Глава VII. Деповской ремонт электрических машин при ТР-3
29. Общие сведения
Грузовые и пассажирские электровозы, обслуживающие дороги, электрифицированные на постоянном токе, оборудованы тяговыми двигателями ДПЭ-400А и НБ-411 (электровозы ВЛ22м), НБ-406А и НБ-406Б (ВЛ8 и ВЛ23), ТЛ-2К и ТЛ-2К1 (рис. 121) (ВЛ10, ВЛ10у, и ВЛ11), НБ-420 и НБ-407Б (ВЛ82 и ВЛ82м), AL-4846eT, 2AL-4846eT, 3AL-4846eT, 4AL-4846eT (ЧС2),AL-4846dT (ЧС2т).
Номинальное напряжение на коллекторе у всех указанных двигателей 1500 В, а их изоляция относительно корпуса рассчитана на номинальное напряжение 3000 В.
Тяговые двигатели ДПЭ-400 и НБ-411 имеют одинаковую мощность, но отличаются друг от друга скоростными характеристиками и конструктивным исполнением отдельных узлов. Тяговые двигатели НБ-411 имеют более высокую по сравнению с ДПЭ-400 скоростную характеристику, которая обусловлена увеличенным воздушным зазором между главными полюсами и якорем и измененной конфигурацией полюсного наконечника. Якоря тяговых двигателей НБ-411 выпускались с клиновым креплением якорной обмотки в пазах сердечника (у ДПЭ-400 для крепления обмотки в пазах применена стальная бандажная проволока).
Тяговые двигатели НБ-406А и НБ-406Б различаются в основном конструкцией моторно-осевых подшипников: двигатель НБ-406А имеет польстерную систему смазки, а НБ-406Б - систему с постоянным уровнем смазки в рабочей камере.
Главным принципиальным конструктивным отличием тяговых двигателей ТЛ-2К1 от ТЛ-2К (ТЛ-2К устанавливались на электровозы ВЛ10 первых выпусков) является улучшенная система их защиты от проникновения внутрь влаги и пыли и других загрязнений. В двигателях ТЛ-2К1 выброс охлаждающего воздуха осуществляется через вентиляционный люк и патрубок, которые размещены в верхней части остова. Подшипниковые щиты и задняя стенка остова вентиляционных отверстий не имеют.
Отдельные узлы и детали тяговых двигателей ТЛ-2К1 имеют два, а иногда и больше исполнений, так как в процессе их выпуска заводы- изготовители вносили изменения в конструкцию узлов и деталей. Наиболее существенными из них являются: различные конструктивные исполнения полюсных катушек и полюсов в целом (применение для корпусной изоляции микаленты, стеклослюдинитовой ленты, изоляции "Монолит-2", моноблочной конструкции полюсов), якорной обмотки (применение для изоляции микаленты, стеклослюдинитовой ленты ЛС1-К-110 и др., провода ПЭТВСД), якорных бандажей в лобовых частях (из стальной проволоки, из стеклобандажной ленты). На тяговых двигателях ТЛ-2К1 усилена конструкция якорной втулки и увеличен натяг пакета стали и задней нажимной шайбы на якорной втулке и др.
В эксплуатации еще находятся тяговые двигатели ТЛ-2К и ТЛ-2К1 различных исполнений, хотя при капитальных ремонтах этих двигателей осуществляют модернизацию и конструкцию их основных узлов приводят к единому исполнению. Однако в процессе деповского ремонта, при котором не представляется возможным осуществлять коренную модернизацию узлов тяговых двигателей, необходимо ремонтировать их и устанавливать на электровозы с учетом имеющихся конструктивных исполнений соответствующих узлов. Например, недопустимо устанавливать на один электровоз тяговые двигатели ТЛ-2К и ТЛ-2К1, так как при этом распределение охлаждающего воздуха между двигателями будет неравномерным, поскольку статическое давление в коллекторной камере тяговых двигателей ТЛ-2К1 составляет 104 мм вод. ст., а у двигателей ТЛ-2К - 76 мм вод. ст.
