34. Ремонт магнитной системы остова
В магнитную систему остова входят: главные и добавочные полюсы (с полюсными катушками, фланцами, стальными и диамагнитными прокладками, наконечниками), компенсационные обмотки, межкатушечные соединения. Перечисленные узлы магнитных систем тяговых двигателей электровозов постоянного тока по конструктивному исполнению весьма схожи, что предопределяет общий технологический подход к их ремонту как в условиях депо, так и в условиях ремонтных заводов. Однако в методах и технологии ремонта учитываются те конструктивные и технологические особенности, которые характерны для исполнения магнитной системы тяговых двигателей соответствующих типов.
Магнитные системы тяговых двигателей электровозов постоянного тока условно можно разделить на три типа: четырехполюсного исполнения (тяговые двигатели ДПЭ-400, НБ-411, НБ-406Б), шестиполюсного исполнения с компенсационными обмотками (ТЛ-2К1, НБ-407Б) и шестиполюсного исполнения без компенсационных обмоток (тяговые двигатели пассажирских электровозов ЧС).
Наиболее сложными в изготовлении и ремонте являются шестиполюсные магнитные системы с компенсационными обмотками. В этих магнитных системах по сравнению с магнитными системами четырехполюсного исполнения увеличено вместе с числом полюсов число выводов из катушек и межкатушечных соединений, уложена в пазах сердечников главных полюсов компенсационная обмотка.
Применение компенсационной обмотки позволило значительно повысить коммутационную и потенциальную устойчивость тяговых двигателей (она компенсирует магнитодвижущую силу поперечной реакции якоря и в 1,5-2 раза снижает максимальное межламельное напряжение на коллекторе) и резко уменьшить число неисправностей тяговых двигателей в эксплуатации из-за круговых огней по коллектору и перебросов на корпус. Но вместе с тем в магнитной системе появился новый сложный узел, который увеличил общее число повреждений магнитных систем - из-за пробоев компенсационных обмоток, изломов их выводов и других дефектов и потребовал внесения в технологию ремонта тяговых двигателей новых методов и технических средств по проверке и ремонту этих обмоток с целью поддержания их в исправном состоянии в эксплуатации.
Анализ показывает, что повреждаемость узлов магнитных систем (пробои изоляции полюсных и компенсационных катушек, изломы выводов, прогары межкатушечных соединений и др.) увеличивается с ростом пробегов тяговых двигателей от начала эксплуатации, а также от последнего их заводского или деповского ремонта. Это происходит в связи с тем, что с увеличением пробега электрических машин от начала эксплуатации или от их последнего ремонта свыше 350- 400 тыс. км нарастает интенсивность ослабления креплений полюсов, полюсных и компенсационных обмоток, межкатушечных соединений, перемычек, ухудшаются условия работы изоляции, ускоряются ее старение, усадка, истирание.
Однако повреждения магнитных систем имеют место и при сравнительно небольших пробегах - 50- 150 тыс. км от предыдущего деповского или заводского ремонта. Причиной таких повреждений являются низкое качество их ремонта, нарушения технологических процессов, невыполнение установленного объема ремонта.
Осмотр, проверка и ремонт полюсов, межкатушечных соединений. Для производства осмотра и ремонта магнитной системы остов устанавливают на специальный кантователь остовов (рис. 138) (проект ПКБ А 1368.00.00) или, если кантователя нет, на подставку высотой 0,5-0,7 мм.
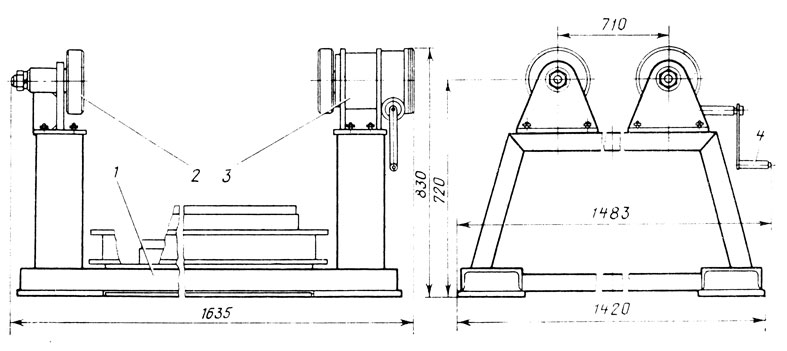
Рис. 138. Кантователь остовов тяговых двигателей:
Неисправности магнитной системы очень часто возникают как следствие неплотной посадки полюсных катушек на сердечниках, компенсационных обмоток в пазах, слабого крепления выводных проводов и перемычек к скобам остова и нарушения контакта между наконечниками в межкатушечных соединениях. Ослабление креплений этих узлов и деталей вызывает увеличение их вибрации особенно в области резонансных частот и приводит к изломам выводов полюсных катушек и компенсационных обмоток, в первую очередь "жестких" выводов (шинных конструкций), чрезмерному нагреву контакта в межкатушечных соединениях и их пережогу, а также перетиранию изоляции перемычек. Кроме того, увеличение вибрации вызывает механическое истирание изоляции обмоток и проводов, которое с течением времени прогрессирует и приводит к пробою полюсных катушек, компенсационных обмоток, выводных проводов и перемычек.
Наибольшее количество повреждений на тяговых двигателях с опорно-осевой подвеской обычно бывает на полюсах, компенсационных обмотках, межкатушечных соединениях, расположенных в непосредственной близости от моторноосевой горловины, так как именно они подвержены наибольшим динамическим воздействиям, возникающим от ударов колесных пар при прохождении рельсовых стыков и других неровностей пути.
После установки остова на кантователь изнутри осматривают полюсные катушки, сердечники полюсов, пружинные фланцы, межкатушечные соединения и провода. Убеждаются в плотности прилегания (отсутствии ослабления) сердечников и катушек к остову.
Основным признаком ослабления полюсных катушек и компенса ционных обмоток является наличие следов их перемещения, которые можно определить по смещению пружинных фланцев, ослаблению немагнитных угольников и полюсных болтов, по наличию трещин в заливке головок полюсных болтов, потертостей изоляции.
