9. Техническое обслуживание ТО-4
При ТО-4 выполняют обточку колесных пар без выкатки их из-под электровоза. Как правило, ТО-4 совмещают по времени с текущим ремонтом ТР-1 либо ТР-2.
Колесные пары электровоза должны выкатываться лишь при ТР-3. Поэтому при необходимости обточку колесных пар при ТР-1 осуществляют без выкатки. Для этого применяют станки двух типов, которые отличаются способом обточки бандажа.
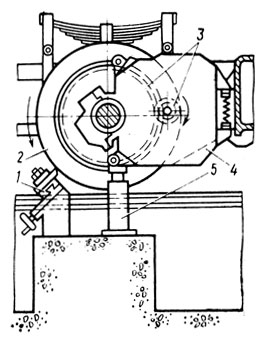
Рис. 31. Схема обточки бандажа колесной пары без выкатки
При обточке бандажа на станке А-41 (рис. 31) колесная пара 2 приводится во вращение от соединенного с ней через зубчатую передачу 3 тягового двигателя 4 электровоза. Двигатель получает питание от специального мотор-генератора или статического преобразователя постоянного тока. Резание осуществляется двумя резцами, каждый из которых установлен в перемещаемом суппорте 1. Чтобы колесная пара могла вращаться, тяговый двигатель вместе с ней приподнимается домкратом 5 на 5-10 мм над уровнем головки рельса. Профиль бандажа обрабатывают по шаблону (рис. 32).
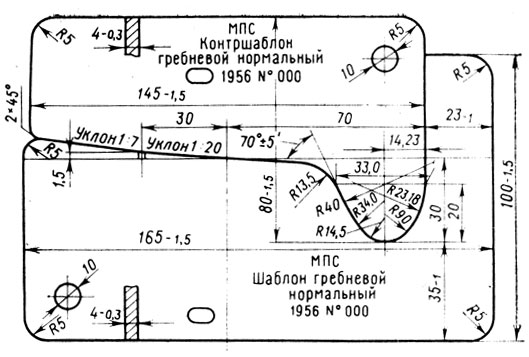
Рис. 32. Шаблон и контршаблон для проверки профиля гребня и поверхности катания бандажа
Во многих локомотивных депо для обточки бандажей без выкатки колесных пар используют изготовляемые Краматорским станкостроительным производственным объединением станки КЖ-20 (рис. 33), КЖ-20М, КЖ-20МХ, КЖ-20Б и КЖ-20ТФ-1. При обточке на этих станках колесная пара вращается от опорно-приводных роликов, а резание осуществляется профильными фрезами, имеющими собственный привод.
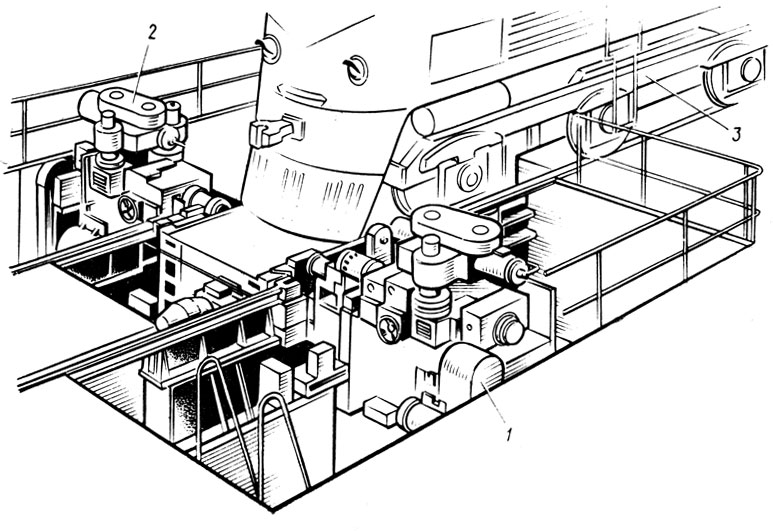
Рис. 33. Общий вид станка КЖ-20 для обточки бандажей колесных пар без выкатки: 1 - электродвигатель станка; 2 - суппорт; 3 - рама тележки
Фреза имеет десять спиральных граней, на которых в шахматном порядке расположены 110 цилиндрических резцов из твердого сплава, образующих профиль бандажа (рис. 34). Применение таких станков позволяет значительно сократить простой электровозов в ремонте, а также трудоемкость и себестоимость выполняемых работ.
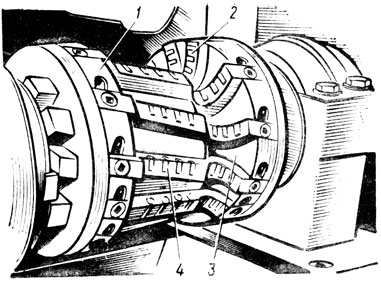
Рис. 34. Общий вид фрезы: 1 - корпус; 2 - пластина; 3 - резец; 4 - крепящий винт
Перед обработкой колесных пар на станке необходимо демонтировать буксовые крышки. Размещение электровоза на станке осуществляется маневровым локомотивом, после Этого электровоз зачаливают тросом для последующего перемещения и обработки остальных колесных пар.
Ролики домкратов совмещают с гребнями обрабатываемой колесной пары и отрывают ее на 2-3 мм от рельсов. Рельсы отводят, а колесную пару зажимают пинолями, которые вводятся в центровые отверстия оси колесной пары. При этом несовпадение центров станка с центровыми отверстиями оси допускается не более 8 мм.
Убедившись, что центры станка плотно вставлены в центровые отверстия оси колесной пары, зажимают пиноли центровых бабок гидрозажимом. После этого осуществляют сближение фрез с бандажами колесной пары до зазора 10-15 мм. Устанавливают направление вращения роликов таким образом, чтобы колесная пара вращалась обработанной поверхностью к рабочему. Положение фрез устанавливают с помощью измерительного устройства по внутренним граням бандажей колесной пары. Затем включают вращение шпинделей фрез и роликов подачи. Фрезы подводят к бандажам, и производится врезание на нужную глубину на участке окружности 350-400 мм. Максимальная глубина врезания 8 мм. Процесс полной обработки бандажей выполняется за один оборот колесной пары с момента полного врезания фрез.
Если требуется повышенная точность и чистота обрабатываемой поверхности, обработку колесной пары осуществляют за два прохода. При этом второй подход выполняют без врезания. Скорость резания выбирается в зависимости от состояния поