27. Освидетельствование колесных пар, ремонт колесных пар и букс
Освидетельствование колесных пар. В процессе эксплуатации на бандажах колесных пар образуется естественный износ в виде проката и уменьшения толщины гребня. Возможны случаи ослабления бандажа на центре, иногда с проворотом его, а также трещины, выщербины, местные раздавливания, ползуны (выбоины) на поверхности бандажа. Из-за нарушения установленной технологии напрессовки на ось возможны ослабления колесного центра, зубчатого колеса и разрыв ступицы. В различных частях оси могут возникать продольные и поперечные трещины. Кроме того, поверхности могут изнашиваться под моторно-осевыми и буксовыми подшипниками. Возможны также трещины, излом зубьев и самих зубчатых колес.
Поскольку колесные пары и их элементы являются весьма ответственными частями электровозов, а от их исправности в значительной степени зависит безопасность движения, при эксплуатации и ремонте их тщательно контролируют.
За время службы колесные пары, помимо осмотра под электровозом при эксплуатации, текущем обслуживании и ремонте, подвергаются обыкновенному и полному освидетельствованию, а также освидетельствованию с выпрессовкой оси.
Обыкновенное освидетельствование колесных пар выполняют при подкатке их под электровоз. Проводят все проверки, предусмотренные осмотром колесных пар под электровозом. Кроме того, колесные пары очищают керосином от грязи и смазки или обмывают в моечной машине, а также контролируют состояние осей дефектоскопом, проверяют соответствие размеров и всех элементов колесных пар установленным нормам допусков и износов. Убеждаются в наличии установленных клейм и знаков, осматривают пружинные пакеты и заклепки зубчатых колес, а также болты, крепящие зубчатое колесо к центру колесной пары, контролируют плотность посадки косозубых венцов. Разбирают корпусы роликовых подшипников опоры редуктора и осматривают их.
Браковочными признаками являются: местное увеличение ширины бандажа более чем на 5 мм в результате раздавливания; ослабление бандажного кольца по длине более 30%, а также ближе 100 мм от замка кольца; толщина бандажей менее допускаемой, а также разница диаметров бандажей у одной колесной пары 2 мм и более. При наличии выбоин, предельного проката бандажей, износа или подреза гребня бандажи должны быть обточены.
Обыкновенное освидетельствование колесных пар отремонтированных локомотивов выполняют мастер и приемщик. Клеймения колесных пар после обыкновенного освидетельствования не требуется, а результаты освидетельствования заносят в журнал и технический паспорт.
Полное освидетельствование колесных пар выполняют на заводах и в дорожных колесных мастерских при ремонтах электровозов, связанных с выкаткой колесных пар, смене хотя бы одного элемента, неясности клейм и знаков последнего полного освидетельствования (рис. 109), наличии повреждения колесной пары после столкновения или схода электровоза с рельсов. Полное освидетельствование отличается от обыкновенного тем, что при нем очищают колесную пару от краски до металла, проверяют подступичные части ультразвуковым дефектоскопом, осматривают пружинные пакеты и пазы зубчатых колес, при этом снимают боковые шайбы. По окончании полного освидетельствования ставят соответствующие клейма и знаки. При непрозвучивании ультразвуком или обнаружении трещин в подступичной части оси ее выпрессовывают.
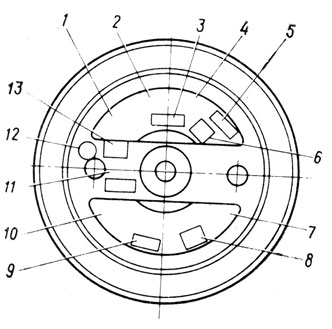
Рис. 109. Знаки и клейма на правом торце оси колесной пары электровоза: 1 - номер завода-изготовителя оси; 2 - месяц и год изготовления оси; 3 - клейма приемки; 4 - номер оси; 5 - клейма, удостоверяющие правильность переноса знаков; 6 - номер пункта, перенесшего знаки; 7 - клеймо формирования колесной пары или смены оси; 8 - номер ремонтного пункта; 9 - клейма приемки; 10 - дата формирования или смены оси; 11 - дата освидетельствования; 12 - клейма освидетельствования с выпрессовкой оси; 13 - номер ремонтного пункта
Освидетельствован и е колесных пар с выпрессовкой оси проводят во всех случаях непрозвучивания оси ультразвуком, при необходимости снятия одновременно обоих центров, а также при отсутствии или неясности клейм формирования.
