32. Ремонт остова, букс (шапок), моторно-осевых подшипников, подшипниковых щитов, крышек коллекторных люков, крепежных деталей
Тяговые двигатели в эксплуатации подвержены большим динамическим нагрузкам, особенно на электровозах с опорно-осевым подвешиванием, на которых двигатель через моторно-осевой подшипник опирается непосредственно на ось колесной пары и воспринимает удары, возникающие при прохождении электровоза по стрелкам, стыкам и другим неровностям пути. Поэтому при проектировании тяговых двигателей к конструкциям их узлов и деталей предъявляются повышенные требования с точки зрения обеспечения их высокой механической прочности.
Наиболее механически нагруженные элементы тяговых двигателей (остовы, шапки моторно-осевых подшипников, подшипниковые щиты и др.) усиливают ребрами жесткости или утолщением стенок. а крышки люков, козырьки, кожухи и другие съемные детали выполняют легкой штампованной конструкции. Особое внимание уделяют выбору способов соединения узлов друг с другом. Так, подшипниковые щиты и буксы моторно-осевых подшипников устанавливают с обязательным натягом, а затем их закрепляют к остову специальными болтами; чтобы не допустить ослабления полюсных катушек, в конструкциях полюсов предусматривают пружинные фланцы. Для прочного закрепления болтовых соединений применяют пружинные шайбы или скобы специальной конструкции.
Однако в эксплуатации от постоянного воздействия динамических усилий и токовых нагрузок происходит постепенное нарушение соединений: слабнут болтовые крепления полюсов, межкатушечных соединений, подшипниковых щитов, шапок моторно-осевых подшипников, теряют натяги щиты и шапки в горловинах остова, возникают трещины в наиболее нагруженных элементах конструкции. Такие неисправности должны быть своевременно выявлены и устранены, так как в процессе эксплуатации они интенсивно развиваются и могут привести к серьезным повреждениям двигателей, а также к порчам электровозов в пути следования и их неплановым ремонтам.
Поэтому одним из главных назначений деповского ремонта электрических машин являются плановая (через каждые 300-400 тыс. км пробега) проверка технического состояния механической части тяговых двигателей, выявление и устранение трещин в их деталях, восстановление изношенных поверхностей с доведением их размеров до значений, указанных в нормах допусков и износов Правил ремонта электрических машин.
Очищенные остов, шапки моторно-осевых подшипников и щиты тщательно осматривают и выявляют в них механические дефекты - трещины в литье, забоины и заусенцы на привалочных поверхностях, сорванную резьбу, разработанные крепежные отверстия, износы рабочих поверхностей.
Наиболее характерными местами появления трещин являются: в остовах тяговых двигателей - моторно-осевые горловины, торцы и углы их привалочных плоскостей, горловины под подшипниковые щиты, углы коллекторных люков, поддерживающих носиков; требуют тщательного осмотра также приливы ушков, предназначенных для подъема остова, отверстия для крепления моторно-осевых шапок (рис. 130, а);
в шапках моторно-осевых подшипников - поверхности в моторно-осевой горловине и по ее торцу, у отверстий для крепления шапок к остову (рис. 130, б);
в подшипниковых щитах - поверхности в гнезде под подшипник, в радиальном направлении от гнезда под подшипник, в ушках крепления подшипниковых щитов (рис. 130, в).
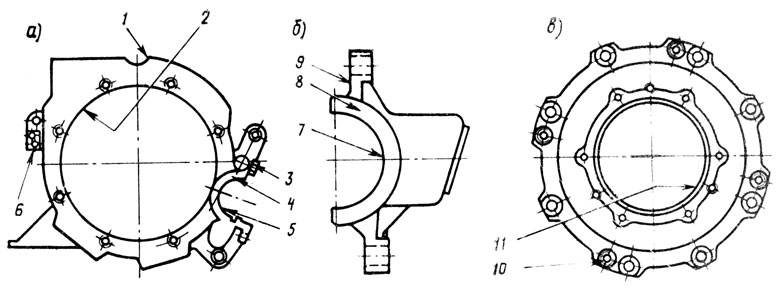
Рис. 130. Места появления трещин в остовах (а), в шапках моторно-осевых подшипников (б), в подшипниковых щитах (в): 1 - углы люков; 2 - горловина под подшипниковый щит; 3 - отверстия для крепления шапок; 4 - торец моторно-осевой горловины; 5, 7 - моторно-осевые горловины; 6 - поддерживающие носики; 8 - торец моторно-осевой горловины; 9 - привалочная плоскость шапок; 10 - отверстия для крепления к остову; 11 - гнездо под подшипник
При деповском ремонте трещины в остове, шапках и щитах устраняют электросваркой. В остовах тяговых двигателей разрешается заваривать: трещины, расположенные у отверстий под болты для крепления подшипниковых щитов и направленные к кромке горловины; трещины у коллекторного люка или вентиляционного окна (не выходящие на ярмо остова и при условии, что длина этих трещин не превышает 150 мм); трещины в средней части моторно-осевой горловины, не выходящие на торцовую стенку остова или на выступ ярма остова и при условии, что длина их не более 100 мм. Трещины в средней части моторно-осевой горловины длиной более 100 мм, но не выходящие на ярмо, разрешается устранять вваркой вставок.
