28. Ремонт кузова и его узлов, окраска кузова
Ремонт изнашиваемых элементов кузова описан выше.
При ТР-3 после выкатки тележек и демонтажа внутрикузовного оборудования кузов снизу очищают от грязи и тщательно осматривают, особенно сварные швы и элементы рамы. При обнаружении трещин их засверливают по концам, разделывают по всей длине и заваривают электродами Э42. Вентиляционные каналы кузова продувают сжатым воздухом. Особое внимание обращают на перекос кузова, который должен быть не более 30 мм по всей его высоте. Проверяют исправность крыши, крепление и уплотнение люков, состояние проходов груб и проводов.
При необходимости проведения сварочных работ внутри кузова обязательно принимают дополнительные противопожарные меры. Должны быть подготовлены огнетушители. Необходимо выделить работника, который должен следить за недопущением очагов пожара. Сетки фильтра жалюзи очищают и продувают сжатым воздухом, осматривают и ремонтируют. Устраняют неисправности водосточных желобов, поручней и лестниц.
Известно, что большое число деталей кузова изготовлено из дерева, стекла и полимерных материалов. Поэтому при ТР-3 восстанавливают внутреннюю обшивку стен и потолков, полов, двери и окна. Осматривают и ремонтируют сиденья, подлокотники, ящики и шкафы и другое оборудование кабин машиниста.
Для защиты металлических деталей от коррозии, а деревянных от гниения на них наносят лакокрасочные покрытия. Применение этих покрытий преследует и декоративные цели.
Подготовленная для окраски металлическая поверхность кузова должна быть совершенно гладкой, ровной, без задиров и шероховатостей, ржавчины и жировых пятен, пыли и грязи. Непременным условием стойкой окраски является использование качественных красителей и строгое соблюдение технологии подготовки окрашиваемых поверхностей и самого процесса нанесения красителя.
Обычно старую краску кузова удаляют механическим (скребками, стальными щетками или шарошками) или химическим способом. В последнем случае на поверхность наносят специальную смесь, которую затем смывают водой. При удалении старой краски химическим способом маляры должны работать Р защитных очках, респираторах, резиновых фартуках и рукавицах. Отходы старой краски при этом необходимо удалять из цеха до их высыхания.
Подготовленный таким образом кузов обмывают слабым раствором каустической соды и затем еще раз чистой водой. Далее высушенную поверхность грунтуют вручную или распылителем. Обычно применяют грунт заводского изготовления или готовят его из смеси сурика с натуральной олифой.
После высыхания грунта наносят тонкий (до 0,5 мм) слой шпаклевки. Для шпаклевки используют стандартные фабричные мастики или готовят их из смеси молотого мела и олифы с небольшим количеством краски. Для получения ровной гладкой поверхности зашпаклеванные места шлифуют пемзой или шкуркой и при необходимости вторично шпаклюют, исправляют и вновь шлифуют.
После полного высыхания шпаклевки поверхности окрашивают. Работу выполняют с прочных и жестких подмостков либо с тележки с механическим подъемом площадок. Использовать подмостки из досок, переброшенных на стремянки, недопустимо.
Ручная окраска кистями или валиками малопроизводительна и связана с большими потерями красителей. Более эффективна окраска с использованием воздушных краскопультов, но она сопровождается значительным туманообразованием, ухудшающим условия труда маляров и вызывающим непроизводительный расход красителей.
Применение безвоздушного распыления краски с помощью установки УРБХ-1 (рис. 120) позволяет сократить туманообразование. В результате расход материалов уменьшается на 25-30% по сравнению с воздушным распылением; качество покрытия при этом выше.