Результаты полного освидетельствования и освидетельствования с выпрессовкой оси записывают в журнал и технический паспорт. Все обнаруженные при освидетельствовании износы и дефекты устраняют при ремонте, после которого на торце наносят клеймо полного освидетельствования. При освидетельствовании с выпрессовкой оси дополнительно к клеймам полного освидетельствования ставят клеймо в виде знака Д в кружке.
Ремонт колесных пар. В большинстве депо колесные пары ремонтируют без смены элементов, выполняя обыкновенное освидетельствование. Ремонт колесных пар со сменой элементов, полное освидетельствование и освидетельствование с выпрессовкой оси выполняют, как правило, на ремонтных заводах, в дорожных колесных мастерских, а также в некоторых депо, имеющих необходимое для этого оборудование, оснастку и инструмент.
При ТР-3 колесные пары предварительно тщательно осматривают, выявляют дефекты, места их отмечают мелом. Если детали забракованы, их помечают крестообразными зарубками зубилом.
Осмотр обычно начинают с бандажей. Измеряют толщину бандажа и устанавливают возможность дальнейшего использования колесной пары, соответствие остаточного ресурса предстоящему периоду работы. Бандажи с поперечными или косыми трещинами (независимо от их размера, числа и места расположения), а также с отколами бракуют. Продольные трещины или плены, раковины, выщербины, выбоины (ползуны) отмечают мелом и затем устраняют обточкой на колесно-токарном станке.
Плотность посадки, натяг бандажа проверяют обстукиванием молотком. Глухой, дребезжащий звук служит признаком ослабления. Кроме того, признаками ослабления бандажа могут быть нарушения целостности валика грязи или выделение смазки, ржавчины по окружности в месте прилегания бандажа к ободу колесного центра; образование зазора между ободом колесного центра и упорным буртом бандажа; несовпадение контрольных рисок на ободе колесного центра и бандажа. При ослаблении бандажи подлежат перетяжке. Путем обстукивания молотком проверяют также плотность посадки бандажного кольца. Кольцо должно плотно сидеть в выточке бандажа, а звук от удара должен быть без дребезжания.
При помощи лупы проверяют состояние колесных центров, убеждаются в отсутствии трещин в ступицах и ободьях, при этом особое внимание обращают на отсутствие протертых мест на ступице. Колесный центр, имеющий трещину в ступице или спице или две трещины в одном секторе обода, бракуют. Протертые места на ступице в месте сопряжения с кожухом редуктора подлежат наплавке и последующей обработке на станке. Признаками ослабления посадки колесного центра на оси являются: выделение ржавчины или масла вокруг ступицы с внутренней стороны или нарушение краски в месте сопряжения оси со ступицей; изменение расстояния между внутренними гранями бандажей; сдвиг контрольной цветной полосы, нанесенной на торец ступицы и часть оси в месте их прилегания; уменьшение расстояния от переходной галтели подступичной части оси до наружного торца ступицы колеса. При обнаружении хотя бы одного из этих признаков колесную пару бракуют и перепрессовывают.
Убеждаются в отсутствии поперечных и продольных трещин, плен и протертых мест на оси колесной пары. При наличии протертых мест глубиной более 4 мм или поперечной трещины ось бракуют. Разрешается оставлять без исправления одну продольную трещину или плену длиной не более 25 мм на средней части оси; на обработанных поверхностях оси продольные трещины и плены не допускаются.
