35. Ремонт щеточного аппарата
Общие сведения. Под щеточным аппаратом подразумеваются конструктивные детали и узлы электрической машины, обеспечивающие работу скользящего щеточного-коллекторного контакта. На существующих тяговых электрических машинах используются разнообразные исполнения этого узла, но наиболее характерными являются щеточные аппараты с траверсой (шестиполюсные тяговые двигатели, а также шести- и четырехполюсные вспомогательные машины НБ-430, НБ-431, НБ-436 и др.) и без нее (четырехполюсные тяговые двигатели).
Несущим элементом щеточного аппарата шестиполюсных тяговых двигателей ТЛ-2К1, НБ-407Б, AL-4846eT и AL-4846dT является траверса, представляющая собой кольцевую отливку, на которой укреплено 12 изолированных пальцев. На каждые два пальца установлен разъемный кронштейн с щеткодержателем. Соединение щеткодержателя с кронштейном осуществляется с помощью гребенки и болта.
По ободу траверсы расположен зубчатый венец, предназначенный для зацепления траверсы с шестерней, находящейся на валу поворотного механизма. С его помощью осуществляется вращение траверсы для осмотра щеточного аппарата.
С обратной стороны траверсы размещены перемычки, соединяющие щеточные узлы друг с другом в сответствии с электрической схемой двигателя. На тяговых двигателях электровозов ЧС траверса неразрезной конструкции, на тяговых двигателях ТЛ-2К1 и НБ-407Б - разрезной конструкции. Применение траверсы разрезной конструкции позволяет расклинивать ее в выточке подшипникового щита с помощью специального разжимного устройства, установленного в месте разреза. В остове траверса фиксируется и стопорится болтом фиксатора, находящегося на передней стенке остова у коллекторного люка, и прижимается к подшипниковому щиту болтами стопорных устройств, которые расположены внизу остова и со стороны подвески тягового двигателя.
Щеточный аппарат четырехполюсных двигателей состоит из четырех кронштейнов, укрепленных с помощью изолированных пальцев непосредственно в остове тягового двигателя, и четырех щеткодержателей, каждый из которых устанавливается на гребенку кронштейна и закрепляется на нем болтом. Указанные существенные различия в конструкциях щеточного аппарата шести- и четырехполюсных тяговых двигателей определяют особенности методов и технологии их ремонта.
Кронштейн 1 (рис. 147) тяговых двигателей (ДПЭ-400, НБ-406Б и др.) представляет собой стальную отливку с запрессованными в нее двумя изолированными пальцами, которыми он крепится к остову. Палец кронштейна изолирован от остова слюдяной изоляцией и фарфоровыми изоляторами. На гребенке кронштейна болтом 2 укреплен щеткодержатель 3. Подвод тока к коллектору осуществляется через кронштейн, корпус щеткодержателя и электрощетки. Основными недостатками этой конструкции являются: большая масса кронштейна и щеткодержателя; большое расстояние от электрощетки до места крепления кронштейна на остове; высокая стоимость кронштейна, вызванная наличием в его конструкции дефицитной и дорогостоящей слюды; повышенная аварийность узла кронштейна в эксплуатации из-за пробоев его изоляции и перекрытий на корпус. Кроме того, конструкция нажимного устройства щеткодержателя не обеспечивает постоянного центрального по оси электрощетки нажатия и постоянного его значения: при износе и уменьшении высоты электрощетки контактная линия между пальцем и электрощеткой смещается относительно оси электрощетки, а нажатие пальца щеткодержателя на электрощетку значительно уменьшается.
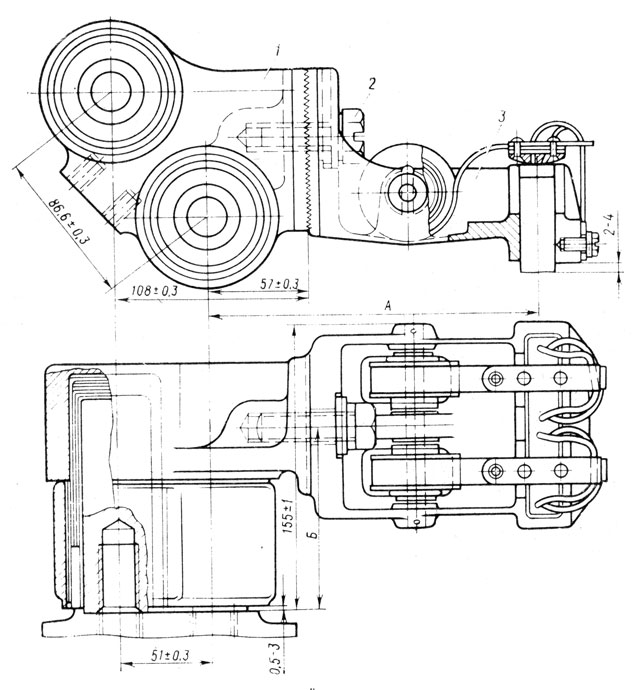
Рис. 147. Кронштейны щеткодержателей тяговых двигателей ДПЭ-400, НБ-411, НБ 406Б: I - кронштейн; 2 - болт: 3 - щеткодержатель
Конструкция щеткодержателя не позволяет использрвать электрощетку до ее браковочного размера. Конструкция электрощетки на тяговых двигателях ДПЭ-400 и НБ-406 допускает возможность использования электрощеток до размера 28-25 мм, а конструкция щеткодержателя заводов-изготовителей из-за несовершенства нажимного устройства ограничивает возможность использования электрощеток до высоты 35 мм. Таким образом ресурс электрощеток в этих щеткодержателях недоиспользуется. Поэтому новые щеткодержатели (рис. 148, а) этих двигателей изготовляют по чертежам, разработанным ПКБ ЦТ. В этой конструкции щеткодержателя усовершенствовано нажимное устройство и изменена высота щеточного окна. Это позволило увеличить ресурс электрощетки на 8 мм, т. е. примерно на 30%. Браковочный размер электрощетки для такого щеткодержателя составляет 27 мм (вместо 35 мм).
Щеткодержатели тяговых двигателей ДПЭ-400 и НБ-406 отличаются в основном шириной щеточного окна (16 мм у двигателя ДПЭ-400 и 20 мм у двигателя НБ-406) и величиной нажатия на щетку. Поэтому щеткодержатели этих двигателей невзаимозаменяемы, хотя основные установочные размеры у них одинаковы.
Более совершенной является конструкция щеткодержателей тяговых двигателей ТЛ-2К1 (рис. 148,б), в которой недостатки, характерные для щеткодержателей ДПЭ-400 и НБ-406, устранены.
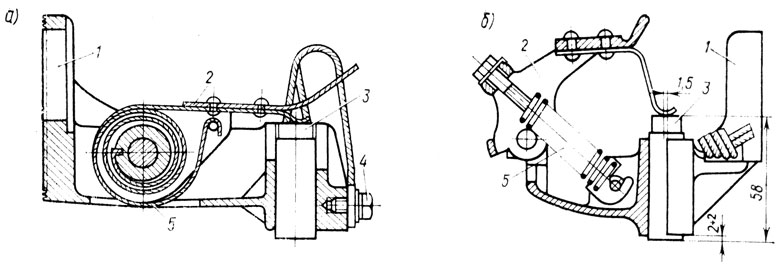
Рис. 148. Щеткодержатели тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б (а) и ТЛ-2К1 (б): 1 корпус; 2 - нажимной пелец; 3 - электрощетка; 4 - болт для крепления проводников электрощетки; 5 - пружина
Осмотр и ремонт траверсы и ее деталей. Разборку и ремонт траверс производят на специальных приспособлениях - кантователях траверс (рис. 149). На опоре кантователя 6 размещены два механизма вращения 4 с приводами 5. На кантователе (можно ремонтировать сразу две траверсы) предусмотрены два кольца 3, на каждом из которых имеется по два прижима 1 для закрепления траверсы. Кольца устанавливают в удобное для работы положение и закрепляют. Поворот колец осуществляется от приводного червячного механизма, угол поворота в вертикальной плоскости 360°.
