31. Предварительный осмотр, проверка и разборка тяговых двигателей
Снятые с электровоза тяговые двигатели перед отправкой их в ремонт очищают от грязи. Очистку производят в продувочных камерах, в моечных машинах, а также скребками и увлажненными в керосине салфетками.
Весьма целесообразно наружную очистку (обмывку) и продувку тяговых двигателей выполнять на электровозе на специальных стойлах.
Широкое распространение для наружной очистки тяговых двигателей получили моечные машины. Типовой машиной для мойки тяговых двигателей является машина А-1017.
разработанная ПКБ ЦТ и применяемая в депо Рыбное, Красный Лиман. Во многих других депо используют для этой цели моечные машины ММД-12 или машины собственного изготовления.
Моечная машина А-1017 имеет камеру. Тяговый двигатель на тележке завозится в эту камеру и опускается на две опоры. В камере размещены трубопроводы с сопловыми насадками. Конструкция трубопроводов обеспечивает их перемещение вверх и вниз, а также повороты относительно вертикальной оси. Бак с моющим раствором расположен под машиной. После обмывки раствором двигатель обмывают чистой подогретой водой. Моющий раствор используют повторно после очистки в гидроочистителях. Машина может работать в ручном и автоматическом режимах. Для подачи воздуха внутрь двигателя во время обмывки в машине имеется вентиляционная установка.
Основные технические характеристики моечной машины А-1017:
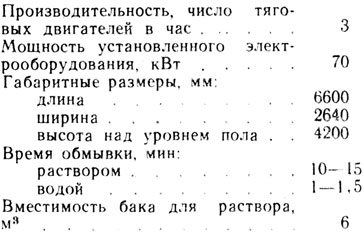
Машину можно использовать для мойки двигателей всех типов. Чтобы влага не попадала внутрь тягового двигателя, перед обмывкой все вентиляционные отверстия остова и щитов закрывают. На наконечники выводных проводов надевают стальные стаканы так, чтобы стакан зашел под брезентовый рукав, и закрепляют рукав резиновой лентой. В двигатель через патрубок подают сжатый воздух, струю воды направляют параллельно продольной оси двигателя со стороны, противоположной коллектору. Сразу после мойки брезентовые рукава снимают, чтобы провода не отсырели.
После мойки и очистки тяговые двигатели направляют для ремонта в электромашинный цех комплектно с шапками моторно-осевых подшипников (без вкладышей, подбивки и смазки), но без шестерен на валах. Шестерни предварительно спрессовывают механическими или масляными съемниками. Проверяют техническое состояние тягового двигателя: измеряют сопротивление его изоляции, активное сопротивление его обмоток, прослушивают якорные подшипники и визуально осматривают состояние подшипниковых узлов снаружи, измеряют аксиальный разбег якоря и радиальные зазоры подшипников, проверяют состояние коллектора.
Сопротивление изоляции обмоток измеряют мегаомметром на номинальное напряжение 2500 В. Во избежание погрешностей в замерах использовать для этой цели мегаомметры на более низкое напряжение не рекомендуется. В тех случаях, когда очистка двигателя производилась в моечной машине, сопротивление изоляции измеряют до проведения мойки.
Сопротивление изоляции определяют по показанию стрелки на шкале прибора при вращении его рукоятки. При измерении следят за тем, чтобы выводные концы контролируемой обмотки двигателя не касались корпуса машины или пола, так как при этом показания прибора будут неправильными. Сопротивление изоляции исправного тягового двигателя в холодном состоянии (при температуре обмоток, равной температуре окружающей среды) относительно корпуса должно быть не менее 5 МОм. Если оно ниже, то измеряют сопротивление отдельных цепей тягового двигателя: обмоток главных полюсов, добавочных полюсов (совместно с компенсационной обмоткой, если она имеется) и якоря. Выявляют поврежденное место и в процессе ремонта обнаруженный дефект устраняют.
Для измерения сопротивления изоляции обмоток главных, добавочных полюсов и якоря один зажим прибора присоединяют к соединенным друг с другом выводам начала (или конца) каждой цепи обмоток (главные полюсы - одна цепь, добавочные полюсы и якорь - другая цепь) и другой зажим прибора - к остову двигателя.
По окончании измерения сопротивления изоляции каждой цепи обмотку необходимо разрядить, соединив ее с заземленным корпусом машины. Продолжительность соединения обмотки с корпусом должна быть не менее 3 мин.