При осмотре оси особое внимание обращают на галтели шеек, предподступичные части, а также на места сопряжения цилиндрических частей оси с галтелями. Об образовании трещин в подступичной части оси можно судить по налету ржавчины на торце ступицы в виде мелкой красноватой пыли, нарушению целостности слоя краски или вздутию его бугорками в месте сопряжения оси со ступицей, а также по образованию зазора между осью и ступицей. Резьбу на концах оси проверяют калибром. Если непроходной калибр навинчивается на резьбу, ось бракуют.
После окончания осмотра колесную пару обязательно обмывают, а затем подвергают магнитной (ультразвуковой) дефектоскопии. Магнитный и ультразвуковой контроль элементов колесных пар, так же как и других деталей электровоза, осуществляет специально выделенный работник (дефектоскопист).
Магнитному контролю подвергают шейки оси под буксовые и моторно-осевые подшипники, предподступичную и среднюю части оси; внутреннюю обработанную поверхность бандажа при перетяжке старого и насадке нового бандажа; наружную поверхность бандажа выкаченной колесной пары после обработки на станке в случае, если производилась наплавка гребней или поверхности катания; зубья и боковые поверхности венцов зубчатых колес.
Для магнитной дефектоскопии применяют круглые и седлообразные дефектоскопы постоянного и переменного тока, а также специальные дефектоскопы для проверки зубчатых колес (рис. 110). Для того чтобы не упустить каких-либо дефектов, колесную пару дважды в процессе дефектоскопии поворачивают на угол 120°. Наиболее удобно выполнять дефектоскопию колесных пар на механизированном стенде (рис. 111).
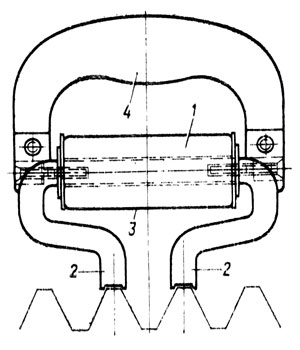
Рис. 110. Дефектоскоп для проверки зубчатых колес: 1 - сердечник; 2 - полюсы; 3 - намагничивающая катушка; 4 - рукоятка
В случае смены бандажа сначала выбивают или вырезают на станке бандажное кольцо. Затем бандаж в специальном электрическом или газовом горне нагревают до температуры 250-320°С. При этом ступица колесного центра, ось и зубчатое колесо должны быть защищены от нагревания. Температуру контролируют термопарами или специальными термическими карандашами. Если бандаж не годен для дальнейшего использования, разрешается срезать его газовой горелкой, но так, чтобы не повредить обод колесного центра. Внутреннюю поверхность подготовленного к насадке бандажа тщательно очищают стальными щетками, после чего проводят магнитную дефектоскопию его внутренней поверхности. Соответственно зачищают и поверхность обода.
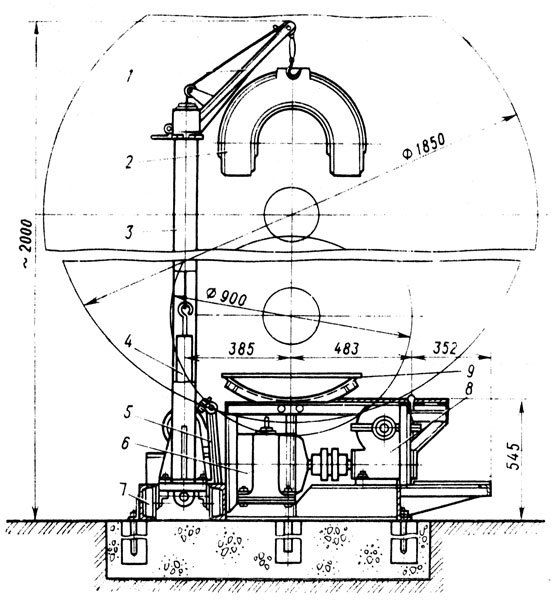
Рис. 111. Стенд для магнитной дефектоскопии колесных пар: 1 - тележка с механизмом передвижения; 2 - электродвигатель; 3 - боковые упоры; 4 - противовес; 5 - стойка; 6 - дефектоскоп; 7 - поворотный кронштейн; 8 - подставка: 9 - редуктор
Диаметры обода и бандажа измеряют специальным бандажным штангенциркулем (рис. 112) и бандажным штихмасом (рис. 113). Посадочные поверхности обода и бандажа в осевом направлении должны быть прямыми и параллельными оси. Конусность их более 0,2 мм, а овальность более 0,5 мм не допускаются. Необходимо, чтобы направление конусности бандажа совпадало с направлением конусности обода. Натяг бандажа должен быть 1,0-1,5 мм на каждые 1000 мм диаметра бандажа.
