17. Особенности ремонта механического оборудования
Ревизия опор кузова. Осматривают шкворневые балки кузова и в случае обнаружения в них трещин последние разделывают и заваривают электродами Э42. При необходимости усиливают балки накладками. Контуры накладок должны перекрывать поврежденные места не менее чем на 100 мм, а в особо стесненных условиях - не менее чем на 50 мм.
Перед подъемкой кузова секций двух- и трехсекционных электровозов расцепляют и сливают масло из ванн боковых опор и шкворневого узла. Кузов поднимают на домкратах, чтобы тщательно осмотреть опорные и тяговые узлы и при необходимости отремонтировать их.
Подъемка кузова является ответственной операцией и выполняется под наблюдением мастера или бригадира. Во время подъемки и опускания кузова необходимо соблюдать требования техники безопасности.
Детали боковых опор очищают, обращают внимание на состояние и износы наличников опор, скользунов, стаканов пружин, масляных ванн с крышками, маслопроводов. Суммарный зазор между направляющими втулками стаканов в раме кузова не должен быть более 2,5 мм. Износ опоры верхнего стакана, а также бронзового скользуна не должен превышать 5 мм. Износ накладки на раме тележки под скользуном боковой опоры более 4 мм не допускается.
Люлечное подвешивание кузова. С хвостовика стержня люлечного подвешивания отворачивают гайку и последовательно демонтируют детали. Затем вынимают из кронштейнов на рамах кузова и тележки стержень с набором регулировочных прокладок и сопрягаемых деталей: втулкой, пружиной, опорами и прокладкой. Снятые детали люлечного подвешивания связывают проволокой и промывают. После этого их осматривают и обмеряют для определения необходимого объема ремонта. Трещины в деталях люлечного подвешивания не допускаются. Ремонтировать стержни подвесок сваркой запрещено.
Наплавкой электродами Э42 с последующей обработкой разрешается восстанавливать лишь изношенные опорные поверхности бортов стакана и верхней шайбы стержня под пружину подвески, а также поверхности кулачков опор и желобов прокладок.
Регулировочные прокладки подбирают так, чтобы высота пружин в сборе с прокладками была не менее 300 мм.
После сборки люлечного подвешивания и опускания кузова контролируют и регулируют прокладками зазоры между вертикальным ограничителем и верхней плоскостью рамы тележки, а также между вкладышем горизонтального ограничителя на кузове и накладкой на боковине рамы тележки, которые должны быть соответственно не менее 15 и не более 20 мм.
Шкворневой узел. На электровозах с пятниковыми опорами (ВЛ8, ВЛ23 и др.) убеждаются в отсутствии трещин в днищах гнезд для пятников. Такие трещины нетрудно обнаружить по течи смазки. При осмотре пятников также обращают внимание на отсутствие в них трещин, неравномерного износа и следов электрохимической коррозии. Проверяют и укрепляют болтовые соединения, оборванные болты заменяют, ставят шплинты.
Зазоры в пятниковых опорах измеряют щупом. Зазоры между пятой и подпятником по диаметру допускаются не более 2,5 мм. Общий боковой зазор между подвижным подпятником и стенками гнезда в шкворневой балке должен быть не более 3 мм. Втулка в гнезде неподвижного подпятника не должна иметь ослабления. Проверяют также зазоры между скользунами кузова и тележки, которые должны быть не менее 2 мм на сторону.
При ревизии дополнительных опор осматривают крепление их основания к раме кузова. В случае обнаружения трещин в сварных швах старые швы срубают и заваривают вновь. Обращают внимание на состояние резиновых прокладок, негодные заменяют.
Ревизию шкворневого узла электровозов ВЛ10, ВЛ11 можно проводить без подъемки кузова. Для этого сливают смазку, вскрывают нижний люк под главным шкворнем и снизу осматривают шкворень и его шаровое соединение. Измеряют зазор между шкворнем и втулкой шара, который не должен быть более 3 мм. После этого шаровое соединение собирают и заливают через маслопровод осевым маслом зимой марки 3, а летом марки Л.
Если осуществляют подъемку кузова, то осматривают шкворень и обечайку. Обмеряют шкворень и зазоры в шаровом соединении сверху. Диаметр шкворня не должен быть менее 150 мм. Суммарный зазор между шаром и вкладышем не допускается более 2 мм. Диаметр шара по наружной поверхности должен быть не менее 217 мм. Износ сегментообразных упоров допускается не более 2 мм, а зазор между ними и корпусом, который регулируют с помощью прокладок, - не более 1,55 мм. Суммарный зазор между шаром и вкладышем, а также между упором и втулкой в шкворневом брусе не должен быть более 2 мм.