Сопротивление изоляции двигателя может быть заниженным из-за увлажнения или неисправности кронштейнов, межкатушечных соединений или перемычек, а также обмоток якоря или полюсных катушек.
Якорь, полюсные катушки или катушки компенсационной обмотки с "пробоем" их изоляции подлежат замене. Активное сопротивление обмоток тягового двигателя проверяют прибором Р3009 по схеме двойного моста.
Активное сопротивление обмоток измеряют также методом вольтметра-амперметра, используя при этом вольтметры М1106 (или М2017) и амперметры М1104 (или М2015) класса точности 0,2.
Увеличение активного сопротивления обмоток остова может быть вызвано выплавлением кабелей в патронах или наконечниках, обрывами жил кабелей, нарушениями контакта в межкатушечных соединениях, а также дефектами в полюсных катушках. Уточнить место повреждения можно, пропуская через проверяемую цепь ток, равный двойному часовому, в течение 5-10 мин. Поврежденное место будет иметь повышенный нагрев.
Измеряют осевой разбег якоря. Измерение выполняют с помощью индикатора 3 (рис. 125). Стойку 2 индикатора 3 укрепляют в отжимном отверстии подшипникового щита 1, якорь устанавливают в крайнее положение, а наконечник индикатора подводят к торцу вала 4 или коробки на двигателях электровозов ЧС2 и ЧС2т. При касании наконечником торца вала или коробки показание индикатора должно быть на нуле. Затем якорь с помощью рыма 5 перемещают в другое крайнее положение и измеряют разбег якоря.
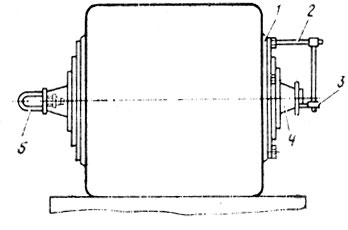
Рис. 125. Измерение осевого разбега якоря
Дальнейшую проверку тягового двигателя проводят после подключения его к низкому напряжению и вращению без нагрузки. Тяговый двигатель устанавливают на стенд или бетонированную площадку, плавно поднимают напряжение. При частоте вращения часового (или продолжительного) режима прослушивают работу якорных подшипников при вращении якоря в течение 5-10 мин в каждую сторону. Исправный подшипник при работе создает равномерный шум, работает без щелчков, треска и не имеет заметного нагрева (превышение температуры подшипника над температурой окружающего воздуха обычно не более 10°С).
Если результаты проверки свидетельствуют об удовлетворительном состоянии подшипников, то такие подшипники после их выпрессовки и тщательной проверки в роликовом отделении используют для дальнейшей работы. Якорные подшипники, на которых обнаружены дефекты, ремонтируют или заменяют новыми.
При вращении тягового двигателя на холостом ходу измеряют его вибрацию. Для этого используют ручной виброграф ВР-1. Если вибрация двигателя превышает 0,15 мм, то, возможно, необходима балансировка якоря. Вибрацию измеряют в любом месте корпуса двигателя при частоте вращения якоря около 700 об/мин.
После остановки тягового двигателя измеряют радиальные зазоры в якорных подшипниках, предварительно сняв лабиринтные кольца и наружные крышки подшипниковых щитов. (После замеров зазора крышки щитов устанавливают вновь, они необходимы для ограничения перемещения якоря при транспортировке двигателя и других технологических операциях.)
Радиальный зазор якорных подшипников измеряют пластинчатым щупом. Щуп 3 (рис. 126) помещают между внутренним кольцом 1 и роликом 2 в верхней части подшипника. Радиальный зазор должен соответствовать установленной норме для двигателя каждого типа.
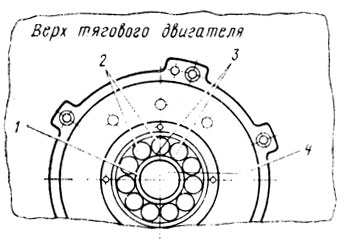
Рис. 126. Измерение радиального зазора якорного подшипника в тяговом двигателе: 1 - внутреннее кольцо подшипника; 2 - ролики; 3 - щуп; 4 - вал
Снимают крышки коллекторных люков. Осматривают коллектор (рабочую поверхность, петушки), наружный миканитовый конус, щеточный аппарат. Измеряют износ рабочей поверхности коллектора, биение.