Если обнаружено ослабление затяжки полюсов полюсными болтами, обращают внимание на отсутствие трещин в болтах. Для проверки применяют ультразвуковой дефектоскоп со специальным щупом. Щуп прикладывают к предварительно зачищенной головке болта и по характеру изображения на экране дефектоскопа выявляют трещины. В случаях когда показания ультразвукового дефектоскопа свидетельствуют о наличии трещин или сомнительны, полюсные болты выворачивают и подвергают магнитной дефектоскопии. Проверяют резьбу болтов калибрами степени точности 7Н. Болты, у которых обнаружены трещины или повреждения резьбы, заменяют. Новые болты изготавляют из стали Ст40, которая позволяет обеспечить после термообработки следующие механические характеристики болтов:
Для крепления главных и добавочных полюсов тяговых двигателей ТЛ-2К1 и главных полюсов двигателей НБ-407Б применяют болты, изготовленные из стали 35Х-ГСА, которая имеет:
Необходимо иметь в виду, что на отдельных тяговых двигателях, и в частности на тяговых двигателях НБ-407Б, крепление добавочных полюсов осуществлено с помощью немагнитных болтов, кото рые изготовляют из стали Ст ОХ20НЧАГ10 [временное сопротивление не менее 750 МПа (75 кгс/мм2), относительное удлинение 18%, относительное Сужение 50 %, предел текучести 500 МПа (50 кг/мм2), твердость по Бринеллю 210-252]. При замене таких болтов устанавливаемые болты должны изготовляться из этой же стали. Применение болтов из других марок стали недопустимо.
Во избежание отворачивания или ослабления полюсных болтов в эксплуатации необходимо строго контролировать значение момента их затяжки, который должен быть для болтов М30 - 1000 Н•м (100 кгс•м), М24 - 600 Н•м (60 кгс•м), М20 - 300 Н•м (30 кгс•м). Затяжку болтов производят динамометрическим ключом.
Если обнаружены ослабления катушек, их уплотняют. Уплотнять полюсные катушки на сердечниках можно, не снимая полюсов с остова, установкой прокладок из пропитанного в электроизоляционном лаке или льняном масле электрокартона.
Уплотнительные прокладки вырезают П-образной формы и устанавливают между катушкой и остовом. В случаях когда в катушке обнаруживают дефекты, которые не могут быть устранены в остове (пробой, повреждение изоляции, излом вывода и др.), полюс снимают, дефектную катушку заменяют новой или отремонтированной.
С целью снижения повреждений катушек в эксплуатации на некоторых дорогах полюсы, расположенные над моторно-осевой горловиной, снимают с остова и проверяют во всех случаях разборки тяговых двигателей.
Осматривают компенсационные обмотки, проверяют плотность их установки в пазах сердечников полюсов, состояние лобовых частей. Наиболее характерными повреждениями компенсационных обмоток являются: перетирание их изоляции на выходе катушек из паза, ослабление катушек в пазах, ослабление клиньев, повреждения выводов, подгары соединений выводов компенсационных катушек друг с другом или с выводами катушек добавочных полюсов. На лобовых частях обмоток наблюдаются механические повреждения изоляции частицами пыли, заносимыми в двигатель с охлаждающим воздухом.
Ослабление компенсационных обмоток в пазах устраняют так же, как и ослабление полюсных катушек, - установкой прокладок из пропитанного электрокартона (такое уплотнение может производиться. если нет истирания покровной изоляции катушки), установкой новых клиньев. Незначительные поверхностные повреждения изоляции компенсационных обмоток в лобовых частях устраняют путем очистки этих мест от поврежденной изо ляции. покрытием их изоляционным лаком и изолировкой стеклолентой с промазкой ее этим же лаком. Компенсационную катушку с пробоем изоляции, изломом вывода демонтируют и заменяют исправной.
Конструктивно компенсационная обмотка тяговых двигателей НБ-407Б и ТЛ-2К1 состоит из шести катушек. Каждую катушку (рис. 139) укладывают в пазы сердечников двух расположенных рядом главных полюсов; ее центральный вывод 2 подсоединяют к выводу катушки добавочного полюса, а боковой вывод 1 - к соседней катушке компенсационной обмотки.
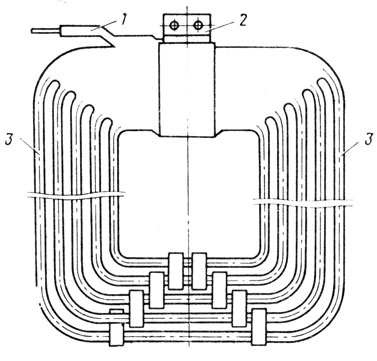
Рис. 139. Катушка компенсационной обмотки тягового двигателя ТЛ-2К1: 1 - боковой вывод; 2 - центральный вывод; 3 - стороны катушки
При замене компенсационной катушки необходимо разизолировать соединения и отсоединить оба ее вывода, выбить клинья из пазов обоих сердечников, в которых размещены витки катушки. Катушку надо вынимать из пазов постепенно легким раскачиванием (от руки), так как при неосторожных действиях можно повредить изоляцию катушки, а также нарушить ее конфигурацию. Катушку с такими повреждениями нельзя будет в депо отремонтировать. После освобождения пазов сердечника от катушки пазы осматривают и очищают от старой изоляции. После очистки в пазах не должно оставаться острых кромок, заусенцев и других дефектов, которые могут вызвать повреждения изоляции вновь устанавливаемой катушки.
Перед установкой новой (или отремонтированной) компенсационной катушки ее нагревают, а пазы промазывают лаком ФЛ-98 или ПЭ-933; на дно пазов укладывают прокладки из стеклолакоткани, затем U-образную выстилку паза, изготовляемую из стеклопласта или изофлекса толщиной 0,15-0,20 мм, и U-образную угловую изоляцию по обоим концам пазов. После этого катушку выставляют по всем пазам обоих полюсов. Сердечники смежных полюсов должны быть установлены так, чтобы их пазы были параллельны прямолинейной части витков катушки и чтобы при укладке витков в пазы не требовалось бы их натягивать или сжимать, они должны входить в паз свободно.
