18. Особенности ремонта электрического оборудования
Общие сведения. Пробег до ТР-2 электровоз выполняет за 1-1,5 года. На работоспособности электрического оборудования за такой период могут сказаться не только явления, связанные с интенсивностью его использования, но и такие, которые определяются длительным воздействием вибрации, климатическими условиями, сменой времен года и старением. Эти факторы определяют необходимость проводить при ТР-2 проверку регулировки защитной аппаратуры, ревизию пневматических приводов аппаратов с восстановлением уплотнений, ревизию токоприемников, пуско-тормозных резисторов и межсекционных высоковольтных и низковольтных соединений, восстановление работоспособности аккумуляторной батареи, проверку измерительных приборов и сопротивления изоляции низковольтных цепей. В течение двух-трех рабочих смен, пока локомотив стоит в ТР-2, имеется возможность выполнить все перечисленные работы и более обстоятельно, чем при ТР-1, проверить исправность и работоспособность всей остальной электрической аппаратуры.
Для выполнения ревизии токоприемники снимают с электровоза. Токоприемники пассажирских электровозов ЧС разбирают для более полной ревизии: снимают полоз, поперечную тягу и амортизаторы вместе с кронштейнами, отсоединяют шток пневматического привода и снимают цилиндр. Шарнирные соединения рам разбирают для ревизии подшипников, валиков и втулок. Снятые детали промывают, очищают от грязи, осматривают и измеряют основные размеры. Детали, изношенные более допускаемых пределов и имеющие повреждения, ремонтируют или заменяют.
Цилиндр пневматического привода разбирают для ревизии. Проверяют исправность резинового уплотнения, упорного шарикового подшипника, пружин и клапанов. Имеющую повреждения или выработавшую ресурс резиновую манжету (т. е. имеющую срок службы более двух лет) и все негодные детали заменяют. Перед сборкой внутреннюю поверхность цилиндра смазывают тонким равномерным слоем смазки. После сборки пневматический привод испытывают.
После сборки токоприемника проверяют соответствие нормам всех размеров рамы и снимают статическую характеристику при подъеме и опускании. Подведя к приводу сжатый воздух, проверяют работу аппарата. Технология ремонта и нормы, по которым выполняют дефектировку деталей и узлов токоприемника, соответствуют требованиям ТР-3, описанным на с. 346.
Аккумуляторную батарею снимают с локомотива для промывки и ремонта в соответствии с требованиями Инструкции. Взамен снятой устанавливают заранее подготовленную исправную батарею. Ящик аккумуляторной батареи осматривают, устраняя неисправности, промывают раствором соды и протирают насухо. Внутри его окрашивают химически стойкими эмалями, а снаружи - битумным лаком. На электровозах серий ЧС смазывают направляющие. При установке элементы аккумуляторной батареи протирают насухо и укрепляют в ящике уплотняющими прокладками. Проверяют исправность уплотнения ящика и запоров.
Убеждаются в исправности подводящих проводов: их наконечники должны быть пропаяны и облужены, а сами провода на всей длине от наконечника до выхода из ящика уложены в изоляционную трубку, плотно охватывающую провод. Концы трубки уплотняют изоляционной смоляной лентой. Проверяют наличие в отверстии ящика для вывода проводов изоляционной втулки. На электровозах ЧС проводят ревизию штепсельных разъемов на ящике аккумуляторной батареи. На электровозах ЧС2, ЧС2т и ЧС3 осматривают и очищают от пыли и грязи переднюю и заднюю панели распределительного щита зарядки аккумуляторной батареи и питания низковольтного оборудования. Проверяют крепление и состояние проводов и перемычек. Реле с сильно подгоревшими контактами и следами чрезмерного нагрева изоляции снимают для ремонта в цехе. Снимают также резисторы с оборванными нитями и следами недопустимого нагрева.
После зачистки контактов реле регулируют. Проверяют показания измерительных приборов, заменяя неисправные. При выдаче электровоза из ремонта проверяют работу распределительного щита под нагрузкой.
На электровозах ЧС7, ЧС200 и ЧС6 снимают блоки управления зарядного устройства для детального осмотра и испытания на стенде. Регулировку и ремонт блоков обычно проводят с заменой деталей. Контактор С101 также снимают для ремонта в аппаратном цехе. Зачищают подгоревшие силовые и блокировочные контакты, а изношенные более чем на половину заменяют. Оценивают провал и притирание контактов. Проверяют исправность нажимных контактных пружин и устройств дугогашения. Убеждаются в отсутствии трещин в корпусе контактора. Проверяют также исправность электропроводки и целость ограничивающего ток резистора. После сборки контактор испытывают.
Осматривая блоки зарядного устройства, проверяют исправность диодов, тиристоров, резисторов, конденсаторов, предохранителя, клеммовых сборок, монтажа, болтовых и паяных соединений. Проверяют крепление всех деталей. После ремонта и сборки зарядное устройство испытывают и регулируют, устанавливая выходное напряжение стабилизатора равным 56±1,5 В.
При ревизии межкузовных электрических соединений электровозов ВЛ10, ВЛ10у, ВЛ11 и ВЛ8 снимают изоляцию с наконечников высоковольтных кабелей, убеждаясь в целости жил, и измеряют сопротивление изоляции. Провод подлежит замене при обрыве более чем 20% жил, при сопротивлении изоляции меньше нормы или при других повреждениях, которые нельзя устранить на месте. Очистив от пыли и грязи низковольтные межкузовные соединения, проверяют состояние чехлов, проводов, штепселей, розеток и их крепление. Порванные чехлы ремонтируют. Разъединив соединения, убеждаются в исправности крепления изоляторов, целости контактов и штырей. Погнутые контакты выравнивают, а окислившиеся, изломанные и изношенные заменяют. Провода межсекционного соединения прозванивают, устраняя обнаруженные обрывы. Не допускаются сращивание проводов скруткой и наличие более двух спаек в одном проводе. Устанавливая на место разъемы, убеждаются в исправности рычажных устройств и хорошем прилегании штепселей к розеткам, создающем необходимую герметичность соединения.
Для проведения периодической проверки измерительные приборы снимают с электровоза вместе с шунтами и добавочными резисторами, а в некоторых случаях и с подходящими проводами. Проверку и ремонт снятых приборов производят в соответствии с требованиями ТР-3.
Аппараты защиты. Исправное действие аппаратов защиты позволяет предупредить имеющие тяжелые последствия повреждения не только самих электровозов, но и других устройств железнодорожного транспорта. Так, большое число случаев пережога контактного провода становится возможным из-за плохой работы защиты от коротких замыканий. Длительное боксование локомотива при трогании приводит к волнообразному износу рельсов. Поскольку при нормальной эксплуатации электровоза защита бездействует, необходимо регулярно проверять ее работоспособность. Такая проверка приурочена к ТР-2.
Проверке токов или напряжений уставки подлежат все аппараты защиты электровоза: быстродействующие выключатели и контакторы, реле защиты силовых цепей от коротких замыканий, реле перегрузок и нарушений режима напряжения, реле и электронные системы защиты от боксования, автоматические выключатели защиты низковольтных цепей.
Во многих депо для регулировки слаботочных реле непосредственно на локомотиве применяют переносные контрольные установки собственной конструкции, а для сильноточных аппаратов, включая быстродействующий выключатель, - передвижные установки, разработанные и изготовленные ПКБ ЦТ. Если таких источников тока нет, реле снимают с электровоза и передают в аппаратный цех.
Реле. Снимая реле для ремонта и регулировки, следует обращаться с ними осторожно, чтобы не повредить их и не нарушить регулировку. Целесообразно для транспортировки всех реле защиты изготовить подрессоренную тележку с устанавливаемым на амортизаторы контейнером. При отсутствии такой тележки реле следует переносить вручную - не более двух одновременно.
Проверке тока уставки предшествует осмотр реле. Если при этом обнаруживают (неисправности, требующие разборки, реле ремонтируют в соответствии с технологией ТР-3.
При ремонте в цехе реле обычно устанавливают на верстаке в специальном приспособлении, позволяющем поворачивать его и фиксировать в положениях, наиболее удобных для осмотра и ремонта. Здесь же реле протирают и очищают от пыли и грязи. Убеждаются в наличии пометок, сделанных краской на регулировочных винтах. Проверяя надежность крепления всех неподвижных деталей, можно слегка обстукивать болтовые соединения и винты. Крепежные детали, вибрирующие при обстукивании, но не поддающиеся затяжке, заменяют. Намечают к смене гайки с забитыми гранями и сорванной резьбой, болты с изношенными головками, винты с разработанными шлицами и шпильки с замятой резьбой или сорванной более чем на двух крайних нитках.
Приподняв якоря или освободив пружины, осматривают призматические соединения. Убеждаются в неисправности пружин, отсутствии заеданий и перекосов. Затем проверяют работу всех подвижных деталей реле легкими движениями руки, также обращая внимание на ИХ перемещение без заеданий и перекосов, и отмечают узлы, требующие разборки.
Убеждаются в исправности поверхностного слоя изоляции катушек реле и плотности их посадки на магнитопроводе. Для обнаружения обрыва или межвиткового замыкания измеряют сопротивление обмотки многовитковых катушек реле. Однако для определения межвитковых замыканий значительно более чувствительными являются методы, основанные на оценке изменений индуктивности катушек. У многокатушечных реле необходимо проверять соответствие направлений магнитных потоков катушек.
У дифференциальных реле электровозов серий ЧС раздвигают отдельные части катушек, чтобы убедиться в целости изоляции соприкасающихся поверхностей. Трещины в ней наиболее часто возникают в углах отверстия для магнитопровода и в результате чрезмерного нагрева могут затем распространиться по всей поверхности, что может привести к пробою и перекрытию изоляции. Для ремонта неисправной изоляции и замены негодных деталей реле разбирают. Снимаемые с реле детали осматривают и сортируют на годные, подлежащие ремонту, и негодные, которые надо заменить. Для облегчения последующей сборки и регулировки реле стараются не смешивать детали, снимаемые с разных аппаратов.
Поврежденную поверхность деталей из текстолита, гетинакса или волокнита зачищают стеклянной лентой, протирают салфеткой, слегка увлажненной бензином, и покрывают двумя слоями эмали ГФ-92-ХС, обращают внимание на то, чтобы эталь ложилась ровно, без наплывов и подтеков, а поверхность ее покрытия была глянцевой. Предварительно сколы изоляции длиной не более 10 мм опиливают по радиусу. Детали с расслоением и сквозными трещинами заменяют.
Вершину угла призматического соединения якоря или призматической шайбы при необходимости опиливают так, чтобы она не имела округлений. При этом верхний слой снимают на глубину не более 0,5 мм. Параллельность ребра призмы и плоскости нижнего основания призматической шайбы проверяют штангенциркулем на поверочной плите, допуская отклонения не более 0,2 мм. Якорь и ярмо заменяют при обнаружении распушения и трещин в отдельных листах. При необходимости восстанавливают прочность соединения ярма с угольниками.
При обрыве выводного конца многовитковой катушки на расстоянии не менее 50 мм от корпуса его восстанавливают, наращивая проводом той же площади сечения и той же марки путем скрутки и пропайки. Если обрыв произошел ближе, катушку заменяют.
Неисправный покровный слой многовитковой катушки снимают и, убедившись в хорошем состоянии корпусной изоляции, обматывают ее шелко-слюдяной лентой ЛШМ-105 или ЛШМС-105. Каждый слой ленты плотно натягивают, обращая внимание на отсутствие просветов, морщин и утолщений. Конец шелкослюдяной ленты закрепляют, после чего катушку сушат в печи в течение 4 ч при температуре 70°С. Просушенную катушку покрывают фенолоальдегидным лаком, например, марок ФЛ-947, МЛ-92 или ФЛ-98, и вновь сушат при температуре 100-120°С до затвердевания пленки.
Для ремонта монолитной изоляции аппаратов, изготовленной на основе эпоксидной смолы, например реле перегрузки и дифференциальных реле электровозов ЧС, применяют эпоксидные компаунды горячего отвердения :и самотвердеюший технический акрилат - пластмассу АСТ-Т. Для получения пластмассы АСТ-Т смешивают порошок эмульсионного полиметилметакрилата с жидкостью, состоящей из метилметакрилата и 3% активатора (диметиланилина). в состав порошка в качестве инициатора входит перекись бензола.
Как заменитель пластмассы АСТ-Т используют стиракрил ТШ. Входящий в его состав порошок является смесью сополимера метилметакрилата со стиролом с добавлением 1-2% перекиси бензоила. Жидкость состоит из метилметакрилата и 1% димегиланилина. Пластмасса АСТ-Т и стиракрил ТШ обладают хорошей адгезией (сцеплением) к металлам, стеклу, фарфору, пластмассе и дереву и поэтому нашли широкое применение для восстановления деталей из этих материалов.