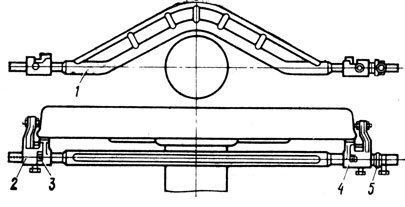
Рис. 112. Бандажный штангенциркуль: 1 - штанга; 2, 4 - левый и правый движки; 3 - нониус; 5 - доводочное устройство
Нагретый до температуры 250- 320 °С бандаж вынимают из горна и укладывают на стеллаж, а ось с колесным центром поднимают краном и опускают внутрь бандажа. Затем в выточку бандажа быстро заводят бандажное кольцо, которое развальцовывают на специальном станке (рис. 114). На этом же станке обжимают бурт бандажа. После медленного остывания кольца проверяют плотность его посадки ударами молотка, при этом звук от ударов должен быть звонким и чистым.
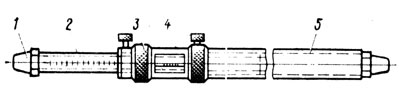
Рис. 113. Бандажный штихмас: 1 - наконечник; 2 - штанга; 3 - доводочное устройство; 4 - направляющая втулка; 5 - труба
Аналогичным образом осуществляют перетяжку ослабших бандажей колесных пар грузовых электровозов. Ослабший бандаж снимают с обода и вторично насаживают на тот же колесный центр, предварительно установив для достижения необходимого натяга стальные накладки между внутренней поверхностью бандажа и поверхностью обода.
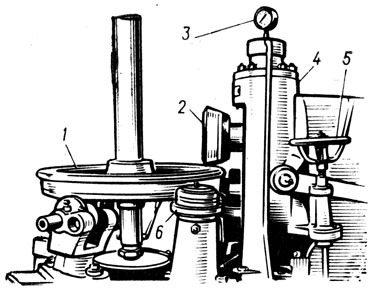
Рис. 114. Станок для обжимки бурта бандажа и развальцовки кольца: 1 - бурт; 2 - обжимной ролик; 3 - манометр; 4 - цилиндр; 5 - штурвал управления; 6 - упорный ролик
Для получения нормального профиля бандажи обтачивают на колесно-токарйом станке. Профиль обточенного бандажа проверяют шаблоном. При прижатом к внутренней грани бандажа шаблоне просвет между бандажом и шаблоном допускается по поверхности катания не более 0,5 мм, а по высоте и толщине гребня - не более 1 мм. Внутренние грани бандажей должны быть строго перпендикулярны оси колесной пары. Расстояние между ними проверяют межбандажным штангенциркулем (рис. 115). Наружные грани бандажей, как правило, не обтачиваются, однако для устранения поверхностных дефектов допускается обточка наружных граней при условии, что не будут срезаны клейма завода-изготовителя.
