14. Электрические машины
Общие сведения. При ТР-1 и ТР-2 осматривают основные узлы тяговых двигателей и вспомогательных машин, проверяют их техническое состояние, при необходимости ремонтируют или заменяют их исправными, если обнаруженные дефекты не могут быть устранены без снятия электрических машин с электровоза.
В передовых крупных депо цехи ТР-1 и ТР-2, как правило, имеют ремонтные стойла, оснащенные комплексом технических средств для осмотра, проверки и ремонта тяговых двигателей, позволяющих обеспечить высокую степень механизации работ, в первую очередь трудоемких операций, предусмотренных технологическим ремонтным процессом, сократить время ремонта электрических машин, повысить его качество и культуру. На таких стойлах предусмотрены стационарные или передвижные домкраты для вывешивания колесных пар и прокручивания тяговых двигателей, устройства для продувки электрических машин сжатым воздухом с отсосом пыли, средства для сушки изоляции электрических машин, для заправки моторно-осевых подшипников, приспособления для прослушивания моторно-якорных подшипников, запрессовки в них смазки, для проверки и ремонта коллекторов и др.
К осмотру электрических машин приступают, убедившись предварительно, что снаружи они очищены и при открытии коллекторных люков в них не смогут попасть снег, вода, грязь.
Сушка изоляции. В цехах текущего ремонта в зимних условиях поддерживают плюсовую температуру, поэтому рекомендуется устанавливать электровоз на ремонтные канавы с неохлажденными тяговыми двигателями и вспомогательными машинами. Резкий перепад температуры при постановке охлажденного электровоза в теплый цех вызывает образование инея на обмотках и коллекторах электрических машин и интенсивное увлажнение их изоляции. Поэтому зимой, как правило, электровозы ставят на ремонтные стойла отапливаемых цехов сразу после эксплуатации, когда электрические машины их не успели сильно охладиться и температура их обмоток и коллектора не ниже температуры цеха более чем на 5-6° С; при такой разнице температур образование инея не происходит. Остывшие вспомогательные машины перед установкой электровозов в цех при необходимости можно прогреть, подключив их к контактной сети на 15-20 мин.
В депо Курган, и других депо, в которых все ремонтные стойла оборудованы калориферной сушкой, установлен такой порядок: отцепляемый от поезда на плановый или неплановый ремонт электровоз поступает в цех не позднее чем через 1,5 ч. Дежурный моторист сразу подключает тяговые двигатели к калориферной установке, при этом подогрев происходит без образования влаги на якоре и полюсах, а следовательно, без снижения сопротивления изоляции тяговых двигателей, и длительной сушки изоляции не требуется.
В случаях когда электровоз в цех текущего ремонта устанавливают с охлажденными электрическими машинами, принимают меры, исключающие резкое увлажнение изоляции обмоток и коллекторов, которое весьма опасно и может привести к пробою изоляции обмоток или коллектора. К таким мерам относится продувка тяговых двигателей и вспомогательных машин воздухом. Продувку осуществляют сначала в течение 15-20 мин воздухом, имеющим температуру цеха, а затем подогретым от стационарных или передвижных калориферных установок. При продувке из двигателя удаляется смешанная с грязью влага, пока она не успела проникнуть внутрь изоляции.
Предварительная продувка машин весьма целесообразна еще и потому, что позволяет сократить время сушки изоляции обмоток тяговых двигателей, а иногда и вообще исключить ее.
При ТР-1 и ТР-2 сопротивление изоляции цепей тяговых двигателей и вспомогательных машин в холодном состоянии должно быть не менее 1,5 МОм. Если сопротивление изоляции ниже, то выявляют неисправные участки цепей. При этом отдельно проверяют каждый тяговый двигатель или вспомогательную машину. Увлажненные обмотки электрических машин целесообразно также выявлять, применяя приборы контроля влажности. (Принцип работы прибора ПКВ изложен на с. 270.) Тяговые двигатели или вспомогательные машины, сопротивление изоляции которых ниже установленной нормы, подвергают сушке, не снимая их с электровоза.
Применяют калориферную, токовую или комбинированную сушку изоляции электрических машин. Наибольшее распространение получила калориферная сушка. Калориферная сушка исключает случаи повреждения коллекторов из-за чрезмерного нагрева отдельных коллекторных пластин или групп пластин, которые возможны при токовой сушке, не требует передвижения электровоза в процессе сушки, уменьшает время простоя электровоза, так как одновременно с калориферной сушкой можно осуществлять ремонт остальных узлов электровоза.
Тяговые двигатели подсоединяют к воздуховоду 4 (рис. 49) калориферной установки цеха брезентовыми рукавами 6. В воздуховод 4 от нагревательного электрического (в отдельных случаях парового) элемента 7 специальным вентилятором 1 подается подогретый воздух. Для того чтобы сушка была эффективной, необходимо подавать в каждый двигатель 15-20 м3/мин подогретого до температуры 90-100° С воздуха. Опыт показывает, что для ускорения процесса сушки через каждые 1,5-2 ч питание калорифера целесообразно отключать на 15-20 мин, оставляя вентилятор включенным.
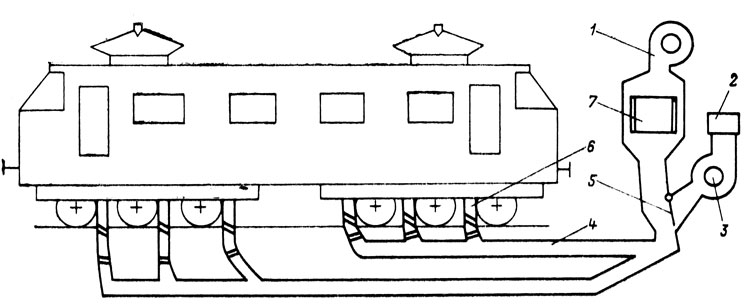
Рис. 49. Схема установки электровозов для калориферной сушки изоляции тяговых двигателей: 1 - мотор-вентилятор калорифера; 2 - фильтр; 3 - мотор вентилятор отсоса; 4 - воздуховод; 5 - заслонка; 6 - брезентовый рукав; 7 - нагревательный элемент
Токовая сушка изоляции обмоток тяговых двигателей осуществляется путем пропускания через них тока от источника низкого напряжения.
