30. Организация ремонта электрических машин. Поточные линии
При ТР-3 все тяговые и вспомогательные машины снимают с электровоза для проведения планового ремонта. Этот вид ремонта электрических машин называют деповским и проводят через 300-400 тыс. км пробега от начала эксплуатации или предыдущего заводского ремонта при подъемочном ремонте электровозов. Деповской ремонт электрических машин предназначен для восстановления их эксплуатационных характеристик и обеспечения работоспособности электрических машин путем ревизии и ремонта их узлов, восстановления электрической прочности их изоляции.
Деповской ремонт электрических машин осуществляют в соответствии с Правилами ремонта тяговых и вспомогательных электрических машин ЭПС, утвержденными руководством МПС, и ремонтной документацией - чертежами заводов-изготовителей электрических машин, а также чертежами и технологическими инструкциями, разработанными ПКБ ЦТ и утвержденными ЦТ МПС. Правила ремонта устанавливают объем ремонта электрических машин и их узлов и деталей, характеристику ремонта и нормы допусков и износов; регламентируют объем и режимы приемосдаточных испытаний, методы и способы их проведения с учетом требований ГОСТ 2582-81 "Машины электрические, тяговые".
Деповской ремонт электрических машин после их разборки предусматривает выполнение следующих обязательных работ:
освидетельствование (при необходимости ремонт) электрической части остова с проверкой состояния межкатушечных соединений, перемычек и выводных проводов, правильности установки (при необходимости их крепление) главных и добавочных полюсов, плотности посадки катушек на сердечниках и компенсационных катушек в их пазах;
покрытие полюсных катушек электроизоляционной эмалью или пропитку в остове полюсных катушек, изготовленных на битумномасляных компаундах, с последующим покрытием их электроизоляционной эмалью;
освидетельствование и ремонт механической части якоря и карданной передачи (тяговые двигатели электровозов ЧС);
освидетельствование, проверку и ремонт якоря, покрытие его сердечника изоляционной эмалью, а в случае необходимости проведение пропитки обмотки термореактивным лаком;
замену ослабших или поврежденных бандажей, клиньев и подбандажной изоляции;
обточку, продорожку и шлифовку коллектора;
ревизию и ремонт якорных и моторно-осевых подшипников, подшипниковых щитов и моторно-осевых букс (шапок), крышек, уплотнительных и лабиринтовых втулок и колец, щеткодержателей и их кронштейнов, траверс, крышек люков, механической части остова и якоря;
проверку симметрии магнитной системы остова и якоря и настройку коммутации тяговых двигателей;
приемо-сдаточные испытания электрических машин на стенде.
В крупных депо с большой программой ремонта электрических машин (депо Дема Куйбышевской дороги, Пермь Свердловской, Целиноград Целинной, Красный Лиман Донецкой дороги и др.) на базе имеющихся электромашинных цехов и их оборудования созданы поточные линии для ремонта тяговых двигателей.
Наличие в депо поточных линий позволяет на тех же площадях увеличить программу ремонта, сократить время, снизить стоимость, повысить качество и культуру ремонта тяговых двигателей благодаря механизации и частичной автоматизации технологических процессов, применению агрегатного метода ремонта.
При создании поточного производства весь технологический цикл ремонта двигателя делят на ряд отдельных позиций, ремонтные работы на которых строго специализированы и занимают по продолжительности одинаковое время (за исключением таких работ, как пропитка обмоток, их сушка, промывка узлов и деталей и др.).
Поточные линии для ремонта тяговых двигателей представляют собой комплекс специализированных рабочих мест (позиций), предназначенных для проведения работ, составляющих определенную часть технологического цикла. Каждая позиция оснащена специальным оборудованием, механизмами, приспособлениями, инструментом и измерительными приборами. Все ремонтные позиции объединены специальными транспортными средствами - мостовыми кранами, кран-балками, специальными транспортными тележками и конвейерами.
Основным принципом, которым руководствуются при размещении ремонтных позиций и расстановке оборудования на поточных линиях, является последовательность перемещения ремонтируемых двигателей и их узлов от одной ремонтной позиции к другой в соответствии с технологическим процессом.
Все позиции на поточных линиях специализированы. Время нахождения двигателей и их узлов на каждой позиции строго ограничено. Поэтому на поточной линии ремонтируют тяговые двигатели, у которых фактический объем ремонтных работ соответствует (не превышает) установленному объему планового ремонта для соответствующей поточной линии. Тяговые двигатели, требующие проведения дополнительных работ, ремонтируют отдельно вне потока. Наиболее прогрессивной поточной линией, на которой большинство ремонтных операций механизировано, является поточная линия, разработанная филиалом ПКБ ЦТ (г. Торжок) для деповского ремонта тяговых двигателей электровозов ВЛ10, ВЛ60, ВЛ80 - установленная и эксплуатируемая в депо Целиноград Целинной дороги (рис. 122).