Износ рабочей поверхности коллектора измеряют металлической линейкой и щупом или специальным приспособлением. В дальнейшем при обточке коллектора следят за тем, чтобы толщина снимаемой стружки была равна максимальному износу коллектора. Биение коллектора проверяют индикатором. Головку индикатора устанавливают на коллектор и при проворачивании якоря фиксируют биение коллектора (см. рис. 51).
В случаях когда состояние коллектора неудовлетворительное - имеются следы перебросов, повышенного искрения, заволакивание меди в межламельные канавки и другие дефекты, в процессе дальнейшего ремонта выявляют причины, вызвавшие появление указанных дефектов, и устраняют их. Все данные проведенной проверки и результаты измерений заносят в специальный журнал или ремонтный лист. После проведения измерений тяговый двигатель разбирают.
Разборку тяговых двигателей, как правило, выполняют на специальных кантователях, на которых наиболее трудоемкие операции механизированы. Конструкции кантователей, применяемых в электро- машинных цехах депо, весьма разнообразны. На рис. 127 показан /инфицированный стенд А1817 для разборки и сборки тяговых двигателей, разработанный ПКБ ЦТ с учетом опыта работы аналогичных стендов в депо. Этот стенд включен в проект типовой поточной линии ремонта тяговых двигателей А 1813 и может быть использован для разборки и сборки тяговых двигателей всех типов. Для тягового двигателя каждого типа стенд комплектуют соответствующими передними и задними захватами. Изготовляет такие стенды завод "Красный путь". Основные технические данные стенда:
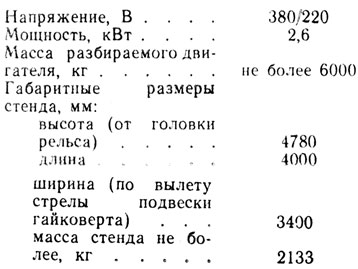
Тяговый двигатель 1 устанавливают в захваты 5, 10. Захваты укреплены на ведущей 2 и пинольной стойках, которые соединены с приводными механизмами и обеспечивают требуемые перемещения и повороты тягового двигателя в процессе его разборки и сборки. Управление перемещением стоек осуществляется от пульта 3 и кнопочного поста 12. Стенд имеет три реверсивных привода с электродвигателями, осуществляющими все перемещения основной и пинольной стоек.
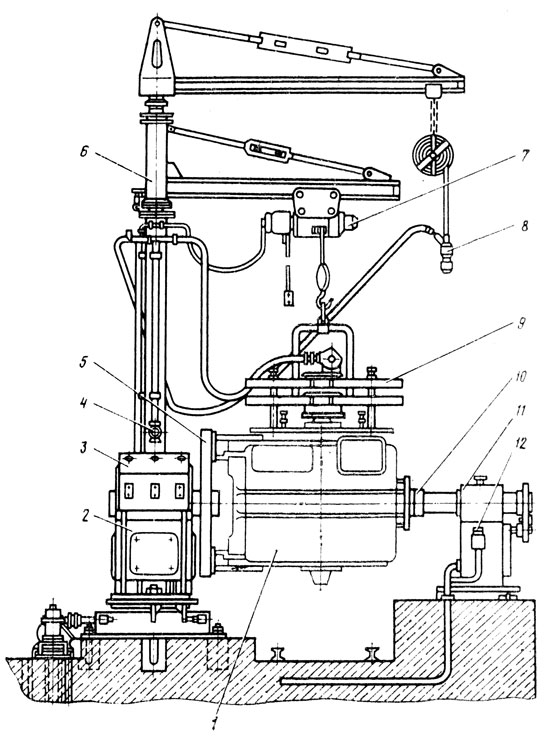
Рис. 127. Стенд для разборки и сборки тяговых двигателей А 1817: 1 - тяговый двигатель; 2 - ведущая стойка; 3 - пульт управления; 4 - кран от трубопроводной магистрали; 5, 10 - захваты передний и задний; 6 - консольная стойка; 7 - электрическая таль; 8 - гайковерт; 9 - пресс для выпрессовки подшипниковых щитов; 11 - пинольная стойка; 12 - кнопочный пост
Для демонтажа и монтажа подшипниковых щитов на консольной стойке стенда на тали 7 подвешен пресс 9 для выпрессовки и запрессовки щитов. Вместе с талью пресс имеет возможность перемещаться по двухтавровой балке консоли. Над прессом также на консольной балке подвешен гайковерт 8. Сжатый воздух подается в пресс для запрессовки и выпрессовки щитов и в гайковерт 8 от трубопроводной магистрали с краном 4.