Разрешается также заваривать трещины в моторно-осевых шапках и подшипниковых щитах.
Однако подшипниковые щиты, у которых обнаружены сквозные радиальные трещины или трещины, ведущие к отколу лабиринтных буртов, а также шапки, у которых обнаружены трещины, которые могут привести к отколу привалочной части, щиты и шапки с трещинами, занимающими более 20% сечения, ремонту не подлежат, их следует заменять новыми или снятыми с других двигателей и отремонтированными в соответствии с Правилами ремонта электрических машин.
При проведении сварочных работ на остовах электрических машин необходимо следить за тем, чтобы изоляция полюсных катушек, компенсационных обмоток, соединительных проводов не подвергалась высоким нагревам. Поэтому, чтобы не повредить изоляцию катушек, полюсы, расположенные вблизи от трещин, перед проведением сварочных работ обязательно снимают. Трещины тщательно осматривают, по концам кернят, а затем засверливают сверлом диаметром 6-8 мм.
Центр отверстия при сверлении должен совпадать с концом трещины или быть дальше конца трещины на 3-5 мм. Засверленное отверстие раззенковывают на 1/2-1/3 толщины стенки. Чтобы установить концы трещины, т. е. места, где необходимо сверлить отверстие, стенку остова с трещиной нагревают газовой горелкой, после чего концы трещины становятся отчетливо видны. Место сварки зачищают, а на рабочих поверхностях обрабатывают заподлицо.
При заварке трещин необходимо следить за тем, чтобы на всю толщину сечения стенки остова был обеспечен полный провар металла. Заварку трещин и наплавку изношенных поверхностей обычно производят вручную электродами Э42А, Э42, Э46А, Э46.
Резьбовые отверстия остова, предназначенные для крепления подшипниковых щитов, кронштейнов щеткодержателей, а также резьбовые отверстия в подшипниковых щитах и других деталях проверяют калибрами установленной степени точности. Восстановление резьбы в дефектных отверстиях указанных деталей осуществляют путем заварки отверстий, последующим их сверлением и нарезкой новой резьбы или запрессовки ремонтных втулок с соответствующей резьбой в
рассверленном отверстии втулки. При первом способе дефектное отверстие рассверливают на больший диаметр (М20 - на диаметр М22, М16 - на диаметр М18 и т. д.). Затем отверстие наплавляют электродуговой сваркой электродами ОММ-5 или Э42 (диаметр электрода 4 мм). Наплавленные места по торцам зачищают и запиливают заподлицо с поверхностью ремонтируемой детали. В точном соответствии с чертежом выполняют разметку детали под сверление новых отверстий. Операция разметки очень ответственная, так как от точности разметки в дальнейшем зависит правильность расположения отверстий, а следовательно, и правильность сборки, установки и крепления соответствующих деталей. После сверления в отверстиях метчиками нарезают резьбу необходимого размера.
При втором способе отверстие, требующее ремонта, также рассверливают на больший диаметр (при резьбе М30 - на диаметр 40 мм, при М20 - на диаметр 26 мм, при М10 - на диаметр 16 мм). Снимают фаски и запрессовывают в него специально изготовленные втулки с нарезанной в них резьбой восстанавливаемого отверстия. Затем втулки приваривают по торцам к корпусу. Место сварки тщательно зачищают, а резьбу проверяют метчиком.
Поверхности остова, щитов и букс, изношенные в местах прилегания болтов или гаек, опиливают. В случаях когда глубина износа более 3 мм, изношенное место можно восстанавливать с помощью шайбы, внутренний диаметр которой равен диаметру соответствующего отверстия в остове (шапке или щите). Шайбу предварительно затягивают болтом и приваривают к изношенной поверхности.