Выставленную по пазам компенсационную катушку легким постукиванием по ее виткам по всей длине осаживают до дна пазов. При осадке применяют молоток с текстолитовой подбойкой.
После установки катушки в отдельных пазах могут быть неплотности между стенкой паза и витком катушки. В этих случаях между витком катушки и стенкой паза прокладывают полоски изофлекса или пропитанного электрокартона. Так же производят уплотнение катушек по высоте паза. Убедившись, что катушка установлена правильно, забивают крепежные клинья.
Монтаж полюсных катушек и компенсационных обмоток в остове необходимо выполнять осторожно, исключив возможность их ударов, поскольку это может привести к повреждениям изоляции. После установки компенсационных катушек в задней лобовой части со стороны, противоположной коллектору, проверяют расстояние от сердечника до внутреннего витка катушки. Для двигателя ТЛ-2К1 это расстояние должно быть 25±5 мм.
Частой причиной повреждения тяговых двигателей в эксплуатации являются изломы выводов полюсных и компенсационных катушек. Эти повреждения чаще происходят в магнитных системах, в которых применены полюсные катушки с изоляцией "Монолит-2" и жесткими выводами из катушек.
В современных конструкциях магнитных систем имеются различные исполнения выводов полюсных и компенсационных катушек, но принципиальным различием исполнений является применение гибкого или жесткого вывода. К жестким выводам относят те, которые изготовлены из шинной или листовой меди, к гибким - из изолированного провода или медной плетенки.
Катушки добавочных полюсов отечественных тяговых двигателей выпускались заводами-изготовителями, а затем и ремонтными как с гибким, так и с жестким выводами. В настоящее время, хотя и производится ремонтными заводами в порядке модернизации плановая замена жестких выводов гибкими, в эксплуатации продолжает оставаться значительное количество дополнительных катушек с жесткими выводами.
Конструкция гибкого вывода катушек добавочных полюсов тяговых двигателей ДПЭ-400, НБ-411 и НБ-406 показана на рис. 140, а. Гибкий вывод изготовлен из провода ПМУ с изоляцией на 4000 В и впаян в патрон. Патрон приклепан заклепками и припаян к скобе, которая в свою очередь припаяна к крайнему витку катушки. Припайку патрона к скобе и пайку провода в патроне осуществляют припоем ПОССу 40-0,5, а припайку скобы к витку катушки - припоем Л-62. Конструкция жесткого вывода у этих же катушек показана на рис. 140,6. Жесткие выводы изготовлены из полосовой (шинной) меди площадью сечения 5X40 мм2 и приварены к выводной скобе меднофосфористым припоем ПМФ. Скоба приварена к крайнему витку катушки припоем Л-62.
У тяговых двигателей ТЛ-2К выводы катушек добавочных полюсов имеют также два исполнения. В первом исполнении (рис. 140, в) один вывод гибкий, изготовлен из провода ППСТ (РКГМ-400-95 мм2), второй жесткий, изготовлен из листовой меди и имеет площадь сечения 6X20 мм2.
Во втором исполнении катушек добавочных полюсов (рис. 140, г) оба вывода гибкие; один изготовлен из провода ППСТ, второй - из медной плетенки ПЩ. Эта конструкция выводов наиболее надежна.
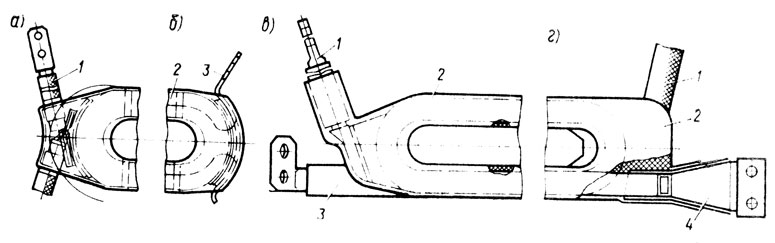
Рис. 140. Ремонт катушек добавочных полюсов тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б (а, б) и ТЛ-2К1 (в, г) с гибкими и жесткими выводами: 1 - гибкий вывод (из провода); 2 - катушка; 3 - жесткий вывод (из шинной меди): 4 - гибкий вывод (из медной плетенки)
У тяговых двигателей AL-484eT для выводов из катушек добавочных полюсов используются специальные латунные патроны, которые припоем, содержащим серебро, припаяны к концам катушки. Соединения между катушками выполнены гибкими проводами. Концы проводов впаяны в патроны катушек припоем ПОС-40. После пайки проводов патроны катушек, а также места соединения провода с патроном во избежание проникновения влаги к патрону и внутрь изоляции катушки тщательно изолируют и промазывают изоляционным лаком и эмалью.
Катушки главных полюсов в основном выпускались с выводами гибкого исполнения и изготовлялись на тяговых двигателях ДПЭ-400, НБ-411, НБ-406 из провода ПМУ-4000-95 мм2, на двигателях ТЛ-2К1 и НБ-107Б из провода ППСТ (РКГМ-4000-95 мм2). Однако в эксплуатации имеется и некоторое количество тяговых двигателей ДПЭ-400 и НБ-406 с жесткими выводами у катушек главных полюсов.
На тяговых двигателях электровозов AL-4846eT и AL-4846dT конструкция выводов из катушек главных полюсов и межкатушечные соединения выполнены так же, как и на добавочных. В качестве выводов из катушек используются латунные патроны, а соединения между катушками выполнены гибкими про водами.
Выводы компенсационных обмоток также имеют различные исполнения. На тяговых двигателях ТЛ-2К1 выводы компенсационных катушек изготовляют из медной плетенки ПЩ. Однако в эксплуатации еще встречаются двигатели ТЛ-2К1, у которых боковые выводы компенсационных обмоток выполнены жесткими, так как такая конструкция применялась на тяговых двигателях ранних выпусков.
В компенсационных обмотках тяговых двигателей НБ-407Б центральный вывод гибкий, выполнен из медной плетенки. Боковые выводы на трех катушках выполнены гибкими и на остальных трех - жесткими.
Катушки с гибкими и жесткими выводами устанавливают в остове через одну, т. е. так, чтобы жесткий вывод соединялся с гибким. Это обеспечивает наличие гибкого элемента в каждом соединении выводов между компенсационными катушками.