Подготавливаемую к заделке поверхность детали подвергают грубой обработке для лучшего соединения пластмассы с основным материалом. При заделке трещин их засверливают по концам сверлом диаметром 3 мм и разделывают под V-образный шов. Затем поверхность тщательно очищают от грязи, масла, краски и обезжиривают ацетоном, бензином, уайт-спиритом или другим растворителем.
Готовя пластмассу, смешивают в фарфоровой или металлической посуде 100 весовых частей порошка и 50-70 весовых частей жидкости. Смесь размешивают палочкой в одном направлении в течение 1-2 мин до получения однородной, без комочков массы, которая по густоте напоминает сметану. Для заливки щелей размером 1,5-3 мм делают более жидкую смесь (50 весовых частей порошка и 100 весовых частей жидкости).
Для улучшения физико-химических свойств пластмассы АСТ-Т и стиракрила ТШ в них добавляют различные наполнители. Так, при ремонте изоляции корпусов реле перегрузки и дифференциальных реле электровозов ЧС в качестве наполнителя используют измельченный кварцевый песок, повышающий электроизоляционные свойства и теплостойкость.
Как и при эпоксидных компаундах, приготовленную смесь стремятся использовать за 15-20 мин, пока не началось отвердение. Для экономного использования пластмассы АСТ-Т и стиракрила ТШ их готовят небольшими порциями перед самым употреблением. Качество восстановления детали тем выше, чем тоньше слой смеси, заливаемый за один прием. Чтобы предупредить растекание жидкой смеси после нанесения ее на деталь, изготовляют формы из картона, жести, пластилина или дерева. Покрытая изнутри тонким слоем парафина или воска такая форма после горячего отвердения компаунда легко отстает от него.
При нормальном давлении и комнатной температуре нанесенная на деталь масса затвердевает в течение 30-70 мин. Однако процесс полимеризации глубинных слоев заканчивается позднее, поэтому к обработке детали приступают через 12-14 ч. Отвердевшие пластмасса АСТ-Т и стиракрил ТШ легко поддаются всем видам механической обработки: обточке, строганию, фрезерованию и сверлению.
Подобным же образом подготавливают, восстанавливают и окончательно обрабатывают детали при использовании для их ремонта эпоксидных компаундов.
Устанавливая отремонтированную катушку реле на ярмо, между ней и магнитопроводом помещают прокладку из прессшпана. Убеждаются в плотном закреплении катушки и при необходимости ставят дополнительные прокладки.
На всех реле защитной группы, как и на большинстве высоковольтных аппаратов электровозов ЧС,установлены унифицированные блокировочные контакты мостикового типа. В пластмассовых корпусах этих контактов нередко можно обнаружить трещины. Если в цехе нет замены, треснувшие или изломанные корпуса и держатели подвижных контактов соединяют клеем БФ-4 или клеями, составленными на основе эпоксидных смол. Для большей прочности корпус охватывают поясками из белой жести. На склеенные детали накладывают тугой бандаж из киперной ленты и выдерживают в бандаже не менее 24 ч.
Легко нажимая на шток, убеждаются в свободном перемещении контактов и отсутствии заеданий. При необходимости в направляющие отверстия корпуса заправляют 1-2 капли масла МВП. Одновременно убеждаются в соответствии установленным нормам раскрытия, провала и прилегания контактов.
Незначительные задиры, забои и заусенцы на поверхности серебряных контактов заглаживают серебряной или хромированной стальной палочкой либо специальным надфилем, чтобы снять минимально возможный слой металла. При выпуске из ТР-2 допускают к дальнейшей эксплуатации контакты толщиной не менее 0,5 мм, при выпуске из ТР-3 - не менее 0,8 мм.
Контакты, сильно поврежденные или имеющие толщину менее допустимой, заменяют. Если требуется заменить подвижной контакт, то заменяют целиком мостик, на котором он укреплен. Мостик легко вынуть, повернув его в контактодержателе и сжав притирающую пружину. Для замены неподвижного контакта его острожно срубают или спиливают вместе с контактодержателем.
Отбракованные серебряные контакты срубают с мостиков и контактодержателей для переплавки. Новые контакты припаивают электродуговым паяльником или приваривают с помощью трансформатора точечной сварки, используя в качестве флюса буру. Места припайки контактов предварительно зачищают стеклянной лентой, а в процессе пайки следят за тем, чтобы не нарушалось симметричное расположение контактов относительно оси пластины мостика или контактодержателя.
Для закрепления контактодержателя на корпусе края держащей его цилиндрической заклепки развальцовывают, обжимая ее щипцами с губками соответствующей формы. Пытаясь от руки сдвинуть кон- тактодержатель, обязательно еще раз убеждаются в его плотном закреплении на корпусе.
При сборке реле под гайки и головки винтов устанавливают простые и пружинные шайбы, размеры которых должны соответствовать чертежам. Зазор между якорем и ярмом должен быть 5-6 мм. Натяжение пружины предварительно регулируют по указателю тока уставки.
Реле с отремонтированными контактами укрепляют в вертикальном положении на стенде для проверки и регулировки аппаратуры и подсоединяют к нему проводники от соответствующих выводов стенда. Плавно увеличивая ток в катушке реле, фиксируют значение тока, при котором якорь притянется к сердечнику. Затем также уменьшают ток и фиксируют значение, при котором якорь отпадет.
Коэффициент возврата (отношение тока выключения реле к току включения) для рассматриваемых реле не должен быть меньше 0,5. Поэтому при регулировке реле с помощью винта в верхней части якоря добиваются того, чтобы якорь не "прилипал" к ярму, т. е. отпадал при токе, минимальное значение которого равно половине тока уставки.
При настройке дифференциального реле электровозов ЧС в обеих его катушках устанавливают токи, равные номинальному: 1600 А для реле 15СВ цепи тяговых двигателей и 50 А для реле 17СВ вспомогательных машин. Затем уменьшают ток в одной из катушек. Включение реле 15СВ должно происходить при разности токов в его катушках 120 А, а реле 17СВ - 5 А. Контроль срабатывания реле, имеющих многовитковую катушку, например реле напряжения и боксования, осуществляют с помощью миллиамперметра.
Зазоры между якорем и ярмом дифференциальных реле в отключенном и включенном положениях регулируют изменением натяжения пружины и положения двух винтов. По мере настройки реле проверяют раскрытие и провал контактов. При необходимости изменением длины тяги, связывающей якорь с подвижным контактом, устанавливают раскрытие контактов в пределах 0,6-1 мм и провал не менее 1 мм. Окончив настройку реле, все регулировочные винты фиксируют в заданном положении контргайками и закрашивают красной эмалью, выполняющей роль пломбы.
Если в процессе ремонта реле защиты полностью разбирали, перед выдачей из цеха его испытывают на пробой переменным током 50 Гц. Корпус высоковольтной части реле подлежит проверке напряжением 8000 В, а низковольтной - 1000 В.
Широкое распространение получают системы защиты электровоза от боксования с использованием магнитных усилителей, полупроводниковых и других приборов. Такая система применена на электровозах ЧС2 (с № 305) и ЧС2т. При ТР-2 регулирующий блок 510 вместе со статическим преобразователем снимают для проверки в стационарных условиях на специальном стенде.
Электрическая схема стенда (рис. 81) позволяет имитировать работу схемы защиты от боксования. Магнитные усилители (трансдукторы) работают устойчиво и их с электровоза не снимают. На стенде вместо них используют два запасных трансдуктора ТД1 и ТД2. Питание аппаратуры стенда осуществляется от аккумуляторной батареи напряжением 60 В через делитель напряжения и контролируется вольтметром V1.
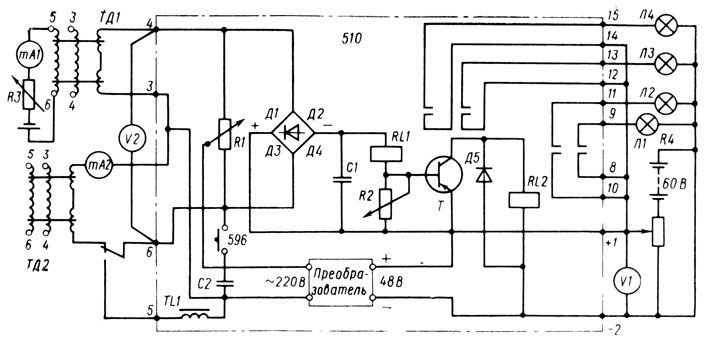
Рис. 81. Принципиальная схема стенда для проверки и регулировки блоков системы защиты от боксования электровозов ЧС2, ЧС2т
Перед регулировкой блока 510 и статического преобразователя открывают их крышки и внимательно осматривают приборы, провода, зажимы и паяные соединения. При осмотре легко обнаруживают такие наиболее вероятные неисправности, как перегорание предохранителя в статическом преобразователе, сгорание транзистора T, диодов Д1-Д5, пробой конденсаторов C1, C2 и обрыв резисторов R1, R2. Обращают внимание на установку и крепление ползунков на резисторах R1 и R2.
Испытание статического преобразователя проводят при различных значениях напряжения постоянного тока на его входе и нагрузки на выходе. Последовательно устанавливая все три значения напряжения на входе (табл. 3), проверяют высокоомным вольтметром и осциллографом соответствие нормам выходных параметров: напряжения и частоты сначала в режиме холостого хода, а затем при нагрузке 100 мА. Отклонения полученных значений не должны превышать 15%.
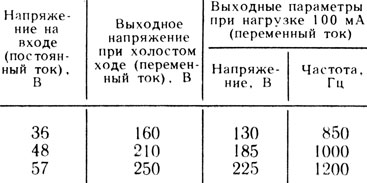
Таблица 3
Исправный преобразователь соединяют с блоком 510 и используют при дальнейшей его регулировке. Для проверки настройки делителя напряжения (резистора R1) к зажимам + 1 и -2 блока 510 подводят в соответствующей полярности напряжение 48 В постоянного тока. Подсоединяя высокоомный вольтметр V2 к выходу моста (зажимы 4 и 6), убеждаются в том, что напряжение на нем не превышает 1 В.
Затем в управляющей обмотке любого магнитного усилителя (например, ТД1) изменением сопротивления резистора R3 по показаниям миллиамперметра mА1 устанавливают ток 2 мА (на выходе усилителя ток должен быть не менее 13,5 мА) и регулируют сопротивление резистора R2 так, чтобы на нем возник сигнал, достаточный для отпирания транзистора T. В результате его отпирания срабатывает реле RL2. О замыкании контактов реле сигнализируют лампы Л1 и Л2.
На следующем этапе проверки устанавливают ток в управляющей обмотке магнитного усилителя 16 мА. При этом на выходе в рабочей обмотке должен быть ток не менее 85 мА, достаточный для включения реле RL1. В срабатывании реле RL1 убеждаются по сигнальным лампам Л3 и Л4. Если реле RL1 и RL2 не включаются при заданных значениях тока и напряжении 36 В, их регулируют ослаблением натяжения отключающей пружины. Питание подводят непосредственно к выводам катушек реле.
Чтобы определить исправность катушки TL1, ее подключают к схеме переключателем П. С помощью вольтметра V2 или осциллографа убеждаются в том, что напряжение на выходе моста не превышает 1 В при изменении напряжения на зажимах 1 и 2 блока 510 в пределах 36-57 В. Изменяя в этих же пределах входное напряжение, убеждаются, что нажатие на кнопку 596 приводит к срабатыванию реле RL2 и не сопровождается включением реле RL1, как это могло быть при пробое конденсатора C2.
Установленный на электровоз блок 510 пломбируют. Для того чтобы иметь гарантию нормальной работы системы защиты от боксования, помимо блока 510, проверяют состояние резисторов, включенных параллельно обмоткам якорей тяговых двигателей. Обращают внимание на исправность низковольтного предохранителя и блокировки главного переключателя. Убеждаются в том, что броневая оплетка проводов не касается зажимов блока 510 или трансдукторов.
Быстродействующие выключатели и быстродействующие контакторы. К исправности, быстродействию и точности регулировки этих аппаратов предъявляются особые требования. Однако на электровозах ВЛ11, ВЛ10, ВЛ10у и ВЛ8 около 10% порч, происходящих из-за неисправностей электрических аппаратов, приходится на быстродействующие выключатели и контакторы. До 5% всех неплановых ремонтов указанных локомотивов происходит из-за отказов быстродействующих выключателей. На электровозах ВЛ10 свыше 75% случаев повреждений аппаратов защиты, потребовавших непланового ремонта, приходится на быстродействующие выключатели БВП-5.
Поэтому на отечественных электровозах при ТР-2 эти аппараты обычно снимают для ремонта и регулировки в аппаратном отделении. Решение о том, чтобы снимать аппараты только при неисправности или на всех локомотивах без исключения принимают с учетом условий работы, технического состояния и срока службы электровозов парка депо. Снятые в цех быстродействующие выключатели и контакторы ремонтируют по нормам ТР-3. На электровозах ЧС в обязательном порядке снимают для ревизии в аппаратном отделении только камеру быстродействующего выключателя, а сам аппарат чаще ремонтируют на локомотиве.