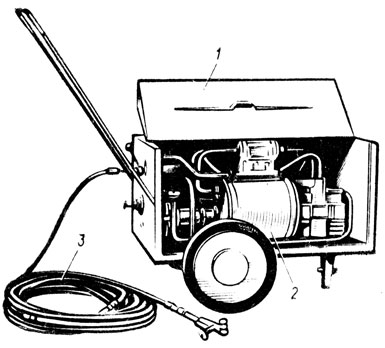
Рис. 120. Установка УРБХ-1: 1 - защитный кожух; 2 - гидропневматический цилиндр; 3 - шланг высокого давления
Наиболее совершенным является способ окраски с распылением красителя в электростатическом поле, позволяющий сократить расход материалов вдвое по сравнению с ручным методом, улучшить санитарно-гигиенические условия труда рабочих и повысить качество окраски. Сущность этого способа в том, что частицы лакокрасочного материала под действием электрического поля высокого напряжения (80÷120 кВ), создающегося между распыляющим устройством (отрицательный потенциал) и окрашиваемой поверхностью (положительный потенциал), движутся к окрашиваемой поверхности. Для окраски используются установки УЭРЦ, в которых краситель насосом подается на внутреннюю поверхность вращающегося распылителя (чаши). Под действием центробежной силы краска прижимается к внутренней поверхности чаши и тонким слоем сползает к острым крошкам, срываясь с них мелкими капельками. Взаимодействуя с электростатическим полем, частицы краски устремляются к окрашиваемой поверхности.
Установка для окраски в электростатическом поле высокого напряжения состоит из высоковольтного выпрямительного устройства, высоковольтного шинопровода, укрепленного на изоляторах, красконагнетательных баков, электрораспылителей и пульта управления.
Сушка после покраски является важной составной частью технологического процесса. Естественная сушка требует много времени, поэтому применяют различные способы искусственной сушки.
В зависимости от способа передачи тепла слою красителя различают конвекционный, радиационный и индукционный способы сушки. Наибольшее распространение получил радиационный способ сушки.
Внутри кузовов электровозов окрашивают стены и потолки, предварительно удалив старую краску. При необходимости выполняют шпаклевку. Стены и потолки кабины машиниста, высоковольтной камеры, коридоров, каркасы, основания и кронштейны для установки оборудования в кузове очищают от старой краски и окрашивают.
При необходимости восстанавливают предупредительные надписи, используя для этого трафареты.
Выполнение малярных работ внутри кузова требует соблюдения определенных условий. Такие работы необходимо проводить при открытых дверях, окнах и люках и подаче очищенного приточного воздуха.
Для ускорения сушки окрашенных поверхностей внутри кузова используют установки, подающие вентилятором предварительно подогретый в калорифере воздух.
Крышу кузова окрашивают масляной краской светлых тонов. Токоприемники выделяют масляной краской красного цвета, одновременно окрашивают остальное крышевое оборудование.
Рама электровоза, рамы тележек, рессорное и люлечное подвешивание, ходовые части, рычажную передачу и тормозное оборудование окрашивают черной масляной краской или битумно-масляным лаком № 177.
Малярные работы должны проводиться в отдельном специально оборудованном помещении (малярном стойле) при соблюдении необходимых противопожарных мер, а также требований охраны труда. По окончании окраски боковых стен на кузов наносят отличительные знаки и надписи.
Автосцепное устройство полностью разбирают и ремонтируют в специализированных отделениях. Ремонту подлежат собственно автосцепка, фрикционный аппарат, места его установки в раме, тяговый хомут, его клин, упорная плита, поддерживающая планку, розетка и расцепной привод. При этом автосцепки, тяговые хомуты, центрирующие балочки и маятниковые подвески проверяют по установленным шаблонам.
После снятия пружинно-фрикционного аппарата специальным приспособлением контролируют состояние упорных угольников в переднем брусе рамы. Упорные угольники с износом или перекосом исправляют наплавкой или приваркой планок. Обращают внимание на состояние и крепление ударных розеток, маятниковых подвесок и расцепных рычагов. Детали расцепных рычагов и их кронштейнов при наличии выработки восстанавливают наплавкой, погнутые рычаги выправляют. Ослабшие болты розеток и кронштейнов укрепляют, а негодные заменяют. Также заменяют поврежденные цепи приводов. Изношенные детали маятниковых подвесок восстанавливают или заменяют новыми. Разборку фрикционного аппарата осуществляют на специальном прессе, после чего все его детали осматривают. Изношенные или имеющие трещины детали заменяют.