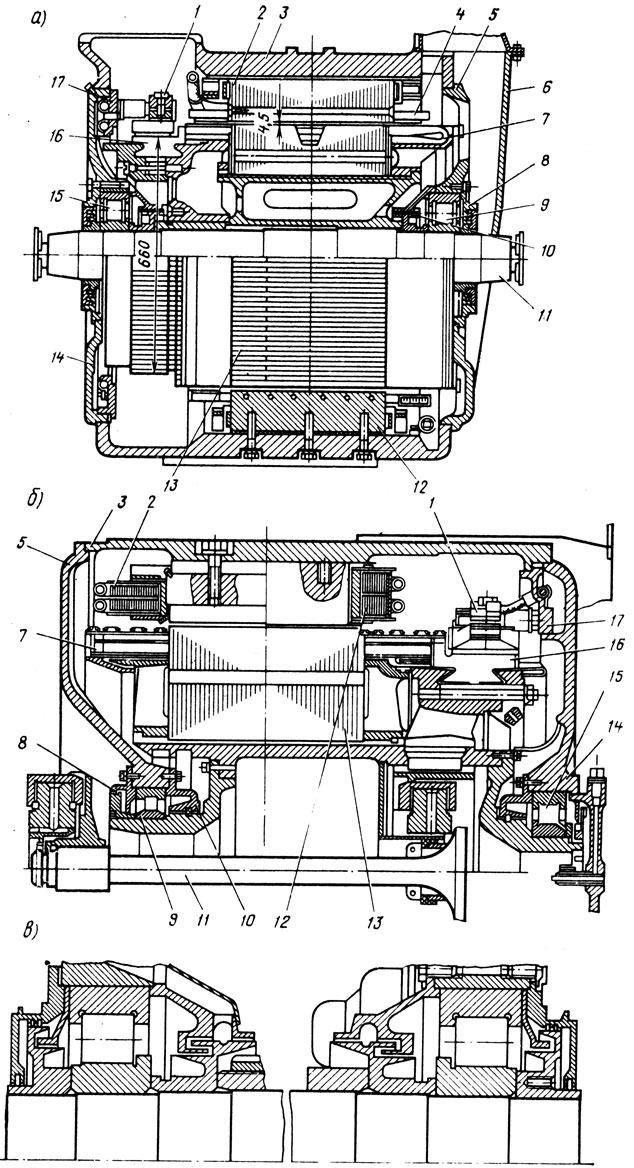
Рис. 121. Продольный разрез тяговых двигателей ТЛ-2К1 (a), AL-4846eT (б) и узлы якорных подшипников тяговых двигателей НБ-407 (в): 1 - щеткодержатель; 2 - главный полюс; 3 - остов; 4 - компенсационная обмоткя; 5, 14-подшипниковые щиты; б - вентиляционный патрубок; 7 - обмоткя якооя; 8, 10 - уплотнительные кольца; 9, 15 - якорные подшипники; - 11 - вал; 12 добавочный полюс; 13 - пакет стали; 16 - коллектор; 17 - траверса
Тяговые двигатели AL-4846eT, 2AL-4846eT и других индексов электровозов ЧС2 принципиальных различий не имеют и отличаются друг от друга небольшими изменениями, которые вносились заводом-изготовителем в процессе их постройки.
Основные технические данные тяговых двигателей для часового режима приведены в табл. 4.
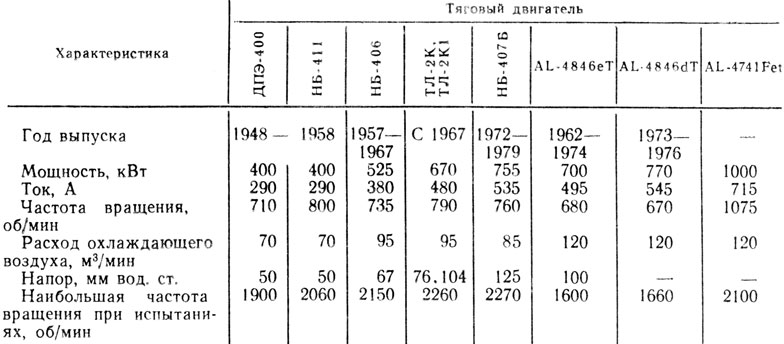
Таблица 4
Как видно из приведенных данных, мощность новых тяговых двигателей последних выпусков возросла почти вдвое по сравнению с двигателями выпуска 1948 г. Рост мощности тяговых двигателей осуществлен главным образом путем повышения их вращающего момента и некоторого увеличения частоты вращения. Так, мощность тяговых двигателей ТЛ-2К по сравнению с ДПЭ-400 возросла почти на 70%, при этом вращающий момент увеличился на 50%, частота вращения - на 11%.