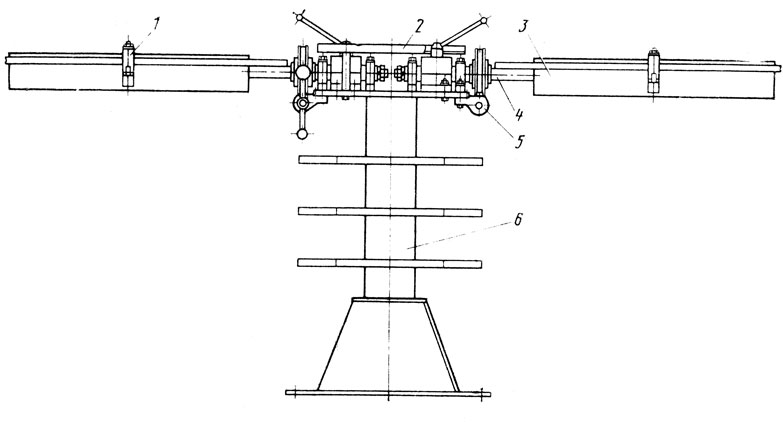
Рис. 149. Кантователь траверс: 1 - прижим для закрепления траверсы; 2 - стол; 3 - кольцо; 4 - механизм вращения; 5 - привод; 6 - опора
После установки и закрепления траверсы 1 на кольце приспособления производят ее разборку: отворачивают гайки 5 (рис. 150) и снимают щеткодержатели 4, отвернув болты 7, отсоединяют от кронштейнов перемычки 6 (кабель), и отвернув болты 8, снимают кронштейны 2 с накладками 3; выворачивают изолированные пальцы 9. Перевернув траверсу обратной стороной, сняв крепежные детали, которыми перемычки крепятся к траверсе, освобождают перемычки.
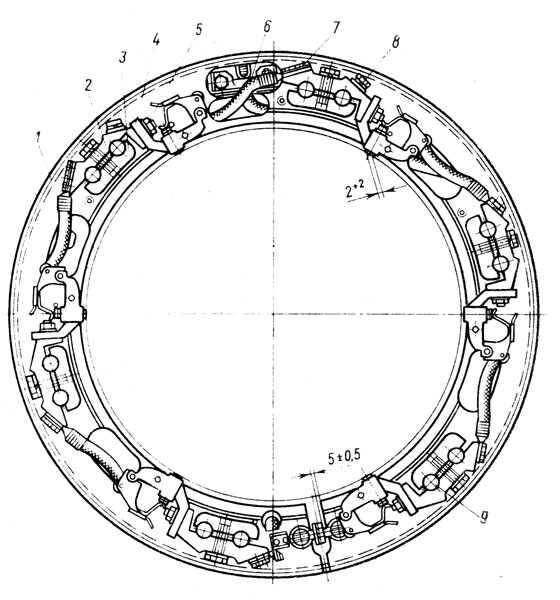
Рис. 150. Траверса тягового двигателя ТЛ-2К1
Траверсу осматривают, обнаруженные трещины заваривают; проверяют калибром установленной степени точности резьбу отверстий под пальцы кронштейнов щеткодержателей (М30X1,5); при необходимости резьбу восстанавливают путем наплавки отверстий и нарезки номинального размера. Осматривают место на траверсе под фиксатор. На траверсах с большим сроком службы место под фиксатор обычно имеет износ. Этот износ необходимо устранить, так как иначе не будет обеспечена правильная без перемещений фиксация траверсы. Изношенное место наплавляют, а затем обрабатывают заподлицо.
После ремонта траверсу покрывают электроизоляционной эмалью (кроме зубьев и поверхности под подшипниковый щит).
Проверяют и при необходимости ремонтируют разжимное устройство, с помощью которого траверса закрепляется в выточке подшипникового щита. Разжимное устройство позволяет путем увеличения или уменьшения зазора между краями траверсы разжимать или сжимать ее. Изменение размера зазора осуществляется шпилькой, которая вкручивается в специальные шарниры разжимного устройства. Шпилька разжимного устройства должна свободно вкручиваться в шарниры и обеспечивать возможность изменения зазора в пределах 2-5 мм. Проверяют резьбу деталей разжимного устройства, неисправные детали заменяют.
Осматривают и проверяют состояние кронштейнов и накладок к ним. Кронштейны и накладки, в которых обнаружены трещины, заменяют исправными. Резьбовыми калибрами установленной степени точности проверяют резьбу, при необходимости резьбовые отверстия восстанавливают. Проверяют состояние гребенки. При повреждении резьбы гребенки не более 20% ее площади восстановление гребенки производят путем расчистки впадин.
Контролируют надежность крепления шпилек. Осматривают перемычки. Перемычки, имеющие дефекты, поврежденную изоляцию, заменяют исправными. Поврежденную изоляцию разрешается восстанавливать.
Особое внимание обращают на состояние деталей фиксирующего я стопорных устройств. Износы на этих деталях должны быть устранены, их размеры должны соответствовать номинальным. Восстановление деталей осуществляют наплавкой и последующей обработкой в соответствии с чертежом. Фиксатор должен плотно устанавливаться в выточке: этим обеспечивается правильная фиксация траверсы на геометрической нейтрали двигателя.
Все щеткодержатели, снятые с траверсы, подлежат ремонту, восстановлению и проверке.
После того как все узлы и детали отремонтированы и проверены, начинают сборку траверсы. Сборку выполняют на том же приспособлении, на котором производили ее разборку. Заворачивают в резьбовые отверстия траверсы пальцы, обеспечивая перпендикулярность их оси к поверхности траверсы (отклонение оси от перпендикулярного положения допускается не более 0,2 мм). На пальцах устанавливают и укрепляют кронштейны с накладками. С обратной стороны траверсы укладывают и при помощи специальных скоб укрепляют перемычки.
При установке перемычек во избежание их перетирания о скобы в местах крепления подкладывают дополнительную изоляцию из электрокартона. Прикрепляют болтами перемычки к кронштейнам. Устанавливают на гребенку кронштейнов щеткодержатели и закрепляют их болтами (шпильками).
Регулировку положения щеткодержателей на траверсе относительно друг друга и относительно коллектора очень удобно производить на специальном приспособлении - монтажном столе, разработанном впервые тов. Быченко В. А. для монтажа траверс двигателей электровозов переменного тока. Такие приспособления нашли широкое применение в депо.
Приспособление состоит из плиты 1 (рис. 151) и суппортного устройства 2. К плите приварены шесть упоров 5 с пазами и прижимы 6 для закрепления траверсы 7. Упоры расположены на плите по окружности через 60°. В суппортном устройстве закреплен шаблон 3, которым контролируют правильность положения окон щеткодержателей 4. Конструкция суппортного устройства обеспечивает перемещение шаблона в радиальном направлении и его вращение вокруг центральной оси.
