15. Электрические аппараты и электрические цепи
Очистка, осмотр и проверка аппаратов. Пока в пневматической магистрали электровоза есть воздух, проверяют на слух четкость работы всех аппаратов при включении из кабины управления, контролируют работу электрических цепей. Обращают внимание прежде всего на исправную работу пневматического привода. Такую проверку целесообразно выполнять вдвоем: один слесарь управляет аппаратами с пульта в кабине машиниста, а другой, находясь в высоковольтной камере, внимательно следит за включением и выключением аппаратов и убеждается в отсутствии утечек воздуха из пневматической системы.
Обычно уже на основании первой проверки можно сделать заключение о состоянии аппарата и даже установить причину повреждения. Например, нередко бывает так, что электропневматический контактор включается четко, но отключается медленно. Это может быть следствием заедания подвижной системы, повреждения отключающей пружины или ослабления ее крепления.
После проверки функционирования снимают и открывают щиты высоковольтных камер и реостатных помещений. Снимают дугогасительные камеры всех контакторов, переключателей и быстродействующего выключателя. Все аппараты очищают от пыли и нагара, тщательно осматривают, убеждаясь в отсутствии дефектов, и при необходимости заменяют исправными. Проверяют соответствие размеров и износов деталей существующим нормам допусков.
С помощью щупов измеряют зазоры в шарнирах. Шарниры, зазоры в которых равны или превышают значения, указанные в табл. 2, разбирают. Измеряют диаметры валиков, осей, втулок и отверстий. Валики и оси, размеры которых равны предельным значениям, заменяют. При обнаружении большой выработки в отверстии под валик или ось заменяют, как правило, весь узел аппарата. В большинстве случаев при необходимости замены узла аппарат снимают для ремонта в аппаратном цехе.
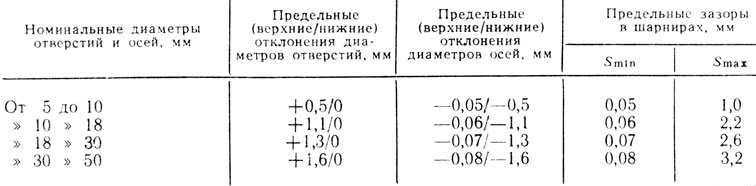
Таблица 2
Нормальная работа аппаратов может нарушаться не только в результате большой выработки в шарнирах, но и вследствие образования в них задиров или отсутствия смазки. Нередки случаи приварки шарниров в результате протекания токов короткого замыкания, обрыва или ослабления крепления медных шунтов. Для выявления возможных заеданий работу подвижных систем всех аппаратов проверяют легким перемещением от руки.
В низковольтном оборудовании проверяют наличие и исправность защитных кожухов и крышек, прочность крепления аппаратов. Вмятины на кожухах и крышках могут быть причиной заедания аппарата или замыкания в нем при приближении деформированного кожуха к подвижным или токоведущим частям. Поэтому все вмятины при ремонте должны быть выправлены и поврежденная окраска восстановлена, а при необходимости исправлены замки и заменено поврежденное уплотнение. Уплотнение кожухов изготовляют, как правило, из войлока или асбеста и закрепляют (обжатием или клеящим лаком). Войлочные уплотнения должны быть такими плотными, чтобы ленту толщиной 0,2-0,3 мм, заложенную в любом месте уплотнения, можно было вытянуть с ощутимым усилием. Следует проверять не только прочность крепления аппаратов и их деталей, но и исправность стопорящих устройств.
Обязательно убеждаются в том, что все свободные оси вращения зашплинтованы или предохраняются от выпадания каким-либо другим способом, предусмотренным чертежами. При постановке взамен утерянного или смене шплинта между ним и деталью ставят простую шайбу. Отсутствие шайбы может привести к перетиранию шплинта и его потере. Ставя новый шплинт, оба конца его разводят не менее чем на половину диаметра валика. В шплинтах не должно быть надломов или трещин, так как в случае излома шплинта отпавший кусок может попасть на аппараты, находящиеся под напряжением, или на движущиеся детали и вызвать их повреждение.
При смене узлов и деталей следует помнить, что болтовые соединения должны иметь пружинные шайбы или в соответствии с чертежами должны быть застопорены другим способом для предохранения от отвертывания болтов и гаек. Если головка болта или гайки прижимается к стальной поверхности, то простую шайбу между деталями и болтом или гайкой обычно не ставят, ограничиваясь только пружинной шайбой. Если деталь мягкая или легко деформируется (например, медный наконечник, контактный палец и т. д.), то между пружинной шайбой и деталью ставят простую шайбу.
Шлицы во вновь устанавливаемых головках винтов и болтов и грани головок болтов и гаек не должны быть срезаны, так как отсутствие шлица или смятие граней не позволяет с достаточным усилием закрепить деталь, что может привести к ослаблению крепления и нарушению правильной работы аппарата в эксплуатации.
Крепление и монтаж силовых и низковольтных проводов. Подлежат смене и перепайке наконечники проводов с обрывом более 20% жил, с ослабшей пайкой, трещинами или уменьшенной более чем на 1/3 контактной поверхностью.
Пайку наконечников удобно выполнять с помощью небольшой переносной электрической ванны, подключаемой к розеткам непосредственно на электровозе. Приступая к работе, срезают оплетку и изоляцию с конца провода на длине на 10-20 мм (в зависимости от площади сечения провода) больше длины мундштука наконечника. Подрезать проволоки в жиле провода не следует. Конец жилы очищают от остатков изоляции и пленки окислов и плотно скручивают. При напайке штампованного кабельного наконечника очищенный конец жилы продевают в мундштук и плотно обжимают плоскогубцами. Провод с наконечником погружают в раствор, состоящий из одной части канифоли и трех частей спирта или бензина, а затем в ванну с расплавленным припоем до уровня верхнего края мундштука. После выдержки в припое 5-15 с наконечник вынимают и излишки припоя снимают волосяной щеткой. Кислоту или другое вещество, разрушающее провод и его изоляцию, в качестве флюса при пайке наконечников не применяют.
Для припайки трубчатых наконечников в глухом конце мудштука сверлят отверстие диаметром 5-8 мм (рис. 60,а). После насадки наконечника на конец жилы его слегка сплющивают, а во время пайки для предупреждения соскальзывания удерживают специальным крючком, вставляя ее в отверстие наконечника.
Перед пайкой наконечников кабельных соединений большого диаметра конец жилы провода облуживают, сам наконечник обматывают киперной лентой и прогревают многократным наполнением мундштука расплавленным припоем. Когда наконечник полностью прогревается, в мундштук вводят конец жилы провода, а выступившие излишки припоя удаляют волосяной щеткой.
Для большинства проводов пайка наконечников считается полноценной, если жилы провода и наконечник полностью облужены, припой гладкий, без шероховатости, залит по всей окружности и имеет плавный вогнутый переход от провода к наконечнику (рис. 60,б). Выгнутый переход от провода к наконечнику (рис. 60,в) указывает на плохую припайку.
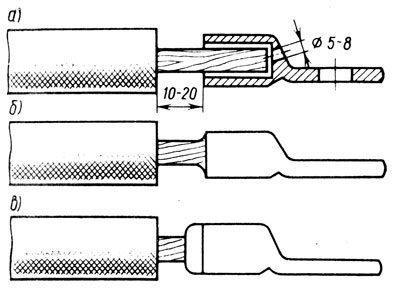
Рис. 60. Схема разделки проводов для пайки наконечников (а), правильная (б) и неправильная (в) пайки
При постановке наконечников на провода, работающие в условиях вибрации, нужно следить за тем, чтобы жилы провода на выходе из наконечника не пропаивались, так как это увеличивает их жесткость и приводит к перелому провода в этом месте. Концы проводов некоторых аппаратов после напайки должны быть изолированы. Для этого у сильноточных проводов, имеющих большую площадь сечения, изоляцию срезают на конус на длине 10-15 мм, а затем ровными слоями с одинаковым натягом по всей длине на оголенное место накладывают резиновую ленту размером 0,3X20 мм, затем - один слой в полуперекрышу лакоткани 0,2X30 мм и поверх нее изоляционную ленту 0,2X20 мм. Изоляционные слои укладывают без местных утолщений так, чтобы увеличение диаметра изоляционного конца не превышало 2-3 мм по сравнению с остальной частью привода.
Если по техническим условиям изолировать конец провода не требуется, на оплетку проводов около вновь напаянных наконечников накладывают бандаж и восстанавливают поврежденные бандажи других проводов, подходящих к аппарату. Бандаж накладывают шпагатом так, чтобы оба конца шпагата были затянуты под его витки, намотанные на провод (рис. 61,а). Для этого начальный конец бандажа укладывают петлей вдоль провода в ту сторону, в которую будет накладываться бандаж. После намотки всех витков бандажа на длине, равной 1,5-2 диаметрам провода, второй конец шпагата вводят в петлю, при помощи которой затягивают его под бандаж. Вновь наложенный бандаж окрашивают черным лаком воздушной сушки.
На проводах площадью сечения от 4 до 30 мм2 оплетку изоляции целесообразно предохранять с помощью резиновой трубки (рис. 61,б), как это делается на электровозах ЧС. Трубку очень легко натянуть на изоляцию, если предварительно смазать ее внутреннюю поверхность одной-двумя каплями глицерина.
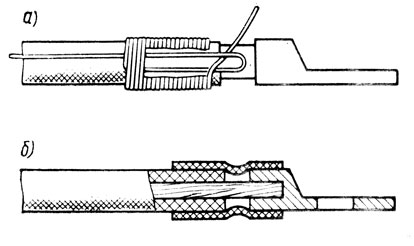
Рис. 61. Схемы оконцевания проводов с использованием бандажа из шпагата (а) и резиновой трубки (б)
Перед креплением наконечника к зажиму полезно еще раз осмотреть их контактные поверхности и удалить обнаруженные заусенцы и наплывы олова с тем, чтобы обеспечить плотное прилегание наконечника по всей площади соприкосновения.
Широкое распространение получила холодная сварка кабельных наконечников по способу местного вдавливания с помощью ручных клещей и других специальных приспособлений. По сравнению с пайкой этот метод отличается более высокой производительностью, простотой и экономией припоя. Однако качество соединения в большей степени зависит от чистоты места сварки, отсутствия там окислов и жировых наслоений. Поэтому перед сваркой конец жилы и внутреннюю поверхность мундштука тщательно очищают, а после опрессовки место оконцевания провода для защиты от окисления покрывают влагонепроницаемым лаком холодной сушки (например, асфальтомасляным), изолируют изоляционной лентой и покрывают лаком.
При замене аппаратов, приборов и другого электрического оборудования следует помнить, что все детали крепления наконечников и их установка должны соответствовать чертежам. К одному зажиму подсоединяют не более двух наконечников силовых кабелей (рис. 62). В низковольтной и вспомогательной цепях в некоторых случаях к одному зажиму подсоединяют до трех проводов. Неисправные пружинные шайбы, шплинты и гайки обязательно заменяют.
Рис. 62. Крепление провода к зажиму: 1 - пружинная шайба; 2 - простая шайба; 3 - дистанционная прокладка; 4 - зажим аппарата; 5 - бирка
Прокладывая новую проводку или заменяя аппараты, не допускают монтажа проводов внатяжку. При обнаружении натянутых проводов их наращивают горячей пайкой проводом той же марки и той же площади сечения.