Поступивший в аппаратное отделение быстродействующий выключатель перед разборкой и ремонтом продувают в специальной камере сжатым воздухом давлением 200-300 кПа (2-3 кгс/см2) и затем проверяют на стенде его включение и выключение при нормальных значениях напряжения в цепи управления и давления воздуха в пневматическом приводе. При этом выявляют скрытые дефекты: перекос и заедание подвижных частей, повышенную выработку в шарнирах, старение пружин, потерю герметичности пневматической части.
Целесообразно также проверить ток уставки выключателя и по ведущемуся в цехе журналу сравнить его с тем значением, на которое был настроен аппарат при постановке на электровоз. Изменение значения тока отключения указывает на заедание в отключающей системе, потерю упругих свойств отключающей пружиной, нарушение поверхности соприкосновения якоря с полюсами магнитопровода или на наличие каких-то других воздушных зазоров в магнитопроводе удерживающей системы, а у выключателей БВП-ЗА, БВП-ЗБ, БВП-5 - на изменение положения размагничивающего витка. Обязательно убеждаются в исправном состоянии контактов всех электрических соединений, отсутствии повреждений изоляционных поверхностей и целости корпуса выключателя.
Закончив проверку работы аппарата, отмечают узлы и детали, подлежащие ремонту, и при необходимости приступают к его разборке.
Ремонтируя быстродействующие выключатели отечественных электровозов, проверяют состояние контактных поверхностей якоря и полюсов магнитной удерживающей системы и пришабривают их так, чтобы площадь касания была не меньше 80% всей плоскости прилегания якоря. Для этого поверхность полюсов удерживающего магнита покрывают легким слоем краски (шабровочной синьки) и рукой прижимают якорь. Если якорь затем отпустить, на его поверхности ясно выделяются окрашенные точки. Общая площадь всех этих точек должна быть в пределах указанной нормы. В противном случае окрашенные места срезают ручным шабером в направлении вдоль пластин и, удалив оставшуюся краску, вновь подводят якорь к полюсам. В зависимости от результатов проверки шабрение продолжают до получения нужной площади соприкосновения якоря и полюсов.
При ремонте быстродействующих выключателей БВП-ЗА, БВП-ЗБ и БВП-5 удерживающую катушку снимают для пропитки, отсоединив вертикальный стержень магнитопровода. Дугогасительную катушку и размагничивающий виток снимают лишь при необходимости. Для выполнения перечисленных работ сначала полностью ослабляют натяжение отключающих пружин, а затем снимают оттягивающие пружины пневматического привода. В таком положении все подвижные части выключателя освобождаются от натяжения и могут быть легко передвинуты в положение, удобное для работающего.
Приступая к ремонту пневматического привода, отсоединяют колодку с вентилем от опорной рамы, выбивают валик и разъединяют шток поршня с включающим рычагом. Освободив болты, снимают цилиндр с поршнем, воздухопроводом и вентилем. Цилиндр закрепляют в слесарных тисках, отсоединяют резиновый или полиэтиленовый шланг, а затем и поршень со штоком. Здесь же в тисках отсоединяют вентиль от держателя. Чтобы отделить поршень от штока, вынимают соединяющий валик, укрепленный стопорным болтом. Все детали привода очищают от грязи, промывают бензином, отбраковывают для возможного ремонта, а изношенные выше установленных норм заменяют. Электромагнитный вентиль ремонтируют отдельно от привода.
Цилиндры, имеющие задиры и местные выработки на внутренней поверхности, протачивают, но так, чтобы диаметр после обточки не превышал 100,5 мм. Трещины в корпусе и дисках, разработанные гнезда для уплотняющих пробок и изношенные пазы под уплотняющие кольца в поршне восстанавливают наплавкой в пламени газовой горелки. Все наплавленные места подвергают механической обработке, восстанавливая размеры деталей до чертежных.
Чтобы не производить наплавки, в некоторых случаях размеры пазов в поршне увеличивают до 6,5 мм. Уплотняющие кольца подбирают так, чтобы они свободно входили в пазы, а зазор между стенкой и кольцом не превышал 0,2 мм.
Собирая привод, к поршню подбирают такой поршневой валик, который свободно входил бы не только в поршень, но и в шатун. Проверяют зазор между валиком и шатуном. Валик шатуна фиксируют стопорным болтом. Перед сборкой смазывают цилиндр и манжеты легким слоем смазки ЦИАТИМ-201, а на электровозах, работающих в условиях холодного климата, - смазкой ЖТ-72 или ЖТ-79Л. Допускается использование смазки ЖТКЗ-65. Подушку буфера при наличии трещин, повышенного износа или потери упругости резины заменяют новой. Исправный воздухопровод укрепляют первоначально на пневматическом цилиндре, а затем на колодке для пневматического привода.
Собранный цилиндр вводят в раму быстродействующего выключателя так, чтобы отверстие в шатуне совпало с отверстием включающего рычага. Соединяют эти детали валиком и стопорят его с обеих сторон шплинтом. После этого закрепляют цилиндр на раме болтами, а вентиль - на угольниках основания и убеждаются в том, что исключена возможность перетирания воздухопровода о детали аппарата.
Подключив быстродействующий выключатель к сети сжатого воздуха испытательного стенда, имеющего резервуар вместимостью 30 л, убеждаются в четкой работе собранного привода при давлении сжатого воздуха 375 кПа (3,75 кгс/см2). Увеличив в цилиндре давление до 750 кПа (7,5 кгс/см2) и покрыв детали привода мыльной эмульсией, убеждаются в отсутствии утечек. Допускаются утечки через атмосферное отверстие вентиля, если мыльный пузырь продержится не менее 5 с. Признают также годным к эксплуатации привод, имеющий утечки через поршневые кольца, если снижение давления воздуха с 500 до 200 кПа (с 5 до 2 кгс/см2) в резервуаре вместимостью 30 л происходит за время не менее 1 мин.
В рамах выключателя при внимательном осмотре могут быть выявлены трещины в приливах под изоляционные шпильки и в местах крепления пневматического привода или дугогасительного устройства. В приливах под крепление валика дугогасительной камеры или изоляционных втулок могут быть обнаружены отколы. Нередко встречается большая выработка втулок, осей или гнезд под втулку в теле рамы, а также выгорание и оплавление отдельных мест рамы вследствие пробоя изоляции на землю или отключения аппаратом чрезмерно большого тока. Поскольку рама изготовлена из сплава цветных металлов, ремонт поврежденных мест осуществляют газовой сваркой с подогревом всей детали, предварительно рассверлив концы трещин и разделав края зубилом под Y-образный, а края отколов под X-образный шов. Выработку в резьбовых гнездах проверяют калибром. При свободном ввертывании непроходного калибра гнезда заплавляют одновременно с производством других сварочных работ, а затем обрабатывают под номинальный размер.
Часто бывает удобнее и проще восстановить разработанные отверстия и резьбовые гнезда путем постановки переходных втулок. Для этого гнездо рассверливают под больший диаметр для переходной втулки. Размер отверстия выбирают так, чтобы можно было поставить втулки с толщиной стенки не менее 3 мм. Переходную втулку изготовляют из бронзы с накаткой по наружной поверхности и натягом 0,1-0,15 мм. При обнаружении большого износа в шарнирах других деталей и приводов их работоспособность восстанавливают путем смены втулок и валиков.
Рычаг якоря быстродействующего выключателя испытывает на себе большие нагрузки и перемещается при каждом включении и выключении аппарата. Помимо большого износа втулок осей, при осмотре рычага могут быть выявлены трещины, особенно в месте крепления якоря, и ослабления болтов, скрепляющих пластины якоря. Если для устранения обнаруженных неисправностей требуется разборка якоря, отвинчивают гайки болтов и, выбив их, вынимают отдельные пластинки стали. Каждую пластинку зачищают, а затем прокрашивают пропиточным лаком. Особое внимание необходимо уделять восстановлению втулок, так как при допуске хотя бы небольшого перекоса осей втулок крайне затруднительно добиться плотного прилегания якоря к полюсам сердечника удерживающей катушки и правильно отрегулировать выключатель. Заваренные для ремонта отверстия под втулку сверлят только после полной сборки рычага. Если сделать это раньше, то не удастся обеспечить параллельность осей отверстий и плоскости якоря.
Подвижный и неподвижный силовые контакты заменяют при уменьшении их размеров менее допустимых значений или при наличии оплавлений. При выполнении работ в объеме ТР-3 толщина подвижного контакта БВП-5 должна быть 16-22 мм, его ширина - 30-33,5 мм, а длина между контактной поверхностью и противоположной гранью - 80-82,5 мм. Для БВП-3 эти размеры соответственно равны 18-26; 8,5-10,2 и 65-72 мм. Неподвижный контакт БВП-5 бракуют, если его длина, измеренная между серединой контактной поверхности и противоположной гранью, составляет менее 172 мм, а ширина в рабочей части - менее 30 мм. Для БВП-3 соответствующие размеры должны быть не менее 38 и 8,5 мм. Контакты подгоняют так, чтобы обеспечить их прилегание на площади не менее 85%. Разрыв контактов устанавливают в пределах 36-45 мм у выключателя БВП-3 и 35-44 мм у выключателя БВП-5.
С помощью специального приспособления убеждаются в том, что при выключении быстродействующего выключателя его подвижный контакт после отскока от буфера не приближается к неподвижному контакту ближе чем на 12 мм. Разрыв контактов блокировочного механизма устанавливают равным не менее 4,5 мм, провал регулируют в пределах 5-6,5 мм, нажатие 3-4 Н (0,3-0,4 кгс). Свободный ход тяги блокировочного механизма во включенном положении аппарата должен быть не менее 2-3 мм.
Быстродействующий выключатель с предварительно отрегулированным нажатием силовых контактов и прилеганием контактной поверхности якоря к полюсам удерживающего магнита проверяют на четкость срабатывания при давлении воздуха в пневматическом приводе 375 кПа (3,75 кгс/см2), токе удерживающей катушки не более 0,8 А и вентиля не более 0,095 А. Исправность изоляции быстродействующего выключателя проверяют испытанием ее постоянным напряжением 9500 В.
Ток уставки аппарата регулируют в следующих пределах: 3050-3200 А для электровозов ВЛ10, 2450-2600 А для ВЛ8 и 1950-2100 А для ВЛ23. Регулировку проверяют на вибростенде. К зажимам силовых контактов установленного на вибростенде выключателя подсоединяют выводы низковольтного многоамперного агрегата, собирают пневматическую и электрическую схемы включения аппарата (рис. 82). Затем, изменяя реостатом 9 ток возбуждения низковольтного агрегата 10, увеличивают ток, проходящий через размагничивающий виток 5, до тех пор, пока не отпадает рычаг 1 и не разорвутся силовые контакты 3 и 4. Для отключения при нужном токе уставки БВП-3А, БВП-3Б и БВП-5 настраивают путем изменения положения регулировочных винтов 3 в теле удерживающего магнита 6. Если отрегулировать аппарат этими винтами не удается, пользуются регулировочным винтом контактных пружин 2, следя за тем, чтобы нажатие силовых контактов не стало ниже установленных норм. Если и при этом не удается достигнуть нужных результатов, изменяют толщину немагнитной прокладки между сердечником удерживающей катушки 7 и магнитопроводом удерживающего магнита.
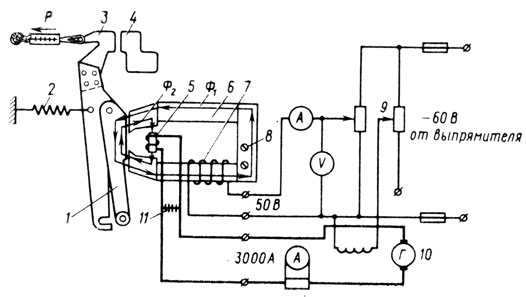
Рис. 82. Схема проверки регулировки быстродействующего выключателя
Учитывая большое число факторов, влияющих на регулировку аппарата, требуется найти наилучшее решение. Так, чтобы повысить ток отключения, можно или увеличить силу притяжения удерживающего магнита, ввернув глубже регулировочные винты, или уменьшить силу натяжения контактных пружин. Для нормальной работы выключателя необходимо, чтобы сила притяжения магнита и сила натяжения пружин, отдельно взятые, были как можно большими. При большой силе притяжения удерживающего магнита увеличивается магнитное насыщение его сердечника, благодаря чему уменьшается влияние на ток уставки аппарата колебаний напряжения цепи управления электровоза. Кроме того, в этом случае увеличивается нажатие силовых контактов и уменьшается их нагрев. В то же время при большой силе натяжения контактных пружин увеличивается скорость движения подвижного контакта в момент отключения автоматического выключателя и уменьшается время задержки дуги между силовыми контактами. Поэтому необходимый ток отключения стараются устанавливать при полностью или почти полностью ввернутых регулировочных винтах и наибольшем натяжении контактных пружин, так что при минимально допустимом значении 220 Н (22 кгс) нажатие обычно находится в пределах 240-260 (24-26 кгс).