На остове тягового двигателя проверяют состояние опорных выступов. Изношенные пластины опорных выступов и ослабшие заклепки заменяют новыми. Если на нижнем опорном выступе нет отверстий под заклепки, то изношенную поверхность выступа восстанавливают электронаплавкой, а затем тщательно зачищают.
Проверяют расстояние H (рис. 131) между верхним и нижним выступами и толщину приливов L для крепления букс моторно-осевых подшипников. На тяговых двигателях ДПЭ-400, НБ-411 и НБ-406Б размер H должен быть 321-336 мм, размер L - 32 мм.
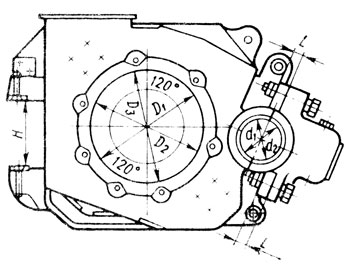
Рис. 131. Проверяемые размеры остова: d1, d2 - диаметры моторно-осевых горловин, замеренные на расстоянии 10 мм от линии разъема остова и шапки; D1, D2, D3 - диаметры горловины под подшипниковый щит; H - расстояние между верхними и нижними выступами; L - толщина приливов
Особое внимание при деповском ремонте уделяют ремонту подшипниковых щитов и букс моторно-осевых подшипников, так как от технического состояния этих узлов в большей степени зависит устойчивая работа якорных и моторно-осевых подшипников, а отдельные нарушения, допускаемые при их ремонте, часто являются причиной повреждений подшипниковых узлов в эксплуатации.
Для надежного крепления подшипниковых щитов и моторно-осевых букс в остове необходимо, чтобы посадочные и привалочные поверхности щитов и букс были точно пригнаны к соответствующим посадочным и привалочным поверхностям остова, а овальность и конусность этих поверхностей находились в пределах установленных норм. Замковые плоскости на буксах и моторно-осевой горловине остова должны быть параллельными. Посадочные поверхности щитов, букс и остова должны быть перпендикулярны соответствующим привалочным поверхностям указанных деталей.
Неправильная обработка посадочных и привалочных поверхностей остова, моторно-осевых букс, подшипниковых щитов, нарушение норм натяга при установке букс и щитов в остов могут в процессе эксплуатации вызвать ослабление этих деталей. В результате ослабления и возникающих при этом взаимных перемещений деталей увеличиваются износы сопрягаемых поверхностей, ухудшаются условия работы крепежных болтов, что может привести к их ослаблению и даже излому.
Повышенные сверх установленных норм натяги подшипниковых щитов в остове также недопустимы. Они ухудшают условия работы якорных подшипников, так как при этом фактический радиальный зазор в якорном подшипнике уменьшается. Это может вызвать повышенный нагрев деталей подшипника и его смазки. Качество применяемой смазки ЖРО при температуре свыше 100°С снижается, условия смазывания трущихся поверхностей резко ухудшаются и нагрев деталей подшипника растет. В отдельных случаях это может привести к защемлению роликов и разрушению подшипника.
Недопустимо увеличение натяга щитов и букс в остове сверх установленных норм также и потому, что при этом создаются условия, способствующие образованию трещин в горловинах остова.
Для обеспечения устойчивой работы подшипниковых узлов при деповском ремонте тяговых двигателей проверяют:
состояние посадочных и привалочных поверхностей щитов, букс и остовов;
состояние рабочих и посадочных поверхностей деталей якорных и моторно-осевых подшипников, а также радиальные зазоры в собранных якорных и моторно-осевых подшипниках;
качество применяемой смазки, правильность ее запрессовки в роликовые подшипники и правильность заливки масла в камеры моторно-осевых подшипников;
надежность крепления букс и щитов к корпусу двигателя, а также натяги щитов и букс в остове двигателя, наружных колец подшипников в щитах, вкладышей в буксах, внутренних колец подшипников на валу;
износ моторно-осевых горловин остова, горловин остова под подшипниковые щиты, посадочных поверхностей щитов и букс моторноосевых подшипников.
В указанных деталях и узлах проверяют основные размеры:
в остове - диаметры моторноосевых горловин и горловин под подшипниковые щиты, расстояние между гранями пазов для посадки букс моторно-осевых подшипников;
в подшипниковых щитах - диаметры посадочной поверхности щита и его горловины под якорный подшипник, толщину прилива в местах отверстий для крепления к остову;
в буксах моторно-осевых подшипников - расстояние между посадочными поверхностями.
