37. Проверка симметрии магнитной системы тяговых двигателей и их щеточно-коллекторного узла
Надежность работы электровозов в эксплуатации в большой степени зависит от отклонения скоростных характеристик колесно-моторных блоков, установленных на электровозе, а также от качества настройки коммутации тяговых двигателей. Правила ремонта электрических машин в соответствии с ГОСТ 2582-81 устанавливают нормы на отклонение скоростных характеристик электрических машин и показатели их коммутации.
Частота вращения выпускаемых из ремонта тяговых двигателей в часовом режиме не должна отличаться от номинальной, установленной при квалификационных испытаниях, более чем на ±4%. Таким образом, расхождение скоростных характеристик колесно-моторных блоков на электровозе, если не производится специального подбора по характеристикам и диаметрам бандажей колесных пар, может достигать 9% (допускаемая максимальная разница диаметров бандажей колесных пар при выпуске электровоза из подъемочного ремонта 8 мм).
Чем меньше разброс скоростных характеристик колесно-моторных блоков на электровозе, тем равномернее будет распределена нагрузка в условиях эксплуатации между его тяговыми двигателями. В тех случаях, когда разброс скоростных характеристик колесно-моторных блоков электровоза находится на крайнем пределе или выше, условия работы тяговых двигателей этого электровоза значительно ухудшаются, так как в этом случае нагрузка (ток) между ними будет распределяться неравномерно: тяговые двигатели, имеющие более высокую характеристику, будут нагружены большим током, а более низкую - соответственно будут нагружены меньше. Нагрев токоведущих частей, как известно, пропорционален квадрату тока. Поэтому обмотки, провода, коллектор, электрощетки и другие токоведущие элементы тяговых двигателей, работающих с повышенной нагрузкой, нагреваются больше, их изоляции старятся быстрее. На более нагруженных двигателях также ухудшаются условия работы скользящего контакта, что вызывает увеличение износа коллектора и электрощеток и способствует возникновению повышенного искрения под электрощетками и перебросов на корпус. Кроме того, неравномерная нагрузка тяговых двигателей ухудшает тяговые свойства электровоза и увеличивает склонность его к "разносному" боксованию, которое резко ухудшает условия работы всех узлов двигателя и очень часто является причиной тяжелых повреждений.
Поэтому, чтобы повысить эксплуатационную надежность электровозов, при деповском ремонте стараются подобрать такой комплект тяговых двигателей на электровоз, в котором расхождение характеристик не превышало бы 2-3%. Комплектование таких двигателей в колесно-моторные блоки осуществляют с учетом диаметров бандажей колесных пар. При этом тяговый двигатель, имеющий максимальную частоту вращения, комплектуют с колесной парой, у которой диаметр бандажей наименьший, а двигатель с минимальной частотой вращения - с колесной парой, у которой диаметр бандажа максимальный. Стараются добиться того, чтобы произведение частоты вращения двигателя и диаметра бандажа колесной пары у всех колесно-моторных блоков электровоза было одинаковым или близким, так как при этом будет обеспечено наиболее равномерное распределение нагрузки между двигателями.
Условия работы тяговых двигателей и особенно их щеточно-коллекторного узла ухудшаются также в тех случаях, когда коммутация не настроена должным образом и искрение под щетками превышает установленные нормы.
Поэтому при деповском ремонте обязательными работами являются проверка частоты вращения (при номинальных токе, напряжении, возбуждении) и коммутации тяговых двигателей и при необходимости доведение до установленной нормы их скоростных характеристик и коммутации. Искрение на коллекторе в диапазоне рабочих характеристик двигателя и при испытательных режимах должно быть не более 11/2 балла.
Минимальные отклонения скоростных характеристик тяговых двигателей и устойчивая их коммутация в рабочих режимах обеспечиваются точностью сборки магнитной системы остова, щеточно-коллекторного узла, сердечника якоря. Высокая точность при изготовлении и ремонте указанных узлов тягового двигателя способствует созданию симметричной по полюсным делениям магнитной системы, симметричного распределения по окружности коллектора коллекторных пластин и щеточных узлов, правильному (в соответствии со схемой обмотки) присоединению якорных секций к строго определенным коллекторным пластинам, точной расстановке электрощеток на геометрической нейтрали тягового двигателя.