Настроив быстродействующий выключатель в состоянии покоя, проверяют соответствие тока уставки требуемым значениям при включенном вибростенде. Разность токов уставки при обоих режимах испытания не должна превышать 250 А. По окончании проверки регулировочные винты удерживающего магнита и регулировочный винт контактных пружин пломбируют, а результаты испытаний записывают в журнал.
На полный ремонт БВП-5 без дугогасительной камеры слесарь 5- го разряда затрачивает 9-10 ч, а на его снятие и установку на электровоз - еще около 1,5 ч.
При установке выключателя на электровозе необходимо избегать перекоса основания при затяжке крепящих болтов. Перекос может привести не только к деформации и поломке деталей, но и нарушить правильное прилегание якоря к полюсам удерживающего магнита (БВП-3 и БВП-5). Поэтому первоначально аппарат закрепляют двумя диагонально расположенными болтами. По зазорам у двух других болтов подбирают шайбы и окончательно закрепляют выключатель.
После подсоединения силовых и низковольтных проводов и воздухопровода устанавливают дугогасительную камеру и закрепляют ее на быстродействующем выключателе. На отечественных электровозах камеру аппарата дополнительно крепят к каркасу высоковольтной камеры с помощью деревянного бруса, обеспечивающего ее вертикальное положение. В заключение необходимо еще раз убедиться в соответствии нормам зазоров между деталями камер и главными контактами выключателя и в правильном положении рога дугогасительной камеры на неподвижном контакте.
Для защиты вспомогательных цепей от токов короткого замыкания и перегрузок на электровозе ВЛ10 применяют быстродействующий выключатель БВЗ-2. Суммарный износ его силовых контактов (рис. 83) не должен превышать 5 мм. При этом ширина подвижного и малоподвижного контактов БВЗ-2 и БВЭ-ЦНИИ не должна быть меньше 7,5 мм. Суммарный износ контролируют по зазору между роликом включающего рычага 14 и рычагом подвижного контакта 2. Во включенном положении аппарата зазор не должен быть менее 1,5 мм. Разрыв силовых контактов регулируют в пределах 20-23 мм, их нажатие - в пределах 90-100 Н (9-10 кгс).
Рис. 83. Схема регулировки быстродействующего выключателя БВЗ-2
При регулировке аппарата, установив с помощью пружины 1 усилие Рк в указанных пределах, проверяют динамометром усилие Pq, которое обеспечивает поворот двуплечего рычага 12 относительно двух защелкивающих рычагов 3, вывод из зацепления роликов (шариковых подшипников) 4,5 и выбивание защелки O2. С помощью регулировочного болта 6 и пружины 13 устанавливают Pq в пределах 18-20 Н (1,8-2,0 кгс), после чего фиксируют болт контргайкой. Затем болтом 8 регулируют зазор С в средней части якоря 9 отключающего электромагнита 10 в пределах 0,9-1,0 мм и устанавливают равным 0,10-0,15 мм зазор H между бойком 7 и двуплечим защелкивающим рычагом.
На время проверки силовые катушки А и Б отключающего электромагнита соединяют последовательно так, чтобы их магнитные потоки были направлены встречно, и изменением тока в их цепи добиваются срабатывания выключателя.
Путем изменения натяжения регулировочной пружины 11 обеспечивают выключение БВЗ-2 при токе 300+20 А. При протекании тока только по катушке A, соединенной с силовыми контактами, ток уставки должен быть 50 А. По окончании регулировки гайку фиксируют шплинтом и пломбируют.
Ход штока привода включающего электромагнита 15 регулируют с запасом. Путем перемещения штока, установив первоначально минимальный ход, необходимый для зацепления защелки, вывинчивают шток на один оборот и фиксируют контргайкой. Убеждаются в четком срабатывании электромагнита при минимальном токе 5,5 А. Выключение аппарата должно происходить при токе в низковольтной обмотке отключающего электромагнита, не превышающем 4,5 А. Перемещением блокировки устанавливают при включенном положении БВЗ-2 разрыв блокировочных контактов 4-5 мм, провал 2-3 мм.
Быстродействующий выключатель БВЭ-ЦНИИ допускают к выпуску из ТР-3, если длина его малоподвижного контакта, измеренная между серединой контактной поверхности и противоположной гранью, составляет не менее 13 мм, высота выступа рабочей части этого контакта - не менее 5 мм, а подвижного контакта - не менее 6 мм. Смещение силовых контактов по горизонтали не должно превышать 1 мм. Разрыв контактов БВЭ-ЦНИИ регулируют в пределах 19-22 мм.
Большого внимания требует проверка и настройка быстродействующего контактора БК-2Б. Его способность ограничить ток в обмотках якорей тяговых двигателей менее чем за 0,005 с значительно снижает последствия нарушений режима рекуперативного торможения электровозов ВЛ10 (первых выпусков), ВЛ8 и ВЛ22М. В аппаратном цехе контактор БК-2Б разбирают частично или полностью в зависимости от состояния.
Проверяя исправность удерживающей катушки контакторов БК-2Б и БК-78Т, надежно закрепляют ее. Ослабление крепления катушки на сердечнике магнитопровода может вызвать повреждение наружной изоляции. Места повреждения ремонтируют. Измеряют активное сопротивление катушки и заменяют ее при наличии отклонения от нормы ±6%.
Сопротивление изоляции между дугогасительной катушкой и ее магнитопроводом измеряют мегаомметром на 2500 В. В случае обнаружения повреждения меняют изоляционные втулки крепежных винтов магнитопровода или ремонтируют изоляцию дугогасительной катушки. Измеряют также сопротивление изоляции шины витка насыщения по отношению к магнитопроводу после отсоединения от шины медного шунта. У исправного контактора сопротивление изоляции при каждом из этих двух измерений должно быть не менее 10 МОм.
Якорь контактора БК-2Б тщательно пришабривают к поверхности магнитопровода так, чтобы площадь касания была не менее 80% всей плоскости прилегания. Контактные поверхности подвижного и неподвижного контактов, изношенные более допустимых пределов, в некоторых депо восстанавливают наплавкой медью с помощью газосварки, Ремонтируемые детали предварительно прогревают в пламени газовой горелки.
Проверяя исправность шарнирных соединений, убеждаются в отсутствии задиров, чрезмерной выработки и заеданий. Валики промазывают смазкой ЦИАТИМ-201.
Неисправные пружины и другие детали, восстановить которые трудно, заменяют новыми. В конструкции контактора БК-2Б применены отдельные узлы и детали сдвоенного контактора КВЦ-2А, используемого на электровозах ВЛ8 и ВЛ23 для отключения вспомогательных цепей при коротком замыкании и перегрузках. Поэтому для обоих аппаратов используют общий запас переходных узлов, крепежных и других деталей.
Собирая контактор после ремонта, обращают внимание на правильность установки и крепление деталей и соблюдение основных размеров. Нижняя часть неподвижного контакта имеет насечку, благодаря которой он надежно зажимается в держателях. Изменяя положение контакта в держателях, регулируют высоту его установки так, чтобы расстояние между контактной поверхностью и нижним краем кронштейна дугогасительной системы равнялось 230±3 мм. Для измерения пользуются специальным шаблоном (рис. 84).
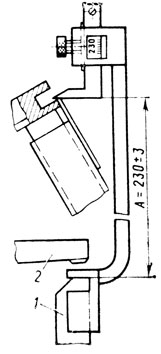
Рис. 84. Шаблон для измерения установочного размера А контактора БК-2Б: 1 - неподвижный контакт; 2 - подвижный контакт
Изменением толщины амортизатора 2 (рис. 85) между якорем 10 и рычагом подвижного контакта 1 устанавливают раскрытие Б контактов равным 8-15 мм. Для изменения толщины амортизатора добавляют или удаляют необходимое число резиновых прокладок.
Наряду с регулировкой раскрытия силовых контактов проверяют зазор 6 между рабочими поверхностями якоря 10 и магнитопровода 7, который при замкнутых контактах и обесточенной удерживающей катушке должен быть в пределах 2,5-4 мм, а в выключенном положении контактора - 6,5-11 мм. Этот зазор определяется высотой установки неподвижного контакта, но при необходимости может быть отрегулирован изменением толщины амортизатора 8 между удерживающей катушкой и стойкой 9 контактора. После проверки и регулировки этих зазоров устанавливают отключающие главные 6 и вспомогательные 5 пружины и равномерно натягивают их регулировочными винтами 3 так, чтобы заплечики винтов касались коромысла 4.
Вспомогательные контакты заменяют при уменьшении их толщины до 0,3 мм. После сборки контактора для регулировки раскрытия контактов ввинчивают или вывинчивают шток и стопорят его в положении, обеспечивающем раскрытие в отключенном состоянии не менее 2 мм и провал 2-3 мм.
Для проверки правильности регулировки контактора удерживающую катушку подсоединяют к источнику постоянного тока последовательно с реостатом, рассчитанным на ток не менее 30 А. Быстро передвигая движок реостата, увеличивают ток до значения 25-30 А, при котором должен включаться контактор на электровозах ВЛ8 и ВЛ10, а затем уменьшают ток до 8-10 А, чтобы предупредить недопустимый нагрев катушки. Для установки на электровоз ВЛ22М контактор регулируют на ток включения 20-25 А.
При последующем медленном перемещении движка реостата убеждаются в том, что якорь отпадает при токе 5-7 А (электровозы ВЛ8, ВЛ10) или 2,5-3,5 А (электровоз ВЛ22М). Ток отпадания якоря регулируют равномерным ослаблением или затяжкой регулировочных винтов отключающих пружин. Для регулировки тока включения используют вспомогательные пружины. При этом значение тока отпадания якоря не может измениться, так как регулировочные винты отключающих пружин упираются своими заплечиками в коромысло.
Учитывая особенности конструкции контактора БК-2Б, для измерения различных раскрытий и зазоров используют набор плоских проходных и непроходных шаблонов, а нажатие силовых контактов проверяют специальным приспособлением. Включив быстродействующий контактор, устанавливают временную прокладку Г (см. рис. 85) между нижним кронштейном и магнито-проводом. Затем прерывают питание удерживающих катушек и, оттягивая динамометр вертикально вниз, фиксируют его показание в момент соприкосновения подвижного контакта с неподвижным. Сила натяжения, отнесенная к концу рычага, должна составлять не менее 280 Н (28 кгс).
Дугогасительную камеру контакторов БК-2Б м БК-78Т при ремонте обязательно полностью разбирают. С надетой дугогасительной камерой правильность регулировки контактора на токи срабатывания проверяют не менее 5 раз. Регулировочные винты контактора после приемочного контроля пломбируют. На полный ремонт контактора БК-2Б с дугогасительной камерой слесарь 6-го разряда затрачивает 3,0-3,5 ч и еще 20-25 мин на его снятие и постановку на электровоз.
При установке быстродействующего контактора БК-2Б на локомотив обращают внимание на то, чтобы силовые кабели, подсоединяемые к его верхним выводам, не были жестко закреплены вблизи от наконечников. В противном случае эти кабели могут препятствовать перемещению подвижного магнитопровода при включении контактора, в результате нажатие силовых контактов и ток отключения контактора выйдут за пределы допусков.
В последние годы на электровозах ВЛ10 вместо контакторов БК-2Б устанавливают быстродействующий контактор БК-78Т, у которого используется дугогасительная камера контактора БК-2Б с небольшой переделкой полюса магнитной системы и добавлением рогов. Расстояние между рогом камеры и подвижным контактом должно находиться в пределах 2-4 мм. Разрыв силовых контактов при крайнем положении якоря 10-12 мм, а их нажатие во включенном положении не менее 160 Н (16 кгс). Наибольшее поперечное смещение силовых контактов относительно друг друга должно быть не более 0,22 мм, а площадь их прилегания - не менее 70%. При выполнении работ в объеме ТР-3 признают годными к эксплуатации силовые контакты, изношенные не более чем на 2 мм, а при текущем ремонте и техническом обслуживании остальных видов - не более 3,5 мм. Вспомогательные контакты заменяют, если толщина неподвижного контакта составляет менее 0,6 мм, а подвижного - менее 0,8 мм. Браковочный размер в эксплуатации для обоих контактов составляет 0,1 мм. Ток отключения контактора регулируют в пределах 35-40 А.
Выполняя ревизию контактора БК-78Т, заменяют изоляционные втулки крепления магнитопровода и изоляторы вспомогательных контактов (блокировок) при наличии в них трещин и прожогов. Обязательно проверяют работу механизма защелки, убеждаясь в четкой фиксации подвижного контакта в разомкнутом положении. Пр и отключенном положении подвижного контакта контактора БК-78Т запас усилия защелки должен быть не менее 50 Н (5 кгс).
Ремонт дугогасительных камер. Дугогасительные камеры высоковольтных аппаратов конструктивно выполняют одно-, двух- или трехщелевыми и лабиринтно-щелевыми. На выходе камер аппаратов, работающих в наиболее сложных условиях, устанавливаются металлические деионизационные решетки. Основным материалом для изготовления щелевых камер служат асбестоцементные листы. Лабиринтно-щелевые камеры аппаратов отечественных электровозов изготовляют из двух прессованных стенок (боковин) из дугостойкого кремнийорганического материала КМК-218. Из этого же материала сделана щелевая дугогасительная камера контактора МК-101. Для уменьшения времени гашения дуги дуговые промежутки ее деионизационной решетки шунтированы резисторами.
Камеры являются одними из наиболее сильно изнашивающихся частей электрических аппаратов. Интенсивность их износа находится в прямой зависимости от частоты срабатывания аппарата и мощности гасимой электрической дуги. Наиболее уязвимы стенки дугогасительной камеры в непосредственной близости от контактов аппарата в ее устье, где часто наблюдается интенсивное выгорание асбоцементных стенок и перегородок. Срок службы камер может существенно снижаться в результате излишне частой и интенсивной зачистки стенок при техническом обслуживании с использованием наждачного полотна. Основу камер составляет хрупкий материал, поэтому небрежное и неосторожное обращение с ними имеет своим следствием появление трещин и излома стенок и перегородок.
Прл ТР-2 камеры быстродействующих выключателей, быстродействующих контакторов и других наиболее ответственных аппаратов снимают для ревизии и ремонта в аппаратном цехе. Поступившую в цех дугогасительную камеру осматривают и определяют объем ремонтных работ, в зависимости от чего ее разбирают полностью или частично. При полной разборке выполняют работы в объеме ТР-3.
Разборку начинают обычно со снятия деионизационной решетки. Пластины снятой решетки тщательно очищают шлифовальной шкуркой. Если приходится ремонтировать большое число камер, то для очистки пластин целесообразно использовать специальные барабаны с песком. Загрузив камеры в такой барабан, их перемешивают с песком до появления блестящей и чистой поверхности, свободной от нагара и окислов. Последовательно снимают со шпилек гайки, простые и пружинные шайбы, одновременно проводя их дефектировку. Годные детали откладывают для дальнейшего использования.
Камеру разбирают на конструктивные узлы, обеспечивающие проверку их состояния в труднодоступных местах и выполнение необходимого ремонта. Так, с камеры быстродействующих выключателей электровозов ЧС обычно снимают только деионизационную решетку, наружные стенки и внутренние перегородки. Дугогасительные устройства, включающие в себя полюсные башмаки, дугогаоительные катушки, сердечники, накладки и рога, снимают со стенок лишь в случае повреждения.
У камер быстродействующих выключателей отечественных электровозов, ремонтируемых по нормам ТР-3, толщина стенок должна быть 4-8 мм, а у контакторов - 4-7,5 мм. По нормам текущего ремонта и технического обслуживания всех остальных видов минимальная толщина стенок дугогасительных камер должна быть 3 мм.
По нормам ТР-3 толщина перегородки дугогасительных камер выключателей БВП-3А, БВП-3Б и БВП-5 должна быть 4-6,5 мм, БВЭ-ЦНИИ - от 2,5 до 4 мм, БВЗ-2 - от 3,5 до 4,5 мм, а пневматических контакторов - от 3 до 5,3 мм, электромагнитного контактора МК-310Б - от 6 до 8,75 мм. По нормам текущего ремонта и технического обслуживания всех остальных видов толщина перегородки камер для перечисленных групп аппаратов должна быть соответственно не менее 3; 1, 5; 2,2 и 4 мм.
Если стенка или перегородка дугогасительной камеры в месте прогара имеет толщину не менее 25% номинальной, то они могут быть восстановлены специальной замазкой. При большем прогаре их отбраковывают.
У камер быстродействующих выключателей отечественных электровозов лабиринты образованы вклейкой ребер в пазы стенок. Стенки с отломанными и прогоревшими ребрами восстанавливают, предварительно сняв все смонтированные на них детали. Остатки выгоревших и изломанных ребер удаляют из листа стенки камеры и зачищают освободившиеся пазы.
Наиболее интенсивно асбоцементные стенки дугогасительных камер аппаратов прогорают в местах размыкания подвижного и неподвижного контактов в устье камеры. В этих местах с целью уменьшения прогара на стенках выключателей камер БВП-5 и БВЗ-2. электропневматических контакторов и электромагнитного контактора МК-310Б укрепляют вставки из дугостойкого материала - микалекса.
Для склеивания вставок со стенками, для замазки прогаров, заделки трещин, укрепления ребер и перегородок используют компаунды на основе эпоксидной смолы ЭД-20 или ЭД-16 (бывшие ЭД-5 и ЭД-6) или модифицированной эпоксидной смолы К-153, К-153С и К-115. В качестве отвердителя используют полиэтиленполиамин.
На практике нашли применение три состава. В расчете на 100 весовых частей смолы в состав № 1 (также в весовых частях) входят: полиэтиленполиамин - 10, каменная пудра - 100; в состав № 2 - полиэтиленполиамин - 12, хризолитовый асбест-100; в состав № 3 - полиэтиленполиамин - 10, порошок размельченный кремнийорганической массы КМК-218 - от 150 до 170.
В качестве каменной пудры используют один из следующих материалов: базальт, андезит, размельченный шамот или мелкоизмельченный микалекс.
Все операции, связанные с взвешиванием материалов и приготовлением составов осуществляют в вытяжном шкафу или на рабочем столе, оборудованном местной вытяжной вентиляцией. Для защиты кожных покровов от воздействия смол и отвердителя используют специальные пасты или мази, например мазь Селисского, пасту миколан или пасту "невидимые перчатки". Такие "перчатки" нетрудно приготовить в условиях депо. Для этого смешивают в следующих процентных весовых отношениях 90%-ный этиловый спирт - 58,7, козеин - 19,7, глицерин - 19,7 и 25%-ный аммиак - 1,9.
Готовя состав, полиэтиленполиамин выпаривают в сушильном шкафу при температуре 110-115°С в течение 3 ч, а наполнитель перед применением выдерживают при такой температуре в течение 1 ч. Необходимое количество эпоксидной смолы отбирают в .посуду одноразового употребления. Чтобы облегчить размешивание слишком вязкой смолы, ее можно разогреть с горячей водой' при температуре 60-80°С. Наполнители можно внести в смолу заранее и тщательно перемешать, а отвердитель вносят небольшими порциями не ранее чем за 20-30 мин до употребления во избежание его отвердения в посуде. Внесённый в смесь отвердитель перемешивают в течение 5 мин.
Перед вклейкой пластины из микалекса в стенке дугогасительной камеры посредством фрезерования делают углубление по форме пластины и на глубину, соответствующую ее толщине. Поверхности пластины и выемки в стенке обезжиривают ацетоном или спиртом и сушат на воздухе в течение 10-15 мин. Затем на эти поверхности наносят клеевой состав № 1 или 2 и устанавливают пластину в углубление, заполняя возможные зазоры тем же составом. Прижав пластину грузом массой 3-4 кг, выдерживают склеенные детали в горизонтальном положении так, чтобы раствор не мог вытекать. Процесс отвердения завершается за 24 ч при температуре 20 °С или за 10 ч при температуре 30-40 °С. В завершение работы шов зачищают вровень с поверхностью стенки.
Аналогично поступают при вклеивании перегородок и ребер и заделке прогоревших мест и трещин. Предварительно поверхность стенки зачищают наждачным полотном от копоти и вкраплений расплавленного металла. Края трещин (длиной менее 100 мм) и отколов разделывают шабером и напильником и очищают от пыли и абразивных частиц. Затем поверхности обезжиривают. В противопожарных целях для очистки деталей из асбестоцемента бензином не пользуются. Для заделки прогоревших мест в зависимости от наличия в депо используемых компонентов применяют также еще три состава.
В состав № 4 входят в указанных весовых отношениях следующие компоненты: эпоксидная смола - 70, фурфуролацетоновая смола - 11, фенолальдегидный (бакелитовый) как ФЛ-947 или ФЛ-98 - 5, портландцемент - 100 и 50%-ный спиртовой раствор гексаметилендиамина - 14.
Готовя состав № 5, на 100 весовых частей каменной пудры, используемой в составе № 1, берут в следующих соотношениях натриевое жидкое стекло - 50 и 93%-ный кремнефтористый натрий - 3. Этот компаунд готовят в вытяжном шкафу при контроле работников химико-технической лаборатории.
Наиболее просто готовится состав № 6: натриевое жидкое стекло- 100 и порошок размельченного асбестоцемента или кремнийоргани- ческой массы КМК-218. Однако из-за высокой гигроскопичности (способности поглощать влагу) жидкого стекла на восстановленном месте может сравнительно быстро вновь появиться прогар. Поэтому, учитывая простоту технологии приготовления замазок на жидком стекле, ими пользуются обычно при ТР-1 и техническом обслуживании.
Заполняя прогоревшее место любой замазкой, ее разглаживают так, чтобы она выступала над поверхностью листа на 1-2 мм с учетом усадки при отведении и последующей зачистки.
Взамен отбракованных в депо изготовляют новые стенки и перегородки щелевых камер. Листы асбестоцемента (ацеида) для их изготовления размечают по шаблону и вырезают на фрезерном станке. Фасонные профили стенок и перегородок камер вырезают ленточной пилой. Вырезанные заготовки собирают в комплект и сверлят по кондуктору необходимые отверстия. Для предотвращения трещин в месте выхода сверла под комплект асбестоцементных листов подкладывают пластину из фибры, дерева и текстолита. Перемычки и перегородки камеры вырезают из толстого ацеида на фрезерном или строгальном станке.
Для повышения сопротивления изоляции и влагостойкости стенок, перегородок и других деталей из асбестоцемента их пропитывают в гидрофобизирующей жидкости 136-41 (старое обозначение ГКЖ-94) или в кремнийорганическом лаке К-41. Как показывает практика, пропитка в гидрофобизирующей жидкости дает больший эффект.
Перед пропиткой детали из асбестоцемента просушивают в сушильной печи при температуре 200 °С. Продолжительность сушки определяется из расчета 1 ч на 1 мм толщины детали. Раствор для пропитки готовят в следующей пропорции: гидрофобизирующая жидкость 136-41 - 10% и бензин-растворитель (уайт-спирит) - 90%. Смесь тщательно перемешивают. Работу выполняют в резиновых перчатках и фартуке в помещении, оборудованном вытяжной вентиляцией. В этом помещении не курят и не пользуются открытым огнем.
Высушенные асбестоцементные детали выдерживают до понижения температуры до 30-40 °С и в гой же сетке, в которой они находились в печи, помещают в ванную из оцинкованного железа, заливают пропиточным раствором и закрывают крышкой. Продолжительность пропитки определяют из расчета 5 ч на 1 мм толщины детали. Вынув сетку с деталями из ванны, дают стечь излишкам раствора, выдерживают на воздухе в течение 2 ч и помещают в печь. Сушка в печи длится около 8 ч при температуре 150-170 °С.
Выгоревшие не более чем на 3 мм места на дугогасительных рогах камер наплавляют латунью ЛК-80-ЗЛ или другим металлом, соответствующим материалу детали, используя газовую сварку. Прогоревшие отверстия в рогах полностью заплавляют и вновь рассверливают. Сильно обгоревшие рога заменяют. Перед сборкой камеры рога зачищают стеклянным полотном. Поверхность рога должна быть чистой, ровной, без рисок, заусенцев, забоин и острых углов. Поврежденное покрытие оловом восстанавливают.
У камер быстродействующих выключателей БВП-3 (рис. 86) проверяют состояние и крепление соединяющей шинки 6, убеждаясь, что она плотно прилегает к левому рогу 2 и кронштейну шарнира 1; шинку, имеющую надорванные края или сильные прожоги, заменяют.
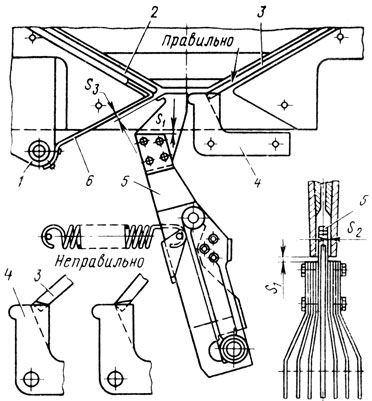
Рис. 86. Проверка правильности установки дугогасительной камеры быстродействующих выключателей БВГ1-3 и БВП-5
Камеры отечественных быстродействующих выключателей наиболее сложны в ремонте и сборке. На полный ремонт камеры БВП-5 слесарь 4-го разряда затрачивает около 100 мин, в то время как на трехщелевую камеру контакторов ПК-31-36 или ПК-41-46 требуется 30 мин, а на лабиринтно-щелевую камеру контакторов ПК-21-26 - только 15 мин.