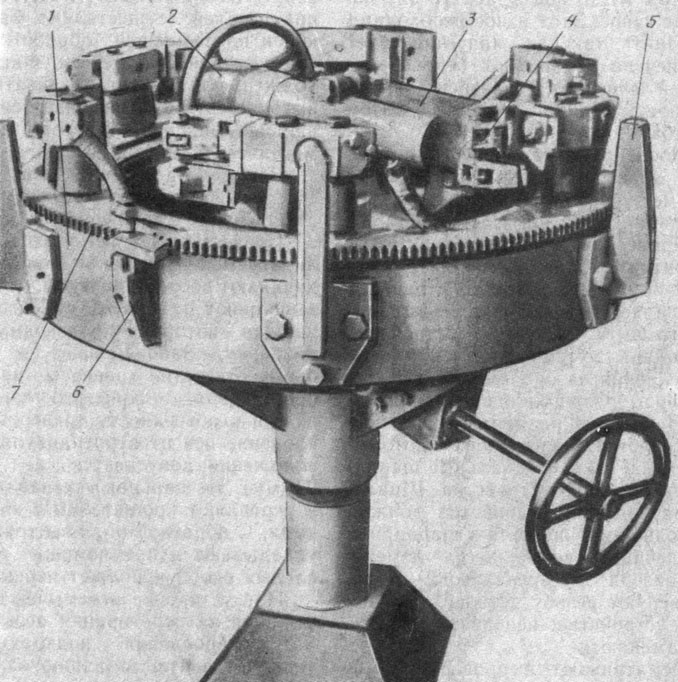
Рис. 151. Монтажный стол для сборки траверс
Проверяемую собранную траверсу устанавливают на плиту приспособления, вводят шаблон в окно одного из щеткодержателей и паз соответствующего упора, после чего закрепляют траверсу с помощью прижимов к плите. Затем шаблоном проверяют правильность установки остальных щеткодержателей, последовательно вводя шаблон в их окна и пазы соответствующих упоров. При правильной установке щеткодержателей шаблон свободно, без смещения траверсы входит в окна и соответствующие им пазы упоров. В тех случаях, когда окно щеткодержателя смещено относительно шаблона, выявляют причину смещения, при необходимости снимают и заменяют щеткодержатель, регулируют положение кронштейна или его пальца.
На монтажном столе проверяют правильность расстановки щеткодержателей по их осям, точность радиального положения их окон (осей электрощеток), расстояние от нижней надколлекторной кромки окна щеткодержателей до коллектора. На таких приспособлениях целесообразно выполнять монтаж траверс тяговых двигателей ТЛ-2К1, НБ-407Б, а также траверс тяговых двигателей электровозов ЧС.
Разница расстояний между осями окон щеткодержателей рекомендуется не более 1,5 мм (для тяговых двигателей всех типов); непараллельность осей окон щеткодержателей относительно осей (или кромки) коллекторных пластин не более 1 мм; расстояние от низа окна щеткодержателя до коллектора от 2 до 4 мм; минимальное расстояние между торцом петушков коллектора и корпусом щеткодержателей для тяговых двигателей ДПЭ-400, НБ-411, НБ-406 и ТЛ-2К1 4,5 мм, AL-4846eT и AL-4846dT 7 мм. После ремонта и сборки траверсу покрывают электроизоляционной эмалью в соответствии с чертежом.
Окончательную проверку положения траверсы и контроль установки электрощеток на коллекторе производят при монтаже тягового двигателя.
Ремонт стальных кронштейнов со слюдяной изоляцией и изоляционных пальцев кронштейнов. У стальных кронштейнов, снятых с тяговых двигателей (ДПЭ-400, НБ-406 и др.), проверяют сопротивление изоляции. Сопротивление изоляции исправного кронштейна при температуре 20 °С обычно составляет не менее 100 МОм. Если сопротивление изоляции меньше 100 МОм, то кронштейн сушат в печи при температуре 110-130 °С в течение 4 ч. Контроль высыхания изоляции в процессе сушки кронштейна осуществляют замерами сопротивления изоляции. Если при температуре 110-130 °С сопротивление изоляции кронштейна составляет не менее 10 МОМ, тогда сушку прекращают. В случаях когда при продолжительной сушке в течение 20-24 ч сопротивление изоляции кронштейна до требуемого значения не поднимается, такой кронштейн ремонтируют с перепрессовкой пальца и заменой основной изоляции.
На кронштейнах с исправными изоляционными пальцами осматривают фарфоровые изоляторы и проверяют их состояние. Изоляторы, на которых обнаружены дефекты (трещины, потемневшая глазурь и отколы), заменяют исправными. Проверяют плотность посадки фарфорового изолятора на изоляции пальца и пальца в кронштейне. При попытке поворачивания от руки в ту или другую сторону изолятор и палец кронштейна не должны перемещаться.
Если обнаружено ослабление в посадке изолятора, то изолятор снимают. Слюдяную изоляцию при необходимости частично заменяют. Тщательно очищают палец от остатков компаунда или пасты АСТ-Т, поверхностный слой слюдяной изоляции обезжиривают. При наложении слюдяной изоляции необходимо иметь в виду, что между изолятором и изолированным пальцем должен быть зазор 1,0-1,5 мм, равномерный по окружности и по всей длине изолятора. Перед насадкой торец изолятора, которым он упирается в кронштейн, промазывают пастой АСТ-Т, надевают изолятор на палец, обеспечивая концентричную его установку относительно оси пальца, и в зазор между пальцем и изолятором заливают пасту. После усадки пасты в процессе ее отверждения доливают необходимое количество раствора, затем оставляют кронштейн на 8-10 ч. За это время паста окончательно отверждается, и кронштейн устанавливают на двигатель, предварительно проверив в соответствии с правилами ремонта сопротивление изоляции.
Раствор пасты АСТ-Т приготовляют из специальных порошка и жидкости. Соотношение порошка и жидкости для промазки торцовой поверхности изолятора 4:3, для заливки зазора между пальцем и изолятором 1:1. В состав порошка входят следующие компоненты: эмульсионный полиметилметакрилат - 97 частей (по массе), перекись бензоила и окись цинка - по 1,5 части. В состав жидкости входит 97 частей метилметакрилата и 3 части технического диметиланилина.
При заливке паста не должна терять текучести, а поэтому, учитывая, что она быстро затвердевает, разводят ее в таком количестве, которое может быть использовано для заливки изоляторов в течение 3-5 мин. Пользуясь пастой, необходимо соблюдать правила техники безопасности.
Во избежание механических повреждений изоляторов при установке кронштейна в остов и затяжке болтов следят за тем, чтобы после насадки изолятора его торец не доходил до торца пальца на 0,5-3мм.
В случаях ослабления посадки изоляции на пальце или пальца в кронштейне кронштейн ремонтируют с перепрессовкой пальца. Установка на тяговые двигатели кронштейнов с ослаблением указанных деталей не допускается. Наличие неплотностей между пальцем и изолятором способствует проникновению в изоляцию кронштейна влаги и вызывает повреждения кронштейнов; наличие неплотностей между пальцем и кронштейном приводит к повышенной вибрации щеточных узлов и ухудшению условий работы скользящего щеточно-коллекторного контакта.
При необходимости осуществляют механический ремонт корпуса кронштейна. Обнаруженные в его корпусе трещины длиной до 30 мм, если они удалены от отверстий под пальцы на расстояние не менее 30 мм, заваривают.