Схема сушки тяговых двигателей электровоза постоянного тока от источника низкого напряжения приведена на рис. 50. В качестве источника низкого напряжения использован сварочный генератор СГ, который подключается к цепи электровоза через низковольтную розетку РН-1. Ток при этом устанавливается примерно равным 50% значения тока для каждого типа тягового двигателя при часовом режиме и составляет: для тяговых двигателей ДПЭ-400 - 150А, НБ-406 - 200А, ТЛ-2К1 и НБ-407Б - 230А, AL-4846eT и AL4846 - 250А.
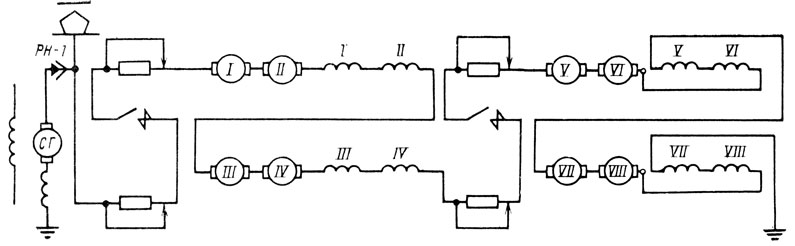
Рис. 50. Схема сушки тяговых двигателей от источника низкого напряжения на ходовой позиции контроллера машиниста: РН-1 - розетка низковольтная; СГ - сварочный генератор; I-VIII - тяговые двигатели и их обмотки
Перед началом токовой сушки коллектор протирают сухой, чистой салфеткой; во избежание повышенного нагрева коллекторных пластин обеспечивают надежный контакт между щетками и коллектором по контактной поверхности щетки. При проведении токовой сушки коллекторные люки держат открытыми, это позволяет благодаря конвекции воздуха ускорить отвод испарений из двигателя и сократить время сушки изоляции. При токовой сушке необходимо следить за состоянием коллектора, не допуская чрезмерного нагрева коллекторных пластин, находящихся под щетками, который возможен при длительной сушке, а также в случаях нарушения контакта между щетками и коллектором или превышении тока сушки сверх указанных значений.
Нагрев коллектора и особенно отдельных пластин или групп пластин свыше 100° С опасен, так как может привести к поджогу или выпучиванию отдельных коллекторных пластин; такие дефекты впоследствии могут стать причиной ухудшения условий работы скользящего контакта и потребовать неплановой обточки, а в некоторых случаях выкатки двигателя для ремонта коллектора. Кроме того, необходимо иметь в виду, что при токовой сушке, когда ток проходит через все обмотки двигателей, возникает опасность самопроизвольного движения электровоза. Поэтому на двухсекционных электровозах, где имеется такая возможность, переключают реверсор одной секции на встречное направление движения по отношению к первой. Можно также исключить самопроизвольное движение электровоза (на односекционных электровозах) путем шунтирования обмоток возбуждения тяговых двигателей, пропуская ток только через обмотки якорей, добавочных полюсов, компенсационную обмотку. Высыхание зашунтированных обмоток полюсов при этом происходит благодаря повышению температуры внутри двигателя.
Чтобы ускорить процесс сушки изоляции, разрешается применять также метод комбинированной сушки, т. е. осуществлять нагрев обмоток тяговых двигателей одновременно изнутри - пропусканием через них тока и снаружи - обдуванием горячим воздухом. Этот способ особенно эффективен при глубоком увлажнении изоляции.
В процессе сушки изоляции электрических машин необходимо периодически, через 40-60 мин, измерять и записывать в журнале значения сопротивления изоляции. В начале сушки сопротивление изоляции может уменьшаться, а затем при просыхании обмоток начнет увеличиваться. Периодические измерения необходимы для того, чтобы зафиксировать момент, когда сопротивление изоляции достигнет установившегося значения и затем начнет повышаться. Сушка изоляции считается законченной, когда оно составит не менее 1,5 МОм. Во время замеров сопротивления изоляции и при токовой сушке все работы на электровозе прекращают. Сопротивление изоляции обмоток проверяют мегаомметром на 2,5 кВ.
Проверка и ремонт щеточного аппарата и коллектора тяговых двигателей. Для осмотра и проверки технического состояния основных узлов тяговых двигателей колесную пару домкратами поднимают на 15-20 мм от рельсов и осуществляют прокручивание тягового двигателя. Проворачивают якорь через колесную пару вручную или с помощью специальных приспособлений.
Осматривают коллектор, щеткодержатели, электрощетки и другие доступные для осмотра узлы. По состоянию коллектора и электрощеток можно судить о коммутационной и потенциальной устойчивости тягового двигателя в эксплуатации. При нормальной работе тягового двигателя его коллектор покрыт ровной оксидной пленкой (политурой) светло-коричневого цвета, имеет гладкую полированную поверхность.
Пленка образуется в результате прохождения тока от электрощетки к коллектору (под катодной электрощеткой), когда мельчайшие частицы угля переносятся на коллектор и, сгорая, образуют на его поверхности тонкий оксидный слой. Наличие пленки улучшает условия токосъема, так как она увеличивает переходное сопротивление в щеточном контакте и уменьшает коммутационный ток в коммутирующем контуре. Кроме того, оксидная пленка защищает поверхность коллектора от воздействия искрения и уменьшает его износ в эксплуатации. Поэтому коллектор, у которого имеется такая пленка, не следует без надобности шлифовать или протачивать. Такой коллектор прочищают жесткой волосяной или капроновой щеткой, чтобы удалить из межламельных канавок пыль и грязь, и протирают техническими салфетками, смоченными в бензине.