Диаметр моторно-осевой горловины остова измеряют индикаторным или микрометрическим нутромером после установки и затяжки болтами моторно-осевых букс (с постановкой прокладок в соответствии с чертежом). Диаметр горловины определяют как среднее арифметическое значение замеров диаметров d1 и d2 горловины в двух плоскостях, расположенных на расстоянии около 10 мм от линии разъема остова и буксы (см. рис. 131). Диаметр горловины в каждой из плоскостей также определяют как среднее арифметическое значение, которое подсчитывают по результатам трех измерений диаметра - в начале, середине и конце горловины,
Овальность и конусность горловины определяют как разность диаметров (d1+d2)/2 и диаметра d3, измеренного в плоскости, расположенной перпендикулярно к линии разъема.
Овальность и конусность моторно-осевой горловины остова допускаются не более 0,3 мм.
Диаметр горловин остова под подшипниковые щиты измеряют также нутромером и подсчитывают как среднее арифметическое значение, полученное в результате трех замеров диаметра через 120° по окружности (D1, D2, D3) или как полусумму замеров диаметра в двух взаимно перпендикулярных плоскостях.
Овальность горловин под подшипниковые щиты допускается не более 0,6 мм.
Проверяют у моторно-осевой горловины остова размер А между гранями пазов, а также перпендикулярность привалочной и замковой поверхностей пазов. Размер А определяют как среднее арифметическое значение двух замеров по длине посадочной поверхности по краям моторно-осевой горловины с помощью специальной скобы (рис. 132, а).
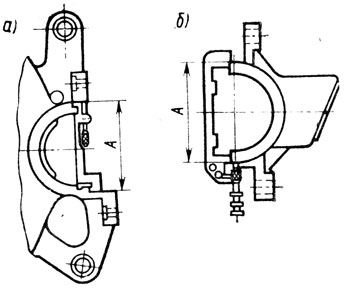
Рис. 132. Скобы для проверки размера А между гранями пазов остова и шапок моторно-осевых подшипников
Непараллельность (конусность) граней по длине посадочной поверхности остова должна быть не более 0,15 мм. Перпендикулярность привалочной и замковой поверхностей проверяют контршаблоном (рис. 133, а).
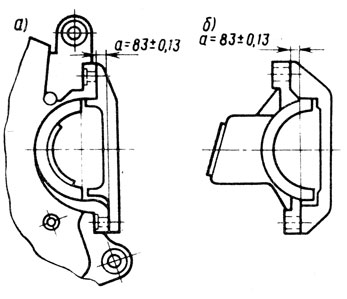
Рис. 133. Контршаблон для проверки привалочной и замковой поверхностей остова (а) и шаблон для проверки этих же поверхностей шапки моторно-осевого подшипника (б)
Выявленные в остове износы моторно-осевых горловин, горловин под подшипниковые щиты или посадочных поверхностей под установку шапок устраняют проточкой изношенных поверхностей на ремонтный размер.
В шапках моторно-осевых подшипников, так же как и в остове, скобой измеряют расстояние между гранями под посадку их в остов (рис. 132, б, размер А), конусность, а также контролируют взаимную перпендикулярность посадочной и привалочной поверхностей шаблоном (рис. 133, б).
Конусность посадочных поверхностей шапок по всей длине должна быть не более 0,08 мм. Если конусность посадочных поверхностей шапок или остова более указанного значения, то ее доводят до нормы. Для этого изношенные поверхности опиливают. Шаблон и контршаблон для проверки посадочных и привалочных поверхностей остова и шапок моторно-осевых подшипников изготовляют в соответствии с контролируемыми размерами остова и моторно-осевых шапок. Эта проверка позволяет сделать окончательный вывод о степени их взаимного соответствия и выявить имеющиеся износы.
Размеры посадочных поверхностей подшипниковых щитов проверяют скобами, нутромерами и калибрами.
Диаметр посадочной поверхности щита измеряют в двух взаимно перпендикулярных плоскостях и подсчитывают среднее арифметическое значение.