При сборке камеры стараются по возможности полностью использовать все ее крепящие детали, а также заклепки, болтовые соединения и другие детали, отобранные после разборки негодных камер. Собирая камеру быстродействующего выключателя, обращают внимание на то, чтобы гайки, стопорящие шпильки в асбестоцементных распорках и боковых клиньях, не выступали из циковок, препятствуя созданию необходимого уплотнения камеры по периметру. Если концы болтов и винтов, проходящих камеру насквозь, выступают более чем на 2,5 мм, их обрезают, а места среза покрывают эмалью ГФ-92-ХС. Порванную асбестовую бумагу заменяют новой, но так, чтобы она не перекрыла изоляционных вырезов в гетинаксовых планках.
У камер, имеющих шарнирное соединение с аппаратом, проверяют исправность кронштейна шарнира У и прочность его крепления. В камере БВЗ-2 проверяют целостность и упругость пружины.
Для проверки правильности расположения дугогасительных рогов относительно контактов аппарата собираемую камеру со снятой стенкой устанавливают на имеющийся в цехе быстродействующий выключатель или пользуются для этого специальными шаблонами. Убеждаются, что дугогасительные рога не только не касаются стенок камеры, но между ними есть зазор не менее 3 мм, а у камер контакторов не менее 1 мм. Для создания требуемого зазора рога опиливают напильником или стеклянным полотном.
Правый рог 3 камер БВП-3 и БВП-5 должен входить своим шипом в шлицу неподвижного контакта 4. При этом не менее 80% плоскости торца рога должно опираться на неподвижный контакт. При правильной посадке на неподвижный контакт провал правого рога составляет 5-7 мм.
Прикладывая к левому рогу 2 и соединяющей шинке 6 шаблон, убеждаются, что подвижный контакт 5 проходит от них на расстоянии S3 = 3÷5 мм. Убеждаются также в том, что между торцами алюминиевых пластин рычага подвижного контакта 5 и нижними краями стенок дугогасительной камеры имеется зазор S1: у выключателей
БВП-5 и БВП-3 не менее 7 мм и у БВЗ-2 и БВЭ-ЦНИИ не менее 3 мм. Щупами проверяют, что зазор S2 между подвижным контактом 5 и стенками камеры составляет не менее 2 мм у выключателей БВП-5 и БВЗ-2 и не менее 1 мм у выключателей БВП-3 и БВЭ-ЦНИИ.
Проверяя правильность установки камер выключателей БВЗ-2 и БВЭ-ЦНИИ, убеждаются в том, что рог имеет провал 3-4 мм и плотно прижимается к неподвижному контакту. У этих аппаратов путем наплавки или подпиливания рога обеспечивают прохождение подвижного контакта на расстоянии 2-4 мм от рога камеры. Чтобы выдержать расстояние между правым и левым рогами этих камер в пределах 37±2 мм, рога опиливают. Убеждаются, что опирающийся на неподвижный контакт рог камеры выключателя БВЗ-2 свободно поворачивается на валике и при этом предельное расстояние между его верхним концом и торцовой перегородкой камеры составляет не менее 2 мм.
Особенно важно выдержать все размеры в устье камеры. При выполнении работ в объеме ТР-3 ширину щели устья в собранной дугогасительной камере в месте разрыва контактов устанавливают в следующих пределах: у БВП-ЗА и БВП-ЗБ - от 14 до 17 мм, у БВП-5 - от 39 до 40 мм, у БВЭ-ЦНИИ - от 4 до 7 мм и у БВЗ-2 - от 5 до 8 мм. При текущем ремонте и техническом обслуживании остальных видов допускают увеличение этого размера для соответствующих групп аппаратов не более 21, 45, 8 и 9 мм.
После проверки зазоров камеру полностью собирают, следя за тем, чтобы не спутать места установки элементов деионизационных решеток. Элементы устанавливают так, чтобы они не выступали за края камеры. Обращают внимание на то, чтобы зазор между нижними концами соседних пластин составлял не менее 1,5 мм. Проверяют взаимное расположение ребер камеры (осмотром на свет). Убеждаются, что листы полюсов плотно прилегают к стенке камеры, отставая в отдельных местах не более чем на 3 мм, а зазор между верхним концом веерообразного полюса и стенкой камеры составляет 3-6 мм. Для окраски полюсов используют лак БТ-99.
Используя мегаомметр на 1000 В, измеряют сопротивление изоляции между дугогасительными рогами камеры. У пригодной к эксплуатации камеры выключателя БВЗ-2 это сопротивление составляет свыше 10 МОм, а у камер всех остальных быстродействующих выключателей - свыше 5 МОм. После ремонта с разборкой камеры быстродействующих выключателей, электропневматических и электромагнитных контакторов испытывают в течение 1 мин переменным напряжением 8000 В частотой 50 Гц, прикладываемым по толщине стенок.
Ремонт щелевых с деионизационными решетками камер быстродействующих выключателей электровозов ЧС имеет небольшие особенности. Накладки и планки из гетинакса с трещинами, отколами и расслоением подлежат замене. По нормам ТР-3 стенка камеры в месте разрыва контактов должна быть 4-7,5 мм, а в эксплуатации - не менее 3 мм. Рога, соединенные с дугогасительными катушками, зачищают напильником и стеклянным полотном от наплавлений и копоти, а имеющие сильные оплавления заменяют. Проверяют прочность крепления рогов к выводам катушек. Убеждаются в наличии пружинных шайб под крепящими гайками.
Дугогасительные катушки с поврежденными бандажами, распущенными прокладками и другими дефектами снимают со стенки камеры для ремонта. Поврежденные прокладки из прессшпана заменяют, нарушенную изоляцию восстанавливают хлопчатобумажной лентой или пряжей. Затем накладывают плотный бандаж из батистовой или миткалевой ленты так, чтобы витки катушки не могли перемещаться.
Отремонтированную катушку красят лаком ФЛ-98 или ФЛ-947 кистью или окуная в лак. После сушки в естественных условиях контактные поверхности выводов катушек протирают салфетками, смоченными бензином. При необходимости контактные поверхности зачищают и лудят.
Сердечники катушек красят черным масляно-битумным лаком БТ-99, а перед сборкой обертывают двумя слоями стеклоткани. Металлические накладки на стенках камеры являются полюсами дугогасительных катушек. При необходимости их красят битумным лаком. Собирая дугогасительную камеру, обращают внимание на плотное прилегание полюсов и других деталей и надежное их крепление.
Устанавливая камеру на аппарат, необходимо убедиться, что внутренний дугогасительный рог ее находится в соприкосновении с неподвижным контактом выключателя. Вывод дугогасительной катушки с противоположной стороны камеры должен охватывать болт, проходящий через сердечник отключающего магнита, и быть надежно закрепленным, обеспечивая путь тока при отключении аппарата. Остановимся на некоторых особенностях ремонта камер контакторов. При ремонте камер электромагнитных контакторов МК-310Б асбестоцементные планки заменяют более прочными текстолитовыми. При ослаблении полюса у трехщелевой камеры заменяют заклепки, крепящие полюс к изоляции. У лабиринтнощелевой камеры проверяют прочность запрессовки полюсов в стенке. Ослабшие полюсы приклеивают к стенке камеры эпоксидной смолой следя за тем, чтобы они не выступали над стенкой более чем на 1 мм.
При ремонте в аппаратном цехе камеры электромагнитного контактора МК-101 измеряют сопротивление резисторов ПЭВ-50, шунтирующих секции деионизационной решетки. Резистор бракуют, если его сопротивление не соответствует значению 18±0,4 Ом. При сборке камеры путем постановки или снятия шайб устанавливают расстояние между внешними гранями полюсов 60 мм, расстояние между стенками 10,5+1•0-0•5 мм а ширину щели примерно 4 мм.
При сборке трехщелевой камеры с помощью шайб устанавливают расстояние между стенками перегородки 7,5±0,5 мм, между стенками 30+2•0-1•0 мм, а между полюсами 47+1•0-3•0 мм. Эти размеры контролируют вблизи контактов. Ширину щели камеры устанавливают около 4 мм.
У электропневматических контакторов SVD3, SVD6 и 6SP1 электровозов ЧС толщина стенки и перегородки дугогасительной камеры по нормам ремонта ТР-3 должна быть 7,5-5 мм, а у контакторов 1SVAD4 и 1SVAD5 - от 8 до 6 мм. Браковочными размерами в эксплуатации соответственно для каждой группы аппаратов являются 3 и 4 мм. У электромагнитных контакторов этих локомотивов, выпускаемых из ремонта, толщина стенки камеры находится в пределах 5,5-3,5 мм. В эксплуатации камеру бракуют при толщине стенки менее 3 мм. Обращают внимание на то, чтобы между дугогасительным рогом и камерой у всех контакторов был зазор не менее 3 мм.
У дугогасительных камер быстродействующих контакторов БК-2Б и БК-78Т изломы наблюдаются обычно в месте установки стяжного болта, соединяющего обе половины камеры. Для восстановления на изломанные края наклеивают эпоксидной смолой стекловолокно. Устанавливая стяжной болт, проявляют необходимую осторожность. При сборке камеры обеспечивают ширину щели в устье 7±0,5 мм, а ширину устья в месте разрыва контактов 11±0,5 мм.
Завершающую проверку работы отремонтированного в аппаратном отделении контактора и регулировку уставки быстродействующих выключателей осуществляют при установленных на них дугогасительных камерах. После приемки аппарата камеру снимают. Аппараты и камеры транспортируют на электровоз раздельно. Окончательно установив камеру на аппарат на электровозе, проверяют четкость работы аппарата, обращая внимание на свободное, без заеданий и трения перемещение подвижных частей. Убеждаются в том, что между дугогасительной камерой и подвижными частями контактора имеется зазор не менее 1 мм, а запирающий механизм камеры надежно фиксирует ее от смещения.
Ревизия пневматических приводов аппаратов, прожировка кожаных и замена резиновых манжет. Обязательной ревизии подлежат приводы всех аппаратов электровоза: токоприемников, быстродействующих выключателей, групповых переключателей, пневматических контакторов, реверсоров и т. д. Обычно для выполнения этой работы аппарат или только его привод снимают с электровоза. Например, конструкция электропневматических контакторов отечественных электровозов позволяет без каких-либо сложностей снять для ревизии в аппаратном цехе только их приводы. Но при плохом состоянии контактора его целесообразно снять с локомотива полностью. Высокое качество ревизии и ремонта пневматических привозов групповых переключателей или промежуточных контроллеров электровозов ЧС может быть обеспечено также только при снятии привода с локомотива. Приводы реверсоров и электропневматических контакторов электровозов ЧС проверяют, как правило, на электровозе.
Перед снятием привода с аппарата его маркируют, поскольку при установке, например, на другой контактор могут возникнуть затруднения. Для снятия пневматического привода с контактора ПК расшплинтовывают и выбивают валик, соединяющий изоляционную тягу со штоком привода, а затем отворачивают болты, которые крепят цилиндр на изолированном стержне контактора. Разборку, монтаж и испытание привода в аппаратном цехе удобно выполнять на стенде (рис. 87), конструкцию которого предложили работники депо Ярославль-Главный. После разборки привода удаляют старую смазку из цилиндра, все металлические детали промывают в керосине, а внутреннюю поверхность цилиндра в завершение протирают технической салфеткой.
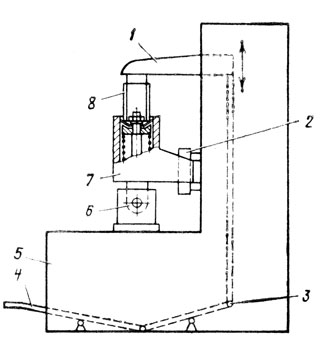
Рис. 87. Стенд для разборки и сборки пневматических приводов аппаратов: 1 - нажимной рычаг; 2 - зажим; 3 - тяги; 4 - педаль; 5 - стол; 6 - упор; 7 - пневматический привод; 8 - переходный стакан
Убедившись в отсутствии трещин в цилиндре, измеряют его износ. Цилиндр с трещинами или износом по внутреннему диаметру более 0,55 мм заменяют. Внутренний диаметр цилиндра контакторов ПК должен быть в пределах 45,00-45,55 мм. При этом наружный диаметр поршня не должен быть менее 43,66 мм. Внутренняя поверхность цилиндра должна быть гладкой, полированной без следов местного износа. При наличии рисок на ней или эллиптичности рабочую поверхность шлифуют. Небольшие дефекты такого характера допускаются при условии, что утечка воздуха не превышает нормы.