Если на поверхности коллектора обнаруживают следы искрения, "натяг" меди в межламельных канавках, повышенный износ рабочей поверхности и другие дефекты, то это свидетельствует о неудовлетворительной работе скользящего контакта. Выясняют причины возникновения указанных дефектов и принимают меры по их устранению.
В первую очередь замеряют биение коллектора и износ его рабочей поверхности, тщательно проверяют, нет ли выступания отдельных коллекторных или изоляционных пластин. Биение коллектора 4 (рис. 51) проверяют индикатором 3, укрепленным на стойке 2. Стойку с помощью струбцины 1 крепят к остову у верхнего коллекторного люка. При вращении якоря выполняют замер на рабочей поверхности коллектора под серединой электрощеток, а также на расстоянии 10-20 мм от наружного торца коллектора.
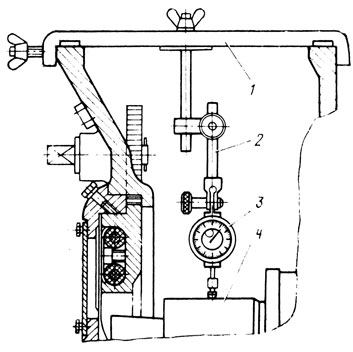
Рис. 51. Устройство для проверки биения коллектора: 1 - струбцина; 2 - стойка; 3 - индикатор; 4 - коллектор
Выработку коллектора определяют линейкой и щупом. Линейку кладут вдоль коллекторных пластин и щупом измеряют зазор между ней и коллектором. Более точно износ коллектора можно измерить специальным приспособлением (рис. 52). Для этого приспособление устанавливают на коллектор параллельно пластинам. Биение коллектора должно быть не более 0,1 мм, выработка, как правило, - не более 0,2 мм.
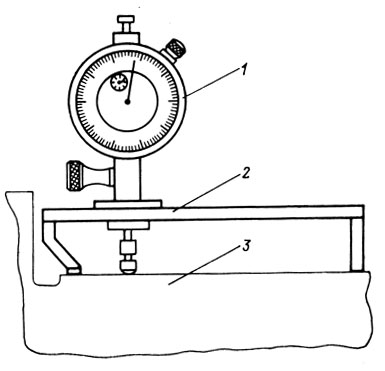
Рис. 52. Приспособление для измерения износа (выработки) коллектора: 1 - индикатор (часового типа); 2 - линейка; 3 - коллектор
Если коллектор имеет хорошую политуру и в эксплуатации не было отключений защиты от кругового огня, перебросов и других неисправностей, допускается равномерная выработка до 0,3-0,5 мм. Если на коллекторе обнаружены небольшие следы перебросов и подгары, то их устраняют мелким стеклянным полотном, укрепленным на специальной колодке; межламельные канавки прочищают жесткой волосяной или капроновой щеткой.
В случаях когда биение или износ рабочей поверхности превышает установленные нормы, коллектор обтачивают. Обточке подлежат также коллекторы, на которых обнаружены местная выработка коллекторных пластин, выступание отдельных коллекторных или изоляционных пластин. Выступание отдельных пластин является весьма серьезным дефектом, так как при этом условия скольжения электрощеток резко ухудшаются, возникает повышенное искрение при прохождении электрощеток по этим пластинам, которое вызывает дальнейший прогрессирующий износ коллектора и ухудшение его состояния, что неизбежно приводит к возникновению кругового огня и перебросов на корпус.
Для обточки коллектора тягового двигателя под электровозом применяют малогабаритные станки-суппорты. Станок специальным кронштейном 2 (рис. 53) и винтами 3 укрепляют на остове тягового двигателя у нижнего коллекторного люка. Суппорт 1 устанавливают так, чтобы при подаче резец 4 перемещался параллельно оси якоря. Для обточки тяговый двигатель включают на низкое напряжение и устанавливают частоту вращения 150-200 об/мин. Обточку выполняют при равномерной подаче резца - 0,15 мм на один оборот. Коллектор обтачивают до устранения выработки. При обточке следят за тем, чтобы толщина снимаемой с поверхности коллектора стружки была минимальной.
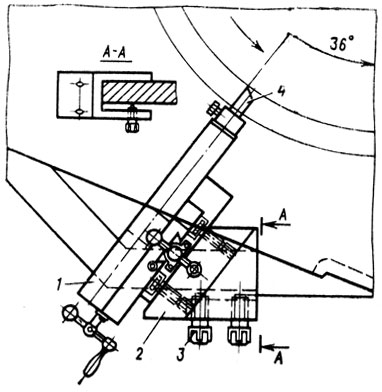
Рис. 53. Обточка коллектора тягового двигателя под электровозом
Обточку коллектора рекомендуется осуществлять алмазными резцами или резцами из твердых сплавов, так как обыкновенные резцы не обеспечивают высокой чистоты обработки.
При обточке коллектора необходимо соблюдать правила техники безопасности:
все работы на электровозе прекратить;
на дверь высоковольтной камеры электровоза и шину низкого напряжения повесить оградительные трафареты;
включить вытяжное вентиляционное устройство;
поднять все щетки над коллектором, кроме щеток двух щеткодержателей разной полярности;
подъемные домкраты зафиксировать стопорными гайками;
электрощетки двигателя, находящегося в паре с обтачиваемым, снять, щеткодержатель обтачиваемого двигателя заземлить.
Обточку коллектора разрешается выполнять только при неснятых кожухах зубчатой передачи и после контроля правильности собранной схемы. Слесарь, обтачивающий коллектор, должен надеть резиновые перчатки, защитные очки, подложить под ноги резиновый коврик и установить защитный экран.