Проверяют гребенку кронштейна, а также резьбовые отверстия. Если повреждение резьбы гребенки занимает не более 20% ее площади, то разрешается их ремонтировать расчисткой впадин. Если нарезка повреждена на большей площади, то поверхность гребенки наплавляют и делают нарезку вновь. Резьбовые отверстия кронштейна проверяют калибром установленной степени точности. Отверстия, у которых резьба имеет дефекты, восстанавливают.
Резьбовые отверстия для крепления щеткодержателей, а также отверстия для крепления токоведущих проводов заваривают, затем их рассверливают и нарезают резьбу номинального размера. Резьбовые отверстия пальцев кронштейнов разрешается восстанавливать постановкой в них специальных втулок (рис. 152) на резьбе. Для этого дефектное отверстие пальца рассверливают на больший диаметр (при М24 до 27,8 мм) и нарезают в нем резьбу М30. Затем вытачивают ремонтную втулку и такую же резьбу М30 нарезают на ее внешнем диаметре. Втулку вворачивают в отверстие. Затем во втулке просверливают отверстие нужного диаметра и в соответствии с чертежом нарезают резьбу номинального размера. Резьбу на втулке, а также резьбу на пальце под установку втулки проверяют калибром. Втулку изготовляют из стали Ст40. Чтобы установка втулки в пальце кронштейна была прочной, ее дополнительно закрепляют четырьмя установочными винтами М3X15. Торец втулки обтачивают заподлицо с торцом пальца. У всех кронштейнов проверяют установочные размеры, которые влияют на правильность расстановки электрощеток на коллекторе.
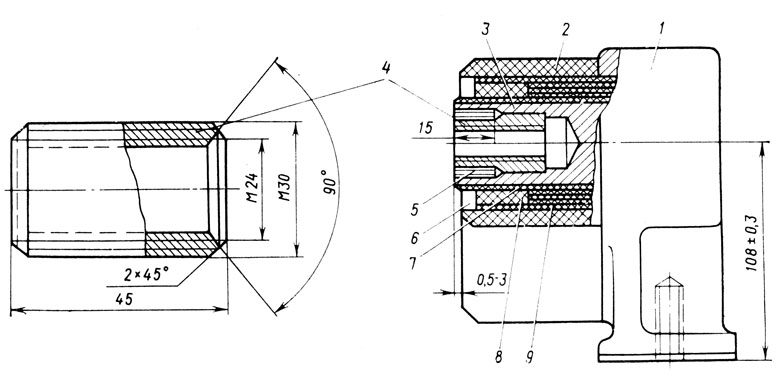
Рис. 152. Ремонт кронштейнов тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б: 1 - кронштейн; 2 - изолятор; 3 - палец; 4 - ремонтная втулка; 5 - установочный винт; 6 - паста изоляционная; 7-9 - изоляция
У кронштейнов щеткодержателей тяговых двигателей ДПЭ-400, НБ-411 и НБ-406 подлежат обязательной проверке следующие основные размеры: расстояние между осями отверстий под пальцы кронштейна 86,6±0,3 мм (см. рис. 147), расстояния от края гребенки до осей отверстий под пальцы, которые должны быть до первого отверстия 57±0,3 мм и до второго отверстия 108±0,3 мм. Кроме указанных размеров, во избежание перекосов щеткодержателей над коллектором проверяют высоту пальцев кронштейнов. Разница в высоте пальцев не допускается.
Для правильной установки кронштейна в остове относительно коллектора необходимо, чтобы плоскость гребенки кронштейна была строго перпендикулярна опорной плоскости пальцев и опорные поверхности пальцев кронштейна находились в одной плоскости.
У отремонтированных кронштейнов проверяют электрическую прочность изоляции. Проверку производят, прикладывая к изоляции напряжение, превышающее на 20% напряжение, которым испытывается тяговый двигатель в целом после ремонта. Наиболее эффективно испытание отремонтированных кронштейнов на пробой после выдержки их в воде.
На тяговых двигателях электровозов ЧС, а также на тяговых двигателях ТЛ-2К1 и НБ-407Б при деповском ремонте пальцы кронштейнов проверяют, не снимая их с траверсы. Обязательно снимают только те пальцы, сопротивление изоляции которых менее 100 МОм, пальцы с пробоем изоляции, а также пальцы, на изоляторах которых обнаружены трещины, сколы и потемнения глазури. Необходимо снимать пальцы также в тех случаях, когда в торцовой заливке или в изоляционных шайбах обнаружены трещины или ослабление их крепления на траверсе.
На снятом пальце тяговых двигателей AL-4846eT, AL-4846dT проверяют состояние его изоляции, а также состояние изоляционной шайбы 2 (рис. 153), изолятора 3, втулки 6 и торцовой части заливки (заполнителя). Сопротивление изоляции пальца должно быть не менее 100 МОм. При меньшем сопротивлении изоляции палец, так же как и кронштейн со слюдяной изоляцией, сушат. Температура сушки 110-120 °С.
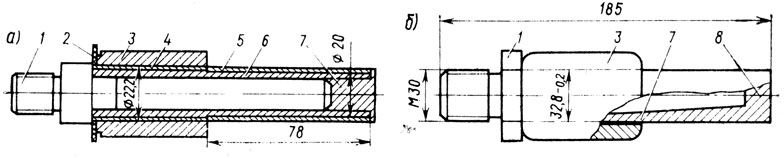
Рис. 153. Ремонт изоляционных пальцев щеткодержателей тяговых двигателей AL-4846 (а) и ТЛ-2К1 (б): 1 - шпилька; 2 - шайба изоляционная; 3 - изолятор; 4 - изоляция (лакоткань); 5 - изоляция (лакированная бумага); 6 - втулка (стальная); 7 - заполнитель; 8 - изоляция (АГ-4В)
Резьбу пальца проверяют калибром. При срыве резьбы или ослаблении резьбового крепления палец заменяют исправным.
Замену фарфоровых изоляторов и уплотнение их посадки на пальце производят так же, как на тяговых двигателях со стальными кронштейнами со слюдяной изоляцией, только вместо миканита в качестве уплотнения здесь применяют лакоткань ЛХ1 с промазкой ее бакелитовым лаком.
Ремонт пальцев тяговых двигателей AL-4846eT и AL-4846dT с заменой изоляции производят в следующем порядке. Снимают изолятор, изоляционную шайбу, стальную втулку и изоляцию. Палец очищают, протирают увлажненной бензином салфеткой, а затем изолируют. Для удобства перед изолировкой палец зажимают за шестигранник в тисках и наносят на поверхность, подлежащую изолировке, слой фенольно-альдегидного лака. После того как лак подсохнет, на палец накладывают слой покрытой фенольно-альдегидным лаком бумаги до получения в цилиндрической изолированной части пальца размера диаметра 22,2 мм. Изолированный слой, укладываемый на цилиндрическую поверхность пальца, должен выступать на 15 мм от его торца.
В процессе укладки покрытая лаком поверхность бумаги должна быть обращена в сторону пальца. Между слоями бумагу промазывают фенольно-альдегидным лаком и укладывают плотно ровными слоями без зазора у торца шестигранника. После этого изоляцию на длине 78 мм от торца (на месте установки стальной втулки) обтачивают до диаметра 20 мм и обжимают. Для обжима палец закладывают в специальное приспособление, обхватывающее его изолированную часть, и вместе с приспособлением помещают в печь, где прогревают в течение 30-40 мин при температуре 140-150 °С. Затем палец опрессовывают, снова помещают в печь и запекают в течение 1 ч при той же температуре.