На тяговых двигателях с опор но-осевой подвеской конструкция жестких выводов из полюсных катушек и компенсационных обмоток себя не оправдала. Эти выводы имели в эксплуатации повышенную повреждаемость из-за их изломов. Поэтому в настоящее время для повышения надежности ранее выпущенных тяговых двигателей с жесткими выводами полюсных катушек и компенсационных обмоток при среднем и капитальном ремонте же сткие выводы заменяют гибкими. Для изготовления гибких выводов полюсных катушек в двигателях НБ-406 применяют провод ПМУ (или ППСТ) с изоляцией на 4000 В, в двигателях ТЛ-2К1 - медную плетенку ПЩ и провод ППСТ. Выводы из компенсационных обмоток выполняют из плетенки ПЩ.
В магнитных системах всех исполнений при деповском ремонте проверяют состояние межкатушечных соединений. Проверку выполняют, пропуская через обмотки в течение 5-10 мин ток, равный (или близкий) двойному часовому. Надежность контактов определяют по изменению показаний амперметра при качке мест соединения или по нагреву - на ощупь, сравнивая нагрев соединений. Если соединения имеют хороший контакт, то нагрев их будет примерно одинаковым. Для более объективной оценки состояния межкатушечных соединений необходимы специальные приборы. Работы по созданию таких приборов ведутся Уральским отделением ВНИИЖТ. Разработаны опытные образцы прибора, который оценивает состояние контактов соединения (их нагрев) по инфракрасному излучению от зон местного нагрева, но большого практического применения эти приборы пока не получили.
Если при проверке выявлены чрезмерные нагревы отдельных соединений, то такие соединения раз- изолируют и ремонтируют.
Ремонт соединений между катушками главных или добавочных полюсов двигателей (ДПЭ-400, НБ-406В, НБ-411 и др.) выполняют в соответствии с рис. 141.
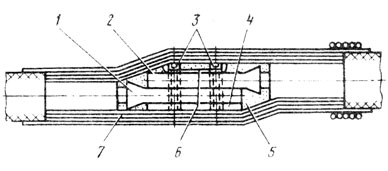
Рис. 141. Ремонт межкатушечных соединений тяговых двигателей ДПЭ-400, НБ-406Б, ТЛ-2К1 и др.: 1, 2 - наконечники; 3 - болты; 4 - планка; 5 - замазка электроизоляционная; в - шайба специальная; 7 - изоляция (в соответствии с чертежом)
Изоляцию снимают, электроизоляционную замазку 5 очищают, проверяют плотность затяжки болтов 3, состояние наконечников 1, 2 и планки 4. При необходимости наконечники разъединяют, детали соединения ремонтируют, а затем вновь соединяют и изолируют. В случаях когда требуется замена наконечников, катушку снимают с остова.
В тяговых двигателях ТЛ-2К1 последних выпусков в межкатушечных соединениях, соединениях между компенсационными катушками, а также в соединениях между компенсационными катушками и катушками добавочного полюса установлены под головки болтов пружинные шайбы 3 (рис. 142). Это обеспечивает более надежный контакт между соединяемыми наконечниками и увеличивает устойчивость узла к вибрационным воздействиям. Учитывая положительный опыт применения в межкатушечных соединениях тяговых двигателей ТЛ-2К1 пружинных шайб, их установку целесообразно рекомендовать при ремонте межкатушечных соединений тяговых двигателей других типов.
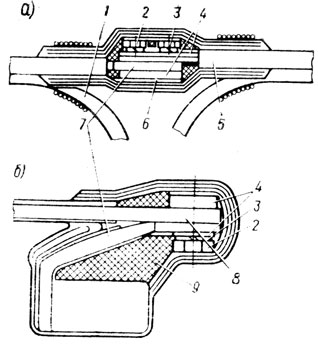
Рис. 142. Ремонт соединений выводов компенсационных катушек между собой (о) и с выводами катушек добавочных полюсов (б) тяговых двигателей ТЛ-2К1: 1 - компенсационная катушка; 2 - болт; 3 - шайба пружинная; 4 - планка; 5, 7 - выводы компенсационной катушки; 6 - скоба; 8 - вывод
В тяговых двигателях НБ-407Б соединение выводов полюсных катушек между собой, а также соединение выводов катушек добавочных полюсов с выводами компенсационных катушек и выводов компенсационных катушек между собой выполнено паянием (рис. 143). Для пайки применен виброустойчивый припой ПСр-25ф. Преимуществами паяного соединения являются уменьшение числа деталей в соединении, снижение его веса, простота изолировки, высокая надежность и стабильность контакта между соединяемыми наконечниками по сравнению с болтовым креплением, так как исключается возможность ослабления болтов. К недостатку этой конструкции следует отнести необходимость при замене катушки распайки соединения и последующей его пайки. Для этого в депо необходимо иметь соответствующее оборудование: сварочные трансформаторы, специальные клещи для разогрева соединения. Пайку соединения должны выполнять квалифицированные специалисты, чтобы исключить возможность повреждения изоляции расположенных вблизи изолированных поверхностей катушек.
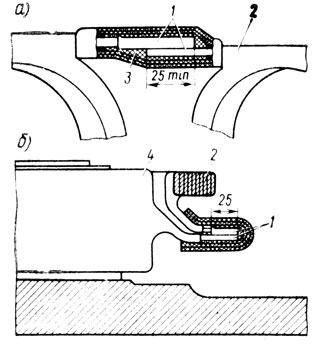
Рис. 143. Ремонт соединений выводов компенсационных катушек между собой (а) и с выводами катушек добавочных полюсов (б) тяговых двигателей НБ-407Б: 1 - выводы компенсационных катушек; 2 - компенсационная катушка; 3 - замазка электроизоляционная; 4 - катушка добавочного полюса
Кабельные наконечники с признаками чрезмерного нагрева ремонтируют следующим образом: места с подгарами зачищают наждачным полотном, тщательно выравнивают их контактные поверхности и обеспечивают плотность их прилегания друг к другу, пролуживают припоем ПОССу 40-0,5. В качестве флюса
используют 30-35%-ный раствор канифоли в бензине. В случаях когда в местах соединения наконечника с кабелем выявляют обрыв жил более 10%, такие наконечники заменяют новыми, так как уменьшение сечения кабеля будет способствовать дальнейшему его разрушению и перегоранию из-за снижения механической прочности, а также из-за повышенного нагрева кабеля в ослабленном сечении.