После обточки снимают фаски с коллекторных пластин и осуществляют их разделку у торца коллектора. Для разделки коллекторных пластин с торца применяют специальное зубило. Фаски наиболее целесообразно снимать резцом-фасочником (рис. 54) сразу с двух рядом расположенных пластин. Для придания межламельной канавке формы, способствующей лучшему выдуванию из нее пыли, фаску с кромок коллекторных пластин 0,2 мм снимают под углом 45°. После снятия фасок и разделки коллекторных пластин рабочую поверхность коллектора шлифуют и полируют.
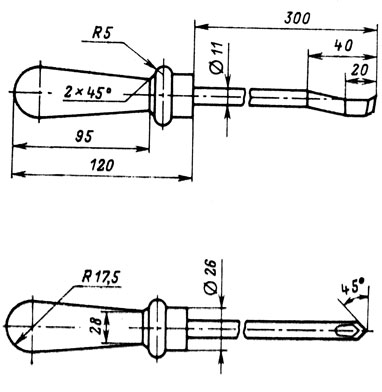
Рис. 54. Приспособление для снятия фасок на коллекторе
Коллектор шлифуют ручной колодкой (с изолированной рукояткой), на которой закреплено стеклянное полотно № 4 - № 6, или шлифовальным бруском. Наиболее целесообразно шлифовать коллектор при закрытом люке (с помощью специальных приспособлений).
Полируют коллектор деревянной колодкой, изготовленной из твердых пород дерева (бук, клен) или брезентом, укрепленным на деревянной колодке.
Чем лучше обработан коллектор и чище его поверхность, тем лучше условия для токосъема, тем быстрее образуется пленка политуры. При высокой чистоте обработки коллектора потери от трения электрощеток уменьшаются, а следовательно, уменьшается нагрев коллектора и электрощеток, что в свою очередь благоприятно сказывается на работе скользящего контакта и улучшает коммутацию двигателя.
После обточки и шлифовки коллектора тщательно проверяют состояние межламельных канавок. В канавках не должно оставаться медных стружек, загрязнений от угольной пыли. Миканит должен быть тщательно выбран на глубину не менее 0,5 мм. Выступание миканита не допускается. Если глубина межламельных канавок менее 0,5 мм или выступает коллекторный миканит, то производят продорожку коллектора. Эта операция весьма трудоемка и требует тщательного выполнения, поэтому под электровозом ее осуществляют редко. Как правило, продорожку коллекторов приурочивают к ТР-3. Чтобы обеспечить эксплуатацию тяговых двигателей между деповскими и заводскими ремонтами без продорожки коллекторов, глубина межламель- ных канавок при выпуске двигателей из капитального ремонта, среднего и деповского ремонтов должна быть 1,4-1,6 мм.
После обточки, снятия фасок, шлифовки и полировки коллектор тщательно очищают жесткой волосяной щеткой, а затем тяговый двигатель продувают сжатым воздухом давлением 200-300 кПа (2-3 кгс/см2).
В случаях когда рабочая поверхность коллектора не требует обточки и шлифовки, но в межламельных канавках имеется "затяжка" меди с коллекторных пластин в виде заусенцев, то такой коллектор тщательно очищают от заусенцев, а при необходимости снимают фаски.
Осматривают передний миканитовый конус и петушки. Обгары, законченность на конусе и петушках удаляют техническими салфетками, увлажненными в бензине. При необходимости после очистки конус покрывают дугостойкой эмалью воздушной сушки. После высыхания эмали поверхность конуса должна быть гладкой, глянцевой.
Осматривают все узлы и детали щеточного аппарата - электрощетки, щеткодержатели, их кронштейны, траверсу, состояние которых, так же как и состояние коллектора, оказывает решающее влияние на коммутационную и потенциальную устойчивость двигателя в эксплуатации.
Снимают щеткодержатели, которые в соответствии с правилами ремонта подлежат ревизии. Ревизию щеткодержателей и их ремонт осуществляют на специализированных рабочих местах. Взамен снятых для ревизии щеткодержателей устанавливают проверенные и отремонтированные. У неснятых щеткодержателей проверяют нажатие пальцев, убеждаются в отсутствии заедания при их перемещении, контролируют зазоры между электрощеткой и стенками окна. При установке щеткодержателей на тяговый двигатель следят за тем, чтобы продольная кромка его окна под электрощетки была параллельна кромке коллекторной пластины, а также чтобы расстояние от нижней поверхности щеткодержателя до коллектора было в пределах 2-4 мм, а от боковой стенки щеткодержателя до петушков коллектора - 5-7 мм.
Если расстояние от корпуса щеткодержателя до коллектора больше 4 мм, то щеткодержатель опускают на один выступ гребенки. Увеличение расстояния между щеткодержателем и коллектором ухудшает работу электрощеток, так как при этом их набегающая сторона изнашивается быстрее сбегающей и во время изменения направления вращения двигателя может произойти скол и повреждение грани электрощетки.
При значительном перекосе электрощетки в окне щеткодержателя становится возможным также смещение электрощетки с нейтрали, что вызовет ухудшение коммутации.
Необходимо устанавливать щеткодержатель так, чтобы нижняя поверхность его окна была параллельна рабочей поверхности коллектора (в пределах установленных норм).
Проверяют состояние всех электрощеток, их проводников и прочность крепления проводников к стенке щеткодержателя. Изношенные сверх установленных норм, а также поврежденные электрощетки заменяют новыми.
Перед установкой новых электрощеток рекомендуется их притереть на специальном приспособлении (рис. 55) или на коллекторе, подложив под электрощетки стеклянное полотно. Не допускается установка на тяговый двигатель электрощеток разных марок (кроме электрощеток марок ЭГ-61 и ЭГ-75 или ЭГ-61А и ЭГ-75, которые могут работать совместно). При совместной работе электрощеток марки ЭГ-61 (или ЭГ-61А) с электрощетками марки ЭГ-75 следят за тем, чтобы электрощетки каждой марки были установлены в однополярные щеткодержатели.