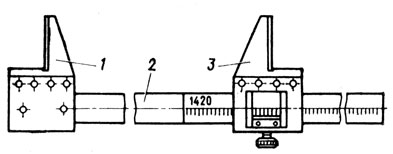
Рис. 115. Межбандажный штангенциркуль: 1 - неподвижная губка; 2 - трубчатая штанга; 3 - подвижная губка
Венцы зубчатых колес, имеющие трещины, износ зубьев более допустимого, вмятины, раковины, отколы и выкрашивания, превышающие 10% поверхности зуба, бракуют и заменяют. Посадку зубчатых колес производят напрессовкой на колесный центр в холодном состоянии с силой 500-800 кН (50-80 тс). Перед напрессовкой посадочные поверхности притирают насухо и смазывают чистым растительным маслом. Привалочные торцовые поверхности зубчатого колеса и центра смазывают суриком. При горячей посадке ступицу зубчатого колеса нагревают равномерно до температуры 200-250 °С; натяг должен быть в пределах 0,25-0,33 мм. После горячей посадки для проверки прочности соединения к зубчатому колесу прикладывают вращающий момент 85±5 кН•м (8,5±0,5 тс•м); контроль положения зубчатого колеса осуществляют по общей риске.
Зубья, а также боковую поверхность зубчатых колес и пазы под пружинные пакеты подвергают магнитной дефектоскопии. Износ зубьев венцов измеряют универсальным зубомером. Колесные пары с прямозубой эластичной передачей, не требующие замены венцов, но имеющие ослабление или излом пружинных пакетов, люфт зубьев, торцовое и радиальное биение винтов, превышающие допускаемое значение, подлежат ремонту со съемом боковых шайб и переборкой пакетов. Независимо от этого ослабшие заклепки боковых шайб зубчатых колес заменяют новыми.
Наружные грани бандажей колесных пар окрашивают белилами и наносят на них контрольную полосу красной краской. Центры колесных пар окрашивают черной масляной краской. При выпуске электровозов из ТР-3 разрешается подкатывать отремонтированные и, как исключение, вновь сформированные колесные пары. Разница диаметров бандажей по кругу катания у комплекта колесных пар не должна превышать 10 мм. Толщина бандажей по кругу катания должна быть в пределах установленных допусков и обеспечивать работу электровозов без замены бандажей по износу до заводского ремонта.
Буксовый узел электровозов ВЛ10 начинают разбирать с того, что отворачивают гайку, выбивают болт, укрепляющий поводок в пазах, и проверяют его резьбу. Детали буксового узла тщательно моют в моечной машине. Для того чтобы не произошло коррозионного повреждения их из-за попадания воды, не следует допускать длительных (более 6 ч) разрывов между окончанием обмывки и разборкой.
Поводки тщательно осматривают. Годные поводки подвергают магнитной дефектоскопии, а забракованные демонтируют с букс и подают к месту осмотра, сборки и формирования.
После обмывки в моечной машине и протирки корпус буксы с крышками, дистанционными кольцами, гайкой с планкой и лабиринтное кольцо (если оно снималось с оси) осматривают и ремонтируют.
Роликовые подшипники промывают мыльной эмульсией в специальной моечной машине, затем повторно промывают в бензине и насухо вытирают салфетками. Проводят осмотр, обмер и дефектоскопию роликовых подшипников.
При осмотре обращают внимание на выявление следов чрезмерного нагрева (по следам побежалости), трещин на кольцах, роликах и сепараторах, выкрашивания металла и раковин на дорожках качения колец и роликах, рифления на дорожке колец и роликах, рифления на дорожке качения внутреннего кольца, ползунов (лысок) на поверхности качения роликов. Не менее важно обнаружить седловатость, бочкообразность, ступенчатость посадочной поверхности внутреннего кольца подшипника, скол бурта кольца, поперечные глубокие риски на дорожках качения колец, коррозию на рабочих поверхностях колец и роликов, ослабление, обрыв или срыв заклепок сепаратора, сколы роликов по торцам и кромкам. При наличии указанных дефектов подшипники ремонтируют, заменяя негодные детали.
При переборке роликов их проверяют на специальном приборе с миниметром (рис. 116), измеряя диаметры роликов в середине и на расстоянии 10-15 мм от торцов. Разность диаметров роликов в одном комплекте подшипника не должна превышать 10 мкм. Овальность и разность диаметров по краям цилиндрической части допускаются до 5 мкм, выпуклость в средней части - до 10 мкм, вогнутость ролика недопустима. На этом же приборе проверяют высоту роликов, которая должна соответствовать нормам. После подбора роликов при помощи специального пресса осуществляют холодную клепку сепараторов.