Глубину гнезда щита под подшипник, а также профиль лабиринтов щита (тяговый двигатель ДПЭ-400 и др.) проверяют специальными шаблонами, изготовленными в соответствии с контролируемыми размерами данного щита. Концентричность поверхностей А (для посадки щита в остов тягового двигателя) и Б (для посадки подшипника в щит) проверяют тем же приспособлением, которое служит для контроля перпендикулярности посадочных и привалочных поверхностей (рис. 134). Овальность посадочной поверхности подшипниковых щитов более 0,08 мм для отечественных двигателей и более 0,1 мм для двигателей электровозов ЧС2 и ЧС2т не допускается.
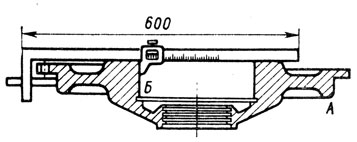
Рис. 134. Приспособление для проверки концентричности посадочных поверхностей щита и их перпендикулярности привалочным поверхностям
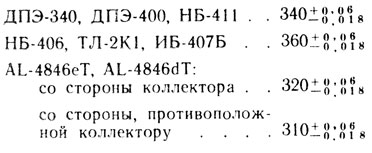
Проверяют диаметр горловины (гнезда) подшипникового щита под роликовый подшипник, строго контролируя допуски отклонений на диаметр отверстия. Диаметр гнезда подшипниковых щитов под наружное кольцо якорного подшипника должен быть для тяговых двигателей (в миллиметрах):
Овальность и конусность горловин щитов под роликовый подшипник более 0,04 мм не допускаются.
Выполнив указанные замеры, определяют натяги при посадке в остов шапок моторно-осевых подшипников и подшипниковых щитов и соответствие их установленным нормам. При необходимости доведение натяга подшипниковых щитов и шапок в остове до установленной нормы обеспечивают наращиванием (электронаплавкой или нанесением полимерной пленки) сопрягаемых с проточенными поверхностями остова поверхностей щитов и шапок. Восстановленную электронаплавкой поверхность подшипниковых щитов протачивают на станках концентрично с гнездом щита под установку подшипника.
Если гнездо под подшипник также требует обточки, то обработку посадочной поверхности щита и гнезда осуществляют с одной установки щита на станке после закрепления его в четырехкулачковом патроне.
Полимерные покрытия обычно применяют в тех случаях, когда износы деталей невелики и для их восстановления требуется нанесение небольшого по толщине слоя (в пределах 0,2 мм). В качестве полимерного покрытия применяют клей ГЭН-150В. Шапки моторноосевых подшипников и подшипниковые щиты тщательно подгоняют к остовам, на которые их устанавливают. Для облегчения подгонки моторно-осевые шапки и подшипниковые щиты необходимо устанавливать на те тяговые двигатели, с которых они сняты.
Нагяг при посадке щитов и шапок в остове рекомендуется 0,07-0,15 мм, натяг шапки на вкладыши должен быть от 0 до 0,25 мм.
Необходимые натяги вкладышей в моторно-осевых горловинах, проточенных на ремонтные размеры, обеспечивают применением специальных вкладышей с соответственно увеличенным ремонтным размером наружного диаметра.
Дальнейший осмотр и проверку шапок осуществляют на специальном приспособлении, показанном на рис. 135. На это приспособление устанавливают сразу шесть шапок. Для удобства осмотра высоту приспособления можно регулировать.
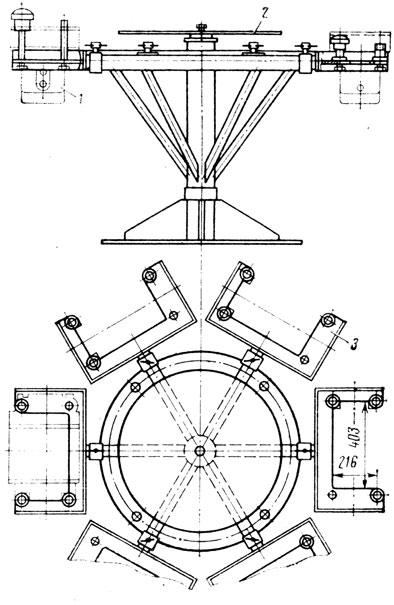
Рис. 135. Приспособление для осмотра и ремонта шапок моторно-осевых подшипников: 1 - шапка; 2 - устройство для регулировки высоты; 3 - ячейка для установки и закрепления шапки
Чтобы обеспечить постоянное и достаточное смазывание трущихся поверхностей оси колесной пары и подшипника (вкладыша), на всех тяговых двигателях (кроме НБ-406А), опирающихся одной стороной на ось колесной пары, применена конструкция моторно-осевых подшипников со специальными устройствами, предназначенными поддерживать в процессе эксплуатации постоянный уровень смазки в рабочей камере подшипника.