Ревизия шкворневого устройства электровоза ЧС аналогична описанной выше для электровоза ВЛЮ с люлечным подвешиванием кузова.
На электровозах, оборудованных боковыми опорами кузова, проводят ревизию противоотносного устройства. Излом пружин противоотносного устройства Не допускается. Высота их в свободном состоянии должна быть не менее 246 мм для наружной пружины и не менее 233 мм для внутренней.
Место приварки обечайки к шкворневой балке кузова натирают мелом и обращают внимание на наличие трещин в сварных швах. Участок шва с дефектами вырубают и заваривают вновь. Зазор между буртом главного шкворня и обечайкой устраняют приваркой стальных полуколец.
Гидравлические гасители колебаний для ревизии демонтируют с электровоза и разбирают. Все детали гасителя, кроме резиновых, промывают в щелочном растворе, обдувают сжатым воздухом и протирают насухо. Затем их тщательно осматривают и обмеряют, чтобы определить соответствие их нормам допусков и износов и установить необходимый объем ремонта или замены деталей. Поршневые кольца в свободном состоянии должны иметь зазор в замке 8 мм, а в рабочем состоянии - в цилиндре 0,2-0,3 мм.
Задиры поверхностей нижнего клапана и нижней головки и выработка стенок внутреннего цилиндра не допускаются. Диаметр отверстия цилиндра не должен быть более 68,1 мм. Все неисправные резиновые детали заменяют новыми. После ремонта и замены деталей гидравлический гаситель собирают и заливают в него через металлическую сетку № 18 масло МВП. Затем масло прокачивают для заполнения им рабочего цилиндра, удаления воздуха и проверки герметичности сальникового уплотнения гасителя. Шток в рабочем цилиндре должен плавно, без заедания перемещаться по всей длине хода.
Собранный гидравлический гаситель испытывают на стенде со снятием рабочей диаграммы. При снятом верхнем кожухе убеждаются в отсутствии течи в гасителе, для чего выдерживают его в горизонтальном положении в течение 12 ч. Течь масла не допускается. При необходимости резинометаллические втулки в головках гасителя заменяют.
После ревизии на боковой поверхности нижней проушины гасителя наносят с помощью трафарета запись с указанием условного номера депо и даты ревизии.
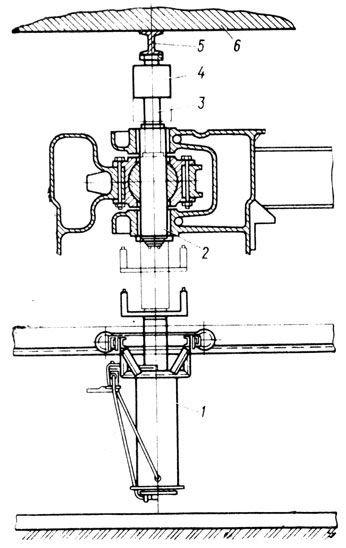
Рис. 77. Демонтаж шкворня сочленения передвижным домкратом: 1 - передвижной домкрат; 2 - шкворень; 3 - подставка; 4 - домкрат; 5 - упорная балка; 6 - кузов
В сочленениях тележек на электровозах ВЛ8, ВЛ23 и ВЛ22м предварительно проверяют щупом видимые зазоры между шкворнем и верхней втулкой, а также вертикальные зазоры между приливами тележек. Затем с помощью передвижного домкрата 1 (рис. 77) вынимают шкворень 2. Через освободившееся таким образом отверстие во втулках измеряют зазор между шаром и его гнездом, который должен быть не менее 1 мм. Также измеряют диаметр отверстия шара и, сравнивая его с диаметром шкворня в средней части, определяют зазор между ними. Этот зазор, как и зазор между шкворнем и втулками, не должен превышать 2 мм. В случае необходимости уменьшение этих зазоров обеспечивают путем замены шкворня. Если же износы и зазоры в сочленении превышают норму, осуществляют подъемку кузова и раздвигают тележки с тем, чтобы можно было отвернуть болты, соединяющие обе половины гнезда, и с помощью домкрата 1 (рис. 78) вынимают из бруса сочленения гнездо 3 и шар 2. Все зазоры сочленения восстанавливают до норм ТР-3. Для уменьшения зазора между шкворнем и шаром до 0,1-0,9 мм наплавляют отверстие в шаре или запрессовывают в него втулку и растачивают ее. Уменьшение зазора между шаром и его гнездом до 0,2-0,8 мм достигается удалением части прокладок под половинками гнезда. При ревизии сочленения прочищают масленки и смазочные отверстия в шкворне, заправляют их свежим осевым маслом.