Изношенное больше нормы направляющее отверстие пневматического цилиндра растачивают на станке и восстанавливают до чертежного размера путем постановки втулки. Зазор между штоком поршня и отверстием для него в цилиндре должен быть в пределах 0,1-0,6 мм. Шток, погнутый или имеющий сорванную резьбу, заменяют. Ослабшую скобу приваривают к штоку электросваркой.
Крышку цилиндра с трещинами заменяют. Резьбовые отверстия в цилиндре под крышку, имеющие сорванную или изношенную резьбу, заплавляют газовой сваркой, вновь рассверливают и нарезают резьбу по чертежным размерам. Болты и гайки с дефектами заменяют. При ревизии привода с полной разборкой его пружина должна удовлетворять требованиям ТР-3.
Если привод не снимают с электровоза, основное внимание при ревизии уделяют оценке исправности кожаной или резиновой манжеты, поскольку создание необходимой плотности привода зависит главным образом от их состояния. Для осмотра или замены манжет снимают крышку цилиндра и передвигают поршни в крайнее положение.
Снятую резиновую манжету осматривают, предварительно промыв в теплой воде и протерев насухо. При наличии надрывов, трещин, неровностей и других дефектов на рабочей поверхности, снижающих плотность пневматического привода, манжету заменяют новой. Манжеты, потерявшие эластичность или имеющие срок службы более двух лет с момента изготовления, также заменяют.
Размещаемое на поршне совместно с резиновой манжетой войлочное кольцо промывают керосином и сушат на воздухе в течение 2 ч. Годное к эксплуатации кольцо не должно иметь разрывов, надрывов, смятий и расслоений. Перед сборкой привода кольцо пропитывают в масле МВП с выдержкой не менее 12 ч.
Для установки манжеты и войлочного кольца на поршень привода удобно пользоваться коническим приспособлением (рис. 88). Манжету 3 предварительно надевают на конус 2 и перемещают по нему, постепенно растягивая с помощью насадки 1 до ее установки в пазу поршня 4. Перед сборкой стенки цилиндра, шток и резиновую манжету смазывают смазкой ЖТ-72 или ЖТ-79Л (рис. 89). Допускается использование смазки ЖТКЗ-65.
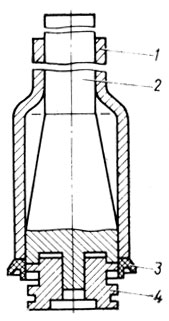
Рис. 88. Приспособление для насадки резиновых манжет
Кожаные манжеты гораздо менее долговечны и нуждаются в постоянном уходе. Увеличения срока их службы добиваются регулярным смазыванием привода. Смазка уменьшает трение между манжетой и стенками цилиндра и способствует сохранению ее гибкости. При ТР-2 кожаные манжеты приводов всех электрических аппаратов заменяют заранее пропитанным специальным составом.
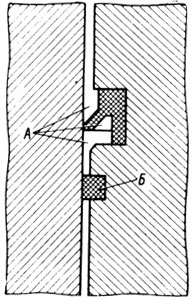
Рис. 89. Места закладки смазки под резиновую манжету поршня (А) и войлочное кольцо (Б)
При замене кожаной манжеты обращают внимание на исправность бронзовых пружинящих шайб. Допускают к дальнейшей работе шайбы, имеющие не более трех изломанных лепестков, при условии,что они не располагаются рядом и перекрываются лепестками другой шайбы.
Перед сборкой привода поверхность кожаных уплотнений и внутреннюю поверхность цилиндра и шток смазывают легким слоем смазки ЦИАТИМ-201 или маслом МВП. Все детали привода размещают на столе 5 стенда (см. рис. 87) в порядке, соответствующем последовательности сборки. Вставив шток в отверстие цилиндра, укрепляют корпус привода 7 в зажиме 2, а шток - в упоре 6. После установки в привод пружины ставят медную шайбу, делают подмотку из асбестового шнура, а затем ставят последовательно поршень, кожаную манжету, бронзовую пружинящую и нажимную шайбы.
Нажимной рычаг 1 связан с педалью 4 тягами 3. При нажатии на педаль рычаг опускается и через переходный стакан 8 сжимает пружину привода, обеспечивая возможность установки на шток пружинной шайбы и гайки. После отпускания педали рычаг 1 поднимается, выводя стакан 8 из отверстия цилиндра, что дает возможность поставить уплотнительную прокладку и крышку, а затем болты с пружинными шайбами.
Для проверки герметичности привода его соединяют с резервуаром вместимостью 1 л, наполненным сжатым воздухом под давлением 675 кПа (6,75 кгс/см2). Аппарат считается выдержавшим испытание, если через 7 мин после начала проверки давление в резервуаре снизилось не более чем на 10%. На всю ревизию и проверку привода контактора ПК, включая снятие с электровоза и установку на него, слесарь 4-го разряда затрачивает 20-25 мин.
Снятые с приводов кожаные манжеты осматривают, бракуют манжеты с расслоениями и порванными краями. Внешне пригодную манжету перегибают на 180° лицевой стороной наружу до соприкосновения сторон. Если при таком перегибе не наблюдается изломов, манжету можно использовать. Отобранные манжеты очищают деревянной лопаткой от загрязненной смазки, зашлифованные и затвердевшие места рабочих поверхностей зачищают. После этого манжеты просушивают при комнатной температуре в течение 24 ч, развешивая их на прутках так, чтобы они не касались друг друга.
В некоторых депо прожировку кожаных манжет производят в смазке ЦИАТИМ-201, разогретой до температуры 45-50°С. Однако чаще применяют прожировочный состав № 12. Основными его компонентами являются касторовое масло (88%), предварительно проваренное в течение 24 ч при температуре 250-270 °С, и пчелиный воск (12%). Проваренное касторовое масло вместе с пчелиным воском загружают в котел, постепенно нагревают до 120-130°С и выдерживают при этой температуре в течение 30-40 мин, периодически перемешивая. Готовый состав проверяют в химико-технической лаборатории и допускают к употреблению при температуре каплепадения не ниже 51 °С.
Прожировку осуществляют в небольшом металлическом баке с плотно закрывающейся крышкой. Чтобы предохранить манжеты от чрезмерного нагрева при соприкосновении с металлическими стенками, внутренние стенки бака обкладывают фанерой, по всей поверхности которой для лучшей теплопроводности просверливают отверстия диаметром 10 мм. Этот бак устанавливают в другой, наружный, бак, наполненный водой. Воду нагревают электронагревателями, регулируя в процессе пропитки температуру в необходимых пределах.
Манжеты укладывают в один ряд на дно бака и выдерживают в течение 1 ч при температуре 60-65 °С, периодически перемешивая прожировочный состав. Вынутые из бака манжеты укладывают на решетку для стока состава. После стока излишки жира счищают с манжеты деревянной лопаткой.
Применяемые прожировочные составы характеризуются Высокой морозостойкостью и хорошим взаимодействием с маслом МВП, употребляемым для смазки приводов. Масло МВП легко смешивается как с касторовым маслом, так и со смазкой ЦИАТИМ-201, благодаря чему повышается надежность работы кожаных манжет.
Правильно обработанные кожаные манжеты имеют темно-коричневый цвет и ровные гладкие края. Они упруги, плотны и не имеют расслоений. Готовые манжеты направляют в сборку не ранее чем через 24 ч после пропитки. Оставляя их на длительное хранение в цехе, пользуются плотно закрытым сосудом, заполненным маслом МВП. Хранение прожированных манжет на воздухе или в неплотно закрытом сосуде недопустимо, так как приводит к их старению и порче.
Проверка и ремонт электромагнитных вентилей. Четкая работа электропневматических аппаратов в большой степени определяется исправным действием электромагнитных вентилей. Правилами ремонта отечественных электровозов предусматривается ревизия всех электромагнитных вентилей при ТР-3. Однако поскольку пневматические приводы при ремонте ТР-2 снимают для ревизии вместе с вентилями, целесообразно выполнить их полную проверку в аппаратном цехе. При этом, как показывает опыт, нередко могут быть обнаружены неисправности, которые не позволили бы вентилю доработать до ТР-3. Наиболее характерными из них являются пропуск воздуха в одном из рабочих положений, обрыв витков, межвитковое замыкание или пробой изоляции катушки, а также механические повреждения. Подобные неисправности присущи и электромагнитным вентилям электровозов ЧС. Поэтому правилами ремонта этих локомотивов предусматривается снятие для проверки в аппаратном цехе всех вентилей, включая комбинированные вентили приводов групповых переключателей и промежуточных контроллеров.
В среднем на ремонт одного электромагнитного вентиля отечественных электровозов со снятием и установкой на пневматический привод слесарь 5-го разряда затрачивает 25-30 мин.
В аппаратном цехе для проверки и ремонта электромагнитных вентилей отводят специальное место, которое оборудуют слесарными тисками, воздухопроводом с давлением воздуха до 700 кПа (7 кгс/см2) и источником постоянного тока, позволяющим регулировать напряжение от 35 до 50 В.
Поступивший в цех вентиль очищают, осматривают и, если не имеется видимых повреждений, соединяют с воздухопроводом. Работу прибора проверяют легким нажатием на кнопку и включением на напряжение 35 В. При этом обращают внимание на отсутствие утечек воздуха в фиксированных положениях и чрезмерного трения при перемещении подвижных деталей. У катушек вентилей проверяют целостность изоляционного покрытия, плотность укладки бандажа, исправность и прочность крепления выходных зажимов. Если вентиль работает четко только при управлении им вручную, его электрическая часть подлежит более обстоятельной проверке.
Наиболее вероятной причиной утечек бывает загрязнение или износ клапанов. Сравнительно реже встречаются повреждения уплотняющих шайб и прокладок, искривление стержня или ослабление пробок.
У вентилей ЭВ-15-17 и ЭВ-08 отечественных электровозов для очистки и притирки клапанной системы снимают верхнюю коробку с грибом, якорь, а затем и стержень верхнего клапана.
Клапаны и седла очищают заостренной деревянной палочкой, на конец которой надевают кусок чистой льняной ткани. Металлические предметы для этой цели не применяют. Затем детали вентиля промывают бензином и просушивают. При осмотре чистых деталей легче выявить возможные повреждения: вмятины и задиры на рабочей поверхности, изгиб стержня или излом направляющей части клапана.
У хорошего клапана притирочная поверхность имеет ширину около 1 мм. При сборке вентиля обычно осуществляют притирку клапана к седлу с помощью мази, состоящей из порошка пемзы мелкого помола и индустриального масла 30. Для окончательной притирки пользуются пастой ГОИ-54П, разбавленной тем же маслом. Притирая посадочные места, нельзя допускать появления овальности в отверстии, в результате которой клапан выйдет из строя.
Для притирки клапанов удобно пользоваться дрелью, коловоротом или приспособлением (рис. 90), основу которого составляет двухзаходный винт 5 с шагом 72 мм. Приспособление устанавливают жалом 6 в шлиц клапана. Слегка нажимая сверху на ручку 1 и удерживая приспособление в вертикальном положении, быстро перемещают втулку 4 вверх и вниз. Шурупы 3, перемещаясь в прорезях винта, приводят его во вращение в подшипнике 2. После притирки вентиль продувают сжатым воздухом.
Рис. 90. Приспособление для притирки клапанов электромагнитных вентилей
Если плотность прилегания не удается восстановить притиркой, детали подвергают фрезеровке. Для этой цели отвертывают пробку и удаляют клапаны. Верхнее седло 3 включающего вентиля в собранном виде фрезеруют через отверстие в сердечнике 1 (рис. 91, а), а нижнее 4 - через специальную направляющую втулку 5 (рис. 91,б). У выключающего вентиля верхнее седло фрезеруют через аналогичную втулку при вынутом седле нижнего клапана и удаленном клапане вентиля. Для фрезерования нижнего седла его вынимают и вворачивают в специальную направляющую втулку.
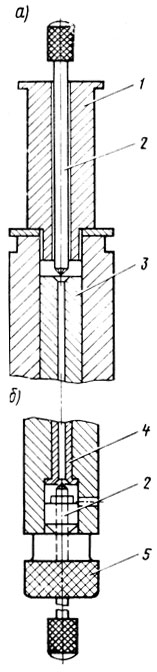
Рис. 91. Приспособления для фрезерования верхнего (а) и нижнего (б) седел электромагнитного вентиля
Фрезерование осуществляют несколькими поворотами фрезы 2 от руки при легком нажатии на инструмент, стремясь снять минимальную толщину стружки. После этого обработанные поверхности очищают и начинают притирку клапана к седлу.
