36. Осмотр и ремонт якоря
Перед осмотром и ремонтом якорь очищают. При работе тягового двигателя для улучшения отвода тепла от нагретой обмотки якорь постоянно обдувается потоком охлаждающего воздуха, подаваемого в двигатель от вентиляторов под некоторым напором. Воздух несет с собой частицы пыли, а также продукты износа электрощеток. С охлаждающим воздухом внутрь двигателя проникает влага, снег. Эти загрязнения и влага попадают в зазоры между шинками секций обмотки у петушков коллектора, в межламельные промежутки коллектора и вентиляционные каналы сердечника якоря, а также скапливаются на поверхности якоря, в углублениях между катушками на выходе их из паза, на изолированном конусе коллектора особенно тогда, когда его глянцевая поверхность обожжена круговым огнем.
Наличие щеточной пыли и других загрязнений на изолированных поверхностях якоря значительно снижает устройчивость двигателя к перебросам, а также электрическую прочность изоляции обмоток и коллектора. Пыль, смешанная с влагой, накапливается также на стенках вентиляционных каналов сердечника; при этом живое сечение каналов уменьшается и ухудшается теплоотвод от сердечника. Это приводит к увеличению нагрева обмоток в эксплуатации, снижению их надежности и срока службы. Пыль и загрязнения при пропитке якорей могут попадать в пропиточный лак и вместе с ним проникать в изоляцию обмотки, что значительно снижает изоляционные характеристики обмоток и способствует их повреждению.
Следовательно, очистку якорей следует рассматривать как одну из важнейших операций при их ремонте и поэтому необходимо следить за тем, чтобы производилась она тщательно. Все щели, в которых возможны скопления загрязнений, продувают и очищают пылесосом, а поверхностные загрязнения удаляют продувкой и протиркой поверхности сначала увлажненными в бензине (изоляционные поверхности, коллектор) или керосине (другие металлические поверхности), а затем сухими техническими салфетками.
Вентиляционные каналы прочищают специальными щетками-ершами. В настоящее время с целью повышения эффективности очистки якорей проводят работы по изысканию составов синтетических моющих средств, а в отдельных депо осуществляют практические шаги по их применению. Такими средствами являются водные растворы "Концентрат-Термос" ("Термос-К"), МЛ-80, отходы производства синтамида и др. В состав "Термос-К" и других синтетических моющих средств входят поверхностно-активные вещества, которые способствуют хорошей очистке загрязненных поверхностей. Целесообразно применение этих веществ осуществлять в моечных машинах. Преимуществом этих средств является также возможность их регенерации, т. е. при накоплении в моющих растворах загрязнений сверх установленных норм они могут подвергаться очистке и вновь использоваться. Синтетические моющие средства необходимо применять в соответствии с действующей инструкцией.
После очистки для удобства осмотра якорь устанавливают на специальную установку (А.662.01 - проект ПКБ ЦТ), обеспечивающую возможность его поворота, на которой проверяют состояние его изоляции, выявляют степень износа его узлов и дефектные детали. Перед тем как приступить к ремонту якоря, измеряют сопротивление его изоляции, активное сопротивление обмотки, обращают внимание на наличие межвитковых замыканий и обрывов витков секций, а также качество пайки обмотки в петушках коллектора.
При замерах сопротивления изоляции один выводной конец мегаомметра прикладывают к коллектору, который предварительно закорачивают проводом, другой - к валу якоря. Сопротивление изоляции якоря при этих измерениях, т. е. в холодном состоянии, должно быть не ниже 5 МОм. Если оно ниже, это означает, что в обмотке якоря или в изоляции коллектора имеются дефекты либо изоляция увлажнена. При пробое изоляции или очень сильном увлажнении мегаомметр покажет 0.
Степень объемного увлажнения изоляции можно оценить с помощью прибора для контроля влажности ПКВ. Действие прибора основано на методе "емкость - частота". В слоистом диэлектрике, кроме явлений поляризации, происходит медленный процесс накопления зарядов на границах слоев - внутрислоевая поляризация. Накопление этих зарядов увеличивает диэлектрическую проницаемость диэлектрика. Процессы внутрислоевой поляризации заметны при нагревании изоляции и особенно при ее увлажнении. Проявляется внутрислоевая поляризация изменением емкости при изменении частоты приложенного испытательного напряжения. Сравнение емкостей изоляции на двух частотах испытательного напряжения, одна из которых будет равна нескольким герцам, другая - нескольким десяткам герц, дает возможность судить о степени объемного увлажнения изоляции. Прибором ПКВ измеряют соотношение емкости С изоляции при частоте 2 и 50 Гц (C2 и C50). Если соотношение емкостей при указанных частотах напряжения C2/C50 более 1,4, то изоляция увлажнена (объемное увлажнение) и требует сушки. Измерять емкость обмотки следует при температуре от 15 до 35 °С.
Не во всех случаях, когда C2/C50 превышает 1,4, изоляция выходит из строя. Увлажнение особенно опасно для той изоляции, которая имеет хотя бы частичные внутренние повреждения. Прибор ПКВ дает возможность оценить характер увлажнения изоляции и предопределить время, необходимое для ее сушки.
После контроля сопротивления изоляции якоря проверяют на наличие межвитковых замыканий. Межвитковое замыкание, если оно произошло в доступном для осмотра месте, иногда удается обнаружить при внешнем осмотре якоря и коллектора. Более тщательную проверку наличия межвитковых замыканий выполняют специальными приспособлениями.
Межвитковые замыкания, а также качество пайки обмотки в петушках коллектора контролируют по значению падения напряжения в витках обмотки (рис. 159). Для этого на обмотку якоря дают питание от батареи постоянного тока напряжением 12 В, установив контакты батареи на коллекторные пластины по шагу обмотки. Затем милливольтметром, присоединяемым поочередно к каждой паре соседних коллекторных пластин, измеряют падение напряжения в витках обмотки между пластинами. В исправном якоре отклонение стрелки прибора от средних показаний обычно бывает не более 20%. Завышенное падение напряжения свидетельствует чаще всего о неудовлетворительной пайке обмотки в коллекторе или о наличии надрывов в проводниках секций.
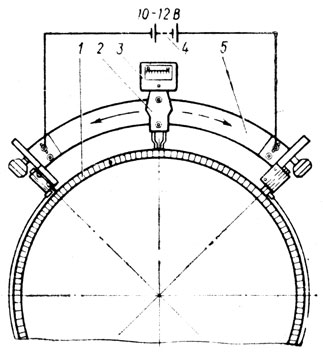
Рис. 159. Проверка падения напряжения между коллекторными пластинами: 1 - коллектор; 2 - контактная вилка; 3 - миллиамперметр; 4 - батарея; 5 - измерительная дуга с контактами
Заниженное падение напряжения может быть вызвано наличием в обмотке межвиткового замыкания.
Якоря с отклонениями показаний прибора более 20.% от среднего значения тщательно проверяют, при необходимости места соединений обмотки в коллекторе дополнительно пропаивают и только после устранения выявленных дефектов переходят к дальнейшей проверке и ремонту якоря.
Наиболее полные испытания изоляций якоря производят на импульсной установке ИУ-57.
Преимуществом метода импульсных испытаний является то, что он позволяет обеспечить достаточно высокое напряжение между витками обмотки от источника небольшой мощности. Импульсная установка ИУ-57 может давать на выходе испытательное импульсное напряжение до 500 В и позволяет выявлять межвитковые замыкания обмотки, слабые места витковой изоляции, обрывы витков и другие скрытые дефекты.
Проверку на импульсной установке осуществляют следующим образом. На коллектор устанавливают электрод А (рис. 160, а), соединенный с импульсным генератором. Строго симметрично относительно электрода А устанавливают электроды Б и В. Число коллекторных пластин между центральным А и боковыми электродами Б и В всегда одинаково и определяется типом двигателя (конструкцией обмотки). Для якорей с волновыми обмотками число коллекторных пластин между центральным и боковым электродами составляет 10-15, а для якорей с петлевыми обмотками - от 4 до 7 пластин. Импульс напряжения, поданный на электрод А, вызывает распространение в обе стороны от него двух волн высокого напряжения. Если сопротивления обеих ветвей обмотки одинаковы, то эти волны достигнут боковых электродов одновременно и на экране осциллографа будет видна симметричная синусоида (рис. 160, б). Если сопротивления ветвей обмотки неодинаковы, то на экране осциллографа появятся всплески сигнала (рис. 160, в, г). Это означает, что на каком-то участке обмотки, расположенном между электродами (центральным и одним из боковых), имеется межвитковое замыкание или обрыв витков.
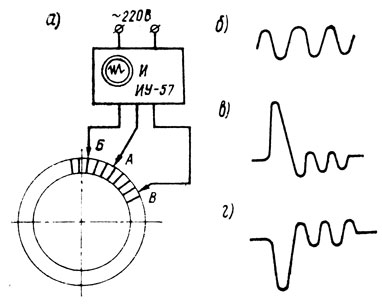
Рис. 160. Схема испытания якоря на им пульсной установке ИУ-57 (а), вид сигнала на индикаторе при отсутствии витковых замыканий в обмотке (б) и наличии замыканий в ветвях АБ (в) и АВ (г)
Уточняют место повреждения специальным щупом с изолированной ручкой. Им замыкают поочередно соседние коллекторные пластины. При замыкании пластин, между которыми находится виток с поврежденной витковой изоляцией, изображение на экране почти не изменяется. При замыкании щупом коллекторных пластин, между которыми нет витков обмотки с поврежденной изоляцией, изображение на экране будет резко меняться.