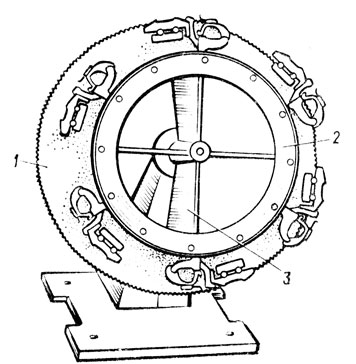
Рис. 55. Приспособление для притирки электрощеток: 1 - траверса; 2 - коллектор (технологический); 3 - станина
Наиболее целесообразно менять на тяговом двигателе сразу все электрощетки или электрощетки одной полярности. Желательно, чтобы электрощетки имели примерно одинаковую высоту, были изготовлены одним заводом и принадлежали одной партии. Такие электрощетки будут иметь наиболее близкие характеристики, что чрезвычайно важно для устойчивой работы скользящего контакта, так как распределение тока между такими электрощетками будет наиболее равномерным.
Электрощетки перед установкой тщательно осматривают, проверяют, нет ли на них сколов, повреждений. Контролируют правильность постановки резинового амортизатора. Крепление шунтов в теле щетки должно быть прочным. Место выхода проводников из электрощетки во избежание выкрашивания конопаточного порошка и ослабления проводников должно быть закрыто специальной пастой, в которой не должно быть трещин или отслоений. Если контакт проводника (шунтика) в месте его заделки ослаблен, в эксплуатации возможны его повышенный нагрев и перегорание или выпадание из щетки.
При установке электрощеток их шунты закрепляют на щеткодержателе так, чтобы они не мешали работе нажимного механизма щеткодержателя и чтобы между наконечником шунта и щеткодержателем был обеспечен надежный контакт.
Осматривают кронштейны щеткодержателей, изоляторы, протирают их смоченными бензином техническими салфетками. При выявлении на фарфоровых изоляторах или кронштейнах повреждений, которые не могут быть устранены на двигателе, их снимают и заменяют исправными.
Не допускаются в эксплуатацию кронштейны с ослабленными или поврежденными изоляторами (трещины или повреждения глазури на длине изолятора, превышающей 20%), с подгарами поверхностей кронштейнов.
Повреждение глазури на изоляторах уменьшает длину изолированной поверхности и поэтому способствует перебросам дуги на корпус двигателя. Если поврежденная поверхность фарфорового изолятора занимает менее 20% его длины, то такой изолятор разрешается до выкатки двигателя оставлять в эксплуатации. При этом оплавленные и поврежденные места изолятора тщательно очищают и покрывают изоляционной дугостойкой эмалью холодной сушки.
Не разрешается наносить эмаль на обожженные или загрязненные изоляционные поверхности изоляторов, конусов и пальцев. Эмалевое покрытие будет непрочным, на этих местах появятся трещины, которые будут служить мостиками утечки тока и замыканий на заземленные части. Очищать дефектные места от грязи и поджогов после покрытия их эмалью значительно труднее, чем до покрытия.
Проверяют прочность крепления кронштейнов к остову или траверсе. 84
Ослабление изолятора на пальце или пальца в кронштейне недопустимо, так как это может вызвать попадание влаги внутрь изоляции. Кронштейны, на которых обнаружены указанные дефекты, заменяют исправными.
При замене кронштейнов и щеткодержателей необходимо следить за тем, чтобы электрощетки были установлены на те же коллекторные пластины, на которых они находились до снятия поврежденных кронштейнов или щеткодержателей, так как разные допуски на установочные размеры снятых и вновь устанавливаемых кронштейнов и щеткодержателей могут вызвать значительное смещение электрощеток с нейтрали. Это особенно опасно для тяговых двигателей ДПЭ-400, НБ-406 и других двигателей, не имеющих траверс, на которых настройка коммутации без выкатки их из-под электровоза крайне затруднительна. Чтобы этого не допустить, перед установкой новых (или отремонтированных) кронштейнов и щеткодержателей проверяют их установочные размеры и подбирают их так, чтобы они соответствовали установочным размерам снятых кронштейнов и щеткодержателей.
При осмотре щеточного аппарата шестиполюсных тяговых двигателей обязательно проворачивают траверсу. Перед поворотом траверсы проводят следующую подготовку (на двигателях ТЛ-2К1, НБ-407Б и др.): отсоединяют от двух верхних кронштейнов подводящие ток провода; выворачивают болт фиксатора до выхода фиксатора из паза обоймы на остове, поворачивают его на 180° и утопляют в паз обоймы; отворачивают на 3-4 оборота болты стопорных устройств; сжимают траверсу, поворачивая "на себя" (через нижний коллекторный люк) шпильку разжимного устройства и уменьшая щель траверсы до 2 мм. В этом положении траверсу 3 (рис. 56) с помощью ключа-трещотки 4, установленного на валик шестерни 2 поворотного механизма 1, проворачивают, подводя к верхнему или нижнему коллекторному люку все щеточные узлы. Для осмотра всех щеткодержателей траверсу разрезной конструкции поворачивают сначала в одну сторону, потом в обратную так, чтобы место разреза траверсы не попадало в зацепление с шестерней.
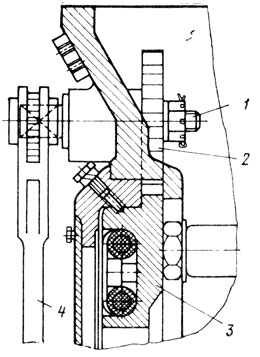
Рис. 56. Проворачивание траверсы для осмотра щеточных узлов
После осмотра, ревизии и ремонта щеточного аппарата траверсу устанавливают в первоначальное положение (риски на остове и траверсе должны совпадать), закрепляют на двух верхних кронштейнах провода, подтягивают болт фиксатора и устанавливают в рабочее положение фиксатор, подтягивают болты стопорных устройств, разжимают траверсу с помощью разжимного устройства (вращая шпильку "от себя"), после чего окончательно заворачивают болты стопорных устройств и фиксатора, обеспечивая совпадение фиксатора с пазом на траверсе. Детали крепления фиксатора и стопорных устройств должны обеспечивать прочную, без ослаблений установку траверсы, исключающую возможность ее перемещения и вибрации в эксплуатации. Проверяют правильность установки электрощеток на нейтрали тягового двигателя.