В отдельных депо, где нет указанных стендов, разборку и сборку тяговых двигателей осуществляют на специализированных рабочих местах цеха, имеющих необходимое оборудование, приспособления и инструмент.
После снятия всех люков, сеток патрубков и других деталей внешнего крепления от кронштейнов щеткодержателей отсоединяют подводящие ток провода, а потом снимают уплотнительные лабиринтные кольца, крышки подшипниковых щитов, трубки масленок. Отворачивают крепежные болты и выпрессо- вывают подшипниковые щиты, вынимают якорь. На тяговых двигателях электровозов ЧС2, ЧС2т, ВЛ10 и ВЛ82 снимают траверсы. Для снятия уплотнительных колец применяют электромагнитный съемник (индукционный нагреватель) с переходными кольцами. Нагрев уплотнительных колец нагревателем продолжается в течение 1,5-2 мин.
Для спрессовки крышек подшипниковых щитов применяют отжимные болты или пневматический гайковерт. После этого приступают к выпрессовке подшипниковых щитов. Перед выпрессовкой щита тяговые двигатели устанавливают в вертикальное положение (ТЛ-2К1, НБ-407Б - стороной коллектора вверх, ДПЭ-400, НБ-411, НБ-406 - стороной, противоположной коллектору вверх) и гайковертом вывинчивают болты, крепящие щит к остову. Затем выпрессовывают щит.
Выпрессовку щитов из остова осуществляют прессом, вворачивая тяги пресса в отжимные отверстия щита, или отжимными болтами (М24 - для ТЛ-2К1 и НБ-407Б; М30 - для ДПЭ-400, НБ-406; М20 - для AL-4846eT и AL-4846dT), вворачиваемыми также в отжимные отверстия. Перед выпрессовкой щита целесообразно нагреть горловину остова индукционным нагревателем.
При выпрессовке подшипниковых щитов нельзя допускать их перекоса, так как это может привести к повреждению посадочных поверхностей щитов остова, роликов и роликовых колец. Снимают подшипниковый щит после его выпрессовки краном или кран-балкой, а затем направляют на специальные рабочие места для разборки - снятия внутренней крышки щита и выпрессовки якорных подшипников.
На тяговых двигателях ТЛ-2К1, НБ-407Б после снятия подшипникового щита со стороны коллектора и траверсы с кронштейнами и щеткодержателями из остова извлекают якорь с помощью рым-болта, вворачиваемого в торец вала. После этого остов поворачивают в вертикальное положение стороной, противоположной коллектору вверх, и выпрессовывают второй подшипниковый щит. На тяговых двигателях ДПЭ-400, НБ-411, НБ-406Б сначала выпрессовывают подшипниковый щит со стороны, противоположной коллектору, извлекают из остова якорь, затем выпрессовывают щит с коллекторной стороны. Такой порядок выпрессовки подшипниковых щитов на тяговых двигателях ДПЭ-400, НБ-411, НБ-406 создает наиболее благоприятные условия для демонтажа щеточных узлов и обусловлен тем, что на этих двигателях горловина подшипникового щита со стороны коллектора имеет меньший диаметр, чем диаметр якоря.
Технология разборки тяговых двигателей в вертикальном положении характерна для отечественных гяговых двигателей всех типов, имеющих сходные конструкции основных узлов. Существенным недостатком этой технологии является то, что при поворачивании двигателя из горизонтального в вертикальное положение, а также при его вертикальной установке нижний подшипник испытывает ударное воздействие якоря (особенно при больших осевых разбегах якоря в остове) и нагружается его полным весом. При этом нагрузка воспринимается буртами подшипниковых колец и торцами роликов. Поэтому во избежание повреждения подшипников в процессе кантования двигателя эту операцию, а также операции, связанные с извлечением якоря из остова, необходимо выполнять без рывков, соблюдая максимальную осторожность.