Определить пластины, между которыми находится виток обмотки с поврежденной изоляцией, можно при медленном вращении якоря. Когда центральный электрод А попадает между пластинами с межвитковым замыканием, то на экране осциллографа фиксируется всплеск волны вверх и вниз от горизонтали.
Надо отметить, что выпуск установок ИУ-57 прекращен и часто их использование затрудняется из-за повреждения тиратрона ТГИ-50/1, который также не выпускается. Однако вместо этого тиратрона может быть использован тиратрон типа Н-ТГИ-1-400/16.
В настоящее время разработаны новые установки для проверки обмоток на новой элементной базе. Так, проходит опытную проверку устройство для проверки витковой изоляции и обнаружения замыканий в якорях тяговых двигателей (проект ПКБ А 1942), разработанное ВНИИЖТом и ПКБ ЦТ (рис. 161). Устройство создает в обмотке импульсное испытательное межвитковое напряжение индуктивным способом. Оно имеет индуктор, генератор импульсного напряжения и датчик. Индуктор выполнен из шинной меди в виде витка. Длина витка равна активной длине пакета сердечника, ширина - шагу обмотки якоря (по пазам).
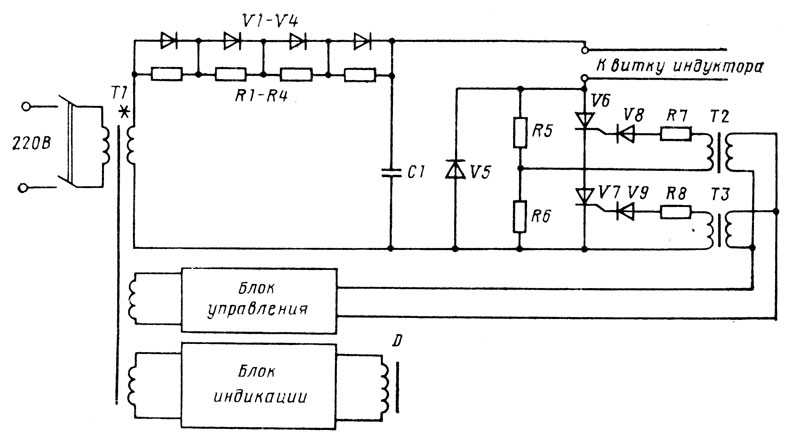
Рис. 161. Принципиальная схема устройства для проверки витковой изоляции якорей тяговых двигателей (А1942)
Индуктор помещают у обмотки якоря на расстоянии 5-10 мм. При поворачивании якоря в его обмотке индуцируется испытательное межвитковое напряжение, создаваемое импульсами индуктора, которые он получает от генератора импульсного напряжения ГИН.
Наличие виткового замыкания в обмотке якоря выявляет индуктивный датчик, соединенный с блоком индикации; при наличии замыкания загорается сигнальная лампа.
Устройство работает от сети 220 В, монтируется на тележке. Вращение якоря осуществляется приводным механизмом.
Проверяют активное сопротивление обмотки якоря. Проверку производят методом амперметра и вольтметра или с помощью двойного моста постоянного тока при температуре обмоток 20 °С. Если температура якоря отличается от 20 °С, то полученное сопротивление пересчитывают и приводят к этой температуре. Для замеров используют амперметры М2015 (пределы измерения 0-0,75 мА - 30 А) и вольтметры М2017 (пределы измерения 0-75-150-750-1500 мВ). Класс точности приборов 0,2. Используются мосты Р3009 (пределы измерений от 10-8 до 106 Ом) с нановольтамперметром Р341 класса точности 0,05. Номинальные значения активного сопротивления обмоток якорей по типам машин указаны в правилах ремонта. Отклонение сопротивления от установленного номинального значения допускается в пределах ±10%. После замеров тщательно осматривают все узлы и детали якоря. Убедившись, что якорь не имеет "пробоя", витковых замыканий или других дефектов, которые не могут быть исправлены в условиях депо, приступают к его ремонту.
Осмотр и ремонт механической части якоря. Осматривают валы, уплотнительные и маслоотбойные кольца, втулки, внутренние кольца якорных подшипников, коробки якорей, масляную камеру тяговых двигателей AL-4846eT, AL-4846dT и другие детали. Магнитным дефектоскопом проверяют неснятые с валов внутренние кольца подшипников, конусные поверхности валов и их шейки под втулки и якорные подшипники (если внутренние кольца подшипников сняты). При обнаружении ослабления колец или втулок, трещин на них, а также износа сверх установленных норм дефектные детали спрессовывают и заменяют новыми или исправными. С прессовку втулок и колец осуществляют индукционным нагревателем.
Магнитный контроль шеек и конусов вала выполняют круглыми магнитно-порошковыми дефектоскопами переменного тока. Каждый конус вала проверяют при двух положениях дефектоскопа, устанавливая его то с одной, то с другой стороны проверяемой поверхности. Шейки вала под якорные подшипники, а также внутренние кольца роликовых подшипников, если их не требуется снимать с вала, проверяют при одном положении дефектоскопа. Наиболее часто трещины появляются в переходных галтелях вала, поэтому при магнитной дефектоскопии эти места проверяют особенно тщательно. Если на шейках вала (отечественных двигателей) или на шейках коробки якоря (двигателей электровозов ЧС2 и ЧС2Т) обнаружены задиры, трещины или другие дефекты, дефектную шейку протачивают до полного удаления дефекта.
Восстановление изношенных поверхностей (шеек, конусов) валов и якорных коробок выполняют вибродуговой наплавкой их под слоем флюса. Для наплавки используют специальные установки с применением автоматических виброголовок АНКЭФ (конструкции ВНИИЖТа) и КУМА-5М (конструкции МИИТа). Эти установки обеспечивают подачу электродной проволоки с продольной возвратно-поступательной вибрацией. Они имеют регулировку амплитуды колебаний в пределах до 3 мм, частоту колебаний от 40 до 60 в секунду.
В качестве источников питания при вибродуговой наплавке применяют сварочный преобразователь ПС-300 или машину постоянного тока СУГ, преобразователь ПСО-300, сварочные выпрямители ВСС-300 и ВКС-300. Вибродуговая наплавка производится под слоем флюса мелкой грануляции марки АН-348АМ и ОСЦ-45М. Флюс перед применением просушивают при температуре 180-200 °С в течение 2-3 ч. Отсыревший флюс прокаливают при температуре 300-400 °С в течение 3 ч. Слой флюса должен удерживаться на наплавляемой поверхности, прорывы дуги сквозь флюс недопустимы. Для вибродуговой наплавки применяют проволоку марок Св-08, Св-08А, Св-08АА, Св-10Г2, Св-0810ГА диаметрами 1; 1,2; 1,6 мм.
В зависимости от диаметра проволоки наплавку осуществляют при следующих режимах:
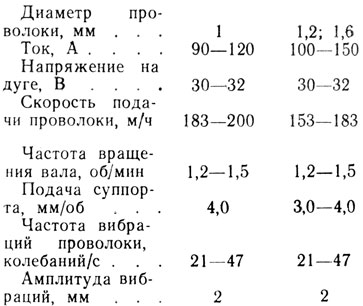
(Примечание. Для проволоки диаметром 1,6 мм скорость подачи 153 м/ч.)
Перед наплавкой поверхность очищают от загрязнений, обезжиривают и проверяют магнитным дефектоскопом. Если на поверхностях, подлежащих наплавке, имеются вмятины или забоины глубиной до
2 мм, то вал протачивают до удаления этих дефектов. Если наплавку начинают на поверхностях, находящихся от торца вала на расстоянии более 50 мм, то предварительно вал необходимо подогреть до температуры 300-350 °С. Для подогрева используют индукционный нагреватель. Подогрев должен быть равномерным. Если наплавку выполняют с торца, то подогрев необязателен. В этом случае на торец закрепляют специальное кольцо из малоуглеродистой стали шириной 20 мм. С этого кольца начинают наплавку.
После наплавки шов зачищают до металлического блеска. Никакие дефекты в наплавленном металле не допускаются. При наплавке в два слоя первый слой зачищают до металлического блеска, проверяют, затем наплавляют второй слой. Наплавку вала начинают на меньшем диаметре и ведут в направлении к галтели. После прохода галтели обязательно наплавляют еще 2-3 витка на участке большего диаметра.
Наплавку рекомендуется вести без перерыва. В случае перерыва процесса наплавки (более 10 мин) и остывания вала перед возобновлением наплавки последние 2-3 витка зачищают металлической щеткой, место начала наплавки подогревают до температуры 300-350 °С и начинают наплавку с зачищенных витков. При наплавке конусов вала шпоночные пазы закрывают пробками или временными шпонками, изготовленными из малоуглеродистой стали. Пробки и временные шпонки устанавливают так, чтобы они выступали над поверхностью вала на 1-2 мм. Шпонки укладывают в пазы вала на асбестовых прокладках. Наплавленные места валов протачивают, а затем проверяют магнитным дефектоскопом и упрочняют накаткой.