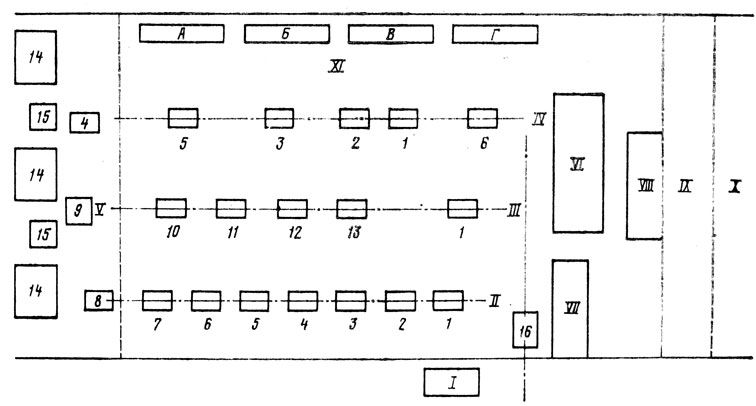
Рис. 122. Схема поточного ремонта тяговых двигателей: I - моечная машина; II - линия разборки тяговых двигателей (позиции 1-7); III - линия сборки тяговых двигателей (позиции 10-13); IV - линия ремонта якорей (позиции 1-6); V - сушильно-пропиточное отделение (14 - сушильная печь; 15 - пропиточный бак); VI - линия ремонта подшипниковых щитов; VII - линия ремонта шапок моторно-осевых подшипников; VIII - линия ремонта щеткодержателей, кронштейнов, траверс и их деталей; IX - линия ремонта вспомогательных машин; X - испытательная станция; XI - линия станков: А - токарно-винторезный: Б - для обработки коллекторов: В - балансировочный; Г - для бандажировки якорей
Эта поточная линия рассчитана на ремонт 2000 тяговых двигателей в год при двухсменной работе цеха.
Основные технические данные ее следующие (проект А-18130000):
На этой поточной линии предусмотрен следующий порядок проведения ремонта тяговых двигателей. После разборки колесно-моторного блока, снятия шестерен тяговый двигатель на специальной тележке поступает в моечную машину для обмывки наружной поверхности; после обмывки выкатывается из моечной машины и мостовым краном передается на поточную линию разборки (позиция 1).
На позиции 2 в двигателе проверяют при вращении без нагрузки работу подшипников, щеточно-коллекторного узла; осуществляют необходимые измерения (зазоры в подшипниках, износ и биение коллектора, осевой разбег якоря и др.); демонтируют шапки моторноосевых подшипников, крышки люков, крышки подшипниковых щитов, уплотнительные и упорные кольца. Эта позиция оснащена индукционными нагревателями и комплектом измерительных приборов.
Далее тяговый двигатель передается на позицию 3: специальный стенд для их разборки. На стенде тяговый двигатель разбирают на основные узлы, которые отсюда передаются на рабочие места для обмывки, дальнейшей разборки и ремонта. Выпрессовывают подшипниковые щиты, вынимают якорь. Перед выпрессовкой подшипниковых щитов горловину остова нагревают индукционным нагревателем. Снимают траверсу с кронштейнами и щеткодержателями.
На позиции 4 размещена камера для продувки остова. Перемещение остова в камеру и из нее осуществляется с помощью тележки.
На позиции 5 очищают и обтирают остов внутри.
На позиции 6 осматривают и ремонтируют механическую часть остова: заваривают трещины, ремонтируют отверстия, проверяют размеры горловин остова, определяют их овальность, конусность.
На позиции 7 остов устанавливают на специальный кантователь остовов, на котором тщательно проверяют и ремонтируют магнитную систему: контролируют правильность расстановки полюсов по геометрическим осям остова, осматривают катушки (при необходимости их заменяют), проверяют межкатушечные соединения, провода.
Отремонтированный остов перемещают на позицию 8, которая находится в сушильно-пропиточном отделении, здесь в специальной окрасочной камере магнитную систему остова покрывают электроизоляционной эмалью.
Остов устанавливают в окрасочной камере (рис. 123) на подставку, внутрь остова вводится распылитель 6, который соединен со штоком пневмоцилиндра, от которого осуществляется его движение "Вперед" и "Назад". Электроизоляционная эмаль поступает в распылитель из бачка через фильтр под высоким давлением, которое получает от преобразователя давления 4, подключенного к воздушной магистрали депо давлением 500-600 кПа (5-6 кг/см2). Покрытие эмалью осуществляют при закрытой двери камеры. На крыше камеры имеется присоединительный фланец для подключения камеры к устройству вытяжной вентиляции.
Рис. 123. Окрасочная камера (проект ПКБ ЦТ, А-1346): 1 - пост управления; 2 - пневмоцилиндр; 3 - фильтр; 4 - преобразователь давления; 5 - бачок с эмалью; 6 - распылитель
Далее остов направляют в сушильную печь. Сушка производится в соответствии с режимом, установленным Инструкцией по сушке и пропитке изоляции обмоток тяговых и вспомогательных машин локомотивов в деповских условиях КЛ-143-2. Затем остов поступает на позиции 10, 11 для проверки.