Для соединения многожильных проводов конец каждого провода оголяют на длину, равную 12-15 диаметрам жилы. Затем на расстоянии 2/3 длины оголенной части от конца провода перехватывают жилы проволочным бандажом, распускают проволоки веером, отгибая их возле бандажа, и зачищают. У толстых проводов средние жилы провода вырезают. Оба провода соединяют так, чтобы жилы одного провода вошли между жилами другого, и после этого закручивают пряди каждого провода по часовой стрелке вокруг нераспущенной оголенной части другого провода. По мере закручивания жил проволочный бандаж отодвигают, а затем снимают. Готовую скрутку обжимают пассатижами и пропаивают.
Проверяя состояние электрической проводки, убеждаются в том, что во всех местах, где провода огибают острые углы каркасов или других заземленных деталей, проложена дополнительная изоляция. Такую изоляцию из прессованного картона или прессшпана устанавливают во всех опасных местах при монтаже оборудования электровоза. Смещение дополнительной изоляции или отсутствие ее является, как правило, следствием небрежной установки, поэтому, установив новую прокладку или поправив перекосившуюся, закрепляют ее так, чтобы она не сдвинулась с опасного места и не была утеряна.
Восстановление изоляции. При повреждении оплетки и наружного слоя изоляции ее следует изолировать по всему поврежденному участку двумя слоями изоляционной ленты с последующей окраской покровным лаком холодной сушки. Если изоляция на участке длиной менее 100 мм повреждена до жил провода, неисправные слои срезают до жил и накладывают на оголенное место несколько слоев натуральной резиновой ленты и лакоткани, укладывая каждый слой в полуперекрышу ровно, без морщин навстречу предыдущему (рис. 63). При изолировке одной только шелковой лакотканью без резиновой ленты каждый уложенный слой промазывают масляно-битумным лаком БТ-99, высыхающим при температуре 20° С за 2,5-3 ч. Поверх изоляции, наложенной на жилу провода, укладывают в полуперекрышу два слоя прорезиненной изоляционной ленты, перекрывая с обеих сторон основную изоляцию провода.
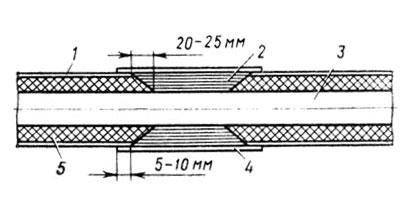
Рис. 63. Исправление местного повреждения изоляции провода: 1 - покровная оплетка; 2 - слои из натуральной резиновой ленты и лакоткани; 3 - провод; 4 - два слоя прорезиненной ленты; 5 - основная изоляция
Взамен утерянной или поврежденной маркировки проводов ставят новую и восстанавливают надписи на аппаратах в соответствии со схемой электровоза, нумерацией и названиями аппаратов. Перед снятием аппарата для ремонта и замены важно предварительно восстановить маркировку проводов.
Изоляторы аппаратов, имеющие поврежденную глазурь или сколы более чем на 20% длины пути А (рис. 64) возможного перекрытия поверхности изолятора электрической дугой, согласно существующей технологии подлежат замене.
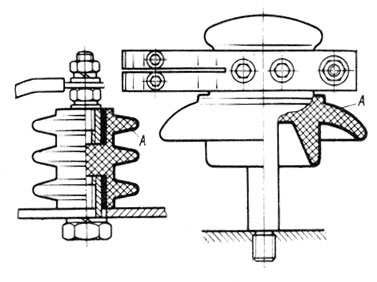
Рис. 64. Возможные пути перекрытия изоляторов (линии А)
Правилами ремонта допускается оставлять в эксплуатации изоляторы, поверхность которых имеет повреждения в пределах указанной нормы. При этом поврежденную глазурь фарфоровых изоляторов не следует зачищать наждачным или стеклянным полотном. Обычно ее отмывают от копоти и грязи спиртом или бензином, а оставшиеся следы повреждения покрывают эмалью НЦ-929. Сплошное покрытие поверхности фарфорового изолятора эмалью НЦ-929 не разрешается.
Пластмассовые изоляторы, перекрытые по поверхности, также очищают от копоти и грязи, зачищают стеклянным полотном и затем покрывают восстанавливаемую поверхность эмалью НЦ-929. Изоляторы, имеющие трещины или ослабшую армировку, заменяют.
Изоляция стоек и других деталей аппаратов нередко имеет электрические и механические повреждения. Механическое повреждение изоляции может быть следствием ее перетирания неправильно установленными деталями аппарата. Причиной некоторых повреждений может явиться небрежная сборка или установка аппарата, в результате чего изоляционное покрытие нарушается крепежными деталями, как это иногда можно наблюдать на стойках контакторов при выпадании стальной прокладки между стойкой и крепежным болтом.
Опрессованная изоляция может отслаиваться от металла стойки. Само по себе такое отслаивание неопасно, однако при нажатии крепежными деталями или при других механических воздействиях изоляция дает трещину, по которой затем может произойти электрический пробой.
Трещины в изоляционном покрытии могут быть также признаком Старения изоляции и неравномерного теплового расширения. Такие трещины появляются, например, на углах изоляционных стоек.
Электрическая дуга при неправильном дугогашении или коротком замыкании нередко выжигает и обугливает изоляцию до слоя слюды и даже до металла. Если поврежден только наружный слой изоляции, обгоревшее место счищают стеклянным полотном, затем тщательно промывают бензином и покрывают эмалью НЦ-929 или другими покровными эмалями холодной сушки. Очень важно самым тщательным образом удалить следы повреждения, иначе на обугленной или закопченной поверхности изоляции, даже покрытой изоляционной эмалью, образуется токопроводящий слой, по которому снова может произойти перекрытие.
Аппараты, изоляция которых повреждена до слюды или металла, трудно отремонтировать на месте. Обычно их снимают для ремонта в аппаратном цехе и заменяют исправными. Однако целью работ, выполняемых при ТР-1, является не только устранение обнаруженных повреждений изоляции, но и предупреждение их. Для этого проверяют состояние крепления деталей на изоляционных стойках, обращают внимание на детали, могущие перетереть изоляцию, заделывают и закрашивают эмалью НЦ-929 обнаруженные трещины. Возможность электрического перекрытия предупреждают также правильной регулировкой аппарата.
При ТР-1 для восстановления свойств изоляционных покрытий в основном используют покровные лаки и эмали холодной сушки.
Для ремонта аппаратов непосредственно на электровозе в основном применяют нитроглифталевую эмаль НЦ-929 розового цвета, разбавленную смесью толуола и этилацетата. Она может использоваться для защиты деталей, работающих при температуре до 105° С. Более высокую температуру (до 150°С) выдерживают глифталемасляные эмали серого и красного цветов ГФ-92-ХС и ГФ-92-ХК.
Смазка. Важным условием сохранения работоспособности электрических аппаратов является регулярное добавление смазки в узлы трения. В шарниры реле и других небольших аппаратов, где происходит трение стали по стали или по латуни, добавляют при необходимости смазку ЦИАТИМ-201, ЖТ-72, ЖТ-79Л или ЖТКЗ-65 в зависимости от того, какая смазка была заправлена первоначально. Такую же смазку в объеме 2 см3 при каждом ТР-1 добавляют в узлы трения механической блокировки контроллера машиниста и зубчатых передач групповых переключателей, реверсоров и тормозных переключателей отечественных электровозов, а при необходимости и в цилиндры пневматических приводов. Утечки в пневматических цепях сверх допустимых норм выявляют и устраняют во время проверки работы аппарата.
Ремонт контактов. При зачистке стараются снять как можно меньше металла, чтобы не изменить форму контактов. Мелкие оплавления контактов и деталей высоковольтных аппаратов и застывшие брызги металла зачищают металлическими щетками, крупные - личным или бархатным напильником.
Контакты аппаратов цепей управления подгорают значительно меньше. Следует, однако, учитывать, что из-за малого значения рабочего напряжения даже при небольших подгарах низковольтных контактов может произойти полное нарушение цепи. Для улучшения искрогашения параллельно часто выключающимся контактам в схеме электровоза предусмотрены конденсаторы (на электровозах ЧС). Поэтому сильный подгар контактов может быть следствием пробоя конденсатора.
Как правило, сильно подгоревшие блокировочные контакты зачищают мелким надфилем или стальной хромированной палочкой, затем вместе с остальными контактами очищают кистью или технической салфеткой, смоченной в бензине. Серебряные блокировочные контакты обычно протирают чистым безволокнистым полотном, смоченным в бензине. Стальные блокировочные пальцы зачищают мелким наждачным полотном. Однако затем необходимо тщательно промыть их, так как корундовая пыль, попавшая между ними, может привести к нарушению электрической цепи. Зачистка медных и серебряных контактов стеклянным и наждачным полотном не допускается.
Приступая к зачистке контактов, особенно силовых, обязательно оценивают их состояние: цвет, размеры оплавления и характер распространения по поверхности контактов застывших брызг меди. Обычно состояние контактных поверхностей даже однотипных контакторов неодинаково. Это объясняется различием условий работы контакторов, частотой отключения, мощностью и индуктивностью отключаемых цепей и другими причинами. Так, контакторы, разрывающие токи цепи тяговых двигателей, работают в гораздо худших условиях по сравнению с контакторами, переключающими пусковые резисторы.
Основной причиной ухудшения состояния контактов является уменьшение их нажатия. Оно происходит не только при неправильной регулировке аппарата (см. с. 365), заедании его подвижной системы, но и в случае повреждения или нарушения регулировки притирающей, включающей или отключающей пружины. Пружина может также утратить упругие свойства из-за чрезмерного нагрева при ослаблении крепления или обрыве шунтирующего ее медного шунта, перебросе электрической дуги или недопустимом нагреве контактов аппарата. Последствия уменьшения контактного нажатия существенно усугубляются, если под действием вибрации кузова происходит изменение нажатия ("дребезжание") контактов включенного аппарата.
Другой причиной чрезмерного нагрева может быть неправильное сопряжение контактных поверхностей, что приводит к выгоранию металла в точке их касания и образованию пятна с шероховатой поверхностью. В дальнейшем эти подгары вызывают потемнение всего контакта и его оплавление.
В зависимости от конструкции аппаратов технологическими картами ТР-1 устанавливается, что длина линии касания должна быть не меньше 75-80% ширины контактов. Для проверки касания используют копировальную и тонкую (папиросную) бумагу. Отведя подвижный контакт рукой, закладывают между контактами копировальную и чистую бумагу, а затем опускают подвижный контакт. Линия касания четко отпечатывается при соударении контактов. Боковое смещение контактов не должно превышать 1 мм.
В большинстве случаев плохое сопряжение и прилегание являются результатом неправильной установки контактов при их смене: слабого крепления, перекоса, плохой пригонки. Поэтому, зачищая несильно подгоревший контакт, нужно надежно закрепить его и тщательно подогнать прилегание, сохраняя правильную форму контактной поверхности.
В некоторых случаях оплавление контактов может быть вызвано продолжительным горением дуги при отключении аппарата. Такие оплавления начинаются часто в стороне от линии сопряжения контактов. На самих контактах в рычагах в виде застывших капель металла остаются следы электрической дуги. Причиной более длительного, чем обычно, горения дуги может быть, например, межвитковое замыкание дугогасительных катушек аппарата. Чаще всего следствием межвиткового замыкания дугогасительной катушки бывает не только ухудшение состояния контактов, но и перекрытие изоляционных поверхностей электрической дугой.
Другой причиной более продолжительного горения дуги, сопровождающегося часто ее повторными зажиганиями, является заедание подвижной системы контактора, замедляющее его отключение. К таким же последствиям приводит неполное отключение подвижного контакта, как это случается в быстродействующем выключателе.
Неправильное, вернее, несвоевременное срабатывание аппарата вызывает оплавление контактов аппаратов, вообще не предназначенных для отключения под током, например, реверсоров, тормозных переключателей и т. п. Такое срабатывание аппарата происходит, например, при коротком замыкании на "землю" или взаимном замыкании низковольтных проводов, нарушенной регулировке блокировочных контактов и при неправильном управлении электровозом.