Необходимо отметить, что указанное увеличение мощности достигнуто при одновременном снижении материалоемкости конструкции тяговых двигателей - масса двигателя на единицу мощности снижена на 30%. Таким образом технико-экономические показатели новых тяговых двигателей значительно улучшены по сравнению с аналогичными показателями тяговых двигателей старых типов. Улучшение показателей достигнуто благодаря совершенствованию конструкции их основных узлов, лучшему использованию активных материалов, применению новых изоляционных материалов, обладающих большей теплопроводностью и нагревостойкосгью, а также электротехнической стали с меньшими удельными потерями, легированной коллекторной меди, электрощеток новых марок с повышенными коммутационными и антифрикционными свойствами.
В узлы наиболее мощных тяговых двигателей ТЛ-2К1 и НБ-407Б внесено много серьезных конструктивных и технологических усовершенствований по сравнению с аналогичными узлами тяговых двигателей старых типов.
Остовы этих двигателей имеют цилиндрическую форму вместо восьмигранной, применявшейся на двигателях ДПЭ-400, НБ-406 и др. Это позволило лучше использовать внутреннее пространство остова при размещении полюсной системы. На наружной стороне остова имеются специальные приливы - ребра, обеспечивающие повышенную жесткость корпуса, что способствует сохранению стабильности его основных размеров.
Для предохранения тягового двигателя от попадания внутрь влаги, снега, пыли, загрязнений подшипниковые щиты, а также торцовые стенки остова выполнены без вентиляционных отверстий. Поток охлаждающего воздуха выбрасывается через специальное отверстие в верхней части остова.
В тяговом двигателе НБ-407Б предусмотрена коробка выводов. Магнитная система тяговых двигателей ТЛ-2К1, НБ-407Б шестиполюсная вместо четырехполюсной на ДПЭ-400, НБ-406Б, обмотка якоря петлевая с шестью параллельными ветвями вместо двух ветвей у ДПЭ-400А и четырех у НБ-406 Б. Диаметр якоря увеличен до 740 мм вместо 635 мм на ДПЭ-400А и 600 мм на НБ-406Б.
У коллекторных тяговых двигателей современных электровозов одним из основных факторов, ограничивающих возможность дальнейшего повышения мощности, является их коммутационная и потенциальная напряженность. Поэтому в двигателях ТЛ-2К1 и НБ-407Б с целью повышения коммутационной и потенциальной устойчивости были проведены конструктивные и технологические усовершенствования якоря, магнитной системы и щеточно-коллекторного узла.
К ним в первую очередь относится применение компенсационной обмотки, которая компенсирует магнитодвижущую силу (м. д. с.) поперечной реакции якоря, чем обеспечивается значительное снижение максимальных межламельных напряжений и, следовательно, улучшаются потенциальные условия на коллекторах двигателей. Компенсационная обмотка включена последовательно с обмоткой якоря. Сердечники добавочных полюсов двигателей НБ-407Б шихтованные, собраны из листов электротехнической стали, изолированных друг от друга лаковой пленкой. Применение шихтованных сердечников улучшает коммутацию машин, особенно при работе электровозов ВЛ82 и ВЛ82М на переменном токе, так как вихревые токи в расслоенных сердечниках снижаются. Для улучшения коммутации в этих тяговых двигателях применены электрощетки ЭГ-61, ЭГ-61А, ЭГ-75 и для изготовления коллекторов легированная медь (вместо электрощеток ЭГ-2а и меди М1, применявшихся в двигателях более ранних выпусков).
На тяговых двигателях НБ-407Б усовершенствована конструкция подшипниковых узлов.
Коллекторы тяговых двигателей ТЛ-2К1, НБ-407Б, AL-4846eT, AL-4846dT изготовлены из коллекторной меди, легированной серебром, повышенной твердости - 95-100 НБ (твердость меди М1 допускается не менее 75 НБ) и имеют более высокую температуру разупрочнения. Поэтому коллекторы, изготовленные из легированной меди, имеют в эксплуатации большую износостойкость, их механические характеристики практически не ухудшаются от воздействия повышенных температур при таких технологических режимах, как сушка изоляции, пайка коллекторов и др.