Накатке подвергают всю наплавленную поверхность и прилегающие к ней участки вала на длине 30-50 мм, а также переходные галтели. Перед накаткой поверхности вала должны быть обточены и иметь шероховатость по 5-му классу.
Накатку выполняют на токарном станке при помощи двух роликовых приспособлений, оборудованных автоматическим регулятором давления, обеспечивающим постоянное усилие накатки. В приспособлении имеются два ролика - упрочняющий и сглаживающий диаметром 100 мм. Профильный радиус упрочняющего ролика 14 мм, сглаживающего - 50 мм. Усилие накатки 14 кН (1400 кгс), подача станка 0,2-0,3 об/мин, частота вращения вала 250 об/мин.
Уменьшение диаметра вала после накатки должно быть в пределах 0,03-0,05 мм. Накатываемую поверхность смазывают машинным маслом. После накатки вал шлифуют. Размеры и чистота обработки восстановленных шеек и конуса вала должны соответствовать размерам и чистоте обработки, указанным в чертежах и правилах ремонта.
В тех случаях, когда износ шеек вала не превышает установленных браковочных норм (после выведения имевшихся на них дефектов - трещин, вмятин, задиров м др.), ремонт их разрешается проводить по традиционным размерам или восстановлением их размеров до номинальных путем установки ремонтных втулок.
Диаметр вала в месте посадки упорных колец и лабиринтных втулок может иметь три ремонтные градации (через 0,5 мм каждая).
Если шейку вала протачивают под один из указанных ремонтных размеров, то устанавливаемое на эту шейку кольцо также должно иметь соответствующий размер.
В случаях когда специальных ремонтных колец нет, на поврежденную шейку после ее проточки разрешается устанавливать переходную ремонтую втулку. Ремонтные втулки разрешается устанавливать также на шейки валов под внутренние кольца роликовых подшипников. Это позволяет использовать как новые, так и изношенные (до 0,2 мм на диаметр) кольца. Например, установку ремонтных втулок на шейки валов тяговых двигателей ТЛ-2К1, НБ-406Б и других двигателей с номинальным диаметром шейки 140 мм производят следующим образом.
Шейку вала якоря под роликовое и упорное кольца протачивают до размера 137,8+0,1 мм. Изготовляют специальную ремонтную втулку с наружным диаметром 150-152 мм, длиной 81 мм. Внутренний диаметр втулки должен быть таким, чтобы обеспечить натяг ее на валу 0,06-0,08 мм. У торца по внутреннему диаметру втулку закругляют радиусом 18 мм, чем обеспечивают ее плотную посадку по галтели вала. Перед посадкой втулку нагревают до температуры 160-180 °С и насаживают на вал. После остывания втулку протачивают по наружному диаметру и торцу. Наружный размер втулки после проточки должен обеспечивать установку внутренних колец роликовых подшипников с натягом 0,030-0,065 мм.
Если устанавливают новое роликовое кольцо, то наружный диаметр втулки под его посадку для двигателей ТЛ-2К1, НБ-407Б, НБ-406 должен быть 140+0,052+0,035 мм, а для двигателей ДПЭ-400, НБ-411 - 130+0,052+0,035 мм. Обточку торца втулки выполняют так, чтобы расстояние от обтачиваемого торца втулки до торца вала соответствовало чертежному размеру. В связи с тем что диаметр шейки вала под упорную втулку после проточки уменьшился, это уменьшение следует компенсировать соответствующим уменьшением диаметра внутреннего отверстия упорного кольца. Для такого вала изготовляют новое упорное кольцо с ремонтным размером его внутреннего отверстия или уменьшают диаметр снятого кольца путем нанесения на его внутреннюю поверхность слоя цинка или полимерной пленки толщиной до 0,2 мм.
Перед установкой колец и втулок замеряют размеры посадочных отверстий шеек вала и определяют натяги. Подшипниковые кольца напрессовывают на шейки валов двигателей ДПЭ-400, НБ-406, ТЛ-2К1 и НБ-407Б (диаметр внутреннего кольца 130-140 мм) с натягом 0,030-0,065 мм, упорные втулки с натягом 0,09-0,15 мм, лабиринтные втулки с натягом 0,027- 0,04 мм. Подшипниковые кольца двигателей электровозов ЧС2, ЧС2Т и ЧСЗ напрессовывают на коробку якоря с натягом 0,025-0,06 мм при диаметре внутреннего кольца подшипника 110 мм и 0,035-0,07 мм при диаметрах внутреннего кольца 180 и 200 мм. Напрессовку колец подшипников осуществляют в горячем состоянии при температуре 100-120 °С, а упорных втулок - при температуре 140-160 °С.
Кольца нагревают в индукционном нагревателе с демагнитизатором или в сушильном шкафу, или в масляной ванне, или в электропечи. Если кольца нагревают в индукционном нагревателе без демагнитизатора, то кольцо после насадки рекомендуется размагничивать. Для этого на кольцо, напрессованное на вал, повторно насаживают нагреватель, включают напряжение и плавно снижают его до нуля. При всех способах нагрева колец строго контролируют температуру. Ремонтные кольца с полимерным покрытием не разрешается нагревать в масляной ванне. Шейки вала перед напрессовкой внутренних колец с полимерной пленкой, для предотвращения склеивания кольца с шейкой, обязательно покрывают противосклеивающим составом (каллоидный графит, дисульфит молибдена, 5%-ный раствор силиконового каучука в толуоле и др.), который наносят на шейку вала тампоном.
На валах отечественных тяговых двигателей и в коробке якорей двигателей электровозов ЧС2 и ЧС2т осматривают резьбу. Если в резьбе обнаружены срывы ниток или другие дефекты, то ее срезают. Взамен срезанной резьбы нарезают новую номинального или ремонтного размера. Для восстановления резьбы номинального размера отверстие вала, после того как дефектная резьба срезана на глубину 2 мм, наплавляют. Наплавку осуществляют электродом Э42А или на вибродуговой установке.
Целесообразно совмещать работу по наплавке отверстия с наплавкой остальных поверхностей вала. После наплавки отверстия якорь устанавливают на токарный станок и строго центрируют относительно шеек: биение шеек вала относительно конуса допускается не более 0,15 мм. Затем отверстия рассверливают и нарезают резьбу номинального размера. В валах и коробках якорей разрешается также нарезать резьбу ремонтных размеров. На валах якорей тяговых двигателей ДПЭ-400, НБ-411 разрешается нарезать резьбу размерами М55X3, М60X3 и М64X3; двигателей НБ-406, ТЛ-2К1 и НБ-407Б - размерами М60X3, М64X3 и М68X3.
Для коробок якорей тяговых двигателей электровозов ЧС с резьбой М200X2 разрешается нарезать ремонтные размеры соответственно М197X2, М195X2 и с резьбой М145X2 - ремонтные размеры М142X2, М140X2.
В коробках якорей тяговых двигателей AL-4846eT и AL-4846dT осматривают внутреннюю часть, где размещается внутренний кардан. В валах отечественных тяговых двигателей осматривают шпоночные канавки. Забоины и заусенцы опиливают и зачищают. При необходимости ширину шпоночных канавок разрешается увеличить на 1 мм. Трещины в углах шпоночной канавки длиной не более 10 мм и глубиной не более 5 мм выпиливают. Разрешается электронаплавка поврежденных шпоночных канавок с последующей их обработкой в соответствии с чертежами.
В эксплуатации имеют место случаи повреждений тяговых двигателей, которые вызваны ослаблением посадки пакета сердечника якоря и задней нажимной шайбы на якорной втулке. Такие повреждения обычно характерны для тяговых двигателей старых типов с очень большими пробегами - 2,5 млн. км и более от начала эксплуатации, а также встречаются на тяговых двигателях ТЛ-2К1 при сравнительно небольших пробегах от начала эксплуатации, так как при их изготовлении были допущены конструктивные и технологические ошибки, к числу которых в первую очередь следует отнести недостаточную жесткость конструкции якорной втулки (первых выпусков) и посадку пакета сердечника якоря и нажимной шайбы без должного натяга, необходимого для надежного крепления этих узлов.
В тех случаях, когда указанные узлы установлены с недостаточным натягом, и особенно если вместо натяга между сопрягаемыми поверхностями имеется зазор, условия работы якоря резко ухудшаются, так как в эксплуатации, особенно при повышенных нагрузках (большие тяговые усилия, боксование и др.), становится возможным перемещение пакета сердечника или задней нажимной шайбы относительно якорной втулки. Такие перемещения приводят к износу посадочных сопрягаемых поверхностей указанных деталей и вызывают прогрессирующую со временем вибрацию элементов якоря, которая неизбежно ведет к их разрушению, и в первую очередь к разрушению якорной обмотки - обрывам секций у петушков коллектора, витковым замыканиям и пробоям изоляции. Поэтому при ремонте тяговых двигателей, и особенно двигателей ТЛ-2К1, необходимо внимательно осматривать якорь, обращая особое внимание на плотность посадки его элементов, и не допускать выпуска в эксплуатацию якорей с указанными дефектами.