После остывания пальца изоляция должна быть монолитной и не иметь ослабления на пальце. Запеченную изоляцию промазывают смолой и устанавливают стальную втулку, шайбу и изолятор. Перед установкой изолятора для плотной его посадки на пальце укладывают один слой вполуперекрышу промазанной фенольно-альдегидным лаком лакоткани (диаметр пальца под изолятор должен быть 22,5 мм), а место у шайбы для исключения проникновения влаги перед окончательной осадкой изолятора промазывают эпоксидной смолой холодного отверждения или пастой АСТ-Т. Торец пальца также заливают эпоксидной смолой или пастой АСТ-Т. Сушку смолы производят в течение 24 ч. Наружную поверхность втулки пальца покрывают эмалью ГФ-92-ХС. Проверяют электрическую прочность пальцев, отремонтированных с заменой изоляции, напряжением, превышающим испытательное напряжение машины на 20%,в течение 1 мин. Если изоляцию не заменяли, то электрическую прочность изоляции пальца испытывают напряжением 7,2 кВ в течение 1 мин.
Стальные разъемные кронштейны (на тяговых двигателях ТЛ1-2К1, НБ-407Б и др.) осматривают, обращая особое внимание на состояние поверхностей по разъему, при обнаружении заусенцев или других дефектов поверхность очищают. Проверяют накладки. Методы восстановления отверстий (с резьбой и без нее), гребенки такие же, как при ремонте кронштейнов со слюдяной изоляцией.
Ремонт щеткодержателей. В процессе эксплуатации щеткодержатель подвергается механическим нагрузкам, возникающим от собственного веса и динамических ударов, воспринимаемых тяговыми двигателями от неровностей пути и зубчатой передачи, а также воздействию электрического тока, проходящего через щеткодержатель и электрощетки. Поэтому детали щеткодержателей в эксплуатации значительно изнашиваются и теряют первоначальные характеристики. Изнашиваются поверхности щеточных окон корпусов щеткодержателей, валики, втулки и шайбы. Изменяется характеристика пружин, определяющих значения нажатия пальцев на щетки, изнашиваются резьбовые поверхности, появляются трещины в корпусах щеткодержателей и других деталях. Следовательно, при деповском ремонте машин щеткодержатели и их детали требуют тщательной проверки, при необходимости ремонта или замены.
Для обеспечения надежной работы щеточного узла в эксплуатации детали щеткодержателей и щеткодержатель в целом должны удовлетворять ряду требований:
окна щеткодержателей должны быть обработаны так, чтобы их размеры обеспечивали правильную, без перекосов установку электрощеток на коллекторе. Противоположные стенки окон должны быть строго параллельны друг другу, а продольная ось окна - параллельна плоскости гребенки щеткодержателя;
состояние крепежных деталей и всех отверстий (с резьбой и без нее) должно обеспечивать надежное крепление щеткодержателей к кронштейну, а щеточных проводников - к корпусу щеткодержателя, так как неудовлетворительный контакт в местах соединений токоведущих элементов вызывает повышенный нагрев деталей и их повреждения. Следует добиваться того, чтобы оси, шайбы, втулки щеткодержателя не имели выработок и износов сверх установленных норм;
пружины щеткодержателя должны создавать установленные величины нажатия нажимных пальцев на электрощетки при изменении их положения в пределах рабочего износа электрощеток;
нажимной палец должен перемещаться относительно оси, на которой он закреплен, без перекоса и заедания. Поперечные перемещения пальца должны быть строго ограничены предусмотренными в конструкции устройствами;
установочные размеры щеткодержателей должны соответствовать размерам, указанным в чертежах и нормах допусков и износов правил ремонта, так как только при выполнении этого условия может быть обеспечена правильная расстановка электрощеток на коллекторе по полюсным делениям.
Чтобы выполнить эти требования, при деповском ремонте тяговых двигателей тщательно проверяют все детали щеткодержателей с полной их разборкой. После разборки корпус щеткодержателя осматривают. Выявляют трещины, которые могут быть у щеточного окна и в местах перехода корпуса к гребенке. Замеряют износ окон. Проверяют наличие выработки в отверстиях приливов под ось пружины и резьбовые отверстия для крепления щеточных проводников. Трещины на корпусе после их разделки и подогрева корпуса щеткодержателя заваривают газовой сваркой. Для предотвращения изломов щеткодержателей в эксплуатации заварку трещин у основания прилива для крепления корпуса, а также трещин, которые могут вызвать откол щеточного окна, не производят. Щеткодержатели с такими трещинами бракуют.
Поврежденную поверхность гребенки щеткодержателя восстанавливают так же, как поверхность гребенки кронштейна.
Изношенные окна щеткодержателя наиболее целесообразно восстанавливать методом электролитического меднения. Этот способ позволяет нарастить необходимую толщину слоя на стенки окон, а затем точно обработать их протяжкой на номинальный размер (рис. 154). Перед меднением стенки окон выравнивают по наибольшему износу, после чего подсчитывают необходимую толщину слоя меднения. Подсчет толщины слоя ведется с учетом припуска на обработку протяжкой 0,2 мм.
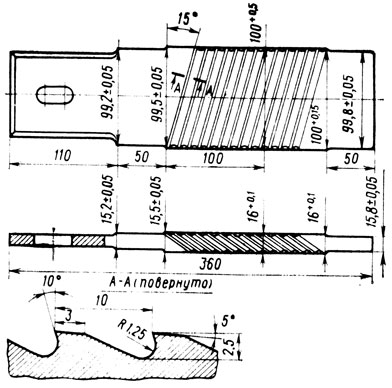
Рис. 154. Протяжка окон щеткодержателей тяговых двигателей ТЛ-2К1
При меднении восстанавливать окно по ширине целесообразно до размера, близкого к номинальному, т. е. если в чертеже указан размер ширины окна 16+01 мм, то на восстановленном окне целесообразно получить размер 16, а не 16,1 мм. Иногда целесообразно при меднении уменьшать ширину окна до 16-0,05 мм. Это хотя и потребует в отдельных случаях более тщательного подбора электрощеток к окнам щеткодержателей, но зато увеличит срок службы окон по износу и значительно улучшит условия работы скользящего контакта.
Чтобы в этом убедиться, можно рассмотреть условия работы электрощеток при существующих максимальных отклонениях на ширину окна щеткодержателя и толщину электрощетки. Так, для двигателя НБ-406 ширина окна на новом щеткодержателе составляет 20+0,1 мм, т. е. ширина окна может быть от 20 до 20,1 мм. Толщина электрощетки составляет 20+0,04-0,13 мм, т. е. от 19,87 до 19,96 мм. Таким образом, в новом щеткодержателе зазор между электрощеткой и окном может быть от 0,04 до 0,23 мм. Если учесть, что в эксплуатации износ окон по ширине допускается до 20,3 мм, то максимальный зазор между окном и электрощеткой будет 0,43 мм.
При максимальном зазоре условия работы электрощеток ухудшаются. Электрощетка устанавливается на коллекторе с перекосом. Набегающий край электрощетки изнашивается быстрее сбегающего (особенно такой износ электрощеток характерен для электровозов, работающих на длинных тяговых плечах). Сбегающий край электрощетки приобретает остроугольную форму, и при реверсировании двигателя острая кромка электрощетки скалывается. На коллекторе возникают искрение, поджоги коллекторных пластин, а межламельные канавки засоряются угольными частицами. Чтобы не допускать в эксплуатации работы электрощеток при указанных максимальных зазорах, рекомендуется к изношенным окнам подбирать большие по толщине электрощетки. Максимальный зазор в эксплуатации между электрощеткой и окном в правилах ремонта установлен 0,3 мм.