Полость шапки, в которую заливается смазка, разделена на две камеры: рабочую 6 (рис. 136) и запасную 4, сообщающиеся друг с другом через отверстие, находящееся в нижней части стенки, разделяющей рабочую и запасную камеры и ниппель 2. С помощью наконечника, устанавливаемого через трубку 3 и указанное отверстие, смазкой заполняют сначала запасную камеру 4У затем, когда уровень смазки в запасной камере поднимется до верхнего отверстия ниппеля 2, начинается заполнение смазкой рабочей камеры 6. Максимальный уровень смазки Б - это тот уровень, выше которого смазка не может находиться в рабочей камере и будет вытекать наружу через порожек шапки. Постоянный уровень смазки в рабочей камере А поддерживается автоматически с помощью ниппеля 2.
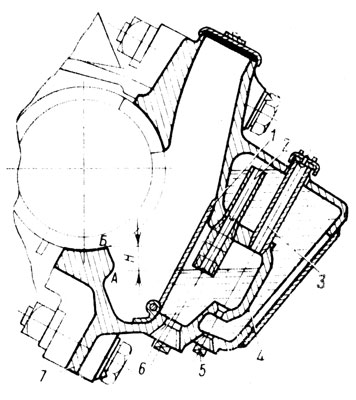
Рис. 136. Устройство для контроля уровня смазки в рабочей камере
Как только уровень смазки в рабочей камере снижается ниже уровня А, нижнее отверстие ниппеля открывается и через него в верхнюю часть запасной камеры поступает воздух. Под давлением воздуха смазка из запасной камеры через отверстие В вытесняется в рабочую. Поступление смазки продолжается до тех пор, пока она не заполнит камеру до уровня А и не закроет входное (нижнее) отверстие ниппеля, после чего приток воздуха в запасную камеру прекратится. Таким образом, конструкция устройств шапки обеспечивает постоянный неснижаемый уровень А смазки в рабочей камере, а следовательно, постоянную подачу ее к окну вкладыша и нормальное смазывание в эксплуатации трущихся поверхностей оси колесной пары и вкладыша. Для устойчивой работы устройства и поддержания в рабочей камере неснижаемого уровня смазки необходимо, чтобы все детали моторно-осевой шапки были полностью исправны: стенки запасной камеры, а также места в ней, где проходят ниппель 2 и трубка 3, не должны иметь трещин или неплотностей и ниппель должен быть установлен правильно по высоте. Если же в стенках запасной камеры появятся трещины или неплотности, то через них станет возможным вытекание смазки или проникновение воздуха внутрь камеры, что нарушит принцип работы всего устройства.
Ниппель необходимо приваривать так, чтобы рабочий уровень смазки, устанавливаемый по его нижнему отверстию, был ниже максимально возможного уровня смазки, который определен высотой Б порожка шапки. Иными словами, при рабочем положении шапки нижний край ниппеля должен быть на 4-5 мм ниже порожка шапки. Если это условие не выполнено, то смазка из рабочей камеры через окно будет вытекать до полного опорожнения запасной камеры, т. е. до тех пор, пока уровень смазки в рабочей камере не станет ниже порожка шапки. При этой неисправности в подшипнике постоянно не будет хватать смазки, в результате чего он будет подвергаться чрезмерному нагреву, что в отдельных случаях может привести к выплавлению баббитовой заливки вкладыша и к задиру оси колесной пары.
Поэтому снятую с тягового двигателя шапку тщательно осматривают, проверяют и при необходимости ремонтируют. Плотность стенок масляных камер проверяют с помощью эмульсии (мыльного раствора) или керосина. Для этого шапку моторно-осевого подшипника устанавливают на подставку и плотно закрепляют в рабочем положении. Пластину рабочей камеры срубают (или поднимают, если она закреплена на шарнире), а конец ниппеля, находящийся в рабочей камере, и спускное отверстие запасной камеры закрывают пробками 5. Запасную камеру через шланг со специальным наконечником заполняют керосином или эмульсией, которые подают под давлением 300 кПа (3 кгс/см2). Затем наружную стенку запасной камеры, а также стенку рабочей камеры обстукивают молотком и тщательно осматривают. Если керосин или эмульсия протекает, значит, в местах потеков имеются трещины, раковины или неплотности. Герметичность стенок камеры можно также проверять, заполняя ее сжатым воздухом, - неплотности или трещины обнаруживают по появлению пузырей. Для лучшей видимости пузырей стенки камеры рекомендуется предварительно обмыливать.