Чтобы добиться симметрии магнитной системы остова, необходимо главные и добавочные полюсы разместить на геометрических осях тягового двигателя, обеспечив между осями одноименных полюсов угол 90° (в четырехполюсных тяговых двигателях) или 60° (в шестиполюсных тяговых двигателях) и соответственно угол 45° или 30° между осями главных и добавочных полюсов, а также соблюсти одинаковый воздушный зазор между всеми главными полюсами и якорем, между всеми добавочными полюсами и якорем (в пределах установленных допусков).
Поэтому в остове тягового двигателя проверяют (рис. 166): расстояние между сердечниками главных полюсов по диаметру D (межполюсное расстояние) (или расстояние от оси вращения якоря до поверхности сердечников по осям полюсов D/2), между сердечниками добавочных полюсов по диаметру D1, воздушный зазор под главными и добавочными полюсами (между сердечником полюса и якорем под центром полюса), расстояние между кромками сердечников главных полюсов Л, добавочных полюсов М, а также между кромками сердечников рядом лежащих главных и добавочных полюсов Н.
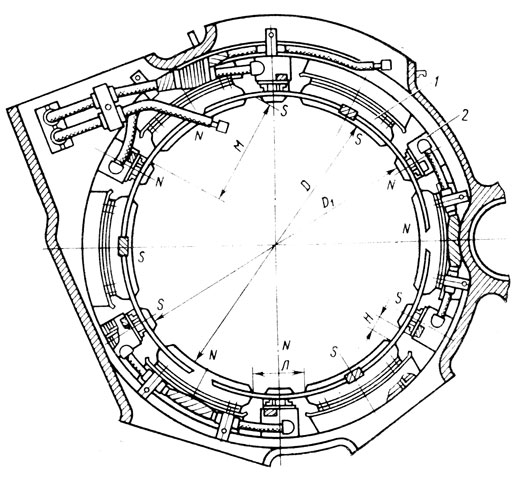
Рис. 166. Расстояния, проверяемые в остове тягового двигателя: 1 - главный полюс; 2 - добавочный полюс
Расстояния между сердечниками главных полюсов по диаметру D и между сердечниками добавочных полюсов по диаметру D1 для тяговых двигателей приведены в табл. 7.
Разница расстояний между кромками сердечников главных полюсов должна быть: не более 4 мм для тяговых двигателей ДПЭ-400 и НБ-406, не более 2 мм для ТЛ-2К1 и НБ-407Б и не более 3 мм для AL-4846eT и AL-4846dT.
Разница расстояний между кромками сердечников добавочных полюсов рекомендуется не более 4 мм для тяговых двигателей ДПЭ-400 и НБ-406, не более 3 мм для AL-4846eT и AL-4846dT и не более 2 мм для ТЛ-2К1 и НБ-407Б.
Разница расстояний между кромками рядом лежащих главных и добавочных полюсов двигателя должна быть не более 2 мм.
Проверку правильности расстановки полюсов взаимной и относительно осей двигателя рекомендуется выполнять на специальном приспособлении, сконструированном Уральским отделением ВНИИЖТа (рис. 167). Приспособление устанавливают в горловины остова Стягового двигателя. Ось 5 приспособления благодаря центрирующим устройствам 1 занимает положение вала якоря. Приспособление имеет лимб 3 и указатель 2, укрепленные на оси. С помощью этих измерительных устройств измеряют расстояния от поверхности полюсного сердечника до оси, а также углы между полюсами. На этом приспособлении с достаточной точностью можно определить воздушный зазор под каждым из полюсов, а следовательно, и разницу этих зазоров в двигателе, правильность установки полюсов; выявить перекосы и смещение полюсов относительно соответствующих осей тягового двигателя.