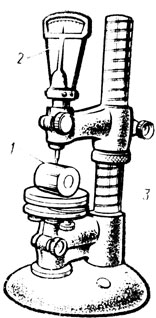
Рис.116. Проверка размеров роликов: 1 - ролик; 2 - миниметр; 3 - прибор
У отремонтированного подшипника, скомплектованного с дистанционными кольцами, определяют индикатором 2 (рис. 117) на плите радиальный зазор. Для этого внутренние кольца закрепляют, а наружное кольцо вместе со штифтом индикатора перемещают от руки в горизонтальном направлении. Проверяют также осевой зазор подобранного комплекта подшипников (рис. 118). Затем определяют натяг, который образуется при посадке на шейку оси колесной пары внутренних колец, роликовых подшипников и должен быть в пределах 0,04- 0,06 мм. Внутренний диаметр измеряют нутромером с индикатором в трех сечениях по ширине кольца по двум взаимно перпендикулярным направлениям. В случае уменьшения натяга менее 0,03 мм разрешается его восстанавливать железнением или нанесением клея (эластомера) ГЭН-150В на внутреннюю поверхность кольца роликового подшипника.
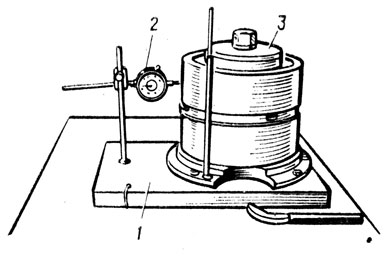
Рис. 117. Устройство для измерения радиального зазора подшипника: 1 - плита; 2 - индикатор; 3 - зажимная шайба
Корпус буксы тщательно осматривают и обстукивают молотком для выявления трещин, надрывов, задиров, заусенцев, следов коррозии и рисок на обработанных поверхностях. При наличии сквозных трещин корпус буксы бракуют. Не допускается заварка трещин и надрывов независимо от их размера в проушинах буксы под валик хомута и в щеках корпуса под поводки. Мелкие рассредоточенные надрывы разрешается устранять электросваркой на необработанных поверхностях корпуса буксы (за исключением щек и хвостовиков) при условии, что глубина после вырубки трещины не превышает 6 мм, а объем наплавленного металла - 8 см3. Перед электросваркой выполняют V-образную разделку кромок, засверливая концы надрывов. Для электросварки применяют электрод Э50А. В процессе электросварки следят за тем, чтобы не допустить сильного нагрева и коробления корпуса буксы. Чтобы предупредить коробление, сварочные и наплавочные работы желательно выполнять в ванне с водой.
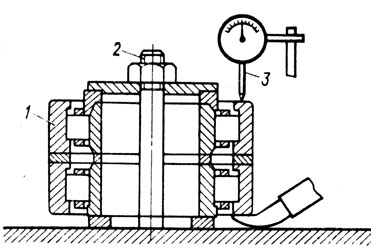
Рис. 118. Устройство для измерения осевого размера подшипника: 1 - роликовый подшипник; 2 - зажим; 3 - индикатор
Проверяют овальность и конусность посадочных поверхностей отверстия корпуса буксы. Измерения проводят в двух местах по длине корпуса буксы, причем в каждом из них - в двух взаимно перпендикулярных направлениях. При выпуске из ТР-3 диаметр отверстия корпуса буксы должен быть в пределах 320,02-320,30 мм.
Внутреннюю поверхность буксы тщательно осматривают. Следы коррозии зачищают стеклянным полотном № 5 или 6, не допуская при этом повреждения основного металла. Риски и задиры глубиной более 1 мм зачищают наждачным полотном. Если же они имеют меньшую глубину, разрешается оставлять их без исправления. Пазы в щеках корпуса буксы под валики поводков проверяют шаблоном. При необходимости размеры пазов восстанавливают наплавкой электродом Э42А с последующей механической обработкой до чертежных размеров.