Ослабление задней нажимной шайбы и пакета сердечника на якорной втулке можно обнаружить по следующим признакам:
вибрация при обстукивании задней нажимной шайбы и возможность ее смещения ломиком, вставленным в вентиляционное отверстие;
наличие щелей между задним лобовым бандажом и буртом задней нажимной шайбы, между крайним листом пакета сердечника и торцом задней нажимной шайбы, между буртом втулки якоря и ступицей задней нажимной шайбы, между втулкой коллектора и крайним листом пакета сердечника;
наличие круговых трещин, местных расслоений листов сердечника;
наличие трещин в лаковой пленке в местах сопряжений деталей якоря, которые при отсутствии ослаблений не имеют перемещений: между передним крайним листом сердечника и втулкой коллектора, задним крайним листом сердечника и задней нажимной шайбой и др.
Очень тщательно следует проверять плотность установки пакета сердечника на якорях, у которых обнаружены обрывы витков обмотки якоря. Обрывы секций обмотки якоря ухудшают коммутацию тягового двигателя, и часто их можно обнаружить по состоянию коллектора и электрощеток. На коллекторных пластинах, которые были соединены с оборванными секциями, и на коллекторных пластинах, находящихся рядом с ними, обычно имеются подгары и оплавления, наблюдаются также подгары на электрощетках. Можно обнаружить подгары также на коллекторных пластинах, отстоящих от дефектных (с обрывом секции) на двойное полюсное деление. В отдельных случаях в петушках коллекторов с обрывом секций имеются следы выплавления припоя. Якоря, имеющие ослабление пакета сердечника и задней нажимной шайбы, необходимо отправлять в капитальный ремонт. О наличии таких дефектов следует обязательно указывать в техническом паспорте якоря перед его отправкой на ремонтный завод.
В эксплуатации на тяговых двигателях ДПЭ-400, НБ-411, НБ-406 наблюдаются отколы маслоотбойных фланцев, привариваемых к лабиринтным втулкам и предназначенных для создания подпора воздуха в зоне горизонтального лабиринтного уплотнения якорного подшипника (со стороны коллектора). В случаях когда при осмотре обнаруживают трещины на фланцах, коробление или другие дефекты, втулку с фланцем спрессовывают, дефектный фланец срубают и вместо него приваривают исправный. После приварки исправного фланца повторно проверяют качество его крепления и правильность установки. Выпуск двигателей без маслоотбойных фланцев не разрешается, так как это может привести к вытеканию смазки из подшипниковых узлов и проникновению ее внутрь двигателя.
Осмотр и ремонт коллектора. Коллектор является одним из наиболее сложных в изготовлении и ответственных в эксплуатации узлов электрической машины. Коллектор (рис. 162) собран из медных пластин трапецеидального сечения, изолированных друг от друга миканитовой или слюдинитовой изоляцией. От корпуса коллекторные пластины изолируются прессованными миканитовыми цилиндром 2 и конусами 3.
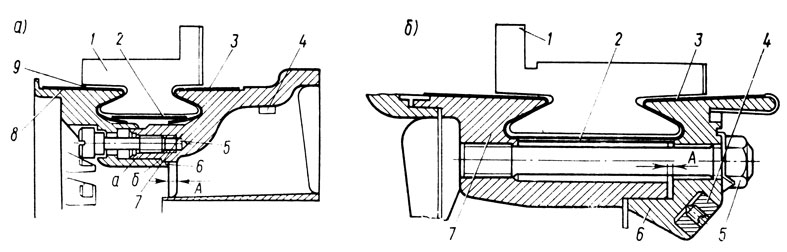
Рис. 162. Коллекторы тяговых двигателей НБ-406Б (а) и AL-4846 (б): 1 - медные и изоляционные пластины; 2 - цилиндр (изоляционный); 3 - конус (изоляционный); 4 - балансировочный груз; 5 - болт; 6 - нажимной конус; 7 - втулка коллектора; 8 - наружная изоляция конуса; 9 - уплотнение торца коллекторных пластин
При изготовлении коллекторов коллекторные пластины с изоляцией прессуют под большим давлением. Формовку коллектора выполняют при температуре нагрева и частоте вращения якоря, превышающих максимальные значения рабочей температуры и частоты вращения якоря в эксплуатации. Такая технология изготовления коллектора обеспечивает его механическую прочность благодаря созданию между пластинами коллектора очень больших сил сцепления, препятствующих смещению пластин от воздействия центробежных усилий, имеющих место при работе двигателя. Температурные деформации, возникающие вследствие периодического нагревания и охлаждения деталей коллектора, компенсируются стяжными коллекторными болтами, обладающими необходимой эластичностью.
Конструкция коллектора предусматривает также необходимые элементы, обеспечивающие защиту его корпусной изоляции от проникновения к ней влаги и загрязнений. Для этого под головками коллекторных болтов установлены медные шайбы, которые после затягивания болта уплотняют пространство между его головкой и конусом коллектора, а по поверхности а зазор б заполняется замазкой ТГ-18 или жгутом из стеклянной ленты, пропитанной в лаке БТ-99. Поверхности а нажимного конца и корпуса покрывают лаком БТ-99.
В случаях когда эти уплотнения выполнены неудовлетворительно и внутрь коллектора попадают влага и загрязнения, в эксплуатации могут произойти замыкание между коллекторными пластинами и пробой корпусной изоляции коллектора. Аналогичные неисправности возможны при ослаблении коллекторных болтов. Поэтому при деповском ремонте тщательно осматривают коллектор и проверяют его техническое состояние.
Важной изоляционной поверхностью коллектора является его передний миканитовый конус. Нажимной передний конус 6 коллектора изолирован миканитом и стеклобандажной лентой (два слоя вполуперекрышу) (наружная изоляция 8) и покрыт электроизоляционной эмалью. Если поверхность конуса имеет закопченность, подгары и другие дефекты, их зачищают до удаления верхнего слоя лака, тщательно протирают.
После очистки конуса его покрывают эмалью НЦ-929 или ГФ-92-ХК не менее двух раз до получения гладкой глянцевой поверхности.
В случае ослабления или сдвига витков бандажа конуса, наличия прожога или трещин в нем поврежденный ленточный бандаж с конуса снимают и накладывают новый. При установке нового бандажа применяют стеклянную или стеклобандажную ленту.
После снятия поврежденного бандажа зачищают торцы коллекторных пластин и удаляют с них пыль и копоть, очищают миканитовый конус, протирая его салфеткой. Накладывают в соответствии с чертежом уплотнение 9 из свернутой жгутом стеклоленты под торец коллекторных пластин, затем зашпатлевывают его электроизоляционной термореактивной замазкой (ЗТПЭ-1). Миканитовый конус покрывают эмалью НЦ-929 или ГФ92-ХК, накладывают вполуперекрышу два слоя стеклобандажной ленты размером 0,15X20 мм. Чтобы бандаж не имел неплотностей и был ровным, ленту укладывают с натяжением 600-800 Н (60-80 кгс). Если применяют стеклянную ленту, то каждый слой в процессе укладки промазывают электроизоляционным лаком.
При укладке ленты следят за тем, чтобы между наружным торцом коллектора и краем бандажа не оставалось щелей и неплотностей, так как влага и пыль, которые попадают в эти щели, вызывают замыкание между коллекторными пластинами, повышенное искрение на коллекторе и его повреждения. После того как бандаж уложен, его "проутюживают" горячим валиком или электропаяльником, а затем вновь покрывают двумя слоями электроизоляционной эмали.
Обстукиванием проверяют плотность затяжки коллекторных болтов. Коллектор, имеющий ослабление болтов или гаек, нагревают до температуры 90 °С, после чего болты подтягивают. Подогрев коллектора для подтягивания болтов целесообразно совмещать с сушкой якоря при режимах пропитки и покрытия его электроизоляционной эмалью. Подтяжку осуществляют равномерным подворачиванием диаметрально противоположных болтов. Для предотвращения перекосов коллектора и повреждения его изоляции болты поворачивают сразу не более чем на половину оборота.
Измеряют диаметр рабочей поверхности коллектора. Диаметры коллекторов по рабочей части после деповского ремонта должны быть:
В случаях когда диаметр коллектора менее указанного размера, якорь отправляют в заводской ремонт для замены коллектора.
В отдельных коллекторах тяговых двигателей наблюдаются случаи неравномерного распределения коллекторных пластин по полюсным делениям. Коммутация таких двигателей в эксплуатации ухудшается, а износ коллектора возрастает. Это приводит к отключениям защиты и возникновению кругового огня на коллекторе. Причиной таких неисправностей являются нарушения в подборе коллекторных пластин и миканитовой межламельной изоляции, допускаемые при изготовлении или ремонте коллекторов (с разборкой) на заводах.
Для выявления случаев неравномерного распределения коллекторных пластин на коллектор накладывают бумажную ленту и снимают его отпечаток.
Разница чисел коллекторных пластин в полюсных дугах не должна быть больше одной пластины. Если эта разница больше, то якорь рекомендуется отправить на завод в капитальный ремонт, при котором выполняют полную разработку коллектора. В условиях депо такие дефекты исправить нельзя. Отправка на завод необходима особенно в тех случаях, когда есть сведения о том, что до снятия с электровоза тяговый двигатель с этим якорем работал неудовлетворительно (имели место неоднократные отключения защиты вследствие перебросов и кругового огня, заволакивание межламельных канавок, повышенный износ рабочей поверхности и другие дефекты). Если двигатель работал устойчиво, то якорь может быть направлен для сборки со своим остовом, но в его паспорте указывают о неравномерном распределении коллекторных пластин. За работой двигателя, в который будет установлен этот якорь, устанавливают контроль в эксплуатации.
