13. Механическое оборудование
Основные положения. При ТР-1 осуществляют осмотр ходовых частей электровоза, сочленения тележек, рессорного и люлечного подвешивания, тормозной рычажной передачи, ударно-сцепных устройств, опор и рамы кузова, а также других частей и деталей механического оборудования. Все эти узлы в эксплуатации подвержены весьма значительным нагрузкам, которые могут вызывать нарушение соединений, износ и повреждение деталей. Поэтому все болтовые соединения должны быть проверены обстукиванием, ослабшие болты и гайки закреплены, а негодные заменены. Поврежденные сварочные швы должны быть исправлены. Измеряют разбеги колесных пар и букс и доводят их до установленных норм.
Проводят ревизию зубчатых передач и моторно-осевых подшипников. Все смазочные устройства узлов трения в механическом оборудовании должны быть прочищены, отремонтированы и заправлены смазкой. Устраняют также неисправности дверей, замков, окон и других частей кузова.
Осматривают рамы, боковины рам и поперечные балки тележек. При этом обращают внимание на состояние сварных швов, кронштейнов для крепления подвесок тяговых двигателей, буксовых подвесок и поводков, опор кузова, гидравлических гасителей, тормозной рычажной передачи, а также на места, в которых обычно возникают повреждения.
На электровозах ВЛ8, ВЛ23 и ВЛ22М проверяют без разборки состояние сочленения тележек и его крепление. После осмотра струночных болтов и шпилек их крепят, а детали с сорванной резьбой заменяют. Замеряют зазор между стрункой и рамой, который должен быть в пределах 2-9 мм. Осматривают иризонные болты; если гайки ослабли, их крепят.
При наличии в цехе текущего ремонта механизированного стойла колесно-моторные блоки вывешивают на домкратах под электровозом, тяговые двигатели подключают к источнику пониженного напряжения и прослушивают работу зубчатых передач, роликовых подшипников колесных пар, моторно-якорных подшипников при двустороннем вращении.
Колесные пары должны полностью удовлетворять требованиям Инструкции по освидетельствованию, формированию и ремонту колесных пар локомотивов и норм допусков и износов. Запрещается выпускать в эксплуатацию и допускать к следованию с поездами электровозы, имеющие хотя бы одну из перечисленных выше неисправностей колесных пар (см. с. 29).
Для выявления дефектов колесные пары тщательно осматривают и обмеряют. Убеждаются в отсутствии на бандажах трещин, выбоин (ползунов), плен, раздавленностей, вмятин, отколов, раковин, выщербин, ослабления бандажей на ободе центра, их сдвига или ослабления бандажного кольца.
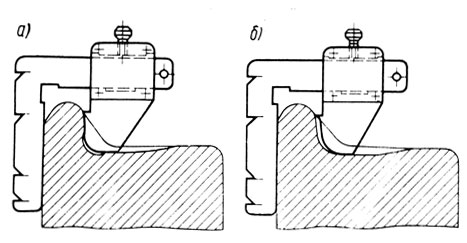
Рис. 37. Измерение вертикального подреза гребня: а - бракованный; б - небракованный
Специальным шаблоном контролируют профиль бандажа, измеряют вертикальный подрез гребня (рис. 37). Определяют толщину бандажа и прокат (рис. 38 и 39), выявляют остроконечный накат. Осматривая колесные центры, убеждаются в отсутствии трещин в ступицах, дисках, спицах и ободах, а также ослабления или сдвига ступиц на оси. Проверяют состояние открытых частей осей, убеждаются в отсутствии в них трещин, плен, протертых мест и других дефектов.
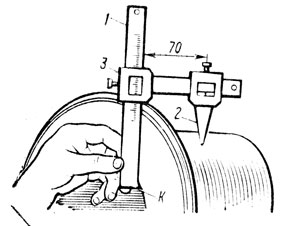
Рис. 38. Измерение толщины бандажа: 1 - линейка; 2 - ножка; 3 - движок; К - зуб
При наличии выбоин, предельного проката, износа или подреза гребня бандажи должны быть обточены. При обточке бандажей разрешается оставлять черновину, равномерно расположенную по кругу катания или частично в пределах допуска на овальность бандажа. Можно также оставлять уменьшенную до 29 мм толщину гребня бандажа и черновину глубиной не более 2 мм, расположенную от вершины гребня на расстоянии 10-18 мм.