Медь, легированная серебром, обладает высокими антикоррозионными и антифрикционными свойствами и обеспечивает стабильные контактные характеристики (падение напряжения под электрощеткой, коэффициент трения) во всем диапазоне рабочих температур коллекторов тяговых двигателей (до 135 °С). Применение этой меди и электрощеток ЭГ-61 и ЭГ-75 значительно снизило в эксплуатации износы коллекторов и электрощеток.
На тяговых двигателях ТЛ-2К1, НБ-407Б, AL-4846dT и AL-4846eT щеткодержатели с их кронштейнами установлены на поворотной траверсе. Это дает возможность выполнять установку и регулировку щеточных узлов вне остова и, следовательно, обеспечить более точную расстановку электрощеток, а в эксплуатации, проворачивая траверсу, осматривать все щеточные узлы и устранять выявленные дефекты и при необходимости осуществлять настройку коммутации, не выкатывая тяговый двигатель из-под электровоза.
В подшипниковых щитах тяговых двигателей грузовых электровозов применены подшипники тяжелой серии: на тяговых двигателях ДПЭ-400А, НБ-411 - № 42426; НБ-406, ТЛ-2К1 и НБ-407Б - № 42428.
Сердечники якорей тяговых двигателей ТЛ-2К1 и НБ-407Б также имеют некоторые конструктивные особенности. Для уменьшения массы якорная втулка этих двигателей выполнена коробчатой конструкции. В якорях тяговых двигателей НБ-407Б для снижения нагрева обмотки принято горизонтальное расположение ее проводников в пазах. При таком расположении значительно уменьшается высота проводников, а следовательно, снижаются потери от вихревых токов. Кроме того, улучшается заполнение паза - уменьшается количество изоляции в пазу, следовательно, повышается теплопроводность обмоток и снижается нагрев якоря.
Пайку проводников обмотки в коллекторе в двигателях ТЛ-2К1 и НБ-407Б производят припоем ПСР-2,5 вместо применявшегося ранее олова или оловянно-свинцового припоя ПОС-40. Припой ПСР-2,5 содержит 2,5% серебра и обеспечивает большую вибро- и термостойкость паяного соединения. Температура размягчения припоя ПСР-2,5 составляет 295 °С (припоя ПОС-40- 183°С). Пайку коллекторов этим припоем выполняют контактным способом на специальных установках с высокочастотным нагревом.
Контактная пайка более благоприятна, чем пайка в ванне, с точки зрения сохранности стабильной рабочей поверхности коллектора: в этом случае пайка проводников обмотки производится поочередно к каждой коллекторной пластине. При этом качество пайки улучшается, а возможность теплового удара исключается, так как продолжительность прогрева петушка каждой пластины уменьшается до 25-30 с (вместо 15 мин при пайке коллектора в ванне). Таким образом обеспечивается стабильность формы рабочей поверхности коллектора и его механических характеристик - износостойкости и твердости.
В обмотках новых тяговых двигателей для повышения их надежности и срока службы применены изоляционные материалы повышенной нагрево- и влагостойкости взамен микалентной изоляции и битумно-масляных лаков. Срок службы электрической машины до капитального ремонта определяется сроком службы ее изоляции. Надежность электрических машин в эксплуатации также в очень большой степени определяется качеством ее изоляции. Пробой изоляции обмотки или коллектора, витковое замыкание проводников катушек являются повреждениями, при которых возникает необходимость обязательного снятия тягового двигателя с электровоза для замены якоря или катушки и проведения их капитального ремонта. Изоляция обмоток электрических машин работает в весьма тяжелых условиях: при резко меняющейся токовой нагрузке, обусловленной изменением профиля пути, значительных (от 2200 до 4000 В) колебаниях рабочего напряжения, высоких перенапряжениях - внутренних (отрыв токоприемника, круговой огонь по коллектору и др.) и атмосферных. Она
Подвержена воздействию повышенных динамических нагрузок, которые обусловлены неровностями пути, а также резким изменением частоты вращения двигателя, особенно при боксовании колесных пар и восстановлении сцепления. Установленные в соответствии с ГОСТ 2582-81 допустимые превышения температуры обмоток тяговых электрических машин значительно (на 30-40°С) выше, чем превышения температуры аналогичных обмоток электрических машин общего назначения, выпускаемых по ГОСТ 183-74, при тех же изоляционных материалах. Кроме того, тяговые двигатели, будучи размещенными под кузовом электровоза, подвержены непосредственному воздействию окружающей температуры от плюс 40 (в тени) до минус 50 °С и резким ее колебаниям, воздействию влажного (с выпадением росы) и запыленного воздуха, особенно при сильном ветре, снежных и пыльных буранах.