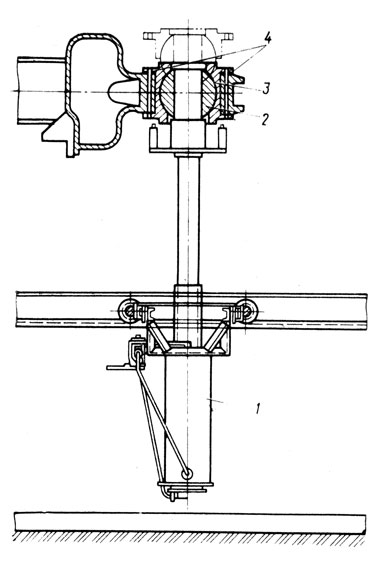
Рис. 78. Демонтаж гнезда и шара сочленения передвижным домкратом: 1 - домкрат: 2 - шар; 3 - гнездо; 4 - прокладка
На электровозах ЧС2 при осмотре муфты сочленения тележек обстукиванием проверяют крепление кронштейнов 8 (рис. 79) цапф подшинников, пальца 2, наличие пружинящих шайб под головками болтов, а также состояние обеих половин подшипников 7 и крепление на них кожухов. Маслопроводы 5 подшипников пальца продувают сжатым воздухом и проверяют их крепление. Сжав пружины муфты, отворачивают гайки со шпилек, снимают кожуха, промывают их керосином и закладывают в них свежую смазку ЖРО. Проверяют состояние пружин и при обнаружении дефектов заменяют. После установки пружин проверяют зазоры между подшипниками и их кронштейнами. При установке тележек на прямые пути зазоры должны быть до 30 мм с каждой стороны.
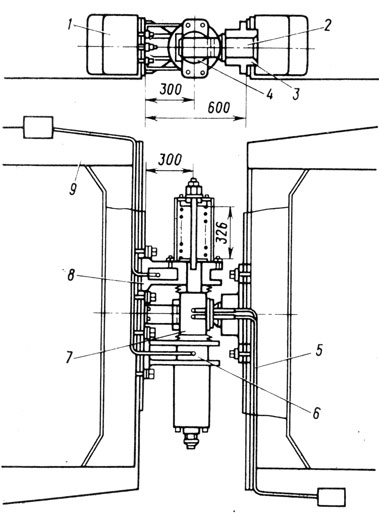
Рис. 79. Муфта сочленения тележек электровоза ЧС2: 1 - поперечный брус; 2 - палец; 3 - втулка; 4 - шаровая втулка; 5 - маслопровод; 6 - цилиндр цапфы подшипника; 7 - подшипник шаровой втулки с цапфой; 8 - кронштейн; 9 - продольная балка
Ревизию автосцепки проводят, демонтируя съемные узлы и детали (кроме ударной розетки, передних и задних упоров, деталей расцепного привода) независимо от их состояния. Предварительно осматривают автосцепное устройство на месте, делают необходимые замеры. Демонтированное с электровоза автосцепное устройство разбирают, обмеряют и ремонтируют. Фрикционный аппарат 2 (рис. 80) до выемки из бруса сжимают переносным ручным гидропрессом 3 и с помощью передвижного гидродомкрата 1 вынимают из рамы кузова в сборе с хомутом и опорной плитой. Снятые детали транспортируют к месту их осмотра и ремонта.
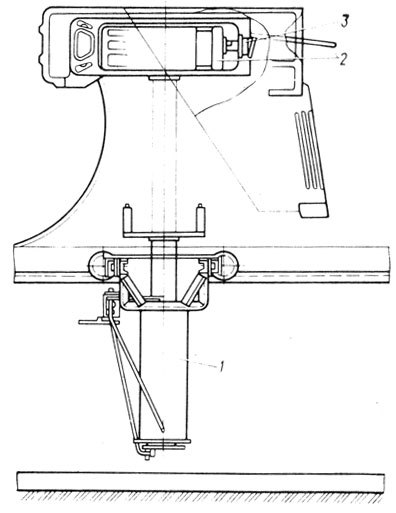
Рис. 80. Снятие и установка фрикционного аппарата автосцепки: 1 - передвижной гидравлический домкрат; 2 - фрикционный аппарат; 3 - переносной ручной гидравлический пресс
Отремонтированный фрикционный аппарат при сборке сжимают на специальном стенде и под стяжную гайку ставят временные стальные подкладки толщиной 10-15 мм для постановки аппарата между упорными угольниками на раме кузова. После первого сцепления автосцепки происходит разжатие фрикционного аппарата в упорах, при котором временные подкладки выпадают.