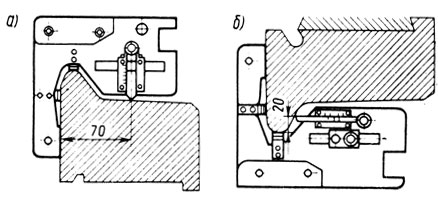
Рис. 39. Шаблоны для измерения проката бандажа (а) и толщины гребня (б)
Зубчатая передача. При ревизии ее тяговый двигатель вместе с колесной парой вывешивают, чтобы при провороте колесной пары можно было полностью осмотреть зубчатое зацепление. Сняв кожуха, удаляют смазку с поверхности шестерен и венцов зубчатых колес. Шестерни и зубчатые колеса осматривают по всей окружности. При этом убеждаются в отсутствии лучевых трещин, предельного износа зубьев и других неисправностей. Наиболее вероятно возникновение трещин у основания зуба (рис. 40). Измеряют толщину зубьев и зазоры зацепления. Помимо визуальной проверки, проводят магнитную дефектоскопию зубчатых венцов и шестерен.
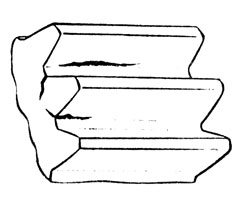
Рис. 40. Трещины у оснований зубьев шестерни электровоза
Выдача в эксплуатацию электровозов с трещиной или изломом хотя бы одного зуба запрещается. Допускаются выщербины глубиной не более 3 мм, вмятины и поверхностное выкрашивание, если общая площадь повреждений составляет не более 25% поверхности зуба у венца или 15% у шестерни и если выкрошившиеся или отколовшиеся места имеют расстояние от торцов не более 15 мм. Износ зубьев контролируют зубомером (рис. 41), щупами проверяют боковые δ и δ' и радиальные брад зазоры в зубчатой передаче (рис. 42). Общий боковой зазор δ+δ' должен быть 0,34-0,5 мм.
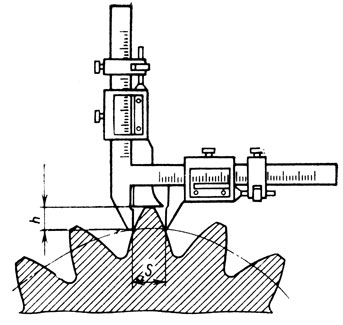
Рис. 41. Измерение толщины зуба универсальным зубомером: h - высота головки зуба; S - толщина зуба по начальной окружности
У эластичных передач также проверяют и осматривают пружинные пакеты или спиральные пружины и заклепки зубчатого колеса. При необходимости крепят или заменяют гайки шестерен. Кожуха зубчатых передач очищают, осматривают и при наличии трещин в листах и сварочных швах ремонтируют.
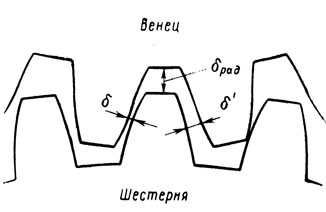
Рис. 42. Зазоры зацепления зубчатой передачи электровоза
Неисправные уплотнения заменяют или восстанавливают.
В случае трещин или излома зубьев, а также ослабления венца, сползания шестерен, излома пружинных пакетов зубчатых передач колесно-моторный блок выкатывают и заменяют. При опорно-осевой подвеске тяговых двигателей эту операцию выполняют на скато-опускной канаве электроподъемником.
Маятниковая подвеска тяговых двигателей. Тщательно осматривают кронштейны и подвески, крепление их валиков, проверяют состояние резиновых амортизирующих шайб. При наличии трещин на кронштейнах и подвесках, а также выпучивания резины металлических дисков неисправные узлы заменяют. У двигателей с траверсной подвеской проверяют крепление плит замка для стержней, состояние опорных приливов на раме тележки и опорных выступов на двигателе, а также крепление упоров на приливах рамы тележки. В случаях излома хотя бы одной пружины, максимального износа или излома плиты на балке пружинную подвеску заменяют.
