами путем изменения высоты сердечников и установки диамагнитной прокладки нужной толщины. При этом необходимо иметь в виду, что номинальное расстояние между сердечниками добавочных полюсов по диаметру для якорей с проволочными бандажами и со стеклобандажами одинаково и составляет 754 мм.
В тяговых двигателях ТЛ-2К1 с якорями на изоляции "Монолит-2" уменьшен на 0,5 мм зазор между главными полюсами и якорем. Уменьшение произведено изменением расстояния между сердечниками главных полюсов по диаметру. Это достигнуто установкой между остовом и сердечником полюса прокладки толщиной 1 мм вместо 0,5 мм. Кроме того, на этих двигателях увеличен воздушный зазор под добавочными полюсами на 1,5 мм. При этом высота сердечника добавочного полюса уменьшена, а толщина немагнитной прокладки увеличена на 1,5 мм. Расстояние между сердечниками добавочных полюсов по диаметру сохранено.
В эксплуатации часто взамен вышедшего из строя якоря, изготовленного на изоляции "Монолит-2", приходится устанавливать якорь обычного исполнения. В этих случаях требуется обязательная регулировка воздушного зазора между якорем и полюсами.
Необходимо также иметь в виду, что на тяговых двигателях ТЛ-2К1 в случае повреждения одного из добавочных полюсов моноблочной конструкции или сборного замену поврежденного полюса необходимо производить полюсом такой же конструкции. Моноблочные полюсы заменять на сборные и наоборот можно только комплектно, так как воздушный зазор в магнитной цепи моноблочных и сборных полюсов различен. Поэтому установка в одном остове полюсов различной конструкции недопустима.
Устанавливают шапки моторноосевых подшипников. Натяг шапок в остове рекомендуется 0,07- 0,15 мм.
Осматривают и проверяют детали крепления шапок - болты, гайки, шайбы. Новые болты должны пройти термическую обработку и по механическим свойствам удовлетворять требованиям чертежа.
Для повышения надежности крепления шапок в последних выпусках тяговых двигателей ТЛ-2К1 применены болты с мелкой резьбой. Под болты, крепящие шапку к остову, кроме пружинных шайб, для предотвращения отвинчивания и ослабления болтов, возможных при изломах пружинных шайб, рекомендуется дополнительно устанавливать специальные планки. Планку толщиной 2 мм ставят под головки двух болтов и углы ее отгибают.
На тяговый двигатель после проверки всех его узлов устанавливают крышки, кожуха, втулки, пробки и остальные детали, предусмотренные чертежами. Проверяют состояние заливки головок полюсных болтов компаундной массой, там где такая заливка предусмотрена чертежами. Если состояние заливки неудовлетворительное, ее очищают, и головки болтов вновь заливают компаундной массой. Это исключает возможность попадания внутрь двигателя влаги по болтам.
Внутренние необработанные металлические поверхности остова, моторно-осевых шапок, подшипниковых щитов, крышек и других деталей покрывают серой эмалью СВД, а снаружи остов окрашивают черным лаком БТ-99.
Отремонтированный тяговый двигатель передают на стенд для проведения приемо-сдаточных испытаний.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'