Установку новых наконечников производят в следующем порядке. Провод у края наконечника, подлежащего замене, обрезают, снимают с него изоляцию на длине, несколько большей длины наконечника. Не изолированные жилы после зачистки наждачным полотном пролуживают. На пролуженные жилы надевают медную трубку с облуженной внутренней поверхностью, изготовленную из листовой меди M1 толщиной 1,5 мм, и опрессовывают ее вместе с проводом на прессе. Концы провода, выступающие из наконечника, после опрессовки обрезают. Заусенцы опиливают, просверливают отверстия под болты и производят пайку наконечника в ванне припоем ПОССу 40-0,5 с применением флюса (30-35%-ный раствор канифоли в бензине). Расстояние между отверстиями, их диаметр должны соответствовать чертежным размерам.
Причиной повышенного нагрева соединений компенсационных катушек с катушкой добавочного полюса часто бывает неудовлетворительная пропайка скобы на медных шунтах. Наличие таких дефектов требует выпрессовки компенсационной катушки для замены вывода.
После проверки и ремонта деталей межкатушечного соединения наконечники выводов вновь соединяют, плотно затягивают болты, укладывают один слой с полуперекры тием ленты ЛЭС, пустоты в местах выхода наконечников из кабелей заполняют изоляционной замазкой, после чего соединение изолируют. Для изолировки (в соответствии с чертежом) используют стеклоткань марки ЛСЭ, которую накладывают вполуперекрышу (5-7 слоев), и смоляную ленту, которую накладывают сверху вполуперекрышу (2 слоя). Весьма технологичной для изолировки межкатушечных соединений является лента ЛЭТСАР (ТУ 38.103.171-80), широко применяемая при изготовлении новых двигателей. Изолировку осуществляют в следующем порядке: укладывают два слоя вполуперекрышу по ширине ленты ЛЭТСАР, три слоя ленты ЛЭС и еще два слоя ленты ЛЭТСАР.
Проверяют состояние крепления соединительных и выводных проводов к скобам остова. Поврежденные участки проводов, которые чаще всего обнаруживают в местах их крепления, восстанавливают изолировкой поврежденных мест лакотканью и лентой из натуральной резины. Потертую или обгоревшую изоляцию провода предварительно вырезают со скосом по краям на конус на длине 20-25 мм и на ее место накладывают плотно, без морщин вполуперекрышу новую изоляцию, промазывая каждый слой клеящим лаком. Общая толщина наложенных слоев должна быть не менее толщины основного слоя изоляции. Сверху последнего слоя из лакоткани укладывают два слоя вполуперекрышу прорезиненной изоляционной ленты с перекрытием лакотканевой изоляцией по краям на 5-10 мм. Поврежденные места изоляции на выводных проводах разрешается восстанавливать в тех случаях, когда повреждено не более 100 мм провода и если дефектный участок находится не ближе 200 мм от выводной коробки двигателя.
Для снижения вибрации и перемещения проводов обеспечивают их надежное крепление к скобам остова крученым шпагатом или при помощи металлических конструкций (рис. 144).
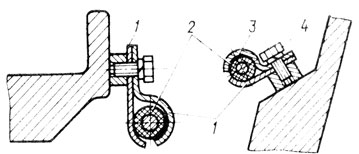
Рис. 144. Крепление проводов в остове тягового двигателя ТЛ-2К1: 1 - скобы; 2 - провод; 3 - прокладка; 4 - болт
Не рекомендуется для крепления проводов применять ленты, способные вытягиваться, так как это приводит впоследствии к ослаблению проводов в месте крепления и повреждению их изоляции.
Проверяют правильность расстановки полюсов по геометрическим осям тягового двигателя (более подробно о расстановке полюсов и проверке симметрии магнитной системы остова рассказано на с. 291-296). Собранный остов передают в пропиточно-сушильное отделение для восстановления изоляции магнитной системы.
Восстановление изоляционных свойств обмоток. Более 20% повреждений тяговых двигателей электровозов постоянного тока вызваны пробоями изоляции и межвитковыми замыканиями в обмотках их магнитных систем. Это наиболее тяжелый вид повреждения, так как он требует непланового ремонта электровоза (в отдельных случаях является причиной порчи электровоза в пути следования), выкатки тягового двигателя, его разборки и в частых, случаях, в зависимости от характера повреждений, отправки двигателя на завод, т. е. изъятия его из эксплуатации на длительный срок.
Высокая повреждаемость тяговых двигателей из-за пробоев и межвитковых замыканий их изоляции имеет одну главную причину - неудовлетворительное техническое состояние изоляции обмотки, наличие в ней дефектов, проявляющихся в наиболее тяжелых эксплуатационных условиях (нестационарные режимы, воздействие перенапряжений, боксование электровоза, круговой огонь по коллектору, переброс на корпус и др.) и особенно при увлажнении обмоток. Поэтому наибольшее число пробоев изоляции тяговых двигателей происходит в зимний и весенне-зимний периоды и особенно во время метелей, снегопадов, а также при резких перепадах окружающей температуры, т. е. в условиях, способствующих проникновению влаги в глубь изоляции.
Поверхностное увлажнение для "здоровой" обмотки обычно неопасно. Опасность представляет глубокое увлажнение, которое становится возможным при необратимых процессах старения изоляции, а также когда изоляция имеет трещины, потертости, пористость и другие, иногда невидимые глазом повреждения, через которые влага, смешанная с загрязнениями (смазкой, щеточной пылью и др.), проникает в изоляцию. Пробой изоляции в этих условиях можно рассматривать как сочетание двух взаимодействующих неблагоприятных факторов - наличия дефектов в изоляции и ее увлажнения.