Наблюдения показывают, что при плохом состоянии контактных поверхностей коммутирующего аппарата при токе 10-20 А уже через 5-8 мин после включения температура нагрева контактов может достичь 230-240° С, что соответствует температауре плавления олова. Даже при таких сравнительно небольших токах через 30-40 мин нагрев контактов увеличивается до 1080-1090° С, что соответствует температуре плавления меди. Это приводит к образованию устойчивого моста из расплавленного металла между контактами включенного аппарата.
В результате могут произойти расплавление самих контактов, выплавление проводов и шунтов из наконечников, отжиг меди шунтов и их оплавление, обугливание изоляции включающих и дугогасительных катушек, выгорание смазки из узлов трения, сильное закопчение стенок и оплавление металлических деталей дугогасительных камер, перекрытие дугой изоляционных поверхностей и другие тяжелые последствия вплоть до пожара в высоковольтной камере.
Таким образом, ухудшение состояния силовых контактов практически всегда связано с ухудшением состояния всего аппарата. В некоторых электрических цепях даже небольшое ухудшение контакта может привести к очень неблагоприятным последствиям. Здесь имеются в виду цепи, в которых ток разделяется на две ветви с небольшим сопротивлением, соизмеримым с переходным сопротивлением контакта (например, параллельное включение двух обмоток возбуждения, резисторов в цепи ослабления возбуждения). В этом случае даже небольшой подгар контакта приводит к неравномерному распределению тока между ветвями, чрезмерному нагреву одной цепи по сравнению с другой, а в цепях ослабления возбуждения - даже к недопустимой перегрузке отдельных тяговых двигателей.
Следовательно, при обнаружении сильно оплавленных контактов ни в коем случае нельзя ограничиться их зачисткой или заменой. Необходимо определить причину оплавления, устранить ее, тщательно отрегулировать аппарат.
Нажатие контактов обычно проверяют пружинным динамометром. Учитывая, что пружины, прижимающие контакты аппаратов, имеют значительную жесткость, нажатие контролируют непосредственно в момент отрыва одного контакта от другого. Для этого между контактами зажимают тонкую бумажную полоску (рис. 65). Затем, зацепив динамометр за подвижный контакт, тянут его строго по линии отключения контакта, одновременно пытаясь вытащить бумажную полоску. Для исключения ошибки в измерении место подсоединения динамометра надо выбирать так, чтобы линия приложения усилия к динамометру проходила через точку соприкосновения контактов. Если этого нельзя сделать из-за особенностей аппарата, для зацепления динамометра выбирают другую удобную точку. При этом шкалу прибора тарируют таким образом, чтобы ее показания соответствовали действительному значению нажатия контактов. Показания приборов снимают непосредственно в момент ослабления бумажной полоски.
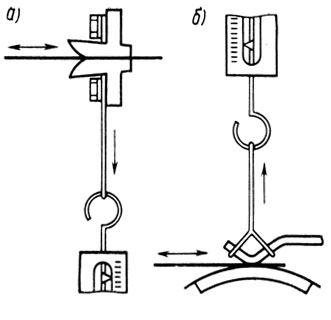
Рис. 65. Схемы проверки нажатия контактов
Качество контакта ножевых разъединителей характеризуется усилием на рукоятке: при включении оно должно быть 210-250 Н (21-25 кгс), а при отключении - 130-160 Н (13-16 кгс). При уменьшении усилий ниже указанных значений подтягивают болты и ослабленные пластинчатые пружины, а пружинные шайбы заменяют новыми.
Важными факторами, определяющими устойчивую работу подвижных контактных соединений, являются раствор (разрыв или раскрытие), притирание и провал контактов. Раствор - это кратчайшее расстояние А между контактами полностью выключенного реле или контактора (рис. 66). С одной стороны, при уменьшении раствора увеличивается вероятность повторного зажигания электрической дуги между контактами при включении аппарата. Возможны также случаи, когда дуга может вообще не погаснуть. У групповых переключателей в условиях повышенной ионизации воздушного пространства при отключении соседних контакторов может произойти перекрытие между контактами выключенного контактора, имеющего малый раствор контактов. С другой стороны, при увеличении раствора контактов больше номинального уменьшается нажатие и нарушается процесс притирания контактов.
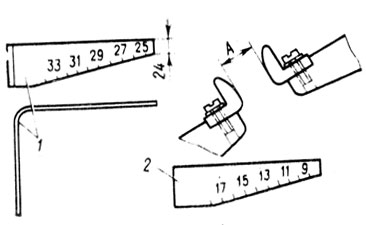
Рис. 66. Раствор контактов А и шаблоны для измерения раствора контактов: 1 - контакторов ПК. ПКГ, МК-310Б, МК-15-01, КВЦ-2А: 2 - переключателей ТК-8, PK-8 и контактора МКП-23
У большинства аппаратов раствор контактов удобно измерять штангенциркулем, однако целесообразнее применять для каждого аппарата проходные и непроходные шаблоны (см. рис. 66). Пользуясь измерительными приспособлениями, стараются не нажимать на контакты, чтобы не сместить их и не деформировать держатель. Особенно это относится к реле, имеющим небольшое нажатие контактов.
О притирании контактов уже говорилось ранее (см. с. 50), Надо помнить, что хорошее притирание обеспечивается геометрическими размерами деталей подвижного контакта, включающими и притирающими пружинами, формой контактов. У большинства аппаратов оно зависит от провала подвижного контакта.
Под провалом П подразумевают расстояние, которое мог бы пройти подвижный контакт, если у полностью включенного аппарата убрать неподвижный контакт (рис. 67). Однако в действительности измерить это расстояние не представляется возможным. Чаще всего провал определяют косвенно по зазору между контактодержателем и рычагом. Измеряют этот зазор в зависимости от конструкции контактной системы угловыми или линейными приборами.
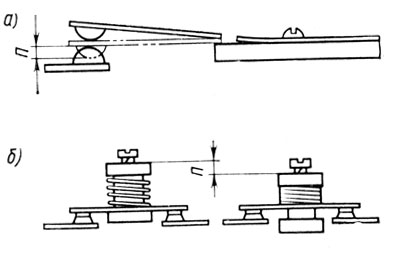
Рис. 67. Провал П контактов пальцевого (а) и мостикового (б) типов
Все осматриваемые на ТР-1 приборы и аппараты протирают чистыми техническими салфетками. Чтобы не допустить растворения изоляционного покрова, нельзя пользоваться бензином для протирки катушек аппаратов и других деталей, покрытых масляно-битумными лаками. Все остальные катушки, изоляторы и изоляционные стойки протирают салфетками, слегка смоченными бензином или спиртом. Особенно тщательно удаляют с деталей аппаратов и изоляционных частей металлические опилки, осевшие после зачистки контактов.
Токоприемники и крышевое оборудование. Техническое состояние токоприемников при ТР-1, как и при ТО-3, проверяют обычно без разборки узлов. Очищая от грязи трубы, валы, пружины, шарниры, гибкие шунты и изоляторы, оценивают их состояние, убеждаются на слух в отсутствии утечек воздуха в проходных изоляторах, подводящих трубах и цилиндрах токоприемников.
Если имеются признаки неисправности изоляторов токоприемника, то, отключив его от крышевого оборудования, измеряют сопротивление изоляции. Если оно окажется меньше 5 МОм, измеряют сопротивление изоляции каждого изолятора в отдельности. Изолятор бракуют при сопротивлении изоляции меньше 20 МОм или повреждениях, превышающих нормы.
Особое внимание уделяют проверке состояния всего верхнего узла токоприемника, включая полоз и каретки. Перемещая каретки токоприемника рукой, убеждаются в их подвижности, свободном, без заеданий перемещении во всех возможных положениях. Например, каждый полоз токоприемника П-5 электровоза ВЛ10 может поворачиваться относительно продольной оси на 5-8°. Четыре пружины дают возможность всему верхнему узлу поворачиваться на небольшой угол вокруг поперечной оси токоприемника.
Все детали верхнего узла внимательно осматривают, обращая внимание на то, чтобы они не были погнуты, не имели трещин, вмятин и повышенного износа валиков, втулок и направляющих. При износе втулок и валиков больше допустимого их заменяют. Убеждаются в исправности оттяжных пружин, правильности и прочности закрепления их концов. Проверяют исправность шплинтов и других стопорящих деталей.
Для примера на рис. 68 показаны места характерных неисправностей верхнего узла токоприемников электровозов ЧС. Осматривая скосы 4, убеждаются в отсутствии деформаций труб от ударов и плотном прилегании концов медных пластин 3 к трубам. Угол наклона скосов составляет 45°, его изменение обычно также является следствием ударов. При осмотре контактной поверхности стремятся выявить трещины 7 или излом металлокерамических накладок, следы наволакивания меди 8 контактного провода, подгар и поджог 9 накладок, ослабление их крепления 10, пропилы в накладках от контактного провода и возможный их предельный износ 15. Убеждаются в отсутствии истощения смазки 14 между накладками.
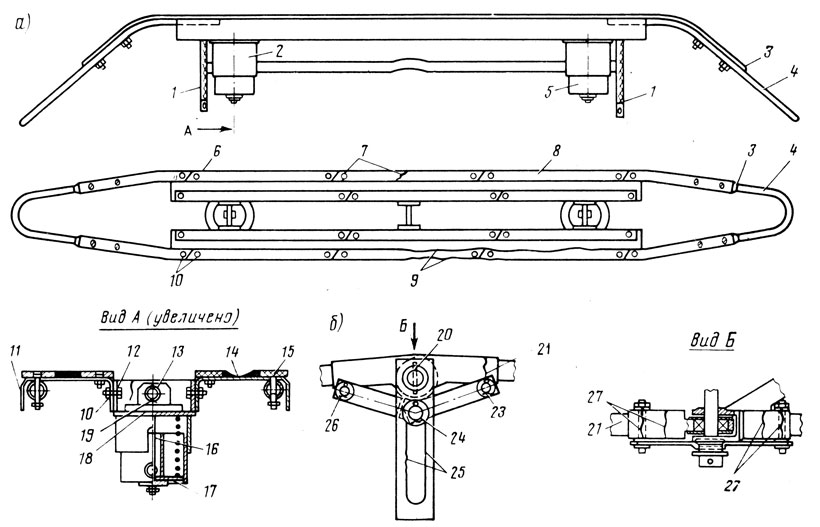
Рис. 68. Места характерныхнеисправностей верхнего узла токоприемников электровозов ЧС: а - верхний узел в сборе; б - узел каретки
Осмотр каркаса полоза имеет целью выявить его возможные деформации 6 и прожоги 11. Нередко можно обнаружить трещины и даже излом перемычек 12 и ослабление их крепления 10 к каркасу. Для оценки выработки 13 в отверстиях перемычки и проушин стаканов используют щуп толщиной 1 мм. С особым вниманием следует осмотреть стаканы. При взаимном трении верхнего 2 и нижнего 5 стаканов на их поверхностях может появиться большая выработка. При обрыве шпильки 16 стакана нетрудно заметить перекос полоза относительно каретки. Сравнительно редко может произойти выдавливание дна 17 нижнего стакана. Обращают также внимание на отсутствие трещин и изломов в месте приварки проушин 18 к верхнему стакану.
Срез или излом штифта 20 в каретке обнаруживается по развороту кулисы. При проверке состояния деталей из силумина убеждаются в отсутствии трещин и изломов 27. Ослабление крепления 21 труб верхней рамы в этих деталях обычно можно заметить по нарушениям слоя краски. Выработка 25 поверхности кулисы должна быть в пределах нормы. Во всех шарнирах проверяют выработку 23 валиков и отверстий и убеждаются в отсутствии изломов, сильного износа или утери шплинтов 19, 22, 24 и 26. Обязательно проверяют состояние всех шунтов 1У убеждаясь в их целости и исправном креплении.