Предельно изношенные клапаны и седла заменяют. При замене седло выбивают из корпуса (если оно не установлено на резьбе) и при помощи винтового пресса через прокладку запрессовывают новое. Допускается посадка седла на место легким постукиванием молотка через фибровую или деревянную прокладку.
Во вновь посаженном седле просверливают впускное отверстие в соответствии с отверстием в корпусе. Затем фрезеруют фаски для клапанов под углом 45° на глубину 0,4 мм и притирают клапаны и седла.
Работоспособность клапана можно обеспечить только при соответствии нормам воздушного зазора и хода клапана. Воздушный зазор измеряют по расстоянию между якорем и торцом сердечника в положении, когда якорь полностью притянут к сердечнику. Ход клапана определяют по перемещению ствола из верхнего положения в нижнее. Номинальное значение его указано в чертежах и нанесено на корпусе каждого вентиля.
Как показывает опыт эксплуатации, для надежной работы вентилей ход клапана следует поддерживать равным 0,9 мм, а воздушные зазоры соответственно при невозбужденном и возбужденном состояниях вентиля - равными 2,2±0,1 и 1,3±0,1 мм. Для оценки воздушного зазора и хода клапанов пользуются калибром (рис. 92). При испытании к вентилю подводят сжатый воздух. Малые утечки проверяют обмыливанием.
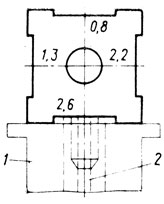
Рис. 92. Калибр для проверки электромагнитных вентилей: 1 - сердечник вентиля; 2 - ствол клапана
При регулировке воздушного зазора и хода клапана новых или отремонтированных включающих вентилей калибр устанавливают стороной с выемкой 1,3 мм и прижимают к торцу сердечника так, чтобы между ним и лапками калибра не было зазора и воздух не проходил через верхний клапан. Для устранения зазора слегка подпиливают торец ствола верхнего клапана и, наоборот, для устранения пропуска воздуха ставят более длинный клапан или удлиняют старый легким постукиванием молотка по верхнему концу ствола.
Установив калибр стороной 2,2 мм на включающем клапане с ходом 0,9 мм или стороной 2,6 мм на клапане с ходом 1,3 мм, убеждаются в том, что торец находится вровень с калибром и отсутствуют утечки воздуха через нижний клапан. При наличии видимого зазора между калибром и торцом ствола подбирают новый нижний клапан с более длинным стержнем. Если воздух проходит через нижний клапан, его стержень слегка подпиливают.
Для регулировки хода клапана у выключающих вентилей калибр устанавливают стороной 2,2 мм на клапане с ходом 0,9 мм или стороной 2,6 мм на клапане с ходом 1,3 мм и убеждаются в отсутствии утечек воздуха через верхний клапан. При этом верхний торец ствола должен находиться вровень с калибром. Торец длинного ствола опиливают до нормы.
При проверке нижнего клапана калибр устанавливают стороной 1,3 мм на ствол и нажимают на него, перемещая до конца вниз. У исправного вентиля в таком положении лапки калибра без зазора садятся на торец сердечника, и воздух не проходит через нижний клапан. Чтобы устранить зазор между калибром и сердечником, отвертывают седло нижнего клапана и подкладывают под него дополнительные шайбы. При пропуске воздуха клапан и седло заменяют.
Стороной 0,8 мм проверяют минимальный воздушный зазор у всех вентилей при изношенных клапанах. Прибор считают исправным, если при нажатии на выступающий стержень включающий вентиль не пропускает воздух через верхний клапан, а выключающий - через нижний клапан.
Для замены катушки и других деталей, не затрагиваемых при обычной регулировке, электромагнитный вентиль разбирают, пользуясь приспособлениями. Сама по себе разборка не содержит каких-либо специфических операций.
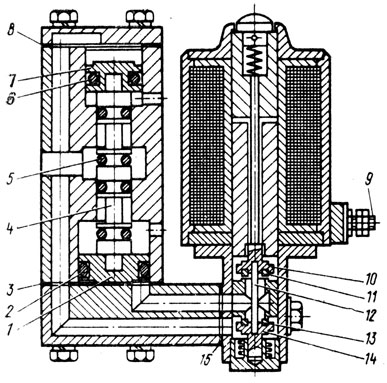
Рис. 93. Места наиболее часто встречающихся неисправностей воздухораспределителя и электромагнитного вентиля пневматического привода групповых аппаратов электровозов ЧС
При обрыве выводного зажима вентиля отечественных электровозов вскрывают наружный чехол и выполняют новую пайку. Затем накладывают наружный чехол и бандаж. Пропитывают катушку изоляционным масляно-битумным лаком БТ-987 и сушат при температуре 105°С в течение 5-6 ч. В заключение ее красят покровным лаком БТ-99 и дают ему высохнуть.
Сопротивление обмотки не должно отклоняться от номинального значения более чем на +8 и -5%. Сопротивление изоляции катушки не должно быть менее 90 МОм. При подозрении на межвитковое замыкание катушку проверяют по методу трансформатора. Признаками этой неисправности могут быть повышенный нагрев, нечеткое включение вентиля и пропуск воздуха.
По окончании ремонта соединяют вентиль с резервуаром вместимостью 1 л, наполненный сжатым воздухом под давлением 675 кПа (6,75 кгс/см2). Если за 10 мин давление в резервуаре снизилось не более чем на 10%, вентиль признают годным к эксплуатации. Допускается проверять плотность вентилей с помощью мыльного раствора. При этом вентиль допускают к эксплуатации, если мыльные пузыри появляются, но удерживаются, не разрываясь, не менее 10 с. Подведя питание к катушке вентиля, убеждаются в его четкой работе при напряжении 35 В и давлении воздуха 350 кПа (3,75 кгс/см2).
На электровозах ЧС наиболее ненадежно работают комбинированные вентили (воздухораспределители) пневматического привода групповых переключателей или промежуточных контроллеров. Основными повреждениями воздухораспределителя являются трещины и изломы штока 4 и износ его резиновых уплотняющих колец 5. Их обнаруживают по большой утечке воздуха в атмосферу, а при изломе штока возможны также перебои в работе и заедание клапана. Могут наблюдаться утечки воздуха в результате повреждения прокладок 3, 8, 15 и износа резиновых колец 2, 6 верхнего 7 и нижнего 1 золотников.
В самом электромагнитном вентиле утечки могут быть следствием износа или потери упругости уплотняющих резиновых колец 11, 13 верхнего 10 и нижнего 14 клапанов. Неплотности в клапанной системе могут также появиться при искривлении стержня 12, соединяющего верхний и нижний клапаны. Уязвимым местом являются выводы катушки вентиля. Наблюдаются обрывы в месте их подсоединения к шпилькам 9 и изломы самих шпилек.
При ТР-2 воздухораспределитель разбирают и после замены поврежденных деталей проверяют на стенде в сборе с электромагнитным вентилем. Одновременно выполняют ревизию запасного комбинированного вентиля, хранящегося в инструментальном ящике электровоза. На корпус воздухораспределителя наносят краской дату проверки. Воздухораспределитель испытывают в сборе с электромагнитным вентилем.
На выпускаемых в последние годы отечественных электровозах используют вентили ЭВ-55, ЭВ-55-07, ЭВ-58 (рис. 94). Эпоксидная заливка катушки 6 и изолятор 10 такого вентиля не должны иметь трещин, сколов и других повреждений. Для их ремонта используют эпоксидные компаунды или пластмассу АСТ-Т. Убеждаются в отсутствии сколов на уплотнительных буртах впускного и выпускного клапанов на корпусе 18. Резиновые уплотнительные шайбы 15 и 17 и кольцо 5 не должны иметь износ более 1 мм.
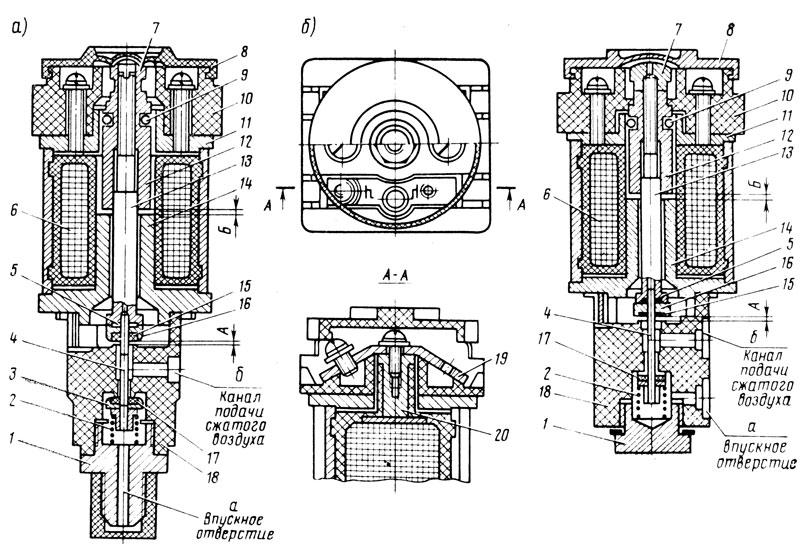
Рис, 94. Электромагнитные вентили броневого исполнения ЭВ-55 (а) и ЭВ-58 (б)
При регулировке зазора А в клапанной системе выпускной клапан 16 ввинчивают по резьбе шпильки 4 до отсутствия осевого перемещения подвижной системы вследствие касания резиновыми шайбами 15 и 17 впускного 3 и выпускного 16 клапанов опорных седел корпуса. После этого выпускной клапан отворачивают на один оборот. Положение выпускного клапана фиксируют от проворачивания штоком 13.
Рабочий зазор Б под якорем 12 устанавливают по резьбе штока следующим образом. Вворачивают якорь по резьбе штока 13 до упора в ствол 14, т. е. до отсутствия осевого перемещения. После этого якорь отворачивают на 1,25 оборота. Положение якоря фиксируют от перемещения контргайкой 7.
Для смены пружины 2 выворачивают штуцер 1. При сборке вентиля установку шариков 9 осуществляют с применением смазки ЦИАТИМ-201, удерживающей их в кольцевой выточке в момент ввода якоря в направляющий фланец 11. Обязательно убеждаются в прочности крепления шинки 19 вывода 20 катушки электромагнита и исправности резьбы во фланце 11. Транспортировку вентилей в цех и на электровоз организуют так, чтобы не потерять снятые полиэтиленовые крышки 8.
Ревизия пуско-тормозных резисторов. За две-три рабочие смены простоя электровоза в ТР-2 имеется возможность более внимательно, чем при ТР-1, осмотреть пускотормозные резисторы и выполнить необходимый ремонт. Чтобы обеспечить подход к труднодоступным местам, осмотр которых на электровозе затруднен, эти резисторы обычно снимают для ревизии в цехе. Их камеры (шахты) очищают, продувая сжатым воздухом.
После снятия с электровоза внимательно осматривают соединения между ящиками и группами резисторов, проверяют прочность креплений и убеждаются в целости перемычек. Осматривают проходные изоляторы и кабели, подходящие к шахтам. На электровозе ЧС2 у кабелей, проходящих по стенкам шахт, проверяют исправность теплоизоляции и при необходимости устанавливают между кабелями и стенками прокладки из ацеида.
Пользуясь хорошим доступом ко всем деталям крепления ящиков, проверяют исправность балок, кронштейнов и подвесок резисторов и убеждаются в целости рам. Обнаруженные трещины разделывают под сварочный шов и заваривают, принимая необходимые меры предосторожности для того, чтобы не повредить изоляцию шпилек и глазированную поверхность фарфоровых изоляторов.
Элементы резисторов бракуют по тем же признакам, что и при ТР-1.
Конструкция ящиков резисторов большинства электровозов позволяет без разборки заменять отдельный неисправный элемент. Для этого достаточно лишь ослабить гайки на концах шпилек и раздвинуть элементы. Однако монтаж элементов в таких стесненных условиях обычно не позволяет обеспечить необходимое качество сборки. Поэтому поврежденные ящики резисторов обычно ремонтируют в аппаратном цехе, который оборудован необходимыми приспособлениями для исправления и сборки элементов (см. с. 395-397).
Предварительно измеряют сопротивления по группам резисторов. После установки ящиков на электровоз внимательно проверяют правильность монтажа между группами и измеряют сопротивления на всех пусковых позициях. Результаты измерений регистрируют в журнале. На всю ревизию пусковых резисторов без снятия с электровоза ВЛ10 слесарь 4-го разряда затрачивает около 4 ч.
Пуско-тормозные резисторы электровозов ЧС2Т, ЧС7, ЧС6 и ЧС200, близкие по конструкции, имеют большой запас по мощности и характеризуются высокой надежностью. Их проверяют, не снимая с локомотива. Объем работ в основном соответствует объему работ, выполняемых при ТР-1. Более внимательно проверяют состояние и работу жалюзи камер резисторов. Проводят ревизию пневматического привода жалюзи и шарнирных соединений.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'