Отверстие под валик в проушинах буксы проверяют и измеряют. В случае износа отверстие растачивают не более чем на 2 мм от чертежного размера или наплавляют и обрабатывают. Резьбу в отверстиях корпуса буксы также проверяют. Она должна быть чистой, без заусенцев, вмятин. Допускаются отдельные сорванные нитки резьбы при условии, что в сумме они составляют не более трети витка в одном отверстии. Если же повреждения резьбы большие, старую резьбу рассверливают до полного ее удаления, отверстие заваривают и рассверливают вновь, затем нарезают резьбу чертежного размера.
После наплавки пазов и отверстий в буксе и механической обработки необходимо проверить их взаимное расположение относительно оси корпуса буксы и соответствие чертежу.
Осматривают переднюю и заднюю крышки корпуса буксы. При обнаружении трещин на фланцевой и посадочной поверхностях крышки заменяют. Продукты коррозии, заусенцы и задиры глубиной не более 0,5 мм на приварочных поверхностях крышки, лабиринтных пазах и выступах снимают шабером и зачищают стеклянным полотном, на нерабочих поверхностях зачищают напильником. Проверяют состояние резьбы в передних крышках для крепления редуктора скоростемера. Допускаются отдельные сорванные нитки резьбы при условии, что в сумме они составляют не более трети витка в каждом отверстии. В случаях повреждения резьбы ее перерезают на следующий размер. При большой разработке старую резьбу высверливают, отверстие заваривают, рассверливают и нарезают новую резьбу.
Лабиринтное уплотнение проверяют. Состояние выступов и пазов в задней лабиринтной крышке буксы контролируют не менее чем по двум взаимно перпендикулярным направлениям. При необходимости лабиринты наплавляют с последующей механической обработкой или заменяют крышку. На плите щупом проверяют плоскостность торцовой поверхности задней крышки, а штангенрейсмусом - параллельность ее привалочному фланцу. После этого внутреннюю поверхность крышки окрашивают нитроэмалью или другой маслостойкой краской.
Лабиринтное кольцо также осматривают. При обнаружении изломов, трещин, надрывов, коробления, износов, вызывающих ослабление в посадке на предподступичную часть оси, кольцо заменяют. Годное, но ослабшее в посадке кольцо или изношенное по пазам и выступам лабиринта разрешается восстанавливать наплавкой с последующей обработкой. В случаях когда овальность и конусность кольца превышают 0,07 мм, а натяг - менее 0,05 мм, его разрешается восстанавливать цинкованием, железнением или нанесением клея ГЭН-150В на внутреннюю поверхность. Натяг при посадке кольца на ось должен быть 0,02-0,145 мм. Толщина слоя материала, наносимого на кольцо для получения заданного натяга, мм,
T=0,5(D-d)+0,5H,
где D - внутренний диаметр кольца, мм;
d - диаметр предподступичной части оси, мм;
H - натяг, мм.
Дистанционные кольца буксы также осматривают. При наличии трещин или сколов кольца заменяют, задиры, забоины и следы коррозии устраняют, острые кромки сглаживают стеклянной лентой и напильником.
Буксовые поводки подвергают дефектоскопии. Если при разборке годный поводок не вынимают из паза щеки, то дефектоскопию средней части поводка проводят на месте. Болт, укрепляющий валик поводка, вынимают для проверки резьбы калибром.
Снятые поводки очищают от грязи и масла, протирают салфетками, смоченными в керосине, и насухо обтирают. Обмывать поводки в растворах, содержащих каустик, нельзя. Торцовые шайбы снимают с хвостовиков валиков и осматривают, при этом убеждаются в отсутствии выпучивания, надрывов, отслоения от стальных шайб и колец, износа и выработки шайб, их квадратного и цилиндрического отверстий, уменьшения высоты торцовой шайбы. Шайбы, имеющие указанные дефекты, а также потерявшие упругость, заменяют новыми. Прогиб новой шайбы должен быть таким, какой указан на старой шайбе. Если отверстия под штифты в кольцах годных торцовых шайб превышают 9 мм, разрешается разметить и просверлить два новых отверстия, расположенных под углом 90° к старым.