Большинство замен полозов токоприемников из-за износа контактных пластин или угольных вставок приходится на ТО-2, ТО-3 и ТР-1. Поэтому даже сравнительно небольшое депо, выполняющее обслуживание и ремонт только указанных видов, должно иметь хорошо оборудованное отделение по ремонту полозов.
При подготовке к монтажу новых контактных пластин полоз очищают от старой графитовой смазки. Вначале его обстукивают молотком, а затем обрабатывают с помощью дробеструйного аппарата или кордоленты и металлической щетки. Полозы ремонтируют на специальных массивных оправках, повторяющих их конфигурацию. Пользуясь молотком, каркас полоза правят так, чтобы на его рабочей поверхности вогнутости не превышали 2 мм на всем горизонтальном участке и 0,5 мм при измерении по ширине полоза. Ровная поверхность полоза способствует созданию хорошего электрического контакта между пластинами и каркасом полоза.
При установке накладок на каркасе в несколько рядов, чтобы средние накладки не возвышались над крайними, полоз слегка "просаживают" в средней части. Выправленный каркас повторно осматривают, выявляя трещины и прожоги. В зависимости от характера трещины и прожога их заделывают дуговой или газовой сваркой либо ставят стальные накладки толщиной 1,5 мм. Чтобы не допустить заметного утяжеления полоза, длину сварного шва делают не более 400 мм. Накладки приваривают с внутренней стороны на широкой поверхности и с любой стороны (наружной или внутренней) на боковых поверхностях. Одновременно заваривают и зачищают излишние и не сответствующие чертежу отверстия под винты.
Чтобы обеспечить нормальную работу токоприемника при проходе воздушных стрелок и в других местах, где контактный провод заходит на боковую поверхность полоза, очень важно выдержать точно соответствующими чертежу радиус закругления и угол склонов. На токоприемниках электровозов ЧС склоны выполнены из стальных тонкостенных трубок. В случае необходимости их правят на шаблоне, предварительно подогревая в пламени газовой горелки. При ремонте токоприемников других электровозов для получения соответствующего угла и радиуса загиба склона делают угловые вырезы в отбортовке полоза, загибают склон, шов заваривают и зачищают.
После выправки и ремонта полоз промывают бензином, а контактные поверхности каркаса смазывают тонким слоем технического вазелина или специальной антикоррозионной смазки АК. Все остальные поверхности полоза покрывают смесью антикоррозионной битумной пасты 1 (три весовые части) и антикоррозионной смазки АК (одна часть).
При использовании металлокерамических накладок для улучшения контакта между накладками и каркасом под контактными пластинами укладывают свободно или приваривают к полозу точечной сваркой либо припаивают медную ленту толщиной 0,4-0,6 мм. Допускается заменять ленту цельноштампованной медной пластиной.
Заводы-изготовители выпускают металлокерамические контактные пластины длиной 300 и 600 мм, поэтому на практике применяют два варианта размещения пластин на полозе токоприемника (рис. 69). Поскольку контактные пластины из спеченного материала толще медных на 1,0-1,5 мм, под концевые скосы подкладывают стальную или медную полосу соответствующих размеров.
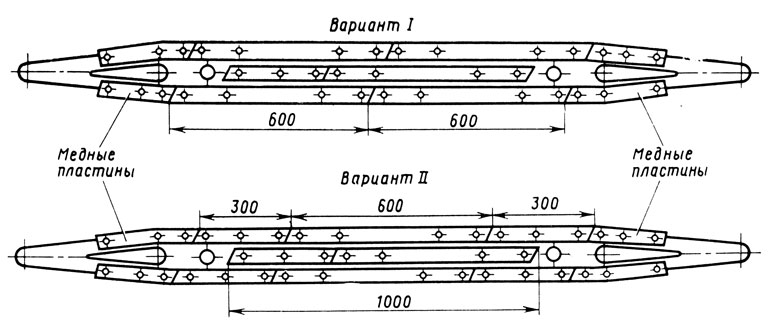
Рис. 69. Варианты размещения на полозе токоприемника металлокерамических контактных пластин
Металлокерамические пластины устанавливают на полозе так, чтобы между рядами оставалось место для сухой графитовой смазки. На полозах токоприемников электровозов ЧС для увеличения зазора между рядами пластин не менее чем на 10 мм пластину устанавливают, свешивая за край полоза на 1,0-1,5 мм.
Для изготовления новых медных накладок используют поставляемые промышленностью полозы соответствующего профиля. Чтобы обеспечить плавный проход контактного провода через стык двух накладок, их концы выполняют скошенными под углом 45°, применяя при навеске специальные пневматические ножницы.
Отрезанные заготовки размечают по шаблону или без разметки, в кондукторе просверливают отверстия диаметром 6 мм для крепящих винтов и зенкуют их под углом 60°. Для крепления медных и металлокерамических накладок применяют винты из латуни, имеющие угол заточки головок винтов, одинаковый с углом зенковки отверстий в накладках.
Допустимо применение типовых латунных винтов с углом конуса 45°. При этом в металлокерамических пластинах делают зенковку на глубину 2,5-3,0 мм.
Винты крепят гайками, ставят пружинные шайбы или контргайки. Обращают внимание на то, чтобы головки винтов находились заподлицо с рабочей поверхностью медных накладок или были утоплены на глубину не более 0,75 мм. В металлокерамических накладках головки крепящих винтов утапливают на 1,0-1,5 мм. В этом случае отверстия в пластинах над головками винтов заполняют сухой графитовой смазкой СГС-Д. При недостаточном углублении головка винта быстро износится и нарушится прочность крепления контактных пластин.
После закрепления накладок щупом 0,1 мм проверяют плотность их прилегания к каркасу. Зазоры в стыках между пластинами свыше 1,0 мм не допускаются.
Скольжение контактного провода по поверхности полоза не должно встречать никаких препятствий. Поэтому стыки между контактными пластинами, задиры, выбоины и прожоги на пластинах тщательно запиливают. Напильником или образивным кругом запиливают острые боковые грани металлокерамических пластин до образования фаски 3-5 мм.
Полозы с установленными накладками передают в специальное помещение для нанесения твердой графитовой смазки. Это помещение должно иметь площадь не менее 8- 12 м2 и быть оборудованным вытяжными устройствами для удаления вредных летучих веществ, образующихся при разогревании смазки.
Непосредственно перед нанесением на полоз сухую графитовую смазку СГС-0 разогревают в специальном бачке с электроподогревом до температуры 170-180° С, чтобы смесь приобретала необходимые консистенцию и вязкость. При более высокой температуре выгорает кумароновая смола. Такая смазка плохо наносится на полоз и легко выкрашивается после остывания.
Вблизи от нагревательного бачка располагают приспособление для нагрева и заправки полоза горячей смазкой. На приспособлении располагают не менее двух полозов так, чтобы при нанесении смазки на один из них другой прогревался на нагревательных элементах до температуры 150-170° С.
Чтобы смазка не остывала в момент нанесения, для ее заправки в полоз используют лопатку с электроподогревом. Этой лопаткой разравнивают смазку на полозе и уплотняют ее в пространстве между накладками так, чтобы она легла чуть выше контактной поверхности. Излишки смазки собирают обратно в бачок. Смазку в бачке периодически перемешивают.
Нанесение графитовой смазки на полоз облегчает приспособление, разработанное в депо Пенза III (рис. 70). Полоз укладывают на передвижной стол 11, оборудованный электроподогревом. Путем подачи воздуха в верхнюю полость пневматического цилиндра 13 к полозу прижимается утюг 10, соединенный широким отверстием с резервуаром 9 для графитовой смазки. Резервуар и утюг оборудованы электроподогревом. Твердые куски графитовой смазки, предварительно размельченные на куски объемом приблизительно 1 см3, засыпают в резервуар через верхнюю крышку и прижимают поршнем, соединенным штоком 8 с цилиндром 6. Резервуар 9 и цилиндр 6 смонтированы на общей раме 7.
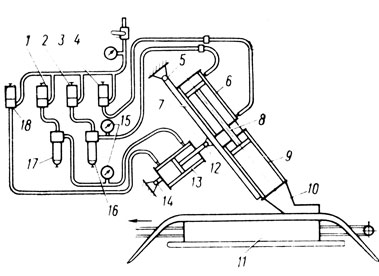
Рис. 70. Приспособление для нанесения графитовой смазки СГС-0 на полоз токоприемника
При подаче воздуха в верхнюю полость цилиндра 6 разогретая до температуры 170-180° С графитовая смазка выдавливается в полости между контактными пластинами через отверстия в узкой части подошвы утюга. По мере продвижения полоза в направлении, указанном стрелкой, графитовая смазка уплотняется и разглаживается заподлицо с верхней поверхностью контактных пластин.
Для перемещения стола с полозом используется асинхронный электродвигатель. На рис. 70 показано положение полоза к моменту завершения нанесения смазки. Перемещение узлов приспособления в заданных направлениях обеспечивается наличием шарниров 5, 12 и 14. Для реверсирования хода поршней в цилиндрах 6 и 13 используются электромагнитные вентили 2, 3 и 1, 18. Усилие прижатия утюга к полозу и усилие, с которым выдавливается смазка из резервуара, можно регулировать золотниковыми питательными клапанами 16 и 17. Требуемое давление воздуха в системе контролируют по манометрам 15. Установка подключается к пневматической сети депо краном 4.
Смазка при движении электровоза образует на поверхности контактного провода графитовую пленку, обладающую хорошими смазывающими свойствами и не препятствующую созданию надежного контакта. Однако сухая графитовая смазка из-за присутствия кумароновой смолы является плохим проводником, ее удельное электрическое сопротивление составляет 4•103 Ом•мм2/м. Если оставить валик смазки выше медных накладок, то при подъеме токоприемника в месте его соприкосновения с контактным проводом может произойти чрезмерный нагрев, оплавление и даже пережог провода.
При движении электровоза контактный провод образует пропилы в валике твердой смазки и застревает в них. Это приводит к вибрации токоприемника, отрыву его от контактного провода и появлению искрения. Поэтому после нанесения графитовой смазки для ее остывания полоз помещают на стеллаж. Затвердевшую смазку запиливают заподлицо с накладками напильником или приспособлением, состоящим из набора ножовочных полотен.
Большей производительности по сравнению с ручной обладает механизированная опиловка с помощью приспособлений, изготовленных по типу разработанного в депо Пермь. Полоз токоприемника помещают на подпружиненном основании в корыте-бункере, используемом для сбора снимаемых излишков смазки. По направляющим, установленным на стенках бункера, вдоль полоза перемещается электродвигатель с зубчатым редуктором и фрезой. Уровень слоя смазки, снимаемого фрезой, может изменяться благодаря наличию с обеих ее сторон нажимных роликов, имеющих регулировочные винты и опирающихся на контактные пластины полоза.
Рабочие места, где ремонтируют и заправляют полозы сухой графитовой смазкой, должны хорошо освещаться и иметь вытяжную вентиляцию. При выполнении работ рабочим необходимо пользоваться защитными очками и пылевым респиратором.
В ряде депо эксплуатируют электровозы постоянного тока, полозы токоприемников которых оборудованы угольными вставками. При ремонте полоза заменяют негодные вставки, а также крепящие их корытца и скобы. Для улучшения контакта между угольными вставками и каркасом полоза устанавливают медную подложку из ленты толщиной 0,5 мм.