При восстановлении ширины окон щеткодержателей до размера 20-0,05 мм фактические зазоры между электрощеткой и окном значительно уменьшаются и подбор электрощеток облегчается. Снижение фактических зазоров уменьшает перекосы электрощеток в окнах, что значительно улучшает их притираемость к коллектору, сокращает их сколы, особенно при реверсировании двигателя, уменьшает электроэрозионный износ поверхностей электрощеток и окон щеткодержателей, а следовательно, соответственно увеличивает срок их службы.
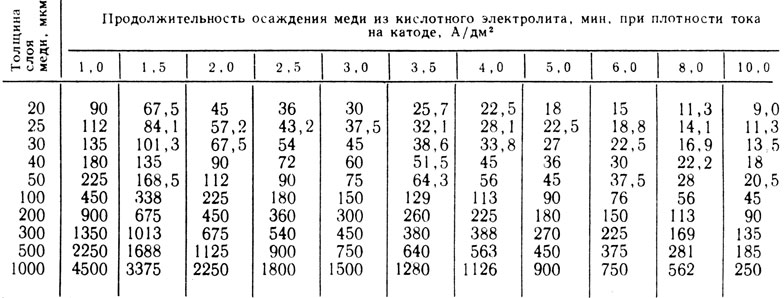
Таблица 5
Перед меднением корпус щеткодержателя подвергают травлению в 30%-ном растворе серной кислоты (до осветления поверхности), промывке в холодной воде и электролитическому обезжириванию.
Для электролитического обезжиривания применяют холодный раствор тринатрийфосфата (50 г/л) и кальцинированной соды (30 г/л). После обезжиривания корпусы щеткодержателя промывают в горячей, а затем в холодной проточной воде.
Поверхности, не подлежащие меднению, покрывают цапонлаком (кинопленкой, растворенной в ацетоне) и просушивают. После этого на специальном приспособлении собирают щеткодержатель с медным анодом. Анод должен быть установлен строго по центру окна; толщина анода 3 мм, ширина его равна длине окна минус 6-8 мм на зазор у стенок. Далее снова осуществляют травление щеткодержателей в растворе, содержащем хромовый ангидрид (300-350 г/л), серную кислоту (20 г/л), и декапирование их в растворе соляной (100 г/л) и серной (100 г/л) кислот.
Травление и декапирование осуществляются двух-, трехкратным окунанием щеткодержателей в соответствующие растворы. После травления и декапирования щеткодержатели тщательно промывают в холодной воде, а затем подвергают меднению.
Для меднения применяют профильтрованный раствор медного купороса (250-280 г/л), серной кислоты (50-75 г/л) и этилового спирта (1-2 г/л). Раствор нагревают до 25-30 °С и поддерживают такую температуру до окончания процесса меднения.
Силу тока I выбирают в зависимости от числа помещенных в ванну щеткодержателей:
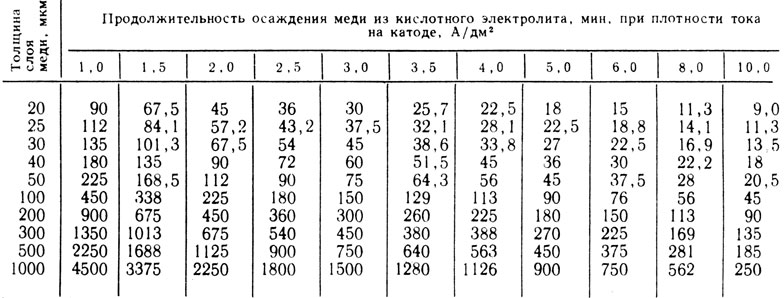
где n - число щеткодержателей;
S - поверхность щеткодержателя, подлежащая меднению, дм2;
d - плотность тока, равная 1,5-2 А/дм2 при напряжении 4-6 В.
Время меднения подсчитывают в зависимости от толщины слоя меднения и силы тока по табл. 5. Технология электролитического меднения разработана ВНИИЖТом.
В тех случаях, когда депо не имеет оборудования для меднения и протяжки окон щеткодержателей, ширину изношенных окон уменьшают другими способами. Так, разрешается восстанавливать размер окна по ширине разрезкой щеткодержателя по окну и последующей приваркой обрезанной части. Для обеспечения правильной приварки отрезанной стенки щеткодержателя перед приваркой в окно устанавливают шаблон, размеры которого обеспечивают получение необходимых размеров окна. Места сварки тщательно зачищают. Однако такой метод ремонта требует высокой квалификации сварщика, кроме того, он может оказаться нецелесообразным при большом износе окна по ширине, так как в этом случае после разрезки и приварки окна его ось может значительно сместиться и размеры А и Б (рис. 155) не будут выполнены.
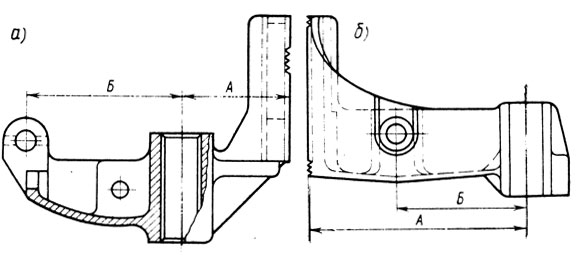
Рис. 155. Проверка установочных размеров щеткодержателей тяговых двигателей ТЛ-2К1, НБ-407Б, AL-4846 (а) и тяговых двигателей ДПЭ-400, НБ-411, НБ-406 (б)
При этом линия контакта нажимного пальца щеткодержателя и электрощетки сместится от номинального положения, что приведет к нецентральному нажатию пальца на электрощетку, перекосам электрощеток, возникновению неточностей их положения относительно нейтрали двигателя.
Разработанные отверстия в корпусе щеткодержателя под оси пружин, болты и винты, у которых обнаружена выработка или износ более 0,5 мм, восстанавливают наплавкой латунью или бронзой с последующей рассверловкой отверстий по чертежу.
У отремонтированного корпуса щеткодержателя проверяют установочные размеры: А (см. рис. 155) - расстояние от края гребенки до оси окна щеткодержателя и Б - расстояние от центра отверстия под ось до геометрической оси окна, а также параллельность плоскостей гребенки и окна щеткодержателя.
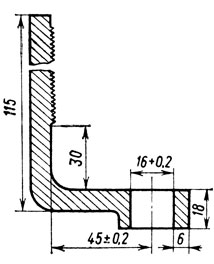
Рис. 156. Угольник для проверки корпуса щеткодержателя (ТЛ-2К1)
Расстояние от гребенки до оси окна щеткодержателя должно быть у двигателей ДПЭ-400, НБ-411 и НБ-406 - 125±0,5 мм; у двигателей ТЛ-2К1, AL-4846eT и AL-4846dT - 45±0,2 мм. Расстояние между осями щеточного окна и отверстия под ось щеткодержателя должно быть: у двигателей ДПЭ-400 и НБ-411 - 70±0,2 мм; НБ-406Б - 75±0,3 мм; AL-4846dT, AL-4846eT и ТЛ-2К1 - 65±0,2 мм.