Буксы колесных пар. Проверяют крепление крышек к корпусу буксы, убеждаются в отсутствии утечек смазки. Трещины в корпусе и крышках не допускаются. Оборванные болты буксовых крышек необходимо высверливать и заменять новыми. Если не удается удалить болт без съема буксы, то ее демонтируют. Проверяют крепление буксовых поводков, зазоры между дном паза и валиком поводка. Смазка с резиновых частей амортизатора должна быть удалена. Через один ТР-1 осматривают буксу с приводом скоростемера. При этом разжиженную смазку удаляют и добавляют свежую.
На электровозах ВЛ10, ВЛ11 при ТР-1 объем работ по буксовому узлу мало отличается от объема работ, выполняемого при ТО-3. Что же касается электровозов с челюстными буксами, то здесь положение иное. При ТР-1 восстанавливают правильное положение колесных пар и букс в тележках. Регулируют зазоры и разбеги, которые нарушаются в течение межремонтного пробега вследствие износа узлов и деталей. С этой целью поперечные разбеги колесных пар и зазоры между буксами и буксовыми направляющими, близкие к браковочным и не обеспечивающие работу до следующего планового ремонта в пределах норм допусков, должны быть уменьшены. При этом необходимо обеспечить параллельность осей колесных пар в тележке и перпендикулярность их продольной оси тележки. Разность расстояний между центрами смежных осей по правой и левой стороне тележки, а также отклонение их от перпендикулярного положения, измеренное по концам оси с учетом продольного разбега букс, не должны превышать 3 мм.
Бандажи колесных пар должны располагаться симметрично относительно продольной оси тележки. Разность расстояний от внутренних граней бандажей колесной пары до боковин тележки за вычетом поперечного разбега, приходящегося на каждую сторону, не должна превышать 4 мм.
Для проверки симметричности расположения колесной пары в тележке измеряют расстояние между внутренними гранями бандажей и внутренней поверхностью боковин. Измерения производят с правой и левой стороны тележки штангенциркулем (рис. 43).
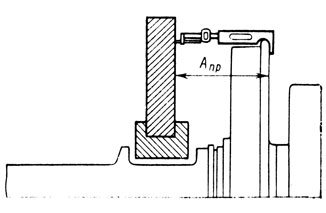
Рис. 43. Измерение поперечного смешения колесной пары Апр с правой стороны тележки
Общий (суммарный) поперечный разбег колесной пары, т. е. разбег, перпендикулярный продольной оси тележки, для разных осей электровозов различных серий должен быть в пределах 2-18 мм. Поперечный разбег колесной пары определяют путем суммирования зазоров между задними наличниками букс и буксовыми направляющими (рис. 44).
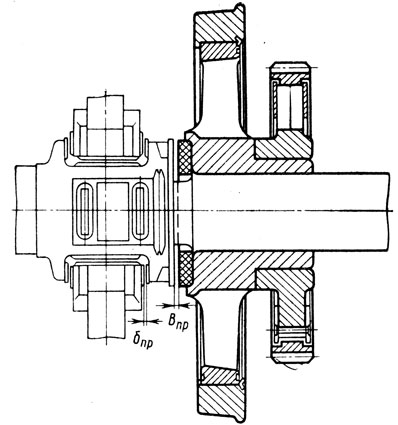
Рис. 44. Измерение поперечного разбега колесной пары с правой стороны тележки
Продольный разбег колесных пар определяют как сумму зазоров между буксой и буксовыми направляющими с передней и задней стороны ап и аз (рис. 45). Этот разбег должен быть в пределах 0,3-4,0 мм.
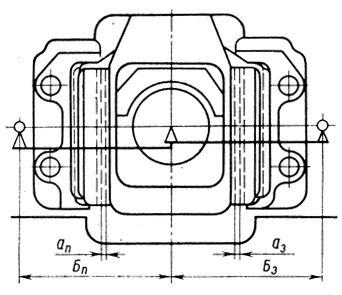
Рис. 45. Определение продольного разбега буксы и отклонения центра оси колесной пары от оси буксового выреза
Отклонение центра оси колесной пары от оси буксового выреза с учетом продольного разбега букс проверяют измерением специальным шаблоном расстояний Бп и Бз от центра оси до центров контрольных знаков (реперов) на раме тележки. Разность этих расстояний, измеренных по правой и левой стороне тележки, с учетом продольного разбега определяет непараллельность осей (рис. 46).