Проверяют состояние пайки обмотки якоря в петушках коллектора. Если при осмотре обнаружены выплавление припоя (или олова) из петушков коллекторных пластин, неудовлетворительное качество пайки обмотки, обмотку в петушках коллектора пропаивают. Эту операцию целесообразно выполнять на установке А-280 (рис. 163). Пайку осуществляют контактным способом, что обеспечивает высокое качество паяных соединений (технологическая карта ПКБ ЦТ № КЛ-20).
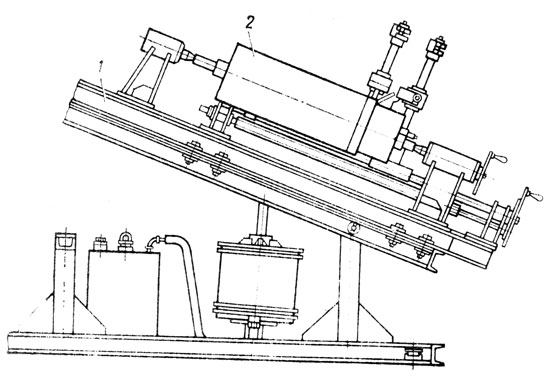
163. Установка А-280 для контактной пайки обмотки якоря в петушках коллектора
Перед пайкой на поверхность петушков, подлежащую пайке, наносят флюс ЛК-2, содержащий 66% этилового спирта, 30% сосновой канифоли, 3% хлористого цинка и 1-% хлористого аммония. При изготовлении флюса в спирте растворяют сначала хлористый цинк, потом хлористый аммоний, а затем при помешивании полученного раствора вводят в него порциями канифоль и выдерживают состав до полного растворения.
Один из применяемых электродов угольный, другой медный. Угольный электрод подбирают по длине в точном соответствии с длиной петушков коллекторных пластин, плотно закрепляют в держателе и присоединяют к петушку пропаиваемой коллекторной пластины. Медный электрод устанавливают на рабочую часть той же коллекторной пластины. В процессе пайки электроды должны иметь надежный контакт с петушком и рабочей частью коллекторной пластины.
Во время пайки якорь 2 вместе со столом 1 устанавливают под углом 20-30° так, чтобы припой (олово) не затекал в обмотку. Напряжение подают только при прижатых электродах.
После разогрева петушка коллекторной пластины до температуры 300-400 °С по его поверхности с торца проводят прутком припоя (олова). Припой (олово) плавится и заполняет шлиц петушка. Пайка считается законченной при появлении капельки припоя под шлицем. Для пайки обмотки в коллекторах тяговых двигателей ДПЭ-400, НБ-406, НБ-411 применяют оловянный припой ПОС-61 или олово.
В случаях когда установки для контактной пайки в депо нет, коллектор пропаивают электрическим паяльником с регулированием температуры нагрева. Пайку коллектора тяговых двигателей ТЛ-2К1 и НБ-407Б, в которых при изготовлении был применен припой ПСр-2,5, рекомендуется выполнять тем же припоем.
Рабочая поверхность коллектора в эксплуатации изнашивается, и в деповской ремонт двигатель обычно поступает с выработкой на поверхности коллектора и повышенным биением, с подгаром пластин, "затягиванием" меди в межламельные канавки. Коллекторы с такими дефектами подлежат ремонту.
Щеточно-коллекторный узел тяговых двигателей может работать устойчиво лишь при наличии хорошего контакта электрощеток с коллектором. Такой контакт может быть обеспечен только тогда, когда рабочая поверхность коллектора гладкая, имеет правильную цилиндрическую форму и концентрична с валом двигателя. Скорость скольжения электрощеток по коллектору в эксплуатации в рабочих режимах достигает 50-55 м/с, или 200 км/ч. Поэтому чем лучше обработана поверхность коллектора и чем она чище, тем меньше будет выделяться тепла от трения электрощеток, тем благоприятнее будут в целом условия работы скользящего контакта и меньше износы коллектора и электрощеток.
Недостаточная чистота обработки коллектора и наличие неровностей на его рабочей поверхности (подгаров, оплавления, износа, повышенного биения) или даже Небольшого выступания отдельных пластин - медных или изоляционных - нарушают работу скользящего контакта и приводят к повреждениям двигателей в эксплуатации. Поэтому обработка коллектора - очень ответственная технологическая операция, ее поручают наиболее квалифицированным работникам и проводят под руководством мастера цеха.
В процессе ремонта рабочую поверхность коллектора обтачивают, шлифуют, межламельные канавки продороживают. Торцы пластин со стороны изоляционного конуса закругляют радиусом 3 мм и осуществляют разделку ламелей с обеих сторон.
Последовательность операций при обработке коллектора установлена следующая. Сначала производят продорожку коллектора, затем - его обточку, снятие фасок и, наконец, шлифовку и полировку рабочей поверхности. Обточку, шлифовку, продорожку коллектора целесообразно выполнять на специальном универсальном станке. Якорь устанавливают на станке и центрируют относительно беговой дорожки внутреннего кольца роликового подшипника или (если кольцо снято) относительно шейки вала. Этим достигается концентричность рабочей поверхности коллектора с валом двигателя, а следовательно, минимальное биение коллектора после обточки. Для центровки якоря при установке на станок применяют специальный патрон с регулировочными болтами. Патрон устанавливают вместе с якорем. Биение коллектора относительно шейки вала или беговой дорожки подшипникового кольца перед проточкой коллектора рекомендуется не более 0,015 мм.
Глубина межламельных канавок коллекторов тяговых двигателей принята 1,4-1,6 мм, т. е. несколько большей толщины коллекторного миканита. Более глубокая продорожка нецелесообразна, так как тогда канавка между коллекторными пластинами приобретает вид щели, которая в эксплуатации быстро засоряется угольной пылью, пыль плотно оседает в ней, особенно при увлажнении коллектора, что в дальнейшем вызывает перекрытия и замыкания между соседними пластинами и повышенное искрение на коллекторе.
Исследованиями ВНИИЖТа установлено, что круговой огонь на коллекторе развивается из отдельных "вспышек" под электрощетками, которые возникают из-за появления между коллекторными пластинами токопроводящих "мостиков". Снизить возможность появления таких "мостиков" можно путем уменьшения глубины канавки до 0,5-0,7 мм. При такой уменьшенной глубине канавки значительно уменьшается загрязненность коллектора благодаря лучшему выдуванию пыли. Однако реализовать эту идею не представилось возможным из-за того, что коллекторный миканит, применяемый в качестве межламельной изоляции, изнашивается от трения электрощеток медленнее, чем медь коллекторных пластин. И такой мелкой продорожки могло бы не хватить на пробег двигателя между его плановыми ремонтами (с выкаткой). Тогда потребовалось бы проведение продорожки коллекторов под электровозом, что весьма нецелесообразно, так как эта работа весьма трудоемка, занимает много времени и качественное ее выполнение под электровозом затруднено. Уральским отделением ВНИИЖТа проводились работы по изысканию специальных изоляционных паст для заполнения межламельных канавок, но эти работы положительного эффекта не дали.
Принятая при изготовлении новых тяговых двигателей и выпуске из ремонта глубина канавки 1,4-1,6 мм целесообразна еще и потому, что она позволяет при необходимости осуществлять одну, а в отдельных случаях две обточки коллектора под электровозом (на 0,3÷0,5 мм) без последующей его продорожки. Минимальная глубина межламельных канавок в эксплуатации установлена 0,5 мм.
При проведении продорожки необходимо следить за тем, чтобы глубина канавки между всеми пластинами была одинаковой и миканитовая (или слюдопластовая) изоляция расчищалась по всей ширине канавки и не оставалась на стенках коллекторных пластин, дно канавки должно быть ровным. Недопустим также подрез медных пластин. Выполнение этих требований обеспечит устойчивую работу коллектора без неплановой выкатки двигателей для его продорожки. Продорожку коллектора выполняют с припуском на величину его износа, чтобы после обточки коллектора глубина канавок составляла 1,4-1,6 мм.
Обточку коллектора осуществляют за 2 раза - сначала коллектор обтачивают до выведения выработки или овальности на рабочей поверхности. Толщина снимаемой стружки при этом должна быть минимальной. Затем производят чистовую обточку. При обточке коллектора в случае необходимости углубляют (до чертежного размера) канавку у петушков. Если на рабочей поверхности коллектора имеются местные забоины глубиной более 0,5 мм, то перед обточкой коллектора их следует заплавлять припоем ПОССу-61-0,5.
После обточки по краю коллекторной пластины вдоль ее рабочей поверхности снимают фаску размером 0,2 мм под углом 45°. Снимать фаску большего размера не рекомендуется, так как это уменьшает рабочую часть пластины, что в свою очередь увеличивает плотность тока под электрощеткой. Целесообразно снимать фаску под углом относительно вертикальной оси пластины, несколько меньшим 45° (~30°). Тогда форма канавки будет способствовать лучшему выдуванию из нее пыли.
После снятия фасок коллектор шлифуют мелким стеклянным полотном, набитым на колодку, обеспечивая шероховатость поверхности по 8-му классу.
После обточки и шлифовки рекомендуется выполнить полировку коллектора или накатку специальным роликом. Целесообразно применять для чистовой обработки коллектора шлифовальный камень. Обработка этим камнем дает гладкую и ровную поверхность. После проведенных перечисленных операций биение коллектора относительно шейки вала или рабочей поверхности роликового кольца должно быть не более 0,03 мм.