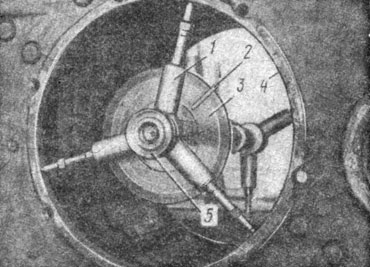
Рис. 167. Приспособление для контроля расстановки полюсов в остове тягового двигателя
Для проверки расстояния между кромками сердечников рядом лежащих главных и добавочных полюсов можно пользоваться весьма простыми по конструкции шаблонами - проходным и непроходным, предложенным работниками Южно-Уральской дороги (рис. 168). Этими шаблонами можно также выявлять перекосы полюсов. Размер А на шаблоне соответствует минимально допустимому, а размер Б - максимально допустимому расстоянию между соседними полюсами. Кроме того, чтобы убедиться, что главные полюсы, а также добавочные полюсы относительно друг друга установлены правильно - по соответствующим осям двигателя, необходимо дополнительно проверить расстояние между осями (или кромками) сердечников главных полюсов, а также между осями (кромками) сердечников добавочных полюсов. Допуск на отклонение этих расстояний не должен превышать допуск по шаблону (Б - А).
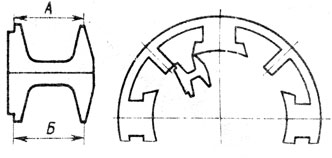
Рис. 168. Шаблоны для измерения расстояний между главными и добавочными полюсами
В случаях когда при проверке магнитной системы двигателя обнаруживают перекосы полюсов или выявляют несоответствие воздушного зазора норме, такие дефекты устраняют установкой под полюсами дополнительных прокладок. При необходимости допускается использовать клиновидные прокладки.
Для обеспечения устойчивости коммутации тяговых двигателей необходимо, чтобы ось добавочного полюса совпадала в пределах установленных допусков с осью электрощеток и электрощетки в момент коммутации замыкали коллекторные пластины, соединенные с секциями якоря, находящимися в момент коммутации на нейтрали двигателя.
В тяговых двигателях четырехполюсного исполнения, т. е. там, где нет траверсы, правильность относительного расположения электрощеток и добавочных полюсов определяется правильностью рассверловки относительно осей остова отверстий под полюсные болты и под болты, предназначенные для крепления кронштейнов щеткодержателей, а также точностью установки полюсов и сборки щеточного аппарата.
В случаях когда указанные отверстия смещены от расчетных осей, их заваривают и просверливают новые. Перед рассверловкой новых отверстий предварительно размечают остов в точном соответствии с чертежами.
Эти работы обычно выполняют при среднем и капитальном ремонтах тяговых двигателей, когда полюсы с двигателей снимают. Проверку остова (после снятия полюсов) целесообразно шроводить на указанном приспособлении Уральского отделения ВНИИЖТа.
На приспособлении определяют правильность расточки остова под полюсы, правильность расположения (рассверловки) отверстий под болты, крепящие главные и добавочные полюсы.
Расстояния R (рис. 169) от центра вала до привалочной поверхности остова под сердечники главных полюсов и R1 от центра вала до привалочной поверхности остова под сердечники добавочных полюсов для тяговых двигателей приведены в табл. 7.
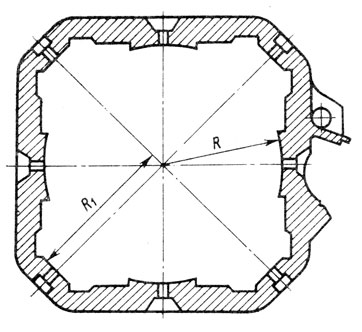
Рис. 169. Проверка правильности расточки остова под главные и добавочные полюсы
В случаях, когда при деповском ремонте тяговых двигателей обнаруживают значительные отклонения в размещении на остове отверстий под полюсные болты или болты кронштейнов щеткодержателей, которые в условиях депо исправить не представляется возможным, то такие остовы отправляют на ремонтные заводы, обязательно указывая в паспорте об этих дефектах.
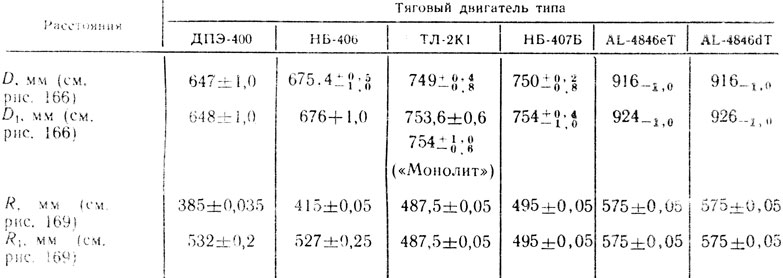
Таблица 7
Перед сборкой и установкой снятых полюсов проверяют высоту их сердечников и толщину прокладок, устанавливаемых между сердечником и остовом. Размеры этих деталей должны строго соответствовать действующим чертежам.