Технологический процесс разборки тяговых двигателей электровозов ЧС2 и ЧС2т имеет существенные отличия, связанные с особенностями конструкции этих машин, приспособленных к рамной подвеске их на электровозе. Основной особенностью конструкции тяговых двигателей электровозов ЧС2 и ЧС2т является наличие полой якорной втулки, несущей в себе вал карданной передачи.
У тяговых двигателей AL-4846eT внутренний кардан передачи размещен в специальной камере втулки якоря, заполненной жидкой смазкой, поэтому извлекают карданный вал из якоря после разборки двигателя и освобождения камеры внутреннего кардана от смазки. Последовательность разборки двигателей AL-4846eT примерно такая же, как и отечественных, но разборку осуществляют в горизонтальном положении двигателя. С двигателя снимают коллекторные люки и сетки, вынимают из щеткодержателей электрощетки, отсоединяют токоведущие провода. Снимают подшипниковые щиты и траверсу.
Затем открывают масляную камеру коробки якоря и сливают из нее масло. Масляная камера с наружной стороны закрыта крышкой, которая плотно с помощью прокладок и болтов прикреплена к торцу стенки камеры. После слива смазки из коробки якоря извлекают карданный вал с внутренним карданом и направляют его для проверки и ремонта на специальный стеллаж. Затем масляную камеру тщательно протирают техническими салфетками и устанавливают крышку.
Якорь вынимают специальным приспособлением. Вал 1 (рис. 128) приспособления заводят в коробку якоря, а затем краном вместе с якорем удаляют из остова двигателя.
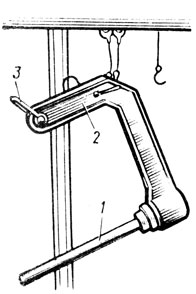
Рис. 128. Приспособление для выемки якоря тягового двигателя AL-4846: 1 - вал; 2 - кронштейн; 3 - скоба
Горизонтальная разборка менее трудоемка, исключает необходимость поворачивать двигатель в процессе разборки из горизонтального в вертикальное положение и обратно и поэтому более благоприятна с точки зрения сохранности якорных подшипников. Оба подшипника в процессе разборки находятся в рабочем положении и нагружены равномерно, бурты подшипниковых колец не нагружаются весом якоря и не испытывают больших ударных воздействий.
Выпрессовку якорных подшипников из щитов осуществляют прессом. Для этого подшипниковый щит 2 (рис. 129) устанавливают на плиту пресса 1 через кольцо 5. Внутренний диаметр этого кольца должен быть примерно на 5 мм больше наружного диаметра выпрессовываемого подшипника, а высота кольца должна быть на 3-4 мм больше высоты подшипника. В горловину Щита с опорой на торец наружного кольца устанавливают шайбу. Постепенное и равномерное, без перекосов нажатие пресса на шайбу 6 обеспечивает выпрессовку подшипника 3 из гнезда подшипникового щита. При выпрессовке подшипников из щитов необходимо следить за тем, чтобы давление от пресса передавалось на торец наружного кольца. Проводить выпрессовку с передачей давления на торцы роликов не разрешается, так как это может привести к повреждению подшипника.
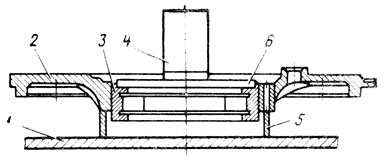
Рис. 129. Пресс для выпрессовки подшипника из подшипникового щита: 1 - плита пресса; 2 - подшипниковым щит; 3 - подшипник: 4 - плунжер пресса; 5 - кольцо; в - шайба
После разборки остов, якорь и все снятые узлы и детали направляют для очистки, продувки и промывки. Продувку остова и якоря выполняют в продувочной камере сухим сжатым воздухом давлением 200-300 кПа (2-3 кгс/см2). При продувке наконечник шланга во избежание повреждений изоляции должен находиться от изолированных частей на расстоянии не менее 150 мм.
После продувки металлические части двигателей протирают техническими салфетками, смоченными в керосине, а детали, имеющие изоляцию, - техническими салфетками, увлажненными в бензине. Дичали из мерных металлов, не имеющие изоляции и прикрепленных к ним прокладок из резины или кожи (подшипниковые щиты, моторно-осевые шапки, крышки и др.), вываривают в щелочном растворе, промывают и сушат.
После очистки узлы и детали тяговых двигателей транспортируют на специализированные места или в мастерские для дальнейшей разборки и ремонта.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'