При осмотре валиков и корпуса (тяги) поводка необходимо убедиться в отсутствии износов клиновидной части, отверстий и резьбы в хвостовиках валиков, проворота валиков в резиновых втулках или вместе со втулками в корпусе, изломов штифтов или ослабления их посадки в корпусе поводка. При обнаружении таких дефектов в резинометаллических втулках валик в сборе со втулками выпрессовывают и передают в заготовительный цех для переформирования. При этом дефектные втулки удаляют, а годные валики используют для формирования с новыми втулками. Вновь сформированный валик выдерживают в течение десяти дней в светонепроницаемой камере при температуре 15-30°С и лишь после этого срока используют по назначению. В этом случае в поводок запрессовывают ранее сформированный валик из переходного запаса.
До формирования изношенную более чем на 1 мм поверхность клиновидной (или квадратной) части валика разрешается восстанавливать вибродуговой наплавкой под слоем флюса и в струе защитного газа с последующей механической обработкой по шаблону. Валики с новыми втулками испытывают согласно техническим требованиям.
После разборки и очистки проводят тщательный осмотр и дефектоскопию средней части тяги (корпуса) поводка для выявления трещин, изломов, а также проверки состояния штифтов. При наличии трещин и изломов тягу заменяют. В случае ослабления посадки штифтов, их износа или срезания негодные штифты удаляют, проверяют разверткой отверстия и запрессовывают новые. Годные и отремонтированные тяги (корпусы) используют для сборки с ранее сформированными валиками из переходящего запаса. При этом для обеспечения требуемой жесткости поводка в продольной и поперечной плоскостях необходимо убедиться в наличии на торцах валиков клейм с указанием твердости резиновой втулки в условных единицах. Жесткость двух поводков под нагрузкой 40 кН (4 тс) должна составлять в продольном направлении 80 кН/мм (8 тс/мм) ±20%.
Подобранные по жесткости поводки устанавливают с помощью приспособлений в пазы щек буксы и закрепляют болтами с двух сторон. До подкатки колесной пары под тележку положение поводков (при снятых внутренних торцовых резинометаллических шайбах) регулируют относительно середины оси колесной пары или внутренних граней бандажей по размерам Ж и Ж1 (рис. 119). Регулировку осуществляют отвертыванием или затяжкой соответствующих болтов крышек букс. Разница размеров Ж и Ж1 должна быть не более 2 мм. По завершении регулировки окончательно подтягивают все болты крепления крышек. Букса должна свободно, бесшумно и без толчков поворачиваться на оси от усилия рук одного человека.
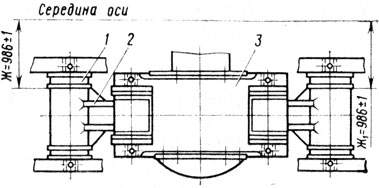
Рис. 119. Регулировка положения поводков: 1 - торцовая шайба; 2 - поводок; 3 - букса
Технология ремонта буксового узла с подшипниками качения электровозов других серий мало отличается от изложенной выше. Изменения в содержании и последовательности операций, определяемые конструкцией буксы (наличием челюстных наличников, типом применяемых подшипников, способом их посадки на шейку оси колесной пары и др.), не носят принципиального характера. В частности, на электровозах с челюстными тележками (ВЛ8, ВЛ23, ВЛ22М) правильности расположения колесных пар достигают соответствующим подбором и комплектованием деталей буксовых узлов по осям электровоза в процессе их ремонта и сборки с учетом действительных размеров рам тележек того электровоза, для которого узлы заготавливают. Вновь установленные наличники, подобранные по толщине, подгоняют к поверхности буксы или направляющей и приваривают электродуговой сваркой прерывистым швом. Для большей прочности приварки в наличниках просверливают дополнительные отверстия под электрозаклепки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'