Одной из возможных причин ухудшения коммутации тяговых двигателей, а также изменения их скоростной характеристики являются межвитковые замыкания в катушках добавочных и главных полюсов. Поэтому перед сборкой машины необходимо убедиться, что в полюсных катушках замыканий витков нет. Для этой проверки используют измерительную катушку.
Проверку выполняют следующим образом (рис. 170). К выводным концам главных или добавочных полюсов подключают источник переменного тока. После этого к каждому из полюсов поочередно прикладывают сердечник 2 измерительной катушки 7. В катушке как во вторичной обмотке индуцируется э.д.с., вызывающая появление в ней тока. Измерительный прибор 5 показывает наведенный ток. Если в катушках полюсов двигателя межвитковых замыканий нет, то в измерительной катушке при проверке каждого из главных (или добавочных) полюсов индуцируется примерно одинаковая э.д.с., и показания прибора будут одинаковы.
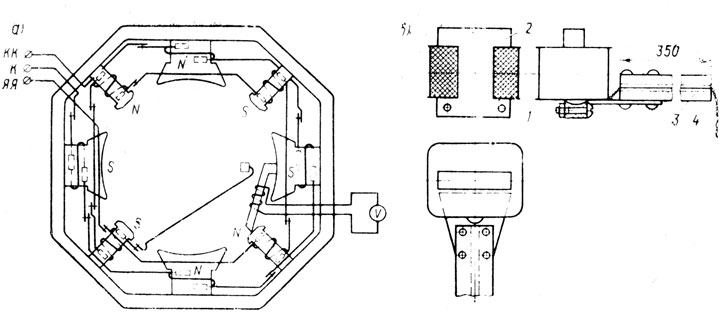
Рис. 170. Схема испытания (а) и измерительная катушка (б) для проверки полюсных катушек на межвитковое замыкание в остове: 1 - катушка; 2 - сердечник; 3 - изолированная ручка; 4 - провода от катушки к измерительному прибору
При наличии виткового замыкания в катушке одного из полюсов показания прибора при проверке этого полюса будут заниженными, так как из-за замыкания витков первичной катушки (испытуемой) во вторичной будет индуцироваться меньшая э.д.с.
В депо Дема Куйбышевской дороги используется аналогичный прибор для проверки межвитковых замыканий в полюсных катушках, разработанный Драпкиным Е. З., Афанасьевым Д. П. и Озол Ж. Е. (информация ПКБ ЦТ Р-1139Ин). Схема прибора и способ подсоединения его к тяговому двигателю приведены на рис. 171.
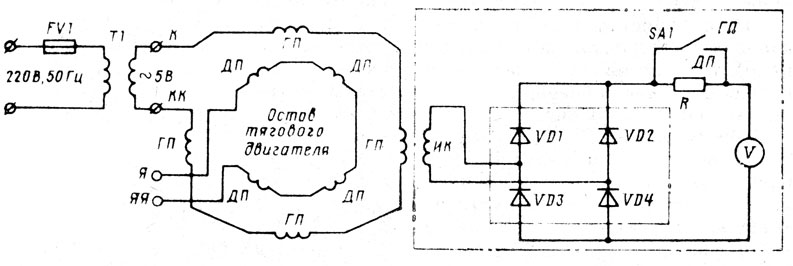
Рис. 171. Схема включения прибора для проверки полюсных катушек на межвитковое замыкание: Я, ЯЯ. К. КК - начало и конец обмоток; ГП - главные полюсы; ДП - добавочные полюсы; ИК - измерительная катушка; SA1 - тумблер; VD1-VD4 - дноды; R - резистор; V - вольтметр
Настройка прибора осуществляется для каждого типа двигателя на катушках главных, а также добавочных полюсов, не имеющих межвитковых замыканий, подбором резистора R1.