Дефектные места стенок вырубают и заваривают. После заварки обнаруженных трещин или неплотностей шапку испытывают повторно. Если трещины или неплотности устранить нельзя, то шапку заменяют.
В шапке проверяют положение ниппеля. В эксплуатации весьма часто обнаруживают шапки, особенно на двигателях НБ-406Б, в которых ниппель установлен неправильно, т. е. его нижний край при рабочем положении шапки выше порожка. Этот дефект является весьма распространенной причиной неудовлетворительной работы моторно-осевых подшипников и повышенного расхода смазки и объясняется нарушениями, допускаемыми при изготовлении и ремонте шапок.
Выявить неправильную установку ниппеля очень легко с помощью приспособлений, показанных на рис. 137. Контроль осуществляют при установке шапки в рабочее положение. Измерительный прибор во время замеров должен находиться горизонтально. Горизонтальную установку прибора проверяют уровнем. На шкале прибора фиксируют расстояние между верхней кромкой порожка и нижним краем ниппеля.
В случаях когда ниппель установлен неправильно, сварные швы, которыми он закреплен, срубают и приваривают его снова, выдерживая установленные для тягового двигателя каждого типа размеры.
При ремонте шапок моторноосевых подшипников следует иметь в виду, что конструкции шапок отечественных тяговых двигателей одинаковы и различаются лишь размером высоты ниппеля в рабочей камере. Разница в установке ниппеля (по высоте) на различных двигателях объясняется тем, что угол а наклона шапок в рабочем положении у них разный: у тяговых двигателей ДПЭ-400 и НБ-41) угол а (рис. 137, а) равен 30°, у двигателей НБ-406Б - 15°, ТЛ-2К1 - 20°. Соответственно изменению угла наклона шапки изменяется высота ниппеля. Если же в шапку тягового двигателя НБ-406 или ТЛ-2К1 установлен ниппель так, как его устанавливают в шапке двигателя ДПЭ-400, то в рабочем положении этих шапок нижний край ниппеля окажется выше порожка и смазка будет вытекать из подшипника. Чтобы устранить эту неисправность, устанавливают ниппель необходимого размера.
При установке ниппеля контролируют размер А (рис. 137, б). Этот размер должен быть равен 107 мм для тяговых двигателей ДПЭ-400 и НБ-411 и 92 мм для тяговых двигателей НБ-406Б и ТЛ-2К1. Одновременно необходимо контролировать высоту порожка шапки Д. Для шапки, у которой отливка соответствует чертежу и внутренние очертания выполнены правильно, размер В должен быть не менее 60 мм для тяговых двигателей ДПЭ-400, ТЛ-2К1 и 72 мм для тягового двигателя НБ-406Б.
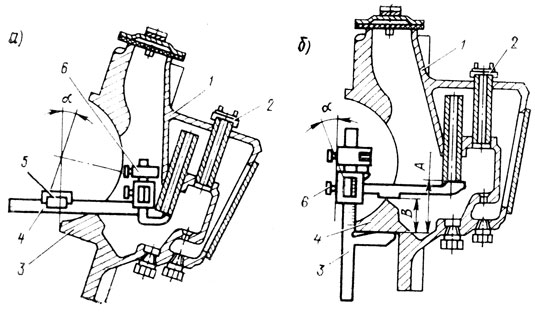
Рис. 137. Приспособления для проверки правильности установки ниппеля в шапке моторно-осевого подшипника относительно порожка (а), контроль высоты порожка и положения ниппеля относительно низа шапки (б): 1 - шапка; 2 трубка; 3 - порожек; 4 - измерительный инструмент; 5 - уровень; 6 - шкала; а - угол наклона шапки при ее рабочем положении
Можно также исправить шапку, у которой размер В менее указанного, увеличением высоты ее порожка. Для этого к порожку шапки приваривают стальную планку размером 15X3X183 мм. Планку большей высоты (более 15 мм) приваривать не следует, так как при этом значительно уменьшится площадь окна и, следовательно, поверхность смазывания оси. Наиболее правильно высоту планки определять отдельно для каждой шапки после проверки относительного расположения ниппеля и порожка шапки.
В процессе ремонта шапок тщательно проверяют и обеспечивают прочность крепления ниппеля и трубок, соосность заправочной трубки и заправочного отверстия, а пробки плотно пригоняют к соответствующим отверстиям. Пробки масляных камер во избежание вытекания смазки устанавливают на сурике. белилах или маслостойком лаке.
Щитки рабочей камеры моторноосевых шапок (по предложению работников депо Курган) устанавливают на шарнирах вместо приварки. Это при последующих ремонтах исключает необходимость срубать сварные швы и вновь приваривать щитки.
На тяговых двигателях НБ-406А первых выпусков были установлены моторно-осевые подшипники с польстерной смазкой. При ремонте этих двигателей польстеры обязательно вынимают из моторно-осевых шапок и проверяют состояние всех деталей польстерного узла. Кронштейны с коробками, пружины и подушки должны быть исправными, а все металлические детали не иметь трещин.
Проверяют сварные и заклепочные соединения. Подушки очищают, сушат, пропитывают подогретой смазкой и устанавливают в шапку.
Осматривают на моторно-осевых шапках и подшипниковых щитах и при необходимости восстанавливают отверстия, предназначенные для крепления шапок и щитов к остову.
Восстановление размеров отверстий осуществляют заваркой и последующим сверлением. При необходимости нарезают резьбу. Разрешается восстанавливать поврежденные отверстия установкой и приваркой ремонтных втулок с резьбой. Технология восстановления отверстий на щитах и шапках такая же, как и на остовах тяговых двигателей. Конусную резьбу отверстий шапок под пробки или ниппель с наличием небольших дефектов исправляют углублением резьбы метчиком. При значительных повреждениях резьбы дефектные отверстия заваривают, рассверливают отверстия и нарезают новую резьбу.
Крышки подшипниковых щитов, втулки, уплотнительные кольца после промывки и очистки осматривают, при необходимости ремонтируют или заменяют исправными. Наиболее характерными повреждениями крышек являются: наличие трещин в них, повреждение лабиринтов и резьбовых отверстий. Обнаруженные в литье крышек трещины вырубают и заваривают. Дефектные резьбовые отверстия восстанавливают. Крышки, у которых повреждены лабиринты, как правило, заменяют новыми или исправными Разработанные гнезда внутренних крышек под подшипники восстанавливают в соответствии с нормами допусков и износов электронаплавкой или нанесением полимерной пленки.
Тщательно очищают и осматривают отверстия и трубки для смазки. В крышках и кольцах с лабиринтами проверяют зазоры в лабиринтных уплотнениях. Рекомендуется радиальные зазоры в лабиринтных уплотнениях иметь минимальные - в пределах 0,3-0,5 мм по всей окружности. Если зазоры больше указанных, то эффективность лабиринтного уплотнения снижается, так как создаются условия для вытекания смазки из якорных подшипников, а также для проникновения в подшипниковые узлы влаги и загрязнений. При ремонте лабиринтных колец и крышек следят за тем, чтобы в лабиринтах после монтажа деталей на двигателе не было соприкосновения между вращающимися и невращающимися деталями, так как это приведет к нагреву этих деталей и неисправностям в работе подшипникового узла.
Наиболее характерными дефектами уплотнительных колец и втулок являются износы посадочных поверхностей, которые вызывают потерю натяга.
Восстанавливают изношенные посадочные поверхности колец и втулок для обеспечения необходимого натяга нанесением на посадочные поверхности полимерной пленки клея ГЭН-150В. Клей наносят кистью или на специальном станке. Слой клея должен быть равномерным по толщине.
Все внутренние необрабатываемые поверхности подшипниковых щитов покрывают эмалью воздушной сушки.
Вентиляционные сетки, заглушки вентиляционных отверстий, козырьков, крышки коллекторных люков, крепежные детали при наличии неисправностей ремонтируют или заменяют новыми.
Крышки коллекторных люков и фланцы патрубков должны плотно прилегать к остову, легко сниматься и устанавливаться. Уплотнительные прокладки из войлока закрепляют на крышках смесью клея БФ-2 (80%), талька молотого (9%) и асбестового волокна (11%). Предварительно 2 раза очищают поверхность бензином. После первой промазки смесью сушка 10 мин, после второй - 2-3 мин. Запоры должны надежно и плотно (без щелей и зазоров) притягивать крышки к люкам.
Привалочные поверхности крышек, так же как и привалочные поверхности буртов отверстий остова под крышки, не должны иметь забоин, заусенцев и других дефектов, которые могли бы нарушить плотность их прилегания. Внутренние поверхности крышек покрывают эмалью или лаком.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'