Собранные полозы хранят на специальных стеллажах в закрытых сухих помещениях.
Осматривая рамы токоприемников, убеждаются в надежности крепления труб в шарнирах и проверяют зазоры в шарнирах и силуминовых деталях. Суммарный аксиальный зазор в шарнирах рамы и зазоры между валиком и втулкой в силуминовых деталях допускаются не более 0,5 мм. Все шарнирные соединения смазывают.
При обнаружении трещин, прожогов или вмятин глубиной 5 мм на трубах верхних и нижних рам, погнутости и трещин в рамах токоприемники ремонтируют. В большинстве случаев для высококачественного выполнения такого ремонта токоприемник целесообразно передать в специализированное отделение в обмен на исправный.
Проверяют крепление основания токоприемника, пневматического привода, его деталей и прочность затяжки болтовых соединений на наружных пружинах. У токоприемников отечественных электровозов, у которых для уплотнения пневматического привода использованы кожаные манжеты, через один ТР-1 осуществляют ревизию цилиндра пневматического привода и прожировку манжет. У токоприемников с резиновыми кольцами, например на электровозах ЧС, ревизию цилиндра выполняют при ТР-2.
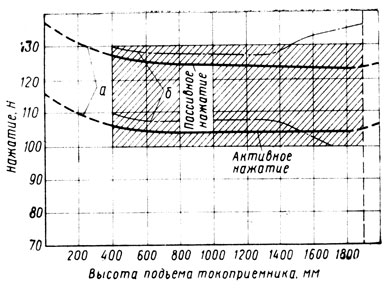
Рис. 71. Статическая характеристика токоприемника П-5 при нормальной работе (а) и при заедании в верхнем положении (б)
В заключение ТР-1 проверяют статическую характеристику - нажатие полоза на контактный провод в пределах рабочей высоты при подъеме и опускании токоприемника (рис. 71, заштрихована зона допустимых значений нажатия). При проверке токоприемник соединяют с воздушной магистралью и поднимают. Затем, зацепив за распорки 1 (рис. 72) верхних рам динамометр 2, плавно (без рывков) опускают токоприемник, контролируя показания динамометра через каждые 100-150 мм, после чего, сдерживая токоприемник, позволяют ему также плавно, без ускорения подняться до предельной высоты, продолжая следить за показаниями динамометра. При движении вниз, прилагая к динамометру усилия Fд (рис. 73), приходится преодолевать усилие подъемной пружины Fп и сопротивление движению F'тр, обусловленное трением в шарнирах Fтр и возможным заеданием подвижных деталей. При движении вверх сопротивление движению, напротив, препятствует подъему токоприемника, благодаря чему к динамометру требуется прикладывать меньшее усилие. Таким образом, разность показаний динамометра при движении токоприемника вверх и вниз равна удовоенному значению силы сопротивления. Результаты измерений должны соответствовать техническим данным токоприемников.
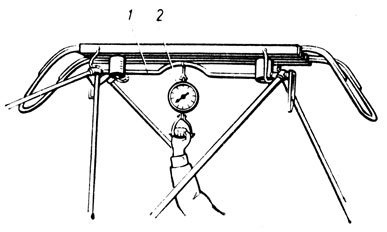
Рис. 72. Проверка статической характеристики токоприемника
В любом случае разность контактных нажатий на одной и той же высоте при подъеме и опускании токоприемника не должна превышать 30 Н (3 кгс), причем для большинства токоприемников колебание контактного нажатия при движении в одном направлении (вверх или вниз) не должно быть более 10-15 Н (1-1,5 кгс). К выпускаемым в последнее время токоприемникам, например установленным на электровозах ЧС, могут быть предъявлены более жесткие требования. Разность контактных нажатий в рабочем диапазоне высоты при подъеме и опускании токоприемников, как правило, не превышает 20 Н (2 кгс). Превышение этого значения указывает на наличке повреждений или на нарушение технологии сборки аппарата.
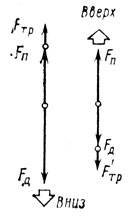
Рис. 73. Векторная диаграмма действующих сил
Улучшения статической характеристики достигают устранением заеданий в шарнирах, сменой или добавлением смазки, но основную регулировку нажатия полоза на контактный провод осуществляют изменением натяжения подъемных пружин и геометрии их установки (см. подробно на с. 352).
Проверяют работу редукционного клапана, о четкости работы которого судят по времени и характеру подъема и опускания токоприемника. Включение производят с пульта управления в кабине машиниста. Плавный подъем токоприемника должен несколько замедляться в зоне подхода к контактному проводу, чтобы не наблюдалось удара о контактный провод. При выключении, быстро начав опускаться, токоприемник должен плавно замедлить движение при подходе к упорам и без ударов садиться на амортизаторы. Время подъема и опускания токоприемника проверяют хронометром. Оно не должно превышать значений, указанных в технических требованиях, предъявляемых к токоприемникам данного типа. Например, средние значения времени подъема и опускания токоприемника П-5 в диапазоне рабочей высоты 400-1900 мм равны соответственно 6 и 5 с.
При больших отклонениях от указанных значений выполняют регулировку с помощью редукционного устройства, которое состоит из крана и воздухораспределителя. Ручка крана тягой связана с рычагом штока пневматического цилиндра токоприемника. Изменением длины тяги и угла поворота валика тяги с помощью болтов на рычаге можно регулировать опускание токоприемника. Удлиняя или укорачивая тягу, соответственно ускоряют или замедляют опускание токоприемника. Время подъема токоприемника регулируют специальным винтом воздухораспределителя.
Вероятной причиной повреждения редукционного клапана может быть сильное загрязнение воздушных клапанов, износ клапанов и седел или ослабление затяжки пружин и других регулирующих устройств. Неисправные клапаны, обнаруженные при ТР-1, в большинстве случаев заменяют заранее отремонтированными.
Поверхность вилитового разрядника, опорных изоляторов шин, расположенных на крыше электровоза, и изоляторов крышевых разъединителей осматривают и протирают в соответствии с требованиями, предъявляемыми к изоляторам высоковольтной аппаратуры.
Защитный кожух разрядника снимают для лучшего доступа к поверхности изолятора. Убеждаются в отсутствии сквозных трещин в фарфоровом корпусе и его армировке. Разрядники с трещинами и ослабшей армировкой, имеющие повреждение глазури или сколы свыше 10% длины пути перекрытия, заменяют исправными. Если на счетчике срабатывания, включенном в цепь заземления, зафиксировано более пяти срабатываний, разрядник снимают для проверки на пробой переменным током нормальной частоты на испытательной станции депо.
Характерными повреждениями крышевых разъединителей являются трещины в корпусе фарфоровых изоляторов и ослабление их армировки. Треснувший изолятор обычно даст о себе знать уже при измерении сопротивления изоляции крышевого оборудования. Ослабление армировки нетрудно обнаружить при легком покачивании изолятора.
Для проверки технического состояния крышевых разъединителей PBH-004T электровоза ВЛ10 их необходимо разблокировать. Контакты крышевых разъединителей очищают и промывают от загрязнений, зачищают возможные оплавления. При необходимости измеряют нажатие контактов. В заключение смазывают контактные поверхности.
У реактора Д-8Г электровоза ВЛ10 при необходимости заменяют шунт, а катушки покрывают лаком. Протирают антенну радиостанции и ее изоляторы, осматривают и крепят ослабшие соединения.
Высоковольтная аппаратура. Осмотр снятых или поднятых дугогасительных камер аппаратов позволяет не только выявить их дефекты, но и дает информацию о признаках неудовлетворительной работы самих аппаратов. Поэтому оценку состояния дугогасительных камер следует проводить с учетом назначения аппарата и особенностей его работы.
У быстродействующих выключателей отечественных электровозов, зачищая контакты напильником от наплавлений, верхние края округляют радиусом 3 мм для лучшего распределения электрической дуги по поверхности контактов.
Осматривая индуктивный шунт быстродействующего выключателя, проверяют надежность изоляции его медной шины относительно шихтованного пакета. Проверку осуществляют прозвоночной лампой напряжением 127/220 В переменного тока. Один провод от сети подсоединяют к шине, другой - к прозвоночной лампе. Свободным концом прозвоночной лампы касаются шихтованного пакета. Если лампа не загорается, изоляцию считают исправной.
Групповые переключатели отечественных электровозов при систематическом уходе и осмотре достаточно надежны в работе. Приступая к осмотру переключателей, проверяют их работу под действием воздуха при нажатии вручную на кнопку электромагнитных вентилей. Вращение вала должно быть плавным, время перехода из одного положения в другое - соответствовать установленным нормам. Это время характеризует скорость сближения и расхождения контактных элементов. Быстрое включение контактов сопровождается ударом подвижных частей, что впоследствии может вызвать их поломку. Изменение скорости размыкания контактов может иметь еще более тяжелые последствия. Объясняется это тем, что при размыкании между контактами возникает электрическая дуга, для быстрого и надежного гашения которой и предназначен контактор. При более быстром, чем это предусмотрено конструкцией аппарата, расхождении контактов дуга сопровождается завихрениями. Такое дугогашение неустойчиво, электрическая дуга часто выдувается в неправильном направлении, и может произойти ее переброс на заземленные части. Кроме того, при слишком быстром переключении с позиции на позицию может нарушиться нормальное течение переходных процессов в коммутируемых цепях, поскольку ток в них не будет успевать достигать установившихся значений.
При слишком медленном расхождении контактов выключающего контактора увеличивается возможность повторного зажигания дуги между ними. Это приводит к увеличению времени гашения дуги и может быть причиной повышенного прогара стенок камеры и расплавления контактов и других деталей контактора.
Вращение кулачкового вала переключателя, осуществляющего отключение контакторов, может замедлиться при уменьшении вращающего усилия или увеличении сопротивления этому усилию. Вращающее усилие уменьшается в результате снижения давления воздуха, засорения воздухопроводов, малого хода электропневматического вентиля или утечки воздуха через неплотности кожаных манжет цилиндра.
Пневматический привод бракуют, если на слух обнаруживают утечки воздуха через крышки цилиндров и манжеты поршней или удары поршней об ограничители и крышки. При утечке воздуха через крышу меняют уплотняющую прокладку. Кожаные манжеты, пропускающие воздух, заменяют вновь прожированными. Для этого снимают крышку и вручную поворачивают кулачковый вал так, чтобы неисправный поршень встал ближе к отверстию. Заменяя манжету, проверяют крепление шпильки поршня. Поставленную манжету надежно закрепляют, иначе детали крепления могут при эксплуатации электровоза попасть между поршнем и крышкой цилиндра и заклинить переключатель в промежуточном положении.
Сопротивление вращению пневматического привода и кулачкового вала может увеличиться в результате перекоса вала, заедания или ослабления подшипников, сильно заниженного расположения контакторных элементов, чрезмерного нажатия контактов или изменения профиля кулачковых шайб.
Профиль может изменяться, если в нарушение действующей технологии для обеспечения правильной последовательности включения и выключения контакторных элементов подпиливают или наваривают выступы кулачков. В этих случаях получается или очень пологий по сравнению с нормальным, или очень крутой профиль кулачка. Пологий склон приводит к замедленному отключению контактов. Очень крутой скос, хотя и обеспечивает быстрое перемещение подвижного контакта, значительно увеличивает сопротивление при включении контакторного элемента. Поэтому при регулировании момента срабатывания контактора не следует прибегать к обработке кулачковых шайб.
Порядок включения и отключения контакторных элементов определяется условиями работы электрической цепи локомотива и задается обычно разверткой кулачкового вала (см. с. 372). При проверке развертки контролируют последовательность срабатывания контакторов, раскрытие и нажатие контактов.