Параллельность стенок окна щеткодержателя и его гребенки проверяют на контрольном угольнике (рис. 156). Вертикальная стенка угольника имеет гребенку, выполненную по размерам гребенки проверяемого щеткодержателя. Непараллельность стенок окна относительно плоскости гребенки более 0,3 мм не допускается. При установке корпуса щеткодержателя на контрольный угольник, если в его размерах нет нарушений, окна щеткодержателя и угольника совпадут (в пределах установленных норм) и электрощетка (или шаблон) свободно пройдет через окна щеткодержателя и шаблона.
Оси, храповики, барабаны, имеющие выработку более 0,5 мм в местах посадки в корпус щеткодержателя или разработанные отверстия под шплинты более 0,2 мм, заменяют исправными. Новые оси изготовляют из стали 10, а барабаны - из стали 10 или стали Ст40. Особое внимание обращают на проверку пружин щеткодержателей, так как в них в процессе эксплуатации могут появиться трещины или остаточные деформации.
Трещины выявляют тщательным осмотром пружин. Пружины, в которых обнаружены трещины, бракуют. Наличие остаточной деформации ленточных пружин и соответствие их характеристик чертежу проверяют после закручивания пружин 2-3 раза до полного сжатия. Проволочные пружины щеткодержателей тяговых двигателей ТЛ-2К1 и НБ-407Б испытывают в сборе с крючком 2 (рис. 157, а) и сухарем 1. После максимальной нагрузки [224 Н (22,4 кгс) - тяговый двигатель НБ-407Б и 231 Н (23,1 кгс) - ТЛ-2К1] пружина не должна иметь остаточной деформации, а ее характеристика должна соответствовать чертежу (рис. 157,б).
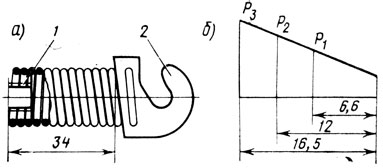
Рис. 157. Пружина щеткодержателя тягового двигателя ТЛ-2К1 (а) и ее характеристика (б): P1=119+10-5 H (11,9+1-0,5 кгс), P1=176+10-5 H (17,6+1-0,5 кгс), P3=224,5+10-5 H (22,45+1-0,5 кгс)
Новые ленточные пружины щеткодержателей тяговых двигателей ДПЭ-400, НБ-411 и НБ-406 изготовляют из стали 60С2, а тяговых двигателей AL-4846eT и AL-4846dT - из стали 1П-В-Ш-М. Навивку пружин выполняют против часовой стрелки в точном соответствии с чертежом. Новые пружины щеткодержателей тяговых двигателей НБ-407Б и ТЛ-2К1 изготовляют из стальной проволоки диаметром 2,5-1,0 мм.
Оси, барабаны, шайбы, шплинты, заклепки оцинковывают, а пружины покрывают черным лаком БТ-99. Это предохраняет указанные детали от коррозии. По окончании ремонта всех деталей щеткодержатель собирают. На собранном щеткодержателе регулируют нажатие нажимных пальцев.
Не рекомендуется допускать разницу в нажатиях пальцев одного щеткодержателя более 10%, так как это может нарушить правильное распределение тока между электрощетками, вызвать повышенное искрение на коллекторе.
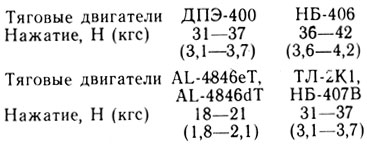
В конструкциях щеткодержателей с ленточной пружиной нажатие регулируют перестановкой шплинта в отверстие барабана. На щеткодержателях с пружиной, изготовленной из проволоки, нажатие регулируют ввинчиванием или вывинчиванием специального винта. В собранном щеткодержателе обращают внимание на отсутствие заеданий пружины при поворачивании от руки нажимных пальцев вокруг оси. Пальцы при перемещении относительно оси не должны касаться боковыми гранями стенок окна щеткодержателя. Нажатие нажимных пальцев щеткодержателей должно быть:
Электрощетки. Устойчивая работа щеточно-коллекторного узла тяговых двигателей в большой степени зависит от конструкции и марки электрощеток, соответствия их характеристик - электрических и механических - предъявляемым требованиям, от правильности установки электрощеток в щеткодержателях и на коллекторе.
На всех тяговых двигателях отечественных электровозов применяют разрезные (двойные) электрощетки с резиновым амортизатором 2 (рис. 158) и гибкими выводами 3 (шунтиками). На концы выводов устанавливают наконечники 4, с помощью которых выводы крепят болтами к передней стенке корпуса щеткодержателя. Общее сечение выводов выбирают в соответствии с плотностью тока, проходящего через электрощетку.
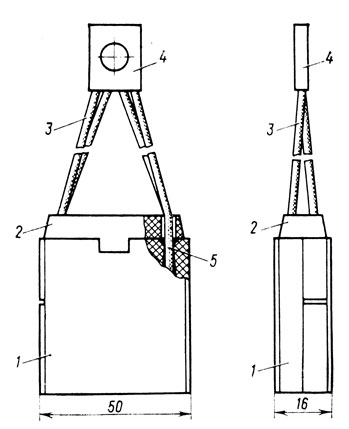
Рис. 158. Электрощетка тяговых двигателей ДПЭ-400, НБ-411, ТЛ-2К1 (конструкция): 1 - тело электрощетки; 2 - резиновый амортизатор; 3 - вывод; 4 - наконечник; 5 - медный порошок (конопаточный)
Для тяговых двигателей электровозов заводы выпускают электрощетки нескольких марок: ЭГ-2а, ЭГ-61, ЭГ-75, ЭГ-74 и ЭГ-61А. Графитовые электрощетки ЭГ-2а применяют только на тяговых двигателях старых типов (ДПЭ-400, НБ-411) и некоторых вспомогательных машинах электровозов. Эти электрощетки были разработаны в 50-е годы. Они морально устарели, не обеспечивают устойчивой коммутации тяговых двигателей, быстро изнашиваются и вызывают повышенный износ коллектора.
Электрощетки ЭГ-61, ЭГ-74, ЭГ-75 и ЭГ-61 А в отличие от электрощетки ЭГ-2а имеют сажевую основу. После изготовления они проходят пропитку в фуриловом спирте (кроме электрощеток ЭГ-74). Основное преимущество электрощето с сажевой основой - повышенные коммутационные свойства, поэтому в первую очередь эти электрощеи были внедрены на тяговых двигателях ТЛ-2К1 и НБ-407Б. Затем, по мере наращивания производственных мощностей по выпуску таких электрощеток, их начали применять на других тяговых двигателях электровозов, в том числе на тяговых двигателях пассажирских электровозов ЧС2, взамен применявшихся ранее электрощеток заводов-изготовителей зарубежных фирм.
Электрощетки тяговых двигателей указанных пассажирских электровозов изготовляются неразрезными и не имеют резинового амортизатора. Площадь сечения гибких выводов у этих электрощеток 6 мм2.
Возможность применения в двигателях пассажирских электровозов более простых электрощеток, чем в грузовых, объясняется тем, что размеры этих электрощеток сравнительно небольшие (например, объем, масса и площадь сечения электрощетки тягового двигателя AL-4846eT примерно равны объему, массе и площади сечения половины электрощетки двигателя НБ-406). Кроме того, условия работы электрощеток на тяговых двигателях с рамным подвешиванием на пассажирских электровозах более благоприятны, чем на двигателях с опорно-осевым подвешиванием (грузовые отечественные электровозы), так как ударные воздействия, возникающие в щеточном аппарате на электровозах с рамным подвешиванием тягового двигателя, значительно меньше.