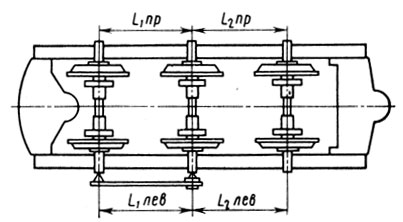
Рис. 46. Проверка параллельности осей колесных пар в тележке
Поперечные и продольные разбеги при роликовых буксах регулируют, не снимая букс, заменой наличников на буксовых направляющих. Для этого достаточно снять подбуксовую струнку, затем одну или две буксовые направляющие и сменить наличники. Однако на электровозах ВЛ8 и ВЛ23, не имеющих съемных направляющих, для смены наличников приходится выкатывать колесно-моторный блок при помощи электроподъемника (рис. 47).
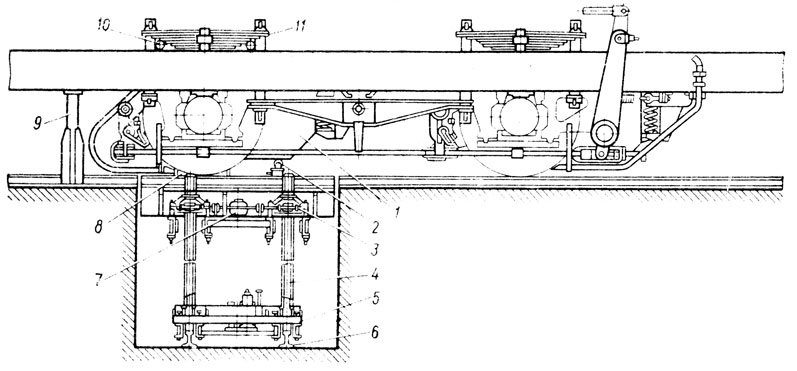
Рис. 47. Электроподъемник скатоопускной канавы: 1 - тяговый двигатель; 2 - домкрат подъемника. 3 - редукторы; 4 - винты электроподъемника; 5 - тележка; 6 - рельсовая колея; 7 - электродвигатель подъемника; 8 - клинья; 9 - опорный домкрат; 10 - ломики; 11 - листовая рессора
Наличники букс и буксовых направляющих, имеющие толщину менее 2,5 мм, необходимо заменить. Если же из-за перекоса буксы возник неравномерный износ наличников, то их меняют независимо от толщины, а перекос буксы и под- рессорной стойки устраняют. Разность зазоров между задними бортами буксы и буксовыми направляющими после смены наличников не должна превышать 1 мм. Сварные швы наличников, имеющие трещины, должны быть восстановлены.
Рессорное и люлечное подвешивание, гидравлические гасители колебаний, противоразгрузочное устройство. Проверяют состояние и крепление деталей, шарнирные соединения, зазоры; убеждаются в отсутствии дефектов в листовых и цилиндрических рессорах, балансирах рессорных подвесок, гнездах рессор, ножевых рессорных накладках. Рессорные щеки электровозов ЧС контролируют ультразвуковым дефектоскопом. Ослабшие соединения крепят.
Заменяют подвески, предохранительные скобы, а также пружины при наличии в них трещин и изломов, рессоры с признаками сдвига листов относительно хомута, с трещинами в листах и хомуте, а также просевшие рессоры и пружины. При необходимости замены пружины из-за излома, просадки или обнаружения трещин в витках новую пружину подбирают так, чтобы ее стрела прогиба под рабочей нагрузкой 44 кН (4400 кгс) отличалась от стрелы замененной пружины не более чем на 2 мм.
Убеждаются в отсутствии трещин или износа опорной поверхности ножа шайбы пружины или подкладки опоры рессоры. Негодные детали заменяют. Зазоры в шарнирных соединениях подвешивания должны соответствовать установленным нормам. В случаях превышения допускаемых размеров заменяют валик или валик и втулку.