Для проверки развертки на конец главного вала группового переключателя устанавливают градуированный диск так, чтобы нулевое положение диска совпало с начальным положением переключателя. У выключающих вентилей пневматического привода для облегчения вращения вала отсоединяют воздухопроводы. Затем на квадратный конец вала надевают ключ и, вращая с его помощью вал, определяют углы поворота, при которых происходит соприкосновение контактов и заканчивается притирание. В фиксированных положениях вала специальным щупом контролируют раскрытие отключенных контактов и динамометром измеряют нажатие включенных контактов. Результаты измерений записывают в таблицу.
Обычно развертку корректируют подъемом или опусканием кронштейнов контакторного элемента. Поднятие верхнего кронштейна приводит к запаздыванию момента касания контактов, а следовательно, и момента полного включения; опускание верхнего кронштейна, наоборот, - к более раннему касанию.
Перемещение нижнего кронштейна возможно лишь в небольших пределах и поэтому используется редко. Как и в случае перемещения верхнего кронштейна, корректировка развертки с помощью нижнего кронштейна приводит к изменению раскрытия и нажатия контактов. Так, при смещении верхнего кронштейна вверх позднее наступает момент включения контактов и раньше - момент отключения. Однако при этом увеличивается раскрытие и уменьшается нажатие контактов в фиксированных положениях.
Если при смещении кронштейнов раскрытие контактов выходит за установленные пределы, можно прибегнуть к регулировке развертки перемещением всего контакторного элемента. Изменение нажатия в большинстве случаев можно компенсировать подбором притирающих пружин соответствующей жесткости. Пружины изготовляют с возможным отклонением в характеристиках ±3%, так что разница в нажатиях, обеспечиваемых самой слабой и самой сильной пружинами одной партии, может достигнуть 6%.
Главные переключатели электровозов ЧС2, ЧС2Т и ЧС3 требуют большего внимания в эксплуатации. Поэтому работы по обслуживанию этих переключателей при ТР-1 по своей трудоемкости немногим отличаются от работ, выполняемых при других текущих ремонтах. В то же время близкие им по конструкции переключатели ослабления возбуждения, разрывающие меньшие токи при незначительных напряжениях, требуют сравнительно небольшого ухода.
Наиболее тяжелым нарушением работы главных переключателей электровозов указанных серий является перекрытие изоляционных шайб с перебросом электрической дуги с подвижных контактов на кулачковый вал. Характер неисправностей главных (групповых) переключателей на электровозах различных серий в большей степени определяется особенностями схем соединения тяговых двигателей и пусковых резисторов. Перекрытие кулачковых шайб может быть следствием уменьшения частоты вращения привода, нарушения развертки, изменения угла скоса кулачковых шайб, уменьшения раскрытий на позиции в фиксированном положении вала, заедания в шарнирах подвижных контактов, загрязнения и замасливания поверхности кулачковых шайб и т. п.
Для ремонта главных переключателей в комплексной бригаде целесообразно создать специализированную группу из слесарей высокой квалификации. Выполнение всех работ должен постоянно контролировать бригадир или мастер. Проверку развертки следует осуществлять только в присутствии мастера, старшего мастера или приемщика локомотивов.
После подъема дугогасительных камер, управляя переключателем с помощью контроллера машиниста, проверяют раскрытие контактов на всех позициях при наборе и сбросе. Затем внимательно осматривают аппарат и приступают к очистке контактов от брызг и оплавлений. Учитывая, что в эксплуатации контакты хорошо прирабатываются друг к другу, легкую очистку целесообразнее выполнять металлическими щетками и лишь в отдельных случаях напильником, но так, чтобы не нарушить форму контактов и особенно поверхность соприкосновения. Застывшие брызги металла счищают обычно не только с контактов, но и с силуминовых держателей.
Сильно оплавленные контакты, потемневшие от чрезмерного нагрева или имеющие толщину менее 4 мм, заменяют. Ослабшие контакты закрепляют. При смене контактов с помощью копировальной бумаги подгоняют до нормальных пределов поверхность их соприкосновения.
После зачистки, крепления и смены контактов и неисправных кулачковых шайб приступают к проверке развертки. Проверку осуществляют четыре человека: двое проверяют включение и отключение контакторов, один регулирует последовательность срабатывания контакторов путем обработки скосов кулачковых шайб и один, перекрыв кран на подводящем воздухопроводе, вращает пневматический привод специальным ключом или штурвалом.
Регулировка развертки ГП является самой трудоемкой и ответственной операцией, при выполнении которой требуется соблюсти очень жесткие требования к одновременности и последовательности срабатывания контакторов. Существо этих требований можно пояснить на примере ситуации, представленной на рис. 74 и показывающей соотношения между углом поворота кулачкового вала ГП, моментами включения-выключения и значениями раскрытия контактов.
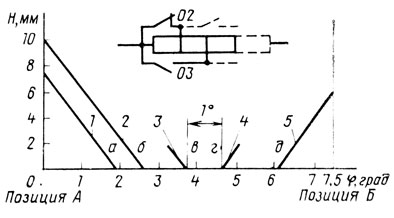
Рис. 74. Зависимость раскрытия контактов Н от угла поворота кулачкового вала группового переключателя φ и момента включения-выключения контакторов
Как показано на схеме, контактор 02 на некоторой позиции А включен, и по нему протекает ток тяговых двигателей. После включения контактора 03 при переходе с позиции А на позицию Б весь ток будет протекать уже только через его контакты, что позволяет отключить контактор 03 без тока и, следовательно, без износа контактов и деталей камеры. Притирание контактов при включении и выключении происходит в течение поворота кулачкового вала ГП на Г. Поэтому между моментами соприкосновения контактов контактора 03 и отрыва друг от друга контактов контактора 02 нужно обеспечить поворот вала не менее чем на 1°.
Если контактор 03 имеет на позиции А минимально допускаемое раскрытие 7,5 мм, то есть включение происходит в точке а (линия 1). Заметим, что линейный контактор, имеющий на позиции А раскрытие 10 мм, замкнет свои контакты в точке б (линия 2). Контактор 02 может иметь на позиции Б раскрытие 6 мм, и, значит, он должен начать включаться не позднее чем в точке д (линия 5). На интервале ад срабатывание контакторов 03 и 02 может происходить в любой момент, но так, чтобы точка г всегда была правее точки в не менее чем на 1°.
Если отрегулировать развертку так, как показано на рис. 73 (линии 3 и 4), нужная последовательность срабатываний контакторов 03 и 02 будет обеспечена. Однако в эксплуатации по мере износа контактов контактор 03 будет включаться позднее (точка в будет перемещаться вправо), а контактор 02 - отключаться раньше (точка г будет перемещаться влево). Значит, чтобы не регулировать часто развертку, нужно как можно более отдалить друг от друга моменты срабатываний контакторов 03 и 02, установив при новых контактах минимальные раскрытия на позициях А и Б.
Одновременность включения и отключения контакторов с допуском соответственно 0,3 и 1 мм проверяют щупами (шаблонами) такой же толщины. Так, при проверке правильности включения нескольких контакторов, замыкающихся одновременно с допуском 0,3 мм, контакты одного из них подводят друг к другу до соприкосновения и в этом положении проверяют раствор между контактами остальных контакторов. Развертка считается правильной, если между контактами не проходит шаблон толщиной 0,3 мм.
При нарушении необходимой одновременности и очередности включения и отключения контакторов развертку подгоняют, обрабатывая с помощью остро заточенного зубила и напильника скосы кулачковых шайб. Лишь в отдельных случаях ее можно скорректировать постановкой контактов соответствующей толщины. Чтобы не изменить угла скоса кулачковых шайб при их пригонке, обработку шайб непосредственно на электровозе целесообразно выполнять без предварительной разметки при помощи кондуктора. Кондуктор состоит из двух половин. Соединенные с одной половиной хомут и направляющие проходят в отверстие другой половины, а входящий в прорезь хомута клин удерживается от выпадания флажком. Освободив клин в хомуте и развернув обе половины кондуктора, надевают кондуктор на кулачковую шайбу, а затем, ударив по клину, плотно обжимают шайбу обеими половинами.
Излишки тела шайбы срубают остро заточенным зубилом вдоль рабочих поверхностей кондуктора. Их поверхность упрочнена термообработкой. Кулачковые шайбы в небольших пределах (0,1-0,8 мм) удобнее пригонять не зубилом, а напильником. Обработка скосов кулачков для регулировки развертки со временем приводит к уменьшению раскрытий контактов на позиции и является основной причиной частой смены кулачковых шайб, поэтому злоупотреблять ею не следует.
Раскрытие контактов на фиксированных позициях по мере износа контактов увеличивается, и поэтому его можно было бы не контролировать в эксплуатации. Однако при ремонте ГП раскрытие контактов может уменьшиться из-за сильной опиловки (подрубки) скосов шайб или в результате установки нового, более толстого контакта. По этим причинам раскрытие контактов обязательно проверяют не только до ремонта переключателя, но и после него, когда пневматическая сеть управления может быть наполнена сжатым воздухом. Для проверки целесообразно пользоваться проходными шаблонами, размеры которых соответствуют минимальным допускаемым раскрытиям контактов.
Разница раскрытий контактов на одной и той же позиции при остановке в момент набора и сброса объясняется люфтом кулачкового вала, складывающимся из люфта пневматического двигателя и редуктора зубчатой передачи. Люфт кулачкового вала не нормируется, хотя на отдельных позициях он может достигать больших значений.
Так, разность раскрытий контактов ряда контакторов на 20-й позиции группового переключателя 18КН при остановках в момент набора и сброса может достигать 2,0-2,5 мм. Такое различие считается в практике вполне допустимым; оно определяется сопротивлением пружин большой группы отключающихся контакторов. Однако при больших значениях люфта следует внимательно осмотреть переключатель, так как причиной его может быть повреждение привода, например срез шпонки на кулачковом валу.
При массовом изготовлении кулачковых шайб в цехе новые заготовки размечают по чертежам завода специальным прибором. При единичной смене шайб на электровозе их целесообразно размечать по шайбам, снятым с электровоза. Это объясняется тем, что в процессе ремонта групповых переключателей и регулировки последовательности замыкания контактов контакторов профиль шайб претерпевает значительные изменения и каждая вновь поставленная кулачковая шайба, изготовленная по чертежам, требует длительной пригонки на различных позициях.
Снятую с электровоза полушайбу укладывают в прибор (рис. 75) ступицей вниз и прижимают к центру 1 винтами 3. Пользуясь стрелкой 4, слесарь по шкале 2 фиксирует углы вершин скосов, а затем по сделанным записям размечает новую шайбу. Вершину скоса кулачка, соответствующую позиции с малым раскрытием контактов, размечают обычно с припуском 1,0- 1,5° по образующим стрелкам прибора, угол наклона которых соответствует чертежному углу скоса кулачков шайб переключателя.
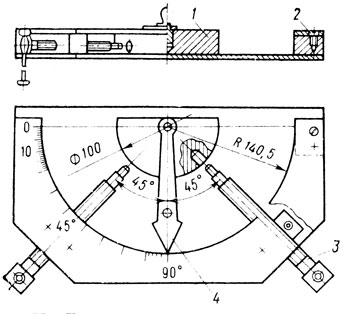
Рис. 75. Прибор для разметки кулачковых шайб главных переключателей
Устраняя последствия перекрытия кулачковых шайб электрической дугой, отбирают отдельно шайбы, имеющие незначительные повреждения. Для восстановления свойств их поверхности острым лезвием ножа счищают сажу, а оставшуюся копоть тщательно смывают тампоном, смоченным в бензине. После этого поверхность шайбы обрабатывают на шлифовальном станке с применением пасты ГОИ до появления блеска и протирают бензином. Отремонтированная таким образом кулачковая шайба в отличие от вновь изготовленной при поставке не требует длительной и трудоемкой пригонки.