Во время обработки коллектора снимаемой стружкой можно повредить изоляцию обмотки, поэтому перед началом работ лобовую часть обмотки у коллектора закрывают чехлом.
При ремонте коллектора не разрешается обтачивать петушки коллектора и торцы коллекторных пластин со стороны миканитового конуса. Обточка петушков коллектора приводит к уменьшению их длины в осевом направлении, это уменьшает площадь контакта петушков с секциями обмотки. Плотность тока на единицу контактной площади при этом увеличивается. Растет нагрев петушков, что в эксплуатации может вызвать выплавление припоя и распайку секций в коллекторе. Поэтому длину петушков коллектора при среднем и капитальном ремонтах тяговых двигателей строго контролируют, коллекторы с длиной петушков менее установленной нормы бракуют.
Коллекторы, торцы петушков которых в депо протачивают, обычно имеют значительно меньший срок службы. Такие коллекторы приходится браковать не из-за износа рабочей части, а из-за недостаточной длины петушков коллекторных пластин.
Ремонт обмотки якоря. Около 35% повреждений тяговых двигателей происходит из-за межвитковых замыканий и пробоев изоляции их якорей. Эти повреждения значительно снижают надежность электровозов в эксплуатации, так как они весьма часто требуют их непланового ремонта и обязательной выкатки двигателя и отправки его (или якоря) в капитальный ремонт на завод. В некоторых случаях указанные повреждения приводят к порчам электровозов в пути следования. Повреждения изоляции обмотки якоря являются, как правило, следствием ее старения в процессе эксплуатации или неудовлетворительного качества изготовления, ремонта обмоток и содержания их в эксплуатации. Пробои и межвитковые замыкания обмотки якоря чаще всего обнаруживают на выходе якорных катушек из пазов, т. е. в местах с наибольшей неравномерностью электрического поля, или у петушков коллектора. Основными причинами, вызывающими эти повреждения или способствующими их появлению, являются пористость изоляции, неплотная установка катушек в пазах, ослабление крепления обмотки из-за неправильной установки стеклобандажей, плохая осадка якорных катушек при укладке обмотки. Поэтому при изготовлении, а также при всех видах планового (деповского и заводского) ремонта вопросам контроля состояния якорных обмоток, восстановлению их изоляционных свойств, уплотнению обмоток путем улучшения их крепления в пазах сердечника и лобовых частях придают особое значение.
Объем ремонта и способы восстановления изоляции якорей (якорных обмоток) устанавливают в зависимости от срока их работы, определяемого их пробегом от начала эксплуатации или последнего капитального ремонта, произведенного с заменой корпусной и витковой изоляции. В соответствии с действующими правилами ремонта обязательная пропитка обмоток якорей электрических машин электровозов с последующим покрытием их электроизоляционной эмалью предусмотрена при среднем ремонте через пробег ~700 тыс. км от начала эксплуатации или предыдущего капитального ремонта. При среднем ремонте пропитку выполняют 2 раза: первый раз вакуум-нагнетательным способом в специальных баках, второй - окунанием.
Вакуум-нагнетательная пропитка обеспечивает глубокое проникновение внутрь изоляции пропиточного лака и заполнение им образовавшихся трещин и пор, что повышает монолитность обмотки; пропитка окунанием предназначена для создания устойчивой наружной лаковой пленки, необходимой для защиты основной изоляции от внешних воздействий (пыли, влаги, снега). Для того чтобы при вакуум-нагнетательной пропитке обеспечить глубокое проникновение лака ко всем частям обмотки, эту пропитку наиболее целесообразно проводить после снятия якорных лобовых бандажей и наложения временного бандажа, который укладывается с зазорами между витками и не препятствует проникновению лака в обмотку.
На тяговых двигателях ДПЭ-400 и НБ-411 вакуум-нагнетательную пропитку осуществляют после снятия металлического и миканитового фланцев, что обеспечивает проникновение лака к якорным катушкам со стороны задней лобовой части.
Пропитку окунанием выполняют после установки новых постоянных стеклобандажей, а также миканитового и металлического фланцев (на тяговых двигателях ДПЭ-400, НБ-411). После второй пропитки и сушки якорь покрывают электроизоляционной эмалью. При деповском ремонте электрических машин восстановление изоляционных свойств обмоток, как правило, проводят путем покрытия их изоляционной эмалью ЭП-91 или ГФ92-ГС. Наиболее эффективно применение эмали ЭП-91, так как она изготовляется на эпоксидном лаке и позволяет получить прочную влагозащитную поверхностную пленку. Эту эмаль наносят на поверхность при температуре якоря 70-80 °С. Затем якорь сушат в течение 24 ч при температуре 145-155 °С. При покрытии якорей эмалью ГФ-92-ГС их температура перед покрытием и температура последующей сушки принимаются на 10 °С ниже указанной.
Пропитку обмоток при деповском ремонте выполняют в тех случаях, когда требуется замена якорных бандажей или сопротивление изоляции после сушки не соответствует установленным нормам, а также если при изготовлении или предыдущем заводском ремонте обмотка была пропитана битумномасляным лаком. Для пропитки якорей, как правило, применяют лак ФЛ-98. Пропитку осуществляют методом окунания после снятия неисправных бандажей и клиньев.
В технологический цикл пропитки обмоток якорей входят: предварительная сушка якорей, пропитка их в изоляционном лаке, сушка после пропитки, покрытие якоря изоляционной эмалью и окончательная сушка. Предварительная сушка обмоток якорей необходима для удаления влаги из изоляции и ведется в специальных печах с циркуляцией воздуха при температуре 110- 130 °С в течение 6-10 ч. После предварительной сушки сопротивление изоляции якоря должно быть не менее 3 МОм.
После сушки и остывания до температуры 60-70 °С якорь пропитывают. Для этого его опускают в бак (коллектором вверх), наполненный пропиточным лаком ФЛ-98. Температура пропиточного лака должна быть 20-30 °С. При опускании якоря в лак следят за тем, чтобы нижний край петушков коллектора был на 10-12 мм выше уровня лака, это исключит попадание лака в шлицы коллекторных пластин.
В лаке обмотки выдерживают до полного прекращения выделения пузырьков газа, но не менее 8 мин. Затем якорь поднимают, излишки лака удаляют. Для этого якорь устанавливают в горизонтальное положение и периодически через 3-5 мин поворачивают.
После удаления излишков лака якорь помещают в печь с циркуляцией воздуха и сушат 24 ч при температуре 130-140 °С. Сопротивление изоляции якоря после сушки (в горячем состоянии) должно быть не менее 1 МОм. При более низком сопротивлении изоляции сушку якоря продолжают, "пока сопротивление не достигнет указанной нормы. Затем после остывания якоря до температуры 70-80 °С его поверхность покрывают с помощью пульверизатора или кисти электроизоляционной эмалью и вновь сушат в циркулярной печи. Режимы сушки и пропитки якорей должны строго контролироваться. Современные сушильные печи оборудованы, как правило, регистрирующими температуру приборами. Для обеспечения высокого качества изоляции свойства применяемых пропиточных лаков и покровных эмалей должны строго соответствовать государственным стандартам и техническим условиям.
Пропитку якорей осуществляют в пропиточно-сушильных отделениях, которые должны быть оборудованы приточно-вытяжной вентиляцией, отсосами у пропиточных баков и сушильных печей и устройствами для проветривания.
Для исключения возникновения в помещении недопустимой концентрации паров растворителей и вредных газов регулярно, в установленные сроки, берут анализ проб воздуха. В случаях неисправности или отключения вентиляции работы в пропиточных отделениях прекращаются.
Растворители, разбавители, лаки и эмали хранят в закрытых сосудах с плотно или герметически закрывающимися крышками.
Перед применением пропиточный лак проверяют по внешнему виду пленки и на вязкость. Не реже одного раза в неделю в пропиточных баках проверяют концентрацию пропиточного лака и высыхание его в толстом слое. В некоторых депо производят один раз в две недели проверку электрической прочности лаковой пленки. Используют лак в тех случаях, когда снижение электрической прочности лаковой пленки не превышает 15% электрической прочности, установленной государственным стандартом или техническими условиями на соответствующий лак.
С технологическими циклами нагрева якорей, которые производят при пропитке и покрытии их изоляционными лаками и эмалями, совмещают операции сушки изоляционного конуса коллектора после покрытия его эмалью, а также операции нагревания коллектора для подтяжки коллекторных болтов.
Большое влияние на состояние изоляции обмоток якорей оказывает прочность их крепления на сердечнике. В тяговых двигателях обмотки на сердечнике якоря укрепляют в лобовых частях бандажами, изготовленными из стеклонитей, покрытых специальным лаком, или из стальной проволоки, скрепленной скобами из жести и пропаянными оловом или оловянистым припоем; в пазах сердечников - текстолитовыми клиньями или стальными бандажами (только на тяговых двигателях ДПЭ-400). Тяговые двигатели ДПЭ-400, НБ-406, ТЛ-2К1 (первых выпусков), а также тяговые двигатели электровозов ЧС2 и ЧСЗ выпускались с креплением обмоток в лобовых частях стальными банда жами; тяговые двигатели ТЛ-2К1 (начиная с 1969-1970 гг.) и НБ-407Б со стеклобандажами (рис. 164).