Осматривают доступные для осмотра бандажи, межкатушечные соединения, перемычки и выводные провода. Загрязнения и подгоревшие места протирают увлажненной в бензине салфеткой, зачищают стеклянным полотном. Очищенные поверхности покрывают изоляционной эмалью.
Крепления. Проверяют состояние креплений межкатушечных соединений кабелей траверсы и выводных проводов. Оно должно быть прочным и исключать возможность их вибрации, перетирания и других повреждений.
В процессе эксплуатации от воздействия ударных нагрузок возможно ослабление крепления подшипниковых щитов, шапок моторно-осевых подшипников и полюсов. Ослабление крепления подшипниковых щитов и шапок моторно-осевых подшипников приводит к резкому ухудшению условий работы моторноякорных и моторно-осевых подшипников. Ослабление крепления полю- сов может вызвать пробой изоляции их катушек. Эти серьезные повреждения могут привести к порче электровоза в пути следования и потребовать его непланового ремонта. Поэтому в процессе ремонта тяговые двигатели осматривают с наружной стороны и обстукиванием болтов, крепящих указанные узлы и детали, проверяют плотность их установки.
Ослабление полюсных болтов, крепящих верхние полюсы, можно выявить по наличию трещин в заливке компаундной массы. Ослабшие полюсные болты проверяют ультразвуковым дефектоскопом, так как при ослаблении их крепления условия работы ухудшаются и в болтах могут появиться трещины и изломы. Болты, у которых обнаружены трещины, заменяют исправными, а ослабшие подтягивают.
Моторно-якорные и моторно-осевые подшипники. Состояние моторно-якорных подшипников проверяют на слух при вращении якоря от низкого напряжения при вывешенной колесной паре. Можно для прослушивания применять специальные слуховые аппараты, в которых используют обычный медицинский стетофонендоскоп 1 (рис. 57).
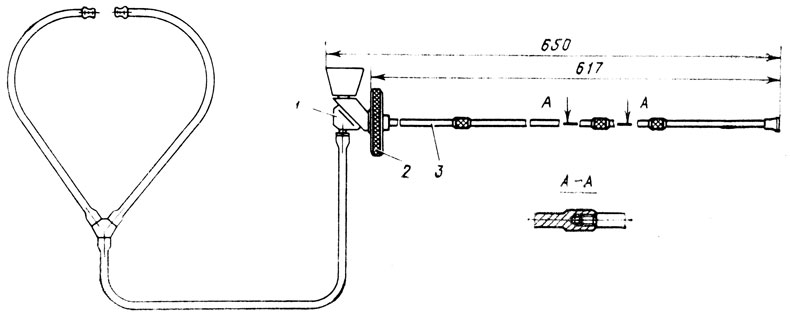
Рис. 57. Приспособление для прослушивания подшипников ПР 1243 01 (Г1КБ);1 - стетофонендоскоп (с металлической крышкой): 2 - крышка; 3 - ножка
При исправном подшипнике звук должен быть ровный, без стука и скрежета. Весьма перспективными являются также шумометры или универсальные виброметры, рекомендованные для этой цели РИИЖТом.
Если электровоз установлен на ремонт сразу после прибытия с поездом, то целесообразно проверить нагрев наружных крышек подшипниковых щитов на ощупь, сравнивая нагрев крышек отдельных подшипниковых узлов и выявляя наиболее нагретые. Осмотр подшипниковых узлов снаружи и изнутри через коллекторные люки позволяет выявить потеки расплавленной смазки из подшипниковых камер. Повышенный нагрев крышек отдельных подшипниковых узлов, наличие потеков расправленной смазки, неровный шум свидетельствуют о наличии неисправностей в деталях подшипника: возможном недостатке или избытке смазки в подшипниковых камерах, неисправности лабиринтных уплотнений.
Обнаруженные неисправности устраняют, а если это не представляется возможным, то неисправную электрическую машину с электровоза снимают. Выдавать электровоз в эксплуатацию с неисправными якорными подшипниками не разрешается, так как это может привести к порче электровоза из-за разрушения подшипника в эксплуатации, к заклиниванию и полному повреждению электрической машины.
В соответствии с местными инструкциями якорные подшипники пополняют смазкой, предварительно проверив исправность маслоподводящих трубок (убедившись в отсутствии изломов трубок, погнутостей, препятствующих поступлению смазки в подшипник, и др.), наличие пробок. Для заправки смазки целесообразно применять специальные прессы с дозаторами, установленными на тележке.
Перед добавлением смазки в подшипниковые узлы на тяговых двигателях, где конструкцией предусмотрены дренажные устройства (НБ-407Б и др.), эти устройства обязательно продувают и очищают. Для этого в любое легкодоступное дренажное отверстие вставляют воздушный шланг со специальным наконечником и осуществляют продувку каналов, при этом второе отверстие должно быть закрыто пробкой.
Специальную коробку дренажного устройства, в которой скапливается отработанная смазка, снимают и очищают. Нормы пробега до добавления смазки устанавливают на основании карты смазок и Инструкции по применению смазочных материалов на локомотивах и моторвагонном подвижном составе, утвержденной ЦТ МПС, с учетом местных условий работы электровозов. В каждый подшипник тяговых двигателей через 25-35 тыс. км в среднем добавляют 150-200 г (ДПЭ-400, НБ-411, НБ-406Б, ТЛ-2К1, НБ-407Б) и 100-200 г (AL-4846eT и AL-4846dT), вспомогательной машины - 20-30 г смазки.