При проверке и регулировке люлечного подвешивания на электровозах В Л10, ВЛ11 регулируют с помощью прокладок зазор между вертикальным ограничителем и верхней плоскостью рамы тележки, который должен быть не менее 15 мм, а также между вкладышем горизонтального ограничителя на кузове и накладкой на боковине рамы тележки, который должен быть не более 20 мм. О результатах замера зазоров и замене деталей люлечного подвешивания делают запись в паспорте электровоза и книге ремонта.
Гидравлические гасители колебаний подвергают контрольной прокачке. Неисправные гасители, имеющие подтекание масла, заедание штока поршня и другие дефекты, заменяют. При необходимости добавляют в гаситель 100-200 г профильтрованного масла МВП.
Ослабшие болты крепят, оборванные заменяют. При ревизии противоразгрузочного устройства вынимают его нижние валики и проверяют состояние ролика, валиков и втулок нагрузочного рычага. Износ ролика по диаметру наружной поверхности должен быть не более 10 мм, а суммарный зазор между валиком и втулкой ролика, а также между валиком и втулкой трубы рычага - не более 4 мм. В случае предельной выработки валиков и ролика, а также ослабления втулки в ролике эти детали подлежат замене.
Кузов и внутрикузовное оборудование. Проверяют состояние его рамы, хребтовых и шкворневых балок, опор, противоразгрузочного устройства, их крепление.
Устраняют неплотности дверей и окон кузова, неисправности их запоров и замков. Проверяют состояние полов, сидений, ящиков и столиков, стеклоочистителей, стекло- обогревателей и ветроотражателей, а также состояние крыши, жалюзи и защитных устройств. Обнаруженные дефекты и повреждения устраняют.
Осматривают лестницы и поручни и проверяют их крепление. Контролируют исправность дверей высоковольтной камеры, крепление и плотность прилегания ограждающих конструкций высоковольтной камеры и помещений пусковых резисторов. Обнаруженные неисправности устраняют.
Освидетельствуют и при необходимости ремонтируют защитные блокировочные устройства к дверям, съемным щитам и лестницам. Проверяют наличие предупредительных надписей и при необходимости восстанавливают их.
Обстукиванием проверяют крепление путеочистителя и кронштейнов приемных катушек автоматической локомотивной сигнализации и наличие предохранительных устройств. Поврежденные сварные швы восстанавливают, болтовые соединения закрепляют. Замеряют и при необходимости регулируют высоту нижней кромки путеочистителя, которая должна быть в пределах норм допусков, но не выше нижней точки приемных катушек АЛСН.
Тормозное оборудование и ударно-сцепные устройства. При осмотре тормозной рычажной передачи обращают особое внимание на отсутствие надрывов и трещин в тормозных тягах, подвесках, тормозных колодках, рычагах. Проверяют наличие и состояние предохранительных устройств, крепление валиков и тормозных колодок. Измеряют толщину тормозных колодок. Если она менее 15 мм, колодку заменяют.
При необходимости регулируют выход штоков тормозных цилиндров. После осмотра и ремонта осуществляют пробное торможение ручным тормозом и краном вспомогательного тормоза. Убеждаются в том, что при торможении все тормозные колодки прижаты к бандажам колесных пар, а в отпущенном состоянии зазор между ними составляет 5-15 мм.
Осмотр и ремонт автосцепки выполняют в соответствии с Инструкциеи по эксплуатации тормозов подвижного состава железных дорог.
Проверяют высоту автосцепок над головками рельсов, которая должна быть в пределах 980- 1070 мм. Осматривают крепление клина, плиты фрикционного аппарата, убеждаются в отсутствии зазоров между задними упорами аппарата и передней упорной плитой. При необходимости высоту автосцепки регулируют.