Чем больше дефектов имеется в изоляции, тем более опасны для нее влага и загрязнения, и, наоборот, чем больше влаги (попадание и таяние снега внутри двигателя, образование конденсата на обмотках и др.), тем опаснее наличие даже мелких дефектов (трещины защитной эмалевой пленки, небольшие неплотности в местах выхода обмоток из пазов и др.), особенно на тяговых двигателях электровозов постоянного тока, изоляция которых работает при значительно (в 2-3 раза) более высоком напряжении, чем у двигателей электровозов переменного тока.
Интенсивность процессов старения обмоток зависит в большой степени от интенсивности их нагрева. Так, на дорогах, где электровозы используются наиболее интенсивно, старение обмоток тяговых двигателей происходит быстрее, чем на дорогах, где токовые нагрузки меньше. Очень важным фактором в процессе старения изоляции является качество изготовления обмоток на заводах-изготовителях и ремонтных заводах. Наличие дефектов в структуре изоляции (пухлостей, воздушных включений, непропитанных мест) создает пути для токов утечки, которые интенсивно 246 разрушают изоляцию изнутри. Также недопустима неплотная посадка компенсационных обмоток в пазах, катушек на сердечниках полюсов, так как это приводит к ухудшению теплоотдачи и увеличению нагрева обмоток, к их механическому истиранию и повреждениям. Если обмотки монолитны, плотно уложены и закреплены в пазах и на сердечниках, хорошо пропитаны и высушены, имеют по всей поверхности запеченную прочную защитную пленку из водостойкой изоляционной эмали, то они хорошо отводят тепло, устойчивы к механическим и динамическим воздействиям, меньше подвержены истиранию и увлажнению.
Старение изоляции - это естественный и необратимый процесс, так как рабочий ток и электрическое поле неминуемо вызывают постепенное разрушение изоляции, и через определенный пробег в плановом порядке она должна быть заменена. Но в пределах этого пробега надежная работа изоляции должна быть обеспечена. Достигнуть этого можно путем выполнения установленной системы ремонта электрических машин, соблюдения межремонтных пробегов, цикличности ремонта, выполнения технологических процессов для каждого вида ремонта.
Правила деповского и заводского ремонта электрических машин предусматривают обязательное периодическое восстановление изоляционных свойств полюсных катушек и компенсационных обмоток.
При деповском ремонте восстановление изоляции магнитной системы производят без демонтажа полюсов и компенсационных обмоток из остова путем тщательной очистки, сушки и покрытия обмоток электроизоляционной эмалью или в отдельных случаях - путем пропитки обмоток наполнением остова лаком и последующим покрытием их электроизоляционной эмалью.
Технологические режимы пропитки обмоток лаками и покрытия их изоляционными эмалями, марки этих лаков и эмалей выбирают с учетом изоляционных материалов, примененных в обмотках при их изготовлении или капитальном ремонте, а также с учетом пробега электрической машины от начала эксплуатации. На вновь изготовляемых тяговых двигателях ТЛ-2К1 и при их капитальном ремонте, а также при капитальном ремонте тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б и тяговых двигателей электровозов ЧС в обмотках магнитных систем применяют в качестве корпусной изоляции стеклослюдинитовую ленту ЛС-1-К-1Ю, или ЛС-ЭК-5, или ЛСЭП-934, в качестве витковой изоляции - асбестовую бумагу (в полюсных катушках) и ленту ЛС1-К-М0 или ЛС-ЭК-5 (в компенсационных обмотках). На тяговых двигателях НБ-407Б главные и добавочные полюсы выполнены конструктивно моноблочными, изготовленными на изоляции "Монолит-2". Часть тяговых двигателей ТЛ-2К1, выпущенных Новочеркасским электровозостроительным заводом, также была изготовлена с применением изоляции "Монолит-2" в главных и добавочных полюсах.
Конструктивное и технологическое исполнение полюсов с изоляцией "Монолит-2" принципиально отличается от их традиционного исполнения, так как изоляционная система "Монолит-2" обусловливает жесткую связь между медью катушки и ее изоляцией в полюсных катушках или между медью катушки, ее изоляцией и сердечником полюса в моноблочных полюсах. Главным преимуществом систем "Монолит-2" является, как это видно из названия, повышенная их монолитность, которая обеспечивает значительное повышение теплопроводности изоляции и позволяет создавать более компактные конструкции полюсов, а следовательно, лучше использовать активные материалы и реализовывать большую тепловую мощность в тех же габаритах. Кроме того, в исходном состоянии изоляция "Монолит-2" обладает высокой влагостойкостью.
Технологически исполнение систем "Монолит-2" осуществляется следующим образом. В отличие от традиционных конструкций в качестве корпусной изоляции в полюсных катушках "Монолит-2" используют сухую (непропитанную) слюдинитовую ленту (марки ЛС40-Ру-ТТ), в которой нет связующего лака; после укладки этой ленты катушку подвергают глубокому вакуумированию (в специальном баке), а затем компаундировке под высоким давлением. Для компаундировки применяют эпоксидный термореактивный компаунд ЭТМ-1 или ЭТМ-2, который под большим давлением поступает в изоляцию, легко проникая через непропитанную стеклослюдинитовую ленту до меди катушки, и прочно приклеивает к ней корпусную и витковую изоляцию. В моноблочных конструкциях вакуумирование и компаундирование обмоток производят после установки катушки на сердечнике. В этом случае компаунд прочно соединяет медь катушки, изоляцию и сталь полюсного сердечника.
Недостатком полюсных систем с изоляцией "Монолит-2" является то, что при высоких рабочих нагревах, а они могут достигать 180 °С и более (изоляция "Монолит-2" относится по нагревостойкости к классу F), а также в процессе быстрого нагрева и остывания в изоляции начинают образовываться микротрещины, так как коэффициенты температурного расширения меди, изоляции и стали различны; образованию микротрещин способствует также повышенная жесткость этих полюсных систем. Указанные причины вызвали повышенную повреждаемость полюсных систем на изоляции "Монолит-2", и в настоящее время для тяговых двигателей такую изоляцию не применяют, а при заводском ремонте заменяют ее серийной (ТЛ-2К1, НБ-407Б).