Надо отметить, что электрощетки ЭГ-75 на тяговых двигателях работают в сочетании с электрощетками ЭГ-61 или ЭГ-61 А. Совместная установка электрощеток ЭГ-75 и ЭГ-61 значительно улучшает условия токосъема, снижает износ электрощеток и коллектора, резко уменьшает "заволакивание" меди.
Для совместной работы электрощетки одной марки Ставят в щеткодержатели положительной полярности, другой марки - в щеткодержатели отрицательной полярности. Положительный эффект от совместного применения электрощеток разных марок объясняется тем, что при весьма близких свойствах этих электрощеток они обладают различной микротвердостью: микротвердость электрощеток ЭГ-75 примерно в 2 раза меньше, чем микротвердость электрощеток ЭГ-61. Такое сочетание свойств электрощеток указанных марок создает благоприятные условия для работы скользящего контакта.
Значительным преимуществом электрощеток марок ЭГ-61, ЭГ-75 и ЭГ-61 А является низкий по сравнению с электрощетками ЭГ-2а и ЭГ-74 коэффициент трения. Это очень благоприятно влияет на работу скользящего контакта, так как потери на трение, а следовательно, и нагрев коллектора и электрощеток уменьшаются, а коммутационная надежность двигателя и срок службы щеток и коллектора повышаются.
Электрощетки, применяемые на электрических машинах электровозов, изготовляют по специальным техническим условиям: марок ЭГ-2а и ЭГ-74 по ТУ 16-531 133-71; ЭГ-61 по ТУ16-533 105-71; ЭГ-75 с ЭГ-61А по ТУ16 538. 312-77, ЭГ-75А по ТУ 16-538 266-75, которые предусматривают на указанные электрощетки основные характеристики (табл. 6).
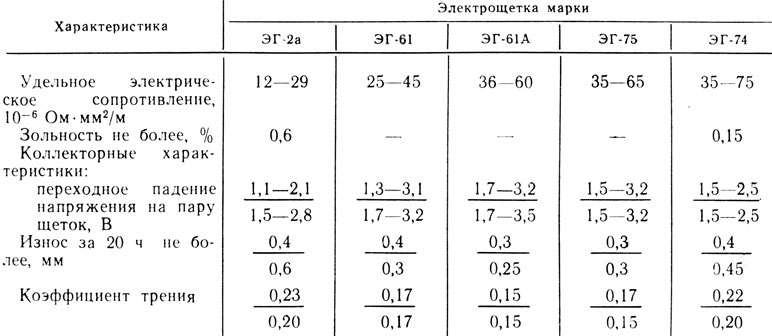
Таблица 6
(Примечания. 1. В числителе указаны характеристики электрощеточного полуфабриката при испытаниях на установке с короткозамкнутыми коллекторами (КЗК-95), в знаменателе - характеристики электрощеток при испытаниях на установке с короткозамкнутыми коллекторами тяговых двигателей (УК).
2. Для электрощеток ЭГ-75 коллекторные характеристики указаны при совместной их установке с электрощетками ЭГ-61.)
Большое влияние на работоспособность электрощеток оказывает 1 процент содержания в них золы. Повышенная зольность свидетельствует о неудовлетворительном качестве исходного материала и часто бывает причиной повышенного нагрева электрощеток и коллекторов. При использовании таких электрощеток на коллекторах, как правило, не образуется устойчивой политуры и не обеспечивается нормальная работа скользящего контакта в целом. Поэтому процент содержания золы в электрощетках должен быть строго соблюден.
Важной характеристикой электрощеток является переходное электросопротивление между выводом и телом электрощетки. На электрощетках тяговых двигателей электровозов сопротивление в заделке вывода более 1,25 МОм не допускается. При увеличенном сопротивлении в местах контакта конопаточный порошок сильно нагревается, выкрашивается, что приводит к постепенному нарушению места крепления шунта, перегоранию конопаточного порошка и вывода.
Предприятие-изготовитель электрощеток несет ответственность за соответствие их характеристик требованиям технических условий. Если электрощетки не удовлетворяют требованиям технических условий и выходят из строя при пробеге до 20 тыс. км - ЭГ-2а, ЭГ-74, до 30 тыс. км - ЭГ-75, до 40 тыс. км - ЭГ-61 и до 50 тыс. км - ЭГ-61 А, то такие электрощетки должны заводом-изготовителем заменяться безвозмездно.
На упакованную пачку электрощеток наклеиваются этикетки. Каждая электрощетка имеет маркировку, в которой указаны условное обозначение ее марки, товарный знак завода-изготовителя, год изготовления, номер партии. Маркировка электрощеток и характеристики, указанные в этикетке, должны использоваться при предъявлении рекламаций заводам-изготовителям.
На всех электрощетках тяговых двигателей имеется риска, которая обозначает допустимый в эксплуатации износ электрощетки. Риску на электрощетке наносят обычно на расстоянии 5 мм от низа заделки вывода. Расстояние от риски до рабочей грани электрощетки определяет ресурс электрощетки. Использование электрощеток за пределами риски недопустимо, так как при этом вывод может оголиться и повредить поверхность коллектора. Во избежание подобных повреждений в конструкциях щеткодержателей обычно предусмотрены специальные ограничители, которые при критическом износе электрощетки не допускают, чтобы нажимной палец опирался на электрощетку. Палец при этом опирается на органичитель. В Щеткодержателях отечественных двигателей таким ограничителем являются стенки окна.
Надо отметить, что не все конструкции щеткодержателей позволяют использовать полный ресурс электрощетки. В таких случаях браковочный размер электрощетки, указанный в правилах ремонта, не соответствует положению риски. Так, для старой конструкции щеткодержателей двигателей ДПЭ-400, НБ-406Б браковочный размер электрощетки составляет 35 мм. На этих щеткодержателях, чтобы полнее использовать ресурс электрощетки, рекомендуется конец нажимного пальца отогнуть вверх до его оси на угол, примерно равный 30°. Это мероприятие исключает случаи, когда при небольшом износе электрощетки нажимной палец упирается в торцы наконечников выводов, укрепленных на бобышке, и перестает прижимать электрощетку к коллектору.
Поступившие в депо электрощетки по данным этикетки проверяют на соответствие их характеристик техническим условиям. Все электрощетки перед установкой на двигатель осматривают. При этом контролируют состояние и пригонку к электрощетке резинового амортизатора. Отверстия в резиновом амортизаторе должны соответствовать размещению выводов в электрощетке. Амортизатор должен свободно входить в окно щеткодержателя. Тщательно проверяют качество заделки выводов в корпусе электрощетки. В отдельных случаях при изготовлении электрощеток цементирующая конопаточный порошок паста поднимается на 3-10 мм по выводам и затвердевает. Затвердевшая паста делает выводы жесткими, и тогда через небольшой пробег проводники ломаются и электрощетка выходит из строя. Поэтому перед постановкой электрощеток необходимо убедиться, что заклейка пастой произведена правильно и шунтик по всей длине, особенно в местах выхода из корпуса электрощетки, гибкий и не имеет затвердевших мест.
Запрещается устанавливать на один тяговый двигатель электрощетки различных марок (кроме ЭГ-61 и ЭГ-61А совместно с ЭГ-75), так как разные характеристики электрощеток не смогут обеспечить устойчивой работы скользящего контакта. По той же причине не рекомендуется устанавливать на один двигатель электрощетки разных заводов-изготовителей.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'