Исправность действия автосцепки проверяют специальным комбинированным шаблоном с откидной скобой. Для проверки исправности действия предохранителя от саморасцепа шаблон прикладывают к автосцепке, как показано на рис. 48, а. При этом полочка всей опорной поверхностью должна прилегать к тяговой поверхности большого зуба, а противоположная кромка основания шаблона - нажимать на лапу замкодержателя. Одновременно нажимают рукой на замок, пытаясь втолкнуть его в корпус автосцепки. Предохранитель считают исправным, если замок уходит в карман корпуса на расстояние не менее 7 мм и не более 18 мм при измерении в верхней части замка. Действие механизма на удерживание замка в расцепленном положении проверяют, прикладывая шаблон, как показано на рис. 48, б. Затем поворотом валика подъемника до отказа перемещают замок внутрь и, освободив валик, продолжают удерживать шаблон в зеве автосцепки. Если при этом замок не выходит из кармана корпуса, а после прекращения нажатия на лапу замкодержателя шаблоном возвращается в первоначальное положение, то механизм автосцепки исправен.
С помощью откидной скобы шаблона проверяют возможность преждевременного включения предохранителя замка от саморасцепа при сцеплении автосцепок. Для этого шаблон устанавливают так, чтобы его откидная скоба стороной с вырезом 35 мм нажимала на лапу замкодержателя, а лист шаблона касался большого зуба (рис. 48, б). Автосцепка годна, если при нажатии на торец замка он беспрепятственно уходит в карман на весь свой ход.?
Определяют толщину замка (рис. 48, г). Если она превышает контрольный размер выреза в шаблоне, т. е. между шаблоном и малым зубом имеется зазор, то замок годен. Замок проверяют по всей высоте вертикальной кромки.
Проверяют ширину зева корпуса автосцепки (рис. 48, д), предварительно слегка утопив замок, чтобы он не препятствовал правильному расположению шаблона. Ширина зева нормальная, если шаблон при его повороте не проходит мимо большого зуба. Проверку выполняют по всей высоте большого зуба.
Прикладывая шаблон к наружной поверхности, охватом по ширине контролируют износ малого зуба (рис. 48, е). Проверку осуществляют в средней части малого зуба на расстоянии 80 мм вверх и вниз от середины его высоты. Если шаблон соприкасается с боковой стенкой малого зуба, автосцепку считают неисправной.
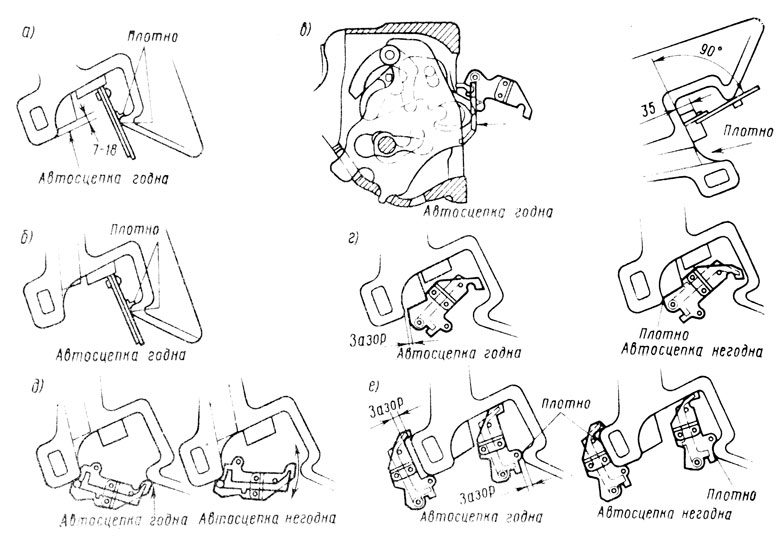
Рис. 48. Проверка автосцепки комбинированным шаблоном
Износ тяговой стороны большого зуба и ударной поверхности зуба определяют путем введения шаблона в зев. Если шаблон входит в зев, то автосцепка неисправна. Проверку производят в средней части большого зуба на расстоянии 80 мм вверх и вниз от середины его высоты.
Проверяют состояние и крепление пескопроводных рукавов, трубопроводов, бункеров, форсунок песочниц. Устраняют утечку песка, неплотно прилегающие крышки бункеров подгоняют по месту. Неисправные сетки, крышки, рукава и трубы заменяют. Проверяют и регулируют подачу песка под колесные пары. Прочищают форсунки, регулируют положение наконечников труб относительно головок рельсов и бандажей колесных пар.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'