Магнитные системы, в обмотках которых примелены слюдинитовые ленты на эпоксидных связующих (ЛСПЭ-934, ЛСЭК-5, ЛС1-К-110) или изоляция "Монолит-2", при деповском ремонте, как правило, не пропитывают, а покрывают электроизоляционной эмалью марки ЭП-91 или ГФ92-ГС. Предварительно полюсные системы очищают в остове, а затем остовы вместе с катушками загружают в сушильную печь и сушат при температуре 130-140 °С в течение 10 ч. После выгрузки остова из печи и остывания до температуры 60-70 °С полюсные катушки и компенсационную обмотку покрывают с помощью пульверизатора (или кистью) эмалью. Предпочтительнее применять для покрытия эмаль ЭП-91, так как пленка этой эмали более стабильна и обладает повышенной (по сравнению с эмалью ГФ92-ГС) влагостойкостью. После покрытия эмалью и выдержки на воздухе (в цехе) в течение 1 ч остов вновь загружают в печь и сушат при температуре 150-160 °С (эмаль ЭП-91) или 130-140 °С (эмаль ГФ92-ГС) в течение 5 ч.
Полюсные катушки, изготовленные на кремнийорганической изоляции, после операций очистки и сушки покрывают кремнийорганической эмалью ПКЭ-19 или ПКЭ-22 и сушат при температуре 140-150 °С в течение 10 ч. Кремнийорганическая изоляция в полюсных катушках применялась на тяговых двигателях ТЛ-2К первых выпусков и предусмотрена при модернизации полюсных систем с изоляцией "Монолит-2" на тяговых двигателях НБ-407Б.
Сопротивление изоляции полюсных катушек двигателей после предварительной, а также после окончательной сушки, измеренное в горячем состоянии при температуре 110-120 °С, должно быть не менее 3 МОм.
Поверхность катушек после покрытия эмалью должна быть твердой, ровной и гладкой. Покровная пленка не должна иметь трещин, отслоений и натеков эмали, вздутых мест, механических и других повреждений.
В случаях когда пробег остова от предыдущего заводского ремонта превышает установленную норму или состояние изоляции полюсных систем, особенно компенсационных обмоток, неудовлетворительно (имеются глубокие трещины, повреждения и потертости покровной изоляции в лобовых частях или на выходе из пазов), производят пропитку магнитных систем наполнением остова пропиточным лаком ФЛ-98 (или ПЭ-933). Основным преимуществом пропитки обмотки лаком по сравнению с покрытием их эмалью является то, что при пропитке жидкотекучий лак затекает в неплотности, имеющиеся между полюсными катушками и остовом, а также между катушками и сердеч никами полюсов, между компенсационными обмотками и стенками пазов, проникая в трещины и поры изоляции и отверждаясь в них, закрывает доступ влаге и загрязнениям внутрь изоляции. Режим пропитки магнитных систем следующий: предварительно их сушат при температуре 130-140 °С в течение 10 ч (во избежание попадания вместе с пропиточным лаком в изоляцию загрязнений остов внутри должен быть тщательно очищен, полюсные катушки протерты увлажненными в бензине техническими салфетками), затем в остове закрывают отверстия и наполняют его пропиточным лаком ФЛ-98 или ПЭ-933, чтобы уровень лака был на 15-20 мм выше уровня обмоток и проводов.
Наполнение лаком осуществляют при температуре остова и катушек 70-80 °С, температура пропиточного лака от 20 до 25 °С. Изоляцию пропитывают в течение 15 мин (до прекращения выделения пузырьков воздуха), затем дают стечь (15 мин), после чего остов загружают в циркуляционную печь и сушат его при температуре 130- 140 °С в течение 10 ч (сопротивление изоляции в горячем состоянии не менее 3 МОм). Затем магнитную систему покрывают эмалью ЭП-91 или ГФ92-ГС.
В случаях когда состояние полюсных катушек не требует их пропитки, а компенсационные обмотки имеют небольшие потертости, вызванные перемещением в пазах, производят их пропитку без выемки из пазов промазкой катушек лаком ФЛ-98 или ПЭ-933 или при наличии больших повреждений заменяют новыми (либо отремонтированными).
После покрытия эмалью и сушки изоляции, пока полюсные катушки не остыли (при температуре не менее 80 °С), подтягивают полюсные болты, применяя для этого динамометрический ключ, обязательно контролируя момент затяжки. Затем проверяют в соответствии с установленными нормами расстояния между сердечниками главных полюсов по диаметру, между сердечниками добавочных полюсов по диаметру и расстояния между краями главного и добавочных полюсов.
В депо, имеющих электромашинные цехи, производят ремонт снятых с двигателей поврежденных полюсных катушек и компенсационных обмоток.
Катушки главных, добавочных полюсов и компенсационных обмоток, корпусная изоляция которых выполнена из микаленты или стеклослюдинитовой ленты, имеющие потертости, поджоги или другие повреждения изоляции, демонтируют с остова и ремонтируют с заменой покровной и восстановлением корпусной изоляции. Покровную изоляцию из стеклоленты или киперной ленты снимают, поврежденные места очищают от старой корпусной изоляции и на эти места накладывают новую изоляцию из микаленты или стеклослюдинитовой ленты, а затем новую покровную изоляцию из стеклоленты ЛЭС вполуперекрышу по ширине ленты.
При наложении слоев корпусной изоляции микаленту или стеклослюдинитовую ленту промазывают лаком ФЛ-98. На полюсных катушках вместо ленты марки ЛЭС для покровной изоляции целесообразно применять термоусаживающуюся лавсановую ленту сечением 0,2X25 мм (ТУ 17 РСФСР-44-8446-76) с усадкой не менее 10% при нагреве ее до 160 °С в течение 1 ч.
После сушки корпусной изоляции (18-22 ч) при температуре 140-150 °С и укладки покровной изоляции катушку покрывают электроизоляционной эмалью марки ЭП-91 или ГФ92-ГС. После этого покрытия катушку сушат при температуре 150-160 °С (эмаль ЭП-91) и 130-140 °С (эмаль ГФ92-ГС) в течение 2-3 ч.