Клин тягового хомута при осмотре обмеряют и подвергают дефектоскопии. При наличии трещин, изгибе более 3 мм, толщине в наиболее изношенном сечении менее 30 мм и ширине 89 мм в любом сечении клин подлежит замене. Ремонтировать клин сваркой запрещено.
Если трещины обнаружены в упорной плите, ее заменяют. Износ в средней части разрешено восстанавливать электронаплавкой с последующей обработкой до чертежных размеров. Также можно восстанавливать поддерживающую планку при отсутствии в ней трещин. Изношенные и поврежденные болты, поддерживающие клин тягового хомута, заменяют новыми.
Большинство неисправностей деталей автосцепки возникает в результате их естественного износа. Восстановление осуществляют наплавкой под слоем флюса с последующей обработкой на строгальном или фрезерном станке. Завершив обработку, детали проверяют по специальным шаблонам. После ремонта и проверки на деталях автосцепного устройства проставляют клейма в определенных местах с обозначением условного номера пункта ремонта и даты. Постановка на электровоз деталей и узлов автосцепного устройства без клейм запрещена. Клеймению подлежат: замок, замкодержатель, предохранитель, подъемник замка, валик подъемника, тяговый хомут, клин тягового хомута, розетка, балочка, маятниковые подвески, упорная плита, корпус фрикционного аппарата и собранная автосцепка. После клеймения все детали автосцепного устройства, кроме внутренней поверхности корпуса, зева автосцепки и деталей механизма, окрашивают краской черного цвета, а сигнальный отросток замка - красной краской.
У фрикционного аппарата окрашивают только наружные поверхности корпуса, горловины и основания. Сборку автосцепного устройства выполняют, применяя приспособления.
Путеочиститель, находящийся на раме, тщательно осматривают, при этом особое внимание уделяют состоянию сварных швов. Погнутые полосы, листы, угольники, швеллеры, косынки, кронштейны путеочистителя выправляют на месте. Для этого погнутое место нагревают газовой горелкой и ударами молотка, кувалды по гладилке, наставленной на нагретое место, выправляют погнутость; затем осуществляют проверку линейкой. Дефектные сварные швы вырубают, заваривают электродом Э42 и зачищают.
Обстукиванием проверяют надежность крепления путеочистителя к раме и крепления на нем кронштейнов для подвешивания головок тормозных рукавов, рукоятки расцепного привода автосцепки и предохранительных тросов приемных катушек автоматической локомотивной сигнализации. При необходимости затягивают до отказа резьбовые соединения, ставят пружинящие шайбы и шплинты. Негодные болты и гайки заменяют.
В объем работ ТР-3 входит также ремонт иескоподающих устройств. Форсунки песочниц размещают по месту установки, отсоединяют от трубопроводов и снимают. После очистки от грязи осуществляют осмотр, ремонт, испытание и регулировку форсунок.
После предварительной разметки отворачивают болты скоб и демонтируют пескопроводные патрубки и резиновые шланги. Патрубки отжигают, обстукивают молотком для удаления окалины, обнаружения трещин и протертых мест. При необходимости патрубки заменяют или ремонтируют. От резиновых шлангов (рукавов) отсоединяют кронштейны и направляющие накладки, погнутые выправляют, негодные заменяют. Шланги тщательно осматривают, при обнаружении протертых мест или расслоения резины заменяют.
Проверяют крепление песочных бункеров и их крышек. Негодные уплотнения крышек и сетки заменяют. При необходимости ремонтируют бункеры и их крышки, используя электросварку. Утечка песка из бункеров и неплотное прилегание крышек не допускаются. Сломанные и погнутые песочные трубы заменяют. Их концы должны отстоять от головки рельса на 30-50 мм и обеспечивать подачу песка в зону контакта колеса и рельса.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'