При проверке катушек главных полюсов их выводы K и KK подключают к зажимам понижающего трансформатора, устанавливая тумблер SA1 в положение ГП, после чего прибор вводится поочередно в магнитное поле катушек главных полюсов (по оси полюса), затем добавочных. По величине отклонения стрелки вольтметра определяют наличие межвитковых замыканий.
В схеме прибора использованы: трансформатор (77) типа ОСМ1- 2,5УЗ 220/110-12; вольтметр (V) M42100,0-75 В; предохранитель (FV1) ПР-2УЗ, 15 А, 220 В с плавкой вставкой на 10 А; тумблер (SA1) ТВ 1-1, диоды кремниевые (VD1-VD4) КД102Б; резистор (R) МЛТ-0,5-6,2 кОм; катушка (ИК), смонтированная на сердечнике и имеющая 5000 витков, намотанных из провода ПЭВ-2 диаметром 0,25 мм.
Более эффективным для выявления межвитковых замыканий в полюсных катушках является малогабаритное импульсное устройство А-1941, разработанное ВНИИЖТом и ПКБ ЦТ. Это устройство состоит из импульсного генератора напряжения и индикатора (рис. 172, а и б). Импульсный генератор работает от сети 220 В. В нем вырабатывается импульсное напряжение частотой 50 Гц длительностью 200 мкс. Индикатор имеет измерительную катушку с большим числом витков, соединенную с измерительным прибором.
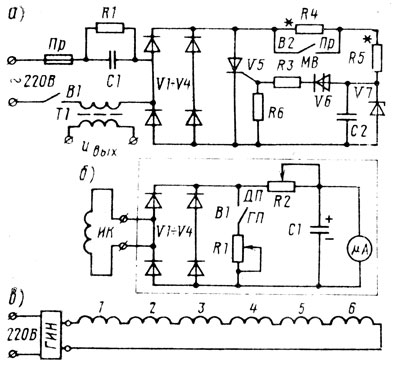
Рис. 172. Схемы генератора импульсов (а), индикатора межвитковых замыканий (б) и включения импульсного генератора к обмоткам полюсов (в)
При проверке катушек главных полюсов выход импульсного генератора присоединяют к выводам K и KK тягового двигателя. Измерительную катушку прикладывают к середине каждого главного полюса. По значению наведенной в измерительной катушке э.д.с. судят о наличии или отсутствии витковых замыканий в полюсных катушках.
Если витковых замыканий нет, то показания индикатора на полюсах будут примерно одинаковы. Заниженные показания индикатора на отдельных полюсах свидетельствуют о наличии виткового замыкания в катушке соответствующего полюса.
Аналогичным методом выявляют витковые замыкания в катушках добавочных полюсов. В тех случаях когда тяговый двигатель имеет компенсационную обмотку, импульсное устройство включается сразу на цепь катушек добавочных полюсов и компенсационной обмотки. Измерительную катушку сначала прикладывают к серединам (по оси) добавочных полюсов.
Заниженные показания на каком-либо полюсе свидетельствуют о наличии виткового замыкания в полюсной катушке или в компенсационной катушке.
Чтобы выявить витковое замыкание в компенсационной катушке, измерительную катушку располагают вдоль витков лобовой части компенсационной катушки.
При проверке обмоток главных и добавочных полюсов компенсационной обмотки необходимо соответственно устанавливать в нужное положение переключатель режимов индикатора.
Схема включения генератора импульсного напряжения (ГИН) при проверке обмоток главных полюсов показана на рис. 172, в.
Для проверки полюсных катушек на межвитковое замыкание можно использовать импульсную установку ИУ-57. Однако такая проверка более трудоемка, поскольку требует обязательного рассоединения катушек, а следовательно, все межкатушечные соединения надо разизолировать. Этот способ проверки целесообразно использовать в тех случаях, когда тяговый двигатель проходит средний ремонт и полюсы с остова снимают. Проверку осуществляют сравнением испытуемой катушки с эталонной. Обе катушки подключают к установке ИУ-57, и по характеру кривой на экране установки выявляют наличие витковых замыканий.