При перебросе электрической дуги на корпус переключателя в пламени дуги могут чрезмерно нагреться и потерять упругость включающие пружины или привариться шарниры подвижных контактов. Недопустимый нагрев пружины может произойти также при ослаблении крепления или обрыве шунта. Уменьшение нажатия пружины на электровозах ЧС2, ЧС2т и ЧС3 приводит не только к оплавлению контактов, но и к нарушению последовательности включения контактов. Поэтому каждый раз при устранении последствий переброса электрической дуги необходимо проверять нажатие силовых контактов переключателя.
Электромагнитные вентили пневматического привода, пропускающие воздух вместе с воздухораспределительными коробками, снимают с электровоза для ревизии в аппаратном цехе. Проверяют уровень смазки в приводе и при необходимости добавляют ее. При появлении посторонних шумов и стуков проверяют состояние зубчатой передачи и подшипников кулачкового вала.
Основные требования по ремонту электрических аппаратов наиболее полно находят свое отражение при обслуживании индивидуальных контакторов электровозов ЧС. Поэтому остановимся только на некоторых специфических особенностях ухода за ними. Эти особенности определяются прежде всего характером неисправностей аппаратов (рис. 76).
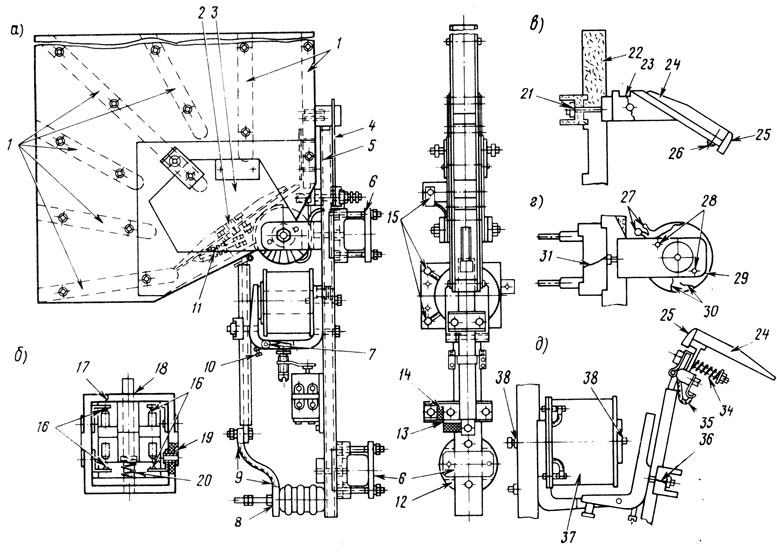
Рис. 76. Места характерных неисправностей электромагнитного контактора электровоз зов ЧС: а - контактор в сборе; б - блок-контакты; в - неподвижный контакт; г - дугогасительная катушка; д - электромагнит с подвижным контактом
Для осмотра и ремонта аппарата дугогасительную камеру снимают. Сильное закопчение и прогар ее стенок обычно наблюдаются в непосредственной близости (3) от силовых контактов. Камеру очищают от закопчения, а при наличии сильного прогара, трещин или излома перегородок (1) передают для ремонта в аппаратное отделение. При снятии камеры полезно убедиться в отсутствии трещин или излома фиксатора (4).
Контролируя техническое состояние контактора, целесообразно в первую очередь выявить неисправности, которые требуют выполнения ремонта аппарата со снятием с электровоза. Значительная часть таких неисправностей выявляется при осмотре несущего стержня и размещенных на нем деталей крепления различных узлов аппарата. Без каких-либо затруднений выявляются следы перекрытия или повреждения поверхности изоляции (5) стержня, трещины в ней и обугливание (22). Большего внимания требует выявление трещин в планках (6), держателях (12, 31), изоляционных колодках (13, 35) и кронштейне (23) неподвижного контакта. Изломы в указанных местах обычно быстро могут быть обнаружены по смещению узлов и деталей. Нужно помнить, что трещины и изломы являются следствием больших усилий при затяжке крепящих болтов и гаек. Поэтому устранять обнаруженное ослабление крепления (8, 14, 21, 28, 37) следует достаточно осторожно.
Электромагнитный контактор подлежит ремонту в аппаратном отделении при следующих неисправностях: межвитковом замыкании или пробое изоляции включающей катушки (55), оплавлении или обгорании выводов (27) дугогасительной катушки, пробое ее изоляции (29), наличии трещин (30) в ней, чрезмерной выработке призмы или посадочного места для нее, а также во всех других случаях, когда после устранения неисправности требуется сложная регулировка аппарата.
При обнаружении неисправностей блокировочного устройства: заедании штока блокировки (18), сильном подгаре контактов (16), трещине или изломе корпуса (17), ослаблении запрессовки контактного держателя (19) и изломе пружины (20), полезно заменить блокировочное устройство новым или заранее отремонтированным без снятия с электровоза всего аппарата.
Сравнительно несложно непосредственно на локомотиве устранить такие неисправности, как неполное притирание (2) силовых контактов при включении, их предельный износ или подгар (25). Оплавление и сильное закопчение, ослабление крепления (26), обгар и оплавление рога (24), обрыв или обгар шунта (34), заедание ярма на оси (7), обрыв жил шунта (9), ослабление контргайки и нарушение регулировки (Ю), ИЗЛОРЙ или нарушение регулировки притирающей пружины (II).
При осмотре электромагнитных контакторов электровозов ЧС2, ЧС2т и ЧС3 обязательно убеждаются в исправности резистора, шунтирующего выводные концы включающей катушки. Он служит для снятия перенапряжений, возникающих при выключении катушки. Такую же роль играют резисторы, подсоединенные параллельно другим приборам в низковольтной цепи электровоза: электромагнитным вентилям, защелкам щитов высоковольтной камеры и некоторым реле. Повреждение резистора создает угрозу пробоя изоляции включающей катушки.
При ремонте индивидуальных контакторов отечественных электровозов особенно внимательно осматривают медные шунты, проверяют их крепление. Нередко можно наблюдать ослабление и даже выплавление жил из наконечника, их распущение и обрыв, появление трещин в перемычке наконечника. У электропневматических контакторов возможны пробой изоляции дугогасительной катушки, нарушение изоляции в ее выводах и выгорание рога. Характерной неисправностью является выработка отверстий для валика в шарнире подвижного контакта или изоляционной тяги низковольтной блокировки. Возможна потеря жесткости притирающей пружины подвижного контакта. Медленное отключение пневматических контакторов обычно происходит из-за ослабления пружины в пневматическом цилиндре, а удары при включении и небрежный уход могут иметь следствием срыв резьбы болтов крепления крышки цилиндра.
Осматривая пневматические контакторы, обязательно убеждаются в хорошем нажатии блокировочных контактов и их прилегании не менее чем на половине контактной поверхности. Во включенном и выключенном положениях аппарата блокировочные контакты должны отстоять от края сегмента не менее чем на 2 мм с учетом свободного хода сегмента держателя из-за зазоров в приводе.
При смене контактов индивидуального контактора новый контакт обычно слегка закрепляют винтом и включают привод аппарата. Благодаря большому нажатию вновь поставленный контакт хорошо прижимается к старому по наиболее широкой поверхности соприкосновения. В таком положении контакт закрепляют, после чего проверяют с помощью копировальной бумаги и доводят до нормы прилегание.
Заземляющие контакторы после зачистки контактов и проверки крепления проводов регулируют так, чтобы они включались при открытии дверей высоковольтной камеры на 100-120 мм.
Сегменты реверсоров и тормозных переключателей для уменьшения трения и износа смазывают. Загрязненная смазка со временем, собравшись под одним из контактных пальцев, препятствует прохождению тока через него. В результате большая токовая нагрузка ложится на другие пальцы, что может привести к их чрезмерному нагреву и даже приварке. Поэтому сегменты всех высоковольтных аппаратов барабанного типа очищают от старой смазки сначала салфетками, смоченными в бензине, а затем сухими и заново смазывают тонким слоем технического вазелина.
Внимательно осматривают все резисторы и индуктивные шунт ы. Проверяют сопротивления по группам, а при необходимости и по отдельным элементам. Для пусковых резисторов допускают отклонение их номинального значения от + 12 до -7,5%. Стабилизирующие резисторы считаются исправными, если их сопротивления имеют отклонения не более чем на ±5% номинального значения.
Проверяют крепление гаек стяжных и опорных шпилек ящиков резисторов. Убеждаются в исправности рам резисторов. Целость изоляции ящиков и шпилек пусковых и стабилизирующих резисторов, а также резисторов ослабления возбуждения проверяют, измеряя их сопротивления мегаомметром.
Заменяют ящики с сильно покоробленными, прожженными и сломанными элементами. В отдельных случаях допускают к дальнейшей эксплуатации покоробленные чугунные резисторы при условии, что соседние элементы не соединяются друг с другом. Спиральные фехралевые резисторы заменяют при наличии трещин и разрушений ребристых изоляторов. В последние годы число таких повреждений постоянно уменьшается в результате применения изоляторов, изготовленных из кордиелита.
Заменяют демпферные резисторы и резисторы пусковой панели с поврежденными изоляторами, спиралями и выводами, оплавленными в местах соединения. Оборванные спирали резисторов при условии сохранения в норме общего значения сопротивления соединяют болтовым зажимом или сваривают. Трещины в крышках ящиков резисторов заваривают и закрашивают.
Осматривая слаботочные трубчатые резисторы, убеждаются в прочном креплении трубок и исправном состоянии выводов. Явными признаками повреждения резистора являются закопчение или оплавление предохранительного покрытия. Нередки случаи появления трещин в местах пайки жестких соединений между отдельными элементами трубчатых резисторов электровозов ЧС. Поврежденные соединения перепаивают заново паяльником. У этих же резисторов может ослабнуть крепление ползунка. В этом случае, контролируя сопротивление, вновь устанавливают ползунок так, чтобы не повредить открытые нити резистора, затем его надежно закрепляют.
o Измеряя сопротивления электрических печей, проверяют их исправность, убеждаются в отсутствии перегоревших элементов. Электрические печи, имеющие обрыв цепи, заменяют. По окончании ремонта убеждаются в том, что крышки печей прочно закрыты, провода хорошо закреплены на корпусах печей, а свободные отверстия заглушены.
На электровозах ЧС2 дополнительно контролируют исправность электрических блокировок на пульте управления, предупреждающих возможность снятия щитов при включенном калорифере. Электровентиляторы калориферов обычно снимают для ревизии в аппаратном цехе. Если в нагревательных элементах обнаружены признаки чрезмерного нагрева, то для проверки и регулировки в аппаратный цех передают термостаты контроля нагрева воздуха в кабинах и вблизи калориферов.
Обязательно обращают внимание на исправность заземления корпусов печей и калориферов. Правилами ремонта запрещается передавать в эксплуатацию электровоз, имеющий незаземленные корпуса аппаратов и печей и незащищенные высоковольтные провода, проходящие вне высоковольтной камеры.
Высоковольтные предохранители заменяют при выпадании сигнализаторов, свидетельствующем о перегорании плавкой вставки, при наличии трещин в корпусе и других явных повреждениях. Запас предохранителей пополняют. Обращают внимание на соответствие номинальных токов предохранителей токам защищаемых цепей.
Низковольтная аппаратура. Оценку состояния контроллера машиниста отечественных электровозов начинают с проверки последовательности включения и выключения его контакторных элементов. Эту работу обычно выполняют два человека, один управляет контроллером, а другой убеждается в правильном срабатывании аппаратов. Одновременно с перемещением рукоятки по позициям проверяют исправность всех механических блокировок и замков. На электровозах ЧС убеждаются в исправном действии переключающего и блокирующего устройств (электромагнитных защелок) контроллеров.