Сушильная печь (рис. 124) имеет два калорифера 7 мощностью 42 кВт, теплообменник и два вентилятора 2 и 4 (циркуляционный и нагнетательный) и вытяжной воздухопровод. Площадь загрузки печи 10,7 м2, пределы регулирования температуры от +40 до +200°С. Регулирование температуры автоматическое с помощью манометрического электроконтактного термометра; погрешность в заданном режиме ±4%. Подача изделий в печь осуществляется тележкой 9, которая с помощью троса и цепи через амортизатор 11 и блочный механизм 12 соединена с приводом 10. Печь имеет распределительный щит, на котором размещены аппараты управления и светосигнальная арматура, а также пульт управления, с которого осуществляется управление всеми устройствами: включение вентиляторов, подъем двери печи, перемещение тележки.
Рис. 124. Сушильная печь: 1 - печь; 2,4 - вентиляторы; 3 - теплообменник; 5 - воздухопровод; 6 - решетка; 7 - электрокалорифер; 8 - дверь; 9 - тележка; 10 - привод механизма для передвижения тележки; 11 - амортизатор; 12 - блочный механизм
Воздух, нагнетаемый вентилятором 4, проходя через теплообменник, распределительную решетку и калорифер, поступает в печь. Часть воздуха постоянно выбрасывается из печи (для уменьшения в печи концентрации паров влаги и растворителя) вентилятором 2 через вытяжной воздуховод 5. Регулируется подача свежего и выброс насыщенного парами воздуха с помощью заслонок, установленных в воздуховодах.
В сушильно-пропиточном отделении предусмотрено место для остывания остовов после выгрузки их из сушильной печи.
Остывшие остова передвигают на позицию 9, которая находится на линии сборки.
На позиции 10 подтягивают полюсные болты, проверяют межкатушечные соединения, состояние витковой изоляции полюсных катушек и компенсационных обмоток (наличие межвитковых замыканий), симметричность расстановки полюсов. Затем остов передают на позицию 11, где проверяют электрическую прочность изоляции магнитной системы остова.
Проверенный остов перемещают на позицию 12 - стенд сборки.
Параллельно с ремонтом остова тягового двигателя осуществляется ремонт его якоря на поточной линии ремонта якорей, на которую якорь подается с позиции разборки тягового двигателя с помощью мостового крана. Линия ремонта якорей начинается с подготовительной позиции, с которой транспортером якорь передается в продувочную камеру - на позицию 1 линии ремонта якорей.
После продувки якорь поступает на позицию 2, на которой его протирают, проверяют шейки вала и наружные поверхности внутренних колец подшипников дефектоскопом (при необходимости внутренние кольца роликовых подшипников снимают).
Затем с помощью подъемно-транспортной установки якорь перемещают на позицию 3. Здесь производят все измерения в соответствии с требованиями правил ремонта электрических машин. После проведения этих работ якорь передают в сушильно-пропиточное отделение для покрытия обмотки электроизоляционной эмалью или при необходимости для его пропитки. После восстановления изоляции якорь поступает на станки для обточки, продорожки и шлифовки коллектора, балансировки. При необходимости заменяют якорные бандажи. Затем проверяют витковую и корпусную изоляцию якоря, после чего передают его на позицию 12 сборки тяговых двигателей.
На позиции 12 установлено два стенда для сборки. Сборку тягового двигателя осуществляют в последовательности, обратной последовательности разборки.
Позиция сборки оснащена индукционными нагревателями для подогрева горловин подшипниковых щитов перед установкой роликовых подшипников (без внутренних колец), горловин остовов перед установкой подшипниковых щитов. Стенды имеют пульты управления, с которых осуществляется управление их работой.
После проведения сборки тягового двигателя его передают на позицию 13, на которой проверяют работу двигателя без нагрузки. Здесь устанавливают и закрепляют крышки коллекторных люков, коробки выводов. Проверяют плотность их прилегания. Проводят в соответствии с правилами ремонта все подготовительные работы перед передачей двигателя на испытательную станцию. Передачу двигателя на испытательную станцию осуществляют мостовым краном.
Кроме указанных основных линий - разборки, сборки тяговых двигателей, ремонта их остовов и якорей, проектом предусмотрены специальные позиции для ремонта узлов и деталей двигателей: для осмотра и ремонта подшипниковых щитов VI, шапок (букс) моторноосевых подшипников VII, траверс и щеточных узлов VIII. Эти позиции представляют собой специализированные рабочие места, оснащенные необходимыми оборудованием, приспособлениями. Так, для ремонта букс моторно-осевых подшипников в некоторых депо созданы специализированные участки, оснащенные специальным оборудованием и приспособлениями. На этих участках, как правило, имеются позиции:
накопления и дефектировки букс;
сварочных работ (наплавка посадочных поверхностей);
механической обработки после наплавки;
ремонта букс и проверки их герметичности (приспособление карусельного типа на 6-8 букс);
накопления отремонтированных букс и моторно-осевых подшипников;
расточки моторно-осевых горловин;
монтажа букс и их подшипников на тяговом двигателе.
Вспомогательные машины ремонтируют также на специализированном, оснащенном необходимым оборудованием участке.
Более подробно описание особенностей рабочих мест и технологии ремонта узлов электрических машин дано в соответствующих главах книги.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'