Рис. 164. Крепление лобовых частей обмотки якоря тяговых двигателей ТЛ-2К1 стеклобандажной лентой: 1 - стеклобандажная лента; 2 - стеклосетка; 3 - прокладка (электрокартон)
В настоящее время на тяговых двигателях всех типов при средних и капитальных ремонтах применяют стеклобандажное крепление лобовых частей обмоток. Применение стеклобандажей взамен стальных значительно снизило число повреждений тяговых двигателей из-за разрушений крепления обмоток в лобовых частях. Размотка или разрушение стального бандажа очень часто сопровождается повреждениями всей машины, а иногда заклиниванием якоря, т. е. порчей электровоза на линии. При размотке стеклобандажа неисправность обычно носит локальный характер и не вызывает разрушения частей тягового двигателя.
Применение стеклобандажей упрощает технологический процесс укладки бандажа, так как не требуется установка соединительных скобочек, подбандажной изоляции, исключается процесс пайки скобочек и стального бандажа. Значительно снижается расход дорогостоящих и дефицитных материалов - олова, стальной проволоки, белой жести, изоляции. Стеклобандаж является хорошим изоляционным материалом, обладает высокой влагостойкостью и надежно защищает лобовые части обмотки от проникновения в их изоляцию влаги и загрязнений.
Однако от динамических воздействий, которые значительно возрастают при боксовании колесных пар, от технологических нагревов, достигающих при сушке якорей 155 °С, натяжение стеклобандажа частично теряется. При значительной потере натяжения обмотка получает возможность под воздействием центробежных сил перемещаться, что способствует перетиранию и разрушению изоляции якорных катушек. Поэтому при деповском ремонте тяговых двигателей стеклобандаж, его плотность, а также прочность установки на якоре внимательно проверяют осмотром и обстукиванием. При плотном креплении стоклобандажа при обстукивании издается звонкий звук, при наличии неплотностей, отслоений, зазоров звук глухой.
При наличии дефектов - трещин, поджогов, ослабления стеклобандажа, отслоений стеклобандажной ленты или следов ее размотки - стеклобандаж снимают и заменяют новым. Взамен снятого стеклобандажа в условиях депо допускается устанавливать бандаж из стальной проволоки. Установку такого бандажа выполняют по соответствующим чертежам. Применяют при этом стальную бандажную луженую проволоку диаметром 2 мм для тяговых двигателей ДПЭ-400 и НБ-406 или диаметром 2,5 мм для тяговых двигателей ТЛ-2К1 и AL-4846eT.
Однако надо иметь в виду, что замена стеклобандажа стальным (и наоборот) может вызвать нарушение коммутации двигателя в связи с некоторым изменением распределения магнитного потока в воздушном зазоре тягового двигателя. Поэтому коммутация двигателя в этих случаях требует дополнительной настройки, которую осуществляют уменьшением или увеличением на 1,0-2,0 мм толщины немагнитной прокладки под добавочным полюсом, путем соответствующего увеличения или уменьшения высоты сердечников добавочных полюсов.
Для стеклобандажей используют нетканую ленту из стеклонитей, скрепленных электроизоляционным лаком. Стеклобандажная лента марки ЛСБ-F, изготовляемая на основе лака ПЭ-933 и применяемая для бандажировки якорей тяговых двигателей, относится по нагревостойкости к классу F. Поставляют ленту, намотанную на втулки диаметром 100-120 мм. Ширина ленты 15-20 мм, толщина 0,2+0,02-0,04 мм. Предел прочности ленты при растяжении 700Н/мм2 (70 кгс/мм2). Пропитка ленты должна быть равномерной. Срок хранения ленты 3 мес. Хранить ее следует в отапливаемых сухих закрытых помещениях при температуре не более 25 °С. Для предотвращения высыхания ленту герметически упаковывают в полиэтиленовые или хлорвиниловые пакеты.
Укладывают стеклобандажную ленту на обычных бандажировочных станках, используя специальное натяжное приспособление. Перед укладкой стеклобандажа поверхность лобовых частей обмотки выравнивают до получения горизонтальной поверхности, это улучшает качество укладки бандажа и предотвращает его скольжение по поверхности. После укладки и закрепления первого витка стеклобандажа на всю длину лобовой части в соответствии с чертежом устанавливают прокладку из пропитанного в льняном масле электрокартона, располагая ее обычно против шпоночного паза на конусе вала. Прокладка необходима для того, чтобы при последующей замене бандажа во время его разрезки не повреждалась изоляция якорных катушек. Укладку стеклобандажа выполняют при натяжении ленты 1000-1400 Н (100-140 кгс) в зависимости от сечения стеклобандажной ленты.
Натяжение стеклобандажной ленты должно обеспечивать такое усилие сжатия обмотки, чтобы оно было большим, чем те усилия, которые возникают в эксплуатации в якорных катушках от воздействия центробежных сил при максимальной частоте вращения якоря. Если натяжение бандажа будет недостаточным, то в эксплуатации может произойти его ослабление, а затем и повреждение. Однако необходимо, чтобы при рабочем натяжении стеклобандажной ленты обеспечивался достаточный запас прочности. Так, для стеклобандажной ленты размером 0,2X20 мм предел прочности при ее растяжении составляет 700 Н/мм2 (70 кгс/мм2). Натяжение этой ленты принимают 1350- 1400 Н (135-140 кгс), т. е. примерно 360 Н/мм2 (36 кгс/мм2), что обеспечивает почти двойной запас прочности.
Число витков стеклобандажа при укладке строго контролируется счетчиком и должно быть равно: у якорей двигателей НБ-406 в передней лобовой части обмотки 250 и в задней лобовой части обмотки 312, у якорей ДПЭ-400 - соответственно 235 и 300, у якорей ТЛ-2К1 - 270 и 355, у якорей НБ-407Б - 360 и 320, AL-4846eT - 225 и 230. Выравнивающие изоляцию витки стеклобандажа не учитываются.
Надо отметить, что на тяговых двигателях ТЛ-2К1 в процессе их выпуска производилась замена меди якорной обмотки с изменением сечения ее проводников, а следовательно, и массы обмотки. Поэтому на этих двигателях в процессе выпуска изменялось и число витков стеклобандажа. Приведенные цифры соответствуют конструкции обмотки выпуска 1979 г. и далее. Число витков стеклобандажа и его натяжение также должны быть изменены, если для бандажировки применена стеклобандажная лента другого сечения; при этом при пересчете числа витков и натяжения стеклобандажа необходимо обеспечивать равнопрочность конструкции.
Перед намоткой последних 80-100 витков стеклобандажа под них укладывают стеклосетку. Запекание стеклобандажа осуществляют в печах при температуре 145-155 °С.
Для стеклобандажей из стеклобандажной ленты ЛСБ-F рекомендуется двухступенчатый режим сушки: сначала при температуре 110-120 °С, потом при 150-160 °С. При таком режиме, когда в начале сушки температура не превышает 120 °С, не происходит бурного выделения летучих газов и выноса вместе с ними пузырьков лака. Высыхание лака становится более равномерным, что благоприятно сказывается на качестве бандажа: повышается его монолитность, обеспечиваются высокие механические и электрические свойства. При температуре 150-160 °С происходит запечка бандажа, наружная его поверхность получается ровной, глянцевой.
Основными неисправностями стальных бандажей являются: их ослабление, сдвиги витков, плохая пропайка, распайка или обрыв скобочек, надрывы конца витка в замке. Эти повреждения требуют обязательной замены бандажа. После снятия поврежденного бандажа и перед установкой нового на лобовых частях якоря осматривают подбандажную изоляцию. Она должна быть плотной и монолитной, без трещин, надрывов и других повреждений. При повреждении подбандажной изоляции дефектное место ремонтируют или ставят новую изоляцию. Во всех случаях, когда в лобовых частях якоря заменяют бандажи, необходимо проверять состояние подбандажной изоляции, а также изоляции якорных катушек, а в тех местах, где секции подходят к коллекторным пластинам, очищать загрязнения между секциями. Если секции в петушках коллекторных пластин недостаточно уплотнены, добавляют расклинки.
В задней лобовой части якоря осматривают чехол. Если в чехле обнаруживают повреждения, то его ремонтируют или заменяют новым. Новый чехол, а также подбандажную изоляцию из электрокартона пропитывают в нерафинированном льняном масле в течение 20-30 мин. Маслу дают стечь, а затем пропитанные детали сушат в печи при температуре 100-150 °С в течение 6 ч.
В конструкциях тяговых двигателей электровозов для создания необходимого усилия сжатия обмотки стальные бандажи обычно укладывают в два слоя.
Натяжение проволоки при укладке нижнего слоя всегда принимается несколько большим натяжения, создаваемого при укладке верхнего слоя. Так, у двигателей НБ-406 нижний слой бандажа укладывается с натяжением 2350-2700 Н (235-270 кгс), а верхний - с натяжением 2150-2500 Н (215-250 кгс); у двигателей ДПЭ-400, НБ-411 - соответственно 2150-2500 (215- 250 кгс) и 2000-2300 Н (200-230 кгс). Число витков стального бандажа в передней и задней лобовых частях якоря соответственно равно: у тяговых двигателей НБ-406 - 72 и 102, у ДПЭ-400 и НБ-411 - 78 и 60.