На электровозах ВЛ10, ВЛ8 и ВЛ23 при проверке развертки контроллера обязательно контролируют раскрытие контактов в каждом фиксированном положении. Пружины при полностью разомкнутых контактах не должны сжиматься до полной посадки витков. Для регулировки раскрытия и провала под контакторные элементы подкладывают ровные прокладки или заменяют контакты. Убеждаются в том, что свободный ход барабанов не превышает нормы.
Для регулировки последовательности срабатывания контакторных элементов аппарата кулачковые шайбы и блокировочные рычаги не вырубают и не подпиливают. Заменяют контакторные элементы с трещинами в изоляторах или деталях механизмов. Замене также подлежат элементы с ослаблением осей. По мере осмотра и ремонта аппарата, если это требуется, добавляют смазку ЦИАТИМ-201 в подшипники, шарниры и на трущиеся поверхности. Благодаря применению медно-графитового материала для изготовления контактов контроллеров электровозов ЧС поверхность сегментов барабанов не смазывают. В правильном прилегании контактов убеждаются по следам, оставляемым ими на поверхности сегментов.
При проверке работы кнопочных выключателей КУ и выключателей управления отечественных электровозов обращают внимание на состояние пружин и контактов, разрыв и прилегание контактов. Сегментодержатели выключателей КУ при наличии прожженных мест на стороне контакта заменяют новыми. Сегменты при необходимости зачищают, ослабшие колодки на стержнях кнопок закрепляют. Убеждаются в том, что нож выключателя управления во включенном положении имеет плотный контакт с неподвижными контактами. Выключатели управления ВУ-223А электровозов ВЛ8 и ВЛ10 осматривают со снятием дугогасительных камер.
Для осмотра электромагнитных контакторов ТКПМ-111 (КПМ-111) и ТКПМ-131 электровозов ВЛ10 (ВЛ8) их полностью отключают от сильноточных низковольтных цепей. Дугогасительные камеры снимают, зачищают и протирают. Наряду с проверкой крепления токоведущих деталей, состояния пружин, свободного перемещения подвижных частей, состояния поверхности всего контактора и рабочих поверхностей контактов убеждаются в том, что смещение подвижного контакта относительно неподвижного не превышает 1,5 мм. Касание контактов контакторов ТКПМ происходит линейно, при этом длина линии касания должна быть не менее 75% ширины контактов.
Для удаления пыли и грязи, скопившихся на аппаратуре, используют сухой сжатый воздух давлением не выше 300 кПа (3 кгс/см2). Прозрачные кожуха блокировок аппаратов протирают сухими салфетками. Использовать для протирки кожухов из полистирола керосин, бензин, ацетон или другие растворители нельзя, так как полистирол от этого теряет прозрачность.
Для осмотра низковольтных аппаратов, расположенных в кабине электровоза ЧС2, снимают щиты с торцовой части пульта управления и откидывают монтажную панель. Все выключатели на пульте осматривают снизу, убеждаются в отсутствии видимых повреждений, плотном креплении и исправности подходящих проводов.
У выключателей электровоза ЧС2 нередко происходят излом кнопок и ослабление фиксирующих пластин. Новые пластины изготовляют из бронзы, а кнопки в условиях депо - из капрона. Поставив кнопку, убеждаются в четкой ее фиксации в каждом рабочем положении. Плавно переводя кнопку, легко ощутить момент соприкосновения контактов и ход во время их притирания. При необходимости убеждаются в достаточном разрыве и провале контактов, осматривая их через слюдяные вставки сбоку выключателя.
При открытых щитах пульта управления, пользуясь хорошим доступом, заменяют отдельные неисправные приборы. Таким прибором на электровозе ЧС2 чаще всего может быть зуммер, разрегулированный или с перегоревшей катушкой, или тепловое реле времени в цепи контакторов отопления электровоза, в котором перегорел нагревательный резистор. Покачивая рукой штепсельные разъемы, проверяют плотность их посадки. При необходимости разъемы укрепляют, до отказа затягивая кольцо.
У двух- и трехсекционных локомотивов, а также у электровозов, работающих по системе многих единиц, проверяют соединительные провода и розетки межкузовного (междуэлектровозного) соединения. Контакты зачищают, проверяют крепление розеток. Сжатые контакты разводят и проверяют каждый контакт контрольным гнездом.
Осматривая клапаны токоприемников, тифонов, свистков и песочниц, закрепляют отдельные детали и подходящие провода и обращают внимание на отсутствие утечек. При серьезных нарушениях работы клапан заменяют и передают для ремонта в аппаратный цех.
Для осмотра регулятора снимают кожух. При необходимости зачищают контакты и проверяют крепление проводов и деталей. Регулятор давления АК-ПБ электровозов ВЛ 8, ВЛ10 и ВЛ23 (если это требуется по результатам предварительной проверки) Настраивают на включение при давлении воздуха 750 кПа (7,5 кгс/см2) и выключение при 900 кПа (9 кгс/см2). Перепад регулируют винтом-упором подвижного контакта. Убеждаются в отсутствии масла на диафрагме, а также в том, что наименьший рабочий раствор контактов не менее 5 мм. Установку регулятора давления проверяют окончательно при проверке электровозам под высоким напряжением после завершения ремонта.
Автоматические выключатели управления и вентиль электрического торможения при необходимости регулируют. На электровозах ЧС, например, контролируют размыкание контактов автоматического выключателя управления при давлении воздуха в магистрали 250 кПа (2,5 кгс/см2).
При осмотре арматуры освещения и сигнализации заменяют перегоревшие лампы, треснувшие, разбитые плафоны, стекла. Убеждаются в отсутствии перетирания подводящих проводов.
Осмотром и прозвонкой проверяют состояние низковольтных предохранителей. Один конец лампы подсоединяют к корпусу электровоза, а другим последовательно касаются выводов от всех предохранителей. Свечение лампы указывает на исправность предохранителя. Обязательно следует убедиться в соответствии площади сечения плавкой вставки указанному на предохранителях значению тока.
Оплавленные контакты держателей предохранителей зачищают. При необходимости контакты поджимают так, чтобы они плотно обжимали головки трубок. Низковольтные предохранители с открытыми вставками на отечественные электровозы не ставят. Запас предохранителей на электровозе обязательно пополняют.
При осмотре панелей управления отечественных электровозов убеждаются в том, что неподвижные контакты рубильников плотно прилегают к ножам и обеспечивают надежный линейный контакт. Убеждаются в отсутствии ослабления или люфта ручек рубильников.
Осмотр регулятора напряжения СРН-7У-3 начинают с проверки состояния угольных контактов. Неподвижные контакты заменяют при уменьшении их выступающей части до 1 мм, при этом их толщина должна быть менее 35 мм. Предельная толщина подвижного контакта, равная 13 мм, определяется шириной держателя. При установке новых неподвижных контактов толщиной 45±0,5 мм их прочно закрепляют в держателях, а по мере износа передвигают.
Контакты регулятора, выгоревшие на большей части поверхности соприкосновения, а также всё вновь установленные очищают мелким стеклянным полотном и подгоняют друг к другу. После зачистки регулятор продувают слабой струей сжатого воздуха.
Проверяют исправность всех электрических соединений регулятора. Убеждаются в отсутствии заеданий и помех передвижению подвижной системы. Суммарный разрыв контакта в эксплуатации поддерживают равным 0,5-1 мм, не допуская его увеличения более 1,5 мм. Поэтому, приступая к настройке регулятора, устанавливают зазор, равный нижнему пределу. Напряжение регулируют изменением натяжения пружины.
У реле обратного тока Р-15Е панели управления осматривают катушки и выводы. Измеряют провал главных контактов, который должен быть в пределах 2,5-3 мм. Разрыв главных и вспомогательных контактов поддерживают соответственно в пределах 6-7 и 4-5 мм. На оборотной стороне панели управления обязательно проверяют крепление подводящих проводов резисторов.
Для ремонта и регулировки распределительного щита электровозов ЧС2, ЧС2т и ЧС3 снимают защитный кожух. При текущих ремонтах осматривают резисторы и соединения на задней части панели. Убеждаются в отсутствии касания этими соединениями кожуха распределительного щита, проверяют исправность упоров и регулируют реле напряжения первого и второго генераторов при раздельной и параллельной работе.
Аккумуляторная батарея. Открыв полость ящиков, продувают аккумуляторную батарею сжатым воздухом, обязательно соблюдая правила безопасности. Затем очищают от пыли элементы аккумуляторной батареи и внутренние стенки ящиков. Техническими салфетками очищают от продуктов коррозии, грязи и соли доступные поверхности элементов, перемычки между ними, выводные болты и гайки. Если аккумуляторная батарея установлена в ящике на тележке, направляющие салазки и ролики тележки протирают и убеждаются в том, что выдвижение тележки происходит без заеданий и перекосов.
Проверяют надежность контактов в соединениях между элементами и убеждаются в исправном состоянии подводящих проводов. Осматривают пробки или крышки элементов батареи, измеряют уровень электролита и при необходимости доливают дистиллированную воду. Если пониженный уровень электролита создает угрозу оголения и разрушения пластин, то излишне высокий уровень электролита не так опасен для аккумулятора, однако при заряде избыточный электролит выливается, загрязняя поверхность элементов и вызывая появление токов утечки. Следствием повышенного уровня электролита является понижение его плотности. Но обычно при нормальной эксплуатации аккумуляторной батареи плотность электролита непосредственно на электровозе корректируют в редких случаях. При обнаружении отклонений от нормальной плотности более чем у 30% элементов батарею передают в аккумуляторное отделение. Там плотность корректируют и осуществляют подзаряд батареи в течение 4-7 ч нормальным зарядным током, численно равным емкости данной батареи, деленной на 4.
При осмотре батареи на электровозе обязательно измеряют напряжение каждого элемента без нагрузки и под нагрузкой, пользуясь нагрузочной вилкой (пробником). Напряжение полностью заряженных элементов составляет 1,34-1,36 В. При измерении нагрузочной вилкой с включенным резистором напряжение элементов равняется 1,15-1,2 В. Элементы или целиком ящики с несколькими элементами, имеющие заниженное напряжение, заменяют исправными и выполняют уравнительный подзаряд. Для этого используют передвижную установку для разряда-заряда или снимают батарею с электровоза для подзаряда в аккумуляторном отделении. Так же поступают при наличии записи в журнале технического состояния электровоза о глубоком разряде аккумуляторной батареи, когда напряжение на каждом элементе упало до 0,8 В.
Учитывая сжатые сроки простоя электровозов в ТР-1, допускается производить ускоренный заряд аккумуляторных батарей - первые 2 ч током, в 2,5 раза большим нормального зарядного тока (например, для батареи 40КН-125 током 80 А), последующие 2 ч - нормальным зарядным током (31 А). При ускоренном заряде внимательно следят за температурой, не допуская ее выше +45° С для составного электролита и +30° С для электролита из едкого кали. Если необходимо, заряд прерывают до остывания электролита.
Во время долива дистиллированной воды часть ее может попасть на поверхность элементов. Поэтому, окончив осмотр, батарею протирают сухими салфетками и затем все доступные металлические и токоведущие части элементов и межэлементные перемычки покрывают техническим вазелином или свободным от кислот солидолом. Содержание поверхности аккумуляторов в чистом и исправном состоянии препятствует образованию солей, окислению и загрязнению поверхностей и тем самым устраняет возможность возникновения коротких замыканий и утечек тока, снижающих емкость элементов.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'