Поэтому к изоляционным материалам тяговых электрических машин, и особенно тяговых двигателей, предъявляют повышенные требования, которые должны обеспечить устойчивую их работу в эксплуатации. Основными требованиями являются:
высокие диэлектрические свойства изоляционных материалов;
высокие электрическая прочность и удельное сопротивление во всем диапазоне рабочих температур и при воздействиях окружающей среды;
высокая нагревостойкость: при длительном воздействии рабочей температуры не должны ухудшаться диэлектрические и механические характеристики изоляции ниже установленного допустимого предела;
высокие механические свойства и эластичность изоляционного материала в исходном состоянии, при технологической обработке;
высокая теплопроводность изоляции обмоток, обеспечивающая возможность их интенсивного использования, температурный коэффициент изоляции по значению должен быть близок к температурному коэффициенту расширения меди;
высокая влаго-, водо- и морозостойкость обмоток: обмотки должны сохранять диэлектрические и механические свойства при длительном воздействии повышенной влажности и непосредственном воздействии влаги (выпадение росы), а также при низкой окружающей температуре (до -50 °С).
Надо отметить, что ни один диэлектрик в чистом виде не обладает комплексом указанных свойств. Поэтому в качестве изоляции обмоток электрических машин применяют комбинации различных изоляционных материалов, разрабатывают для них соответствующие технологические процессы. Это позволяет получить оптимальные характеристики изоляции обмоток в конструкциях.
Рабочая температура обмоток электрических машин и коллектора устанавливается заводом-изготовителем в соответствии с классом нагревостойкости изоляционных материалов, примененных в этих узлах. Нагревостойкость - это способность материала без повреждения и без существенного ухудшения свойств выдерживать в течение длительного времени воздействие высокой температуры. Нагревостойкость материала определяется степенью его старения при воздействии определенной температуры. Материалы, обладающие близкой по значению нагревостойкостью, т. е. имеющие при одинаковой рабочей температуре примерно одинаковый срок службы, объединяют в классы.
В тяговых и вспомогательных машинах электровозов применяют изоляционные материалы классов нагревостойкости A, B, E, F и H. Предельно допустимые превышения температур обмоток и коллекторов, изолированных материалами указанных классов нагревостойкости, по отношению к температуре охлаждающего воздуха должны быть не более значений, установленных ГОСТ 2582-81 (см. табл. 8).
К изоляционным материалам класса нагревостойкости А относятся: лакоткани на хлопчатобумажной, шелковой и капроновой основе и битумных масляно-битумных лаках; электрокартон. Изоляция обмоточных проводов марок ПБД, ИБО, ПЭЛШД, ПЭЛШДК по нагревостойкости относится также к классу А. Эти чисто органического происхождения материалы имеют сравнительно низкие нагревостойкость, электрическую прочность, влагостойкость и во вновь проектируемых электрических машинах электровозов не применяются.
К изоляционным материалам класса нагревостойкости В относятся: микаленты, миканиты, стеклослюдинитовые ленты, изготовленные на основе эпоксидного компаунда К-110, а также изоляционные лаки БТ-987 (черный, масляно-битумный, пропиточный, горячей сушки), БТ-99 (черный, масляно-битумный, клеящий), ФЛ-98 (светлый, фенольный, пропиточный). Для изоляционных материалов класса В характерно большое содержание неорганических компонентов - слюды, асбестовых и стекловолокнистых материалов в сочетании с органическими связующими и пропитывающими материалами.
Микалента представляет собой материал, состоящий из слюды, микалентной бумаги и лака. Пластинки щипаной слюды клеятся на бумажную подложку клеящим лаком БТ-95 с перекрытием пластинок примерно на 1/3. Микаленту применяют в качестве корпусной и витковой изоляции якорных и компенсационных обмоток, корпусной изоляции полюсных катушек.