Зубчатая передача. Ревизию зубчатой передачи проводят при снятых кожухах для того, чтобы иметь возможность тщательного осмотра зубчатых колес и шестерен. Дефектные кожуха должны быть отремонтированы, а негодные уплотнения - заменены. Запрещается оставлять в эксплуатации зубчатые передачи с изломом хотя бы одного зуба, наличием трещин или сдвига зубчатого колеса. На электровозах ВЛ10 допускается оставлять в работе шестерни, имеющие на поверхности каждого зуба не более одной вмятины глубиной до 2 мм, площадью 150 мм2, а также коррозионные язвы, если общая их площадь не превышает 15% поверхности каждого зуба. Наибольший износ зуба по делительной окружности на обе стороны зубчатого колеса и шестерни не должен превышать 3,5 мм. Разность толщины зубьев двух зубчатых колес одной колесной пары должна быть не более 1,5 мм.
Измеряют зазоры в зубчатом зацеплении. Боковой зазор по делительной окружности между зубьями, находящимися в зацеплении, не должен быть более 5,5 мм, а разность боковых заэорогв в зубчатых зацеплениях одной колесной пары - не более 0,5 мм. Радиальный зазор между вершиной и впадиной зубьев шестерни и зубчатого колеса должен быть в пределах 2,5-5,5 мм. При осевом смещении якоря тягового двигателя из среднего положения не более 1 мм замеряют свес шестерни относительно зубчатого колеса, который должен быть не более 6 мм; зазор между стенкой кожуха редуктора и шестерней должен быть не менее 3 мм.
Привод тяговых двигателей электровозов ЧС очищают снаружи и обдувают сжатым воздухом. После этого осматривают и проверяют легким обстукиванием поводков на карданном валу и торце шестерни. Дребезжащий звук указывает на ослабление поводка Или наличие в нем трещины. При ослаблении поводков отсоединяют наружную крестовину с подшипниками от поводка на шестерне, сдвигают карданный вал до упора в сторону тягового двигателя и тщательно осматривают крепление поводков. В случае ослабления поводка шестерни выкатывают колесную пару с редуктором, при ослаблении поводка вала выкатывают тележку и снимают тяговый двигатель.
Ослабшие поводки заменяют или ремонтируют в объеме ТР-3. При осмотре проверяют также затяжку и фиксацию болтов корпуса игольчатых подшипников к поводкам наружной крестовины. Ослабшие болты подтягивают и фиксируют стопорными шайбами. Затем контролируют крепление и плотность пробки и масленки на (наружной крестовине, негодные уплотнения заменяют. При отсутствии шарика заменяют масленку.
Буксовый узел. При ревизии буксовых роликовых подшипников выполняют работы в объеме ТР-1. Перед разборкой буксу очищают от грязи, промывают концами, смоченными в керосине, и насухо вытирают. После этого отвертывают болты, снимают переднюю крышку и укладывают ее в чистый противень или закрывающийся ящик. В случаях отсутствия смазки в буксе, обнаружения в смазке металлической пыли или кусочков металла колесную пару выкатывают и буксу демонтируют. Если в смазке обнаруживают капли воды, но следов коррозии деталей нет, смазку заменяют без разборки буксы. Старую загрязненную смазку в доступной части удаляют и буксу протирают. Смазку, потерявшую свою первоначальную консистенцию, заменяют.
После удаления смазки из передней части буксы проверяют доступные для осмотра детали. Контролируют плотность посадки торцовой гайки на резьбе. Если она при затяжке поворачивается на полоборота и более, буксу демонтируют для ремонта. В случае ослабления болтов стопорной планки их закрепляют и вновь связывают проволокой. Стопорные планки с трещинами и сорванные болты заменяют. Внутреннее пространство буксы заполняют консистентной смазкой ЖРО. Поскольку избыток смазки вызывает чрезмерный нагрев подшипников, объем передней части буксы заполняют смазкой не более чем на треть.
На буксах с токоотводом проверяют состояние токоотводящего устройства и фасонной изолирующей прокладки между крышкой буксы и корпусом устройства. Зазор между ними должен быть не менее 3 мм. Болты, крепящие корпус к крышке, не должны соприкасаться с корпусом, поэтому необходимо проверить состояние изолирующих втулок. Не допускается касание стопорных шайб корпуса токоотводящего устройства.
Проверяют состояние щеткодержателей и щеток, при необходимости щетки заменяют и регулируют их нажатие. Для надежной работы токоотводящего устройства необходимо, чтобы торцовое биение контактного диска не превышало 0,5 мм при полностью выбранном осевом люфте буксовых подшипников.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'