Проверяют симметрию магнитной системы якоря. Якорные обмотки тяговых двигателей петлевые (кроме ДПЭ-400 и НБ-411) и разделены на четыре или шесть, в зависимости от числа полюсов, параллельных ветвей. Все эти параллельные ветви должны иметь одинаковую э.д.с. и (поэтому должны быть строго симметричны. Симметричность параллельных ветвей якоря может быть обеспечена при условии соблюдения высокой точности изготовления и сборки узлов и деталей якоря: правильной установки коллектора относительно сердечника, соответствия чертежу шага обмотки по пазам и коллектору, безошибочного присоединения каждого проводника обмотки к соответствующей коллекторной пластине, одинакового числа коллекторных пластин в полюсных делениях.
Асимметрия обмоток якорей обычно является следствием нарушений, допущенных при их изготовлении или капитальном ремонте: неправильной установки коллектора относительно оси первого паза сердечника якоря, ошибок при отсчете коллекторных пластин во время присоединения первой секции обмотки, неравномерного распределения коллекторных пластин по окружности коллектора. При наличии в якорях таких дефектов процесс коммутации может быть нарушен, поскольку коммутирующие секции оказываются смещенными с геометрической нейтрали. Чем больше такое смещение, тем хуже коммутационные характеристики машины. Исправить при деповском ремонте указанные дефекты не представляется возможным, поэтому такие якоря отправляют в капитальный ремонт на завод.
В отдельных случаях компенсировать асимметрию якоря удается путем подбора к этому якорю остова с асимметричной магнитной системой (с соответствующим смещением полюсов от их осей) и регулировкой расстановки электрощеток на коллекторе. Однако существенным недостатком такого индивидуального подбора остова и якоря является нарушение их взаимозаменяемости в эксплуатации.
Для проверки симметрии обмотки якоря целесообразно использовать приспособление (рис. 173), которое состоит из электромагнита 2, питаемого переменным током (напряжение 12 В, частота 50 Гц), и линейки 3. Приспособление устанавливается на смежные зубцы сердечника якоря 1, а середина паза с помощью линейки фиксируется на соответствующей пластине коллектора. Затем с помощью контактной вилки 5, соединенной с милливольтметром 4% находят коллекторные пластины, соединенные с проводниками этого паза. При правильном соединении проводников обмотки с коллекторными пластинами число пластин в обе стороны от центральной, зафиксированной линейкой, будет одинаковым.
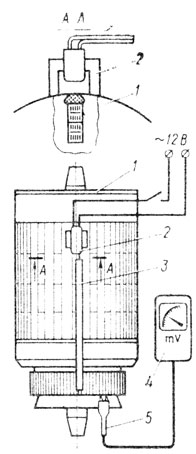
Рис. 173. Приспособление для проверки симметрии обмотки якоря
Для обеспечения коммутационной надежности тяговых двигателей важное значение имеет состояние токосъемного аппарата: траверсы, кронштейнов, щеткодержателей. Все эти узлы и детали проверяют, комплектуют и подготавливают к установке в остове. Кронштейны щеткодержателей и щеткодержатели четырехполюсных тяговых двигателей проверяют и подгоняют в соответствии с чертежами их установочные размеры - расстояния между осями окна щеткодержателя и пальца кронштейна А, а также между торцами пальцев и осью болта Б, крепящего щеткодержатель. Размеры А и Б (см. рис. 155) для тяговых двигателей ДПЭ-400, НБ-411 и НБ-406 должны быть равны соответственно 181±0,3 и 99+0,8-0,3 мм.
В тяговых двигателях шестиполюсного исполнения, в конструкции которых имеется траверса, правильность расстановки электрощеток на коллекторе зависит от точности расстановки щеткодержателей на траверсе и от точности установки траверсы в остове.
Монтаж щеточного аппарата на траверсе, как указывалось в п. 35, осуществляют на специальном монтажном столе, обеспечивая строгое соблюдение всех установленных правилами ремонта и чертежами размеров. Окончательный контроль положения щеточных узлов относительно коллектора выполняют после их закрепления на остове, в собранном тяговом двигателе проверкой равномерности распределения коллекторных пластин между осями щеток соседних щеткодержателей. Наиболее простым способом такой проверки является снятие отпечатка коллектора на бумажной ленте с отметкой положения щеток (осей) после окончательной их установки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'