Объем добавляемой смазки должен строго соответствовать установленным нормам, так как и недостаток смазки, и избыток ее вредны для подшипников. При недостатке смазки подшипник будет иметь повышенный износ и быстро выйдет из строя, при избытке ее возможны чрезмерные нагревы подшипниковых узлов и выбрасывание смазки внутрь двигателя. Не допускается смешение смазок различных марок, так как технические характеристики смешанной смазки ухудшаются, она разжижается и вытекает из подшипникового узла, что может привести в эксплуатации к разрушению подшипников.
Во время добавления смазки следят за тем, чтобы в подшипниковые узлы не попали влага и другие посторонние примеси. После добавления смазки пробки заворачивают и проверяют их крепление.
Контролируют состояние моторно-осевых подшипников тяговых двигателей, наличие смазки в рабочей камере. Наиболее частым и серьезным дефектом моторно-осевых подшипников является вытекание смазки из рабочей камеры. Поэтому при наличии следов течи смазки обязательно выясняют причину и устраняют ее. Если в шапке моторно-осевого подшипника обнаруживают дефекты, которые на электровозе не могут быть устранены (неправильная установка ниппеля, трещины в стенках и др.) двигатель выкатывают. Через один ТР-1 проводят ревизию всех моторно-осевых подшипников или при каждом ТР-1 - половины, Остальные подшипники осматривают и добавляют в них смазку.
Подбивку из букс, подлежащих ревизии, вынимают и заменяют новой или восстановленной и подготовленной к заправке. В качестве подбивки применяют длинноволокнистую фитильную пряжу, изготовляемую по специальным техническим условиям из грубой шерсти и вискозного волокна.
Отработанную смазку сливают, буксу очищают, промывают чистым маслом и заполняют свежей смазкой. Замену подбивки в моторноосевых подшипниках, а также ее очистку и промывку выполняют в соответствии с инструктивными указаниями, утвержденными ЦТ МПС.
Проверяют моторно-осевые подшипники, которые не подвергались ревизии.
Уровень смазки в рабочей камере моторно-осевого подшипника проверяют специальным мерником, который через заправочную трубку опускают в рабочую камеру так, чтобы его конусный конец попал в конусное отверстие (рис. 58). На мернике имеются две контрольные риски, указывающие номинальный А и минимальный Б уровни смазки.
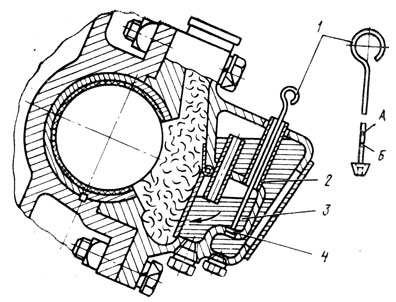
Рис. 58. Установка мерника для контроля уровня смазки в рабочей камере моторноосевого подшипника: 1 - мерник; 2 - заправочная трубка; 3 - рабочая камера; 4 - конусное отверстие в стенке между рабочей и запасной камерами
Конструкция мерника для тяговых двигателей всех типов одинакова. Уровень рисок для каждого типа двигателя подбирают индивидуально.
Нормы добавления смазки в моторно-осевые подшипники устанавливаются в соответствии с картой смазок, инструктивными указаниями ЦТ МПС с учетом местных условий эксплуатации электровозов.
Проверяют качество смазки, находящейся в буксах. Если в смазке обнаружены вода или механические примеси, буксу промывают чистым маслом, а затем заполняют свежей смазкой и подбивкой.
Моторно-осевые подшипники в зависимости от времени года заполняют смазкой зимней (осевое масло 3, допускается применение индустриального масла марки И-30А) или летней (осевое масло Л, допускается применение индустриального масла марки И-40А). При температуре ниже 30° С рекомендуется для дозаправки использовать подогретое масло осевое С.
Камеры подшипников с постоянным уровнем заполняют смазкой при помощи маслозаправщика под давлением 250-300 кПа (2,5-3 кгс/см2). Расход масла на заполнение одного подшипника составляет 4-5 кг.
При замене летнего масла зимним и обратно обязательно заменяют и подбивку. Смешение летней и зимней смазок не допускается. Сроки перевода тяговых двигателей на зимнюю и летнюю смазки устанавливают в зависимости от местных условий приказами по дороге.
Через вырезы в защитной крышке оси колесной пары измеряют радиальный зазор между подшипником и осью колесной пары. Зазор должен быть не более 2,5 мм. Разница радиальных зазоров между шейкой оси и вкладышем моторноосевых подшипников одного двигателя в эксплуатации более 1 мм не допускается, так как это вызывает перекос двигателя на оси, что ухудшает условия работы зубчатых передач и тяговых двигателей.
Проверяют разбег тягового двигателя на оси колесной пары. Очень важно, чтобы этот разбег не превышал установленных норм (5 мм) и был по возможности близким к номинальному. Увеличенный разбег, который, как правило, появляется в результате износа буртов вкладышей моторно-осевых подшипников, приводит к возрастанию аксиальных ударных воздействий на бурты вкладышей и на остов тягового двигателя и вызывает повреждения моторно-осевых подшипников (трещины, откол буртов вкладышей и др.).
Очень важно также, чтобы на электровозах с косозубой передачей осевой разбег якоря в остове был больше разбега двигателя на оси колесной пары. При косозубой передаче аксиальные перемещения якоря относительно колесной пары ограничены передачей, а перемещения остова определяются его разбегом на оси колесной пары. Если разбег тягового двигателя на оси колесной нары больше разбега якоря в остове, то ударные аксиальные нагрузки, возникающие при перемещениях остова по оси колесной пары, воспринимаются буртами колец якорных роликовых подшипников. Это значительно сокращает срок их службы, а в отдельных случаях вызывает разрушение подшипников в эксплуатации.
Осмотр и проверка деталей и узлов снаружи тягового двигателя. Проверяют плотность прилегания крышек люков, исправность их замковых устройств, уплотнительных прокладок, снегозащитных устройств (зимой), выводных проводов и их рукавов, целость патрубков и плотность их установки на вентиляционных отверстиях.