Для обеспечения необходимой механической прочности стального бандажа и исключения обрыва проволоки натяжение выбирается таким, чтобы был примерно двукратный запас относительно предела текучести проволоки.
На бандажировочных станках имеются специальные приборы, по которым осуществляют контроль натяжения проволоки, а также числа укладываемых витков.
В процессе намотки стального бандажа для соединения его витков друг с другом, а также для закрепления крайних витков устанавливают в соответствии с чертежами специальные скобки, изготовленные из белой жести.
После укладки бандажей и закрепления скобок бандажи пропаивают оловом или оловянистым припоем паяльником с регулировкой температуры. При пайке применяют флюс - 35%-ный раствор канифоли в бензине. Температура паяльника при применении оловянистых припоев должна быть 300-320 °С.
На двигателях ДПЭ-400 крепление обмоток в пазах сердечников производилось так же, как в лобовых частях, стальными бандажами. На пакете сердечника якоря в специально предусмотренных канавках укладывают определенное число витков стальной проволоки, витки бандажа скрепляют скобками и пропаивают оловом. Однако длительный опыт эксплуатации таких тяговых двигателей показал, что бандажное крепление обмоток в пазах сердечников якоря не обеспечивает достаточно надежной работы этого узла: в эксплуатации имели место частые случаи размотки бандажей. Это происходит из-за того, что бандажи, расположенные на пакете сердечника, особенно крайние со стороны задней лобовой части якоря, при длительной работе двигателя сильно нагреваются. Температура нагрева достигает 150-160 °С. При этой температуре прочность паяных оловянистыми припоями или оловом соединений значительно снижается.
При боксовании колесных пар, когда центробежные силы, воздействующие на бандаж, возрастают, происходит сначала разрушение крепления крайних витков бандажа, а затем и его размотка. Последствия разрушения бандажей в эксплуатации бывают очень тяжелыми. Размотавшийся бандаж может повредить полюсные катушки, а в отдельных случаях вызвать заклинивание якоря. Поэтому для повышения надежности этого узла при капитальном ремонте якорей тяговых двигателей ДПЭ-400 в тех случаях, когда изготовляют новый пакет стали якоря, крепление обмотки в пазах сердечника вместо бандажного осуществляют с помощью клиньев. В тяговых двигателях НБ-411 с начала их (выпуска применено клиновое крепление обмотки якоря в пазах.
После бандажировки якоря и пропайки бандажей якорь осматривают и еще раз проверяют состояние бандажей. Просветы между витками бандажа и непропаянные места оставлять не разрешается.
При деповском ремонте якорей в случае необходимости заменяют дефектные клинья, крепящие обмотку на сердечнике якоря. Для нормальной работы якорных обмоток очень важно, чтобы крепление катушек в пазах было плотным, исключающим возможность их перемещения. Дефектные клинья выбивают пневматическим молотком со специальным бойком. Если такого молотка нет, то используют обычный слесарный молоток с подбойкой.
После того как дефектный клин изъят из паза, проверяют состояние прокладки, устанавливаемой между обмоткой и клином. Если прокладка повреждена, ее заменяют новой, изготовленной из стеклопласта или изофлекса. Установка прокладок из электрокартона не рекомендуется, так как он имеет повышенную влагопоглощаемость, что снижает сопротивление изоляции якоря в целом. Новые клинья изготовляют из текстолита по размерам, указанным в чертеже, и устанавливают в паз якоря с помощью тех же приспособлений, которые используют при выбивании клиньев.
Очень важным элементом в обмотке якорей тяговых двигателей является конструкция задней лобовой части. На всех тяговых двигателях отечественных электровозов заднюю лобовую часть катушек (их головки) обязательно закрывают дополнительной изоляцией и металлическими деталями, в тяговых двигателях ДПЭ-400 и НБ-411 - специальными фланцами, в двигателях НБ-406, ТЛ-2К1, НБ-407Б - задней нажимной шайбой (рис. 165, а и б). Между этими металлическими деталями и обмоткой предусмотрена миканитовая изоляция. Закрытая конструкция задней лобовой части якоря обеспечивает надежную защиту обмоток от механических повреждений при ремонте якорей, а также от проникновения внутрь изоляции влаги, пыли и других загрязнений.
На тяговых двигателях ДПЭ-400 и НБ-411 контролируют состояние металлического и миканитового фланцев, при наличии дефектов фланцы снимают, укладывают новую изоляцию, устанавливают новые или отремонтированные фланцы. Металлический фланец в местах прилегания к нажимной шайбе промазывают белилами или эмалью. При обстукивании закрепленный металлический фланец не должен вибрировать.
Конструкция задней лобовой части обмоток двигателей электровозов ЧС2, ЧС2т существенно отличается от конструкций, принятых на отечественных двигателях. В этих двигателях головки якорных катушек по торцовой поверхности не имеют металлических защитных фланцев, они закрыты полотняным чехлом. Такая конструкция задней лобовой части якоря обеспечивает более интенсивный отвод тепла от обмотки и позволяет при тех же габаритных размерах иметь в якоре большую мощность.
Недостатком этой конструкции является то, что лобовые части обмоток легко повреждаются от механических воздействий. Поэтому якоря тяговых двигателей AL-4846eT и AL-4846dT при ремонте не разрешается устанавливать с опорой на заднюю лобовую часть. Кроме того, якоря с открытой задней лобовой частью хуже защищены от проникновения в обмотку влаги и загрязнений. Поэтому при деповском ремонте, а также при неплановом ремонте этих двигателей в случаях их разборки лобовые части якорей тщательно осматривают, проверяют состояние чехла, подбандажной изоляции, и при необходимости ремонтируют.
На тяговых двигателях электровозов ЧС2 при ремонте задней лобовой части (рис. 165, в) заднюю нажимную шайбу 5 изолируют стеклолакотканью 10, которую укладывают на предварительно промазанную электроизоляционной эмалью поверхность шайбы. После укладки стеклолакоткани ее несколько раз покрывают водостойкой электроизоляционной эмалью до получения глянцевой поверхности. Зазоры между шайбой и удерживающими изоляцию сегментами заполняют электроизоляционной замазкой 9. Под наружный полотняный чехол 7 устанавливают стеклолакотканевую изоляцию. После укладки чехла и пропитки якоря заднюю лобовую часть покрывают электроизоляционной водостойкой эмалью до получения глянцевой поверхности. Уплотнение задней лобовой части должно быть надежным и не иметь щелей и других дефектов, через которые возможно проникновение внутрь изоляции влаги и загрязнений.
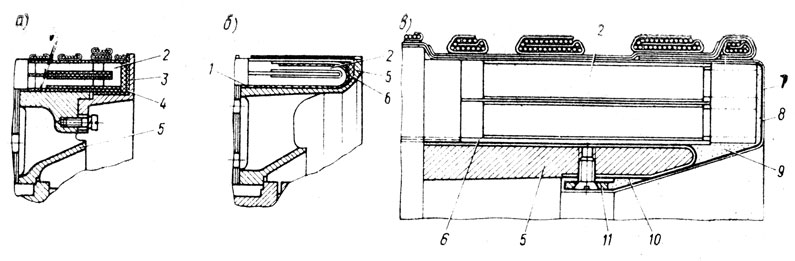
Рис. 165. Ремонт задней лобовой части якорей тяговых двигателей ДПЭ-400, НБ-41) (а); НБ-406Б, ТЛ-2К1 и НБ-407Б (б); AL-4846 (в): 1 - изоляция; 2 - катушка; 3 - металлический фланец; 4 - миканитовый фланец; 5 - нажимная шайба якоря; 6 - изоляция шайбы; 7 - чехол; 8 - дополнительная изоляция под чехол; 9 - электроизоляционная замазка; 10 - дополнительная изоляция шайбы; 11 - сегмент
При ремонте якоря, замене одних деталей другими, а также в случае утери балансировочных грузов может быть ухудшена балансировка якоря. Наличие неуравновешенности при вращении якоря, особенно при высокой частоте, вызывает повышенную вибрацию двигателя. Износы и повреждения узлов тяговых двигателей при повышенных вибрациях резко возрастают. Особенно ухудшаются условия работы якорных подшипников, щеточно-коллекторного узла, изоляции, обмотки якоря, ослабевают крепления основных узлов и деталей. Поэтому после ремонта выполняют динамическую балансировку якоря. Для этого используют, как правило, балансировочные станки МС-25 (модель 9718) Минского станкостроительного завода, Которые позволяют балансировать изделия массой от 30 до 3000 кг.
Якорь устанавливают на балансировочный станок с опорой на внутренние кольца роликовых подшипников (или на шейки валов под внутренние кольца роликовых подшипников, если они спрессованы), определяют небаланс для каждой стороны якоря отдельно. После определения небаланса с одной стороны и приварки необходимого для его устранения балансировочного груза якорь балансируют с другой стороны. После установки груза на вторую сторону якоря балансировка первой стороны несколько нарушается. Поэтому ее повторно проверяют и при необходимости подправляют.
Рекомендуется допускать небаланс на каждую сторону якоря не более 2,5 Н•см (250 гс-см). Балансировочные грузы укрепляют в специально предусмотренных местах в соответствии с чертежами. Балансировочные грузы должны закрепляться прочно, утеря грузов или их перемещение недопустимы.
Отремонтированный якорь подвергают испытанию на межвитковое замыкание и пробой, после чего якорь передают на участок сборки тяговых двигателей.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'