Поврежденные места катушек главных и добавочных полюсов, изготовленных на изоляции "Монолит-2", или моноблоков на этой изоляции ремонтируют следующим образом. Поврежденную изоляцию срезают ножом, потом с помощью напильника разделывают срезанные края на конус. Подготовленное таким образом место зачищают и протирают салфеткой, смоченной бензином. Далее послойно накладывают промазанные эпоксидным компаундом полоски из стеклослюдинитового полотна, постепенно заполнял ими всю поверхность, очищенную от старой изоляции. Полоски должны иметь размеры в соответствии с размерами ремонтируемого участка, укладываться без морщин и утолщений в отдельных местах, плотно прилегать и приклеиваться к меди катушки и друг к другу. Последний слой накладывают с заходом на неповрежденную изоляцию. Во избежание вытекания эпоксидного компаунда после укладки последней полоски на отремонтированный участок катушки накладывают фторопластовую пленку вполуперекрышу по ширине, а затем стеклоленту (рис. 145).
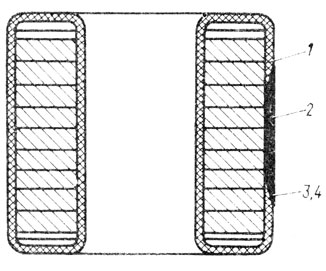
Рис. 145. Ремонт катушки добавочного полюса, выполненной на изоляции 'Монолит-2': 1 - изоляция; 2 - полоски слюдинитового полотна; 3 - стеклолента; 4 - фторопластовая пленка
Отремонтированную катушку или моноблок подвергают сушке, после которой стеклоленту и фторо- пластовую пленку снимают, восстановленный участок зачищают заподлицо с основной изоляцией.
Компаунд для промазки стеклослюдинитовых полосок изготовляют из эпоксидной смолы ЭД-22 - 100 частей (по массе), отвердителя ИЗО-МТГФА - 80 частей и триэтиламида - 1 часть. В эпоксидную смолу, подогретую до температуры 50-60 °С, при постоянном помешивании вначале вводят отвердитель, затем - триэтиламид. Срок годности такого компаунда 6-8 ч.
Сушку катушки выполняют в два этапа: сначала ее нагревают до 75-80 °С и выдерживают при этой температуре 3 ч, затем подогревают до температуры 145-155 °С и сушат 8 ч.
Иногда применяют компаунд холодного отверждения. Его приготавливают из эпоксидной смолы ЭД-20 или ЭД-22 - 100 частей, дибутилфталата - 20 частей и полиэтиленполиамина - 10 частей. Срок годности компаунда холодного отверждения 1 ч, а температура сушки катушек, отремонтированных с применением этого компаунда, 40-50 °С. Сушку производят в течение 4-6 ч.
На поверхность отремонтированных катушек главных полюсов, прилегающую к остову, рекомендуется приклеить прокладку из электронита толщиной 0,5 мм,. Назначение этой прокладки - защита изоляции катушек от повреждения при затяжке полюсных болтов. Такие прокладки особенно необходимы в катушках, изготовленных на изоляции "Монолит-2", так как эта изоляция наиболее чувствительна к механическим воздействиям и легко повреждается.
Очень важно при монтаже катушек на сердечниках полюсов обеспечить плотность их посадки. На тяговых двигателях ТЛ-2К1 катушки главных полюсов, особенно изготовленных на изоляции "Монолит-2", необходимо уплотнять по всему периметру; в лобовых частях, где зазор между сердечником и катушкой 10 мм и более, уплотнение осуществляют постановкой текстолитовых прокладок и прокладок из электронита (рис. 146).
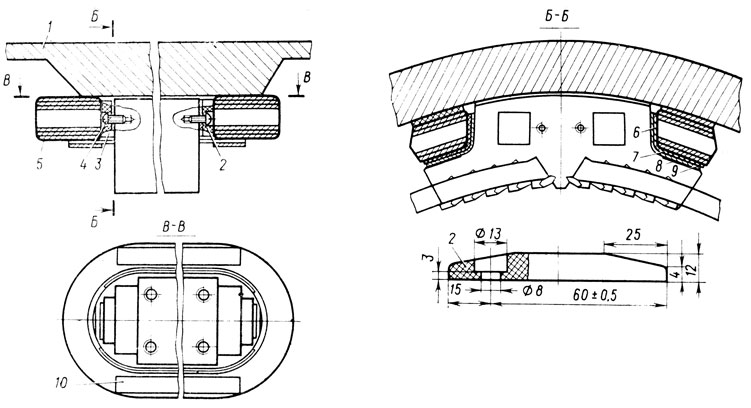
Рис. 146. Уплотнение катушек на сердечниках главных полюсов тяговых двигателей ТЛ-2К1: 1 - остов; 2 - прокладка (текстолит); 3, 6, 7, 10 - прокладки (электронит); 4 - винт; 5 - катушка; 8 - пружинная рамка; 9 - фланец
Компенсационные катушки, демонтированные из полюсных сердечников и имеющие повреждения изоляции, ремонтируют также со снятием покровной изоляции и восстановлением корпусной изоляции. Предварительно подлежащие ремонту катушки компенсационной обмотки очень тщательно осматривают и проверяют по всему периметру. Корпусную изоляцию в местах повреждения восстанавливают стеклослюдинитовой лентой ЛС1-К-1Ю или ЛС-ЭК-5. В качестве покровной изоляции используют стеклоленту ЛЭС. После наложения покровной изоляции компенсационные катушки пропитывают 2 раза в лаке ФЛ-98. Перед пропиткой катушки нагревают до температуры 70-80 °С. После пропитки компенсационные катушки сушат при температуре 130 °С в течение 8 ч после первой пропитки и в течение 15ч после второй пропитки. При погружении катушек в бак с лаком необходимо следить за тем, чтобы пропиточный лак не проникал под изоляцию гибких выводов, так как плетенка ПЩ, из которой сделан гибкий вывод, после пропитки лаком становится жесткой, проводники, покрытые слоем лака, хуже отводят тепло, и нагрев их от рабочего тока увеличивается. Это ухудшает механические свойства выводов и может вызывать их излом.
После ремонта электрической части остова его внутреннюю поверхность покрывают эмалью холодной сушки. После деповского ремонта испытывают электрическую прочность обмоток остова тяговых двигателей напряжением, превышающим на 10% испытательное напряжение для тягового двигателя, в течение 1 мин.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'