Остовы и подшипниковые щиты осматривают снаружи (в доступных для осмотра местах), выявляют наличие трещин, проверяют крепление пластин опорных выступов (при наличии ослабления пластины приваривают ее по периметру).
Убеждаются в прочности крепления выводных кабелей в клицах, потерные места кабелей восстанавливают. На тяговых двигателях НБ-407Б осматривают коробки выводов, уплотнение коробки. При ТР-2 коробки вскрывают и проверяют состояние изоляторов, прочность крепления и надежность контактов в местах соединений силовых кабелей, состояние их наконечников. Неисправности устраняют.
Проверка и ремонт вспомогательных машин. Перед началом работ вспомогательные машины снаружи очищают пылесосом. Открывают крышки коллекторных люков, осматривают их замки, уплотнительные прокладки. Продувают внутреннюю часть электрических машин воздухом давлением 200-300 кПа (2-3 кгс/см2). Измеряют сопротивление изоляции цепей вспомогательных машин, которое должно быть не менее 1,5 МОм.
Осматривают коллектор, щеточный аппарат (кронштейны, щеткодержатели, траверсу, электрощетки, видимую часть якоря, проверяют состояние якорных подшипников, выводных проводов). Если на коллекторе, конусе, щеткодержателях и других деталях машины обнаружены следы переброса, их устраняют. При необходимости неисправные детали заменяют. Методы ремонта и устранения последствий переброса и кругового огня аналогичны методам, применяемым на тяговых двигателях. Изношенные или поврежденные электрощетки заменяют новыми. Перед установкой электрощеток осуществляют их притирку на приспособлении или на коллекторе.
При наличии на коллекторах вспомогательных машин износа или биения сверх установленных норм рабочую поверхность коллектора протачивают. Для этого используют специальное приспособление 3 (рис. 59), прикрепляемое к остову 4 машины. Напряжение на коллекторе 150-170 В, частота вращения 80-90 об/мин, глубина резания 0,10-0,15 мм. Обточку выполняют в 2-3 прохода, затем снимают фаски с коллекторных пластин, осуществляют шлифовку и все остальные операции, предусмотренные при обточке коллекторов тяговых двигателей. После обточки внутренние части электродвигателя продувают сжатым воздухом давлением 200-300 кПа (2-3 кгс/см2).
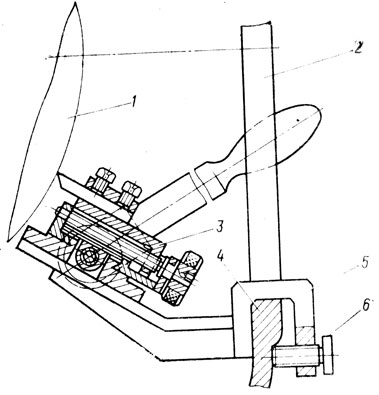
Рис. 59. Обточка коллектора электродвигателя компрессора на электровозах ЧС: 1 - коллектор; 2 - коллекторный люк; 3 - приспособление; 4 - остов; 5 - скоба; 6 - болт
Обстукиванием болтов проверяют прочность крепления главных и добавочных полюсов, подшипниковых щитов, их крышек, а также прочность крепления остова генератора управления к остову электродвигателя вентилятора (на отечественных электровозах).
В якорные подшипники вспомогательных машин добавляют смазку. При добавлении смазки соблюдают те же правила, которые были указаны для тяговых двигателей.
На электродвигателях вентиляторов осматривают вентиляторы, проверяют состояние роторов и их кожухов. Так же как и на тяговых двигателях, на всех вспомогательных машинах проверяют состояние замковых устройств, обеспечивают их исправное состояние, контролируют плотность прилегания крышек коллекторных люков, исправность уплотнительных прокладок.
На электровозах ЧС2, ЧС2Т снимают кожух клиноременной передачи, соединяющей вал генератора управления с валом электродвигателя вентилятора, ремни и шкивы генератора и мотор-вентилятора. Ремни осматривают, обнаруженные дефекты устраняют, порванные ремни заменяют новыми. Натяжение их регулируют опусканием или поднятием генератора с помощью специальных гаек. Ремни укладывают в пазы шкивов и туго натягивают. Генератор устанавливают так, чтобы его горизонтальная ось была параллельна оси электродвигателя вентилятора.
При осмотре вспомогательных машин большое внимание уделяют проверке прочности крепления каркасных рам машин к кузову электровоза и машин к рамам. Ослабшие болты закрепляют, а поврежденные заменяют исправными. Неудовлетворительное крепление машин к каркасным рамам и рам к кузову вызывает возникновение дополнительных вибраций машин, что приводит к разрушению их узлов и деталей.
На всех отечественных электровозах постоянного тока (кроме электровозов ВЛ22М) в качестве привода компрессора используют электродвигатели НБ-431 (индексов А, М, П) или ТЛ-122 (на электровозе ВЛ10у), которые имеют независимую вентиляцию (расход воздуха 14 м3/мин) от вентиляционной системы электровоза. При ТР-1 и ТР-2 проверяют состояние брезентового патрубка, плотность его крепления к подшипниковому (со стороны коллектора) щиту электродвигателя, убеждаются в отсутствии его повреждений и сужения его сечения для прохода воздуха. При ТР-2 проверяют и при необходимости регулируют (с помощью заслонок) расход охлаждающего воздуха в соответствии с указанной нормой.
Необходимо иметь в виду, что на электровозах ВЛ82М моторы компрессоров НБ-431М работают на пульсирующем токе, в связи с этим коммутация их значительно осложнена, увеличен нагрев обмоток. Поэтому на эти электровозы при замене вышедших из строя устанавливают только электродвигатель НБ-431М, в котором предусмотрены по сравнению с электродвигателями НБ-431 других индексов необходимые изменения в магнитной системе остова, в щеточном узле, увеличена нагревостойкость обмоток и др.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'