Основным недостатком микаленты является наличие в ней бумажной подложки, которая не имеет достаточной механической прочности, обладает низкой тепло- и влагостойкостью и в процессе эксплуатации быстро разрушается. Вместо микаленты на вновь выпускаемых тяговых двигателях и вспомогательных электрических машинах, а также при капитальном ремонте тяговых двигателей в настоящее время находят широкое применение стеклослюдинитовые ленты ЛС1-К-110ТТ, ЛС1-К-110СТ, ЛС1-К-110СП, ЛСЭП-934, ЛСЭК-5.
В стеклослюдинитовой ленте ЛС1-К-1Ю в качестве основной изоляции вместо дорогостоящей и дефицитной щипаной слюды используют слюдинитовую бумагу, которую эпоксидно-полиэфирным компаундом К-1Ю приклеивают к подложке. Слюдинитовую бумагу производят на бумагоделательной машине по специальной технологии. Для ее изготовления используют отходы слюды, которые подвергают высокому нагреву (примерно до 900 °С), обрабатывают их щелочными и кислотными растворами, промывают водой. Измельченная слюдяная масса бумагоделательной машиной превращается в слюдинитовую бумагу различной толщины (от 10 до 150 мкм). Слюдинитовая бумага имеет электрическую прочность 15-20 кВ/мм. Для подложки в стеклослюдинитовых лентах используют стеклополотно, стеклосетку и полиэтилентерефта- латную пленку. Обозначение ленты ЛС1-К-110ТС расшифровывается так: Л - лента; С1 - слюдинитовая бумага, один слой; К-110 - связующий эпоксидно-полиэфирный компаунд; ТС - подложка из стеклянной ткани и стеклосетки.
Если вместо букв С и Т стоит П, то это значит, что в качестве подложки применена полиэтилен-терефталатная пленка. Лента ЛС1-К-110 значительно дешевле микаленты, имеет большую электрическую и механическую прочность и ее характеристики более равномерны по площади. Высокая механическая прочность ленты дает возможность механизировать процесс ее наложения на катушки, что позволяет повысить качество изготовления обмоток, одновременно
снизить стоимость производства я увеличить производительность труда.
После наложения стеклослюдинитовой ленты, изготовленной на основе компаунда К-110 или ЭК-5, поверх корпусной изоляции укладывают один слой фторопластовой пленки с перекрытием на 1/4 по ширине. Это необходимо для того, чтобы предотвратить возможность вытекания компаунда до его полимеризации.
К изоляционным материалам класса В, применяемым в изоляции якоря, коллектора и полюсных катушек, относятся также листовые материалы, изготовляемые на основе слюды или слюдинита - миканиты, слюдиниты, слюдопласты (коллекторный, гибкий, формовочный).
В комплексе изоляционных материалов, применяемых при изготовлении обмоток электрических машин, особое место занимают пропиточные и покровные лаки, компаунды и эмали, которые являются весьма ответственной составной частью изоляции обмоток и служат для создания на них защитных пленок. В процессе пропитки обмоток лаками, компаундами происходит вытеснение воздушных включений из пор изоляции и насыщение ее пропиточным раствором. После пропитки осуществляют сушку обмоток, в процессе которой растворители испаряются, а лаковая основа отвердевает, заполняя собой имевшиеся в изоляции пустоты. Очень важно, чтобы в процессе пропитки лак или компануд проник в глубь изоляции в необходимом количестве. Поэтому пропитку обмоток лаками выполняют 2-3 раза; при этом первую пропитку осуществляют в специальных герметичных баках вакуум-нагнетательным способом: обмотки предварительно подвергают сушке, вакуумируют, а затем пропитывают лаком или компаундом под давлением.
Лаки представляют собой коллоидные растворы смол, битумов, высыхающих растительных масел, являющихся пленкообразующей лаковой основой в растворителях. В качестве растворителей используют толуол, ксилол, сольвент, уайт-спирит, бензин и др.
Компаунды отличаются от лаков отсутствием в их составе растворителя. Они состоят из различных смол, битумов, восков, масел. Перед применением компаунды нагревают до температуры, обеспечивающей необходимую вязкость массы для проникновения внутрь изоляции.
Отсутствие в компаундах растворителей весьма существенно улучшает качество обмоток, так как растворители, испаряясь в процессе высыхания, образуют в изоляции поры. Поэтому обмотки, пропитанные компаундами, по сравнению с обмотками, пропитанными лаками, имеют большую электрическую прочность, лучшую влагостойкость.
Лаки и компаунды бывают термопластичные и термореактивные. Термопластичные лаки и компаунды размягчаются при повторных нагревах - это весьма существенный их недостаток, поскольку при определенных условиях они могут вытекать из обмоток, что резко снижает надежность обмоток в эксплуатации. Термореактивные лаки и компаунды затвердевают в обмотках и при повторных нагревах не размягчаются. Обмотки, пропитанные термореактивными лаками и компаундами, имеют более стабильные характеристики, лучше противостоят старению, имеют более высокую теплопроводность.
Битумные лаки и компаунды относятся к числу термопластичных; лаки ФЛ-98, ПЭ-933, а также эпоксидные компаунды являются термореактивными.
В настоящее время при изготовлении электрических машин и их ремонте применяют термореактивные лаки и компаунды.
Эмали представляют собой композиции из лаков, в которые введены неорганические пигменты - окись цинка, двуокись титана, железный сурик и другие, повышающие нагрево-, дуго-, влагостойкость и твердость покровной пленки. Изоляционная эмаль создает на обмотках покровную пленку, защищающую основную изоляцию от воздействия окружающей атмосферы, кратковременной дуги и др.
Наиболее распространенными эмалями, применяемыми при покрытии обмоток тяговых двигателей, являются эмали ЭП-91 и ГФ-92-ГС. Это эмали печной сушки, они обеспечивают создание твердой механически прочной защитной пленки.
К изоляционным материалам класса нагревостойкости F относятся стеклослюдинитовые ленты ЛС-ЭП-934, ЛС-ЭК-5, изоляция "Монолит-2", пропиточный лак ПЭ-933, покровная изоляционная эмаль ЭП-91. Лента ЛС-ЭП-934-ТП (или ЛС-ЭП-934-СП), так же как и лента ЛС1-К-110, представляет собой композицию из стеклослюдинитовой бумаги и подложки, состоящей из одного слоя стеклоткани или стеклосетки и одного слоя полиэтилентерефталатной пленки, соединенных клеящим лаком. В качестве клеящего лака используют полиэфирно-эпоксидный лак ЭП-934.
Для изготовления и заводского ремонта якорных обмоток тяговых двигателей и вспомогательных машин широкое применение находит провод марки ПЭТВСД, изоляция которого относится по нагревостойкости к классу F. Провод ПЭТВСД медный, изолирован слоем теплостойкой высокопрочной эмали и двумя слоями обмотки из стеклянных нитей с подклейкой и пропиткой нагревостойким лаком класса F. Применение провода ПЭТВСД позволило исключить на заводах-изготовителях электрических машин и ремонтных заводах работы по изолировке проводников обмотки, т. е. увеличить производительность труда. Это особенно важно, так как изолировочные работы являются наиболее трудоемкими и при ручном производстве требуют непосредственного контакта изолировщиц с вредными материалами.
К изоляционным материалам класса нагревостойкости Н относятся слюда, стеклослюдяные и стеклослюдинитовые композиции, в которых применены в качестве связующего кремнийорганические лаки и компаунды: стекло-микалента ЛФК-ТТ, а также пропиточные лаки, компаунды и эмали, изготовленные на основе кремнийорганических смол (лаки К-40, К-47, компаунд К-43, эмали ПКЭ-19 и ПКЭ-22).
Кремнийорганические лаки, компаунды и эмали обладают повышенной нагрево- и влагостойкостью. Пленка эмалей ПКЭ-19 и ПКЭ-22 имеет высокие показатели по твердости и маслостойкости.
Для повышения надежности в эксплуатации и увеличения срока службы якорей проводятся работы по герметизации их обмоток по технологии, разработанной ВНИИЖТом. Для герметизации обмоток применяют герметик - эластосил, в исходном состоянии представляющий собой пастообразную массу, вулканизация которой происходит на воздухе в присутствии влаги. Эластосил обладает высокой электрической прочностью не только в исходном состоянии, но также после увлажнения и нагрева (по данным ВНИИЖТ). Герметизацию осуществляют путем промазки изоляции обмоткодержателей перед укладкой якорных катушек, заполнением им всех пустот перед наложением стеклобандажа.
По окончании эксплуатационных испытаний намечено широкое внедрение этой технологии при заводском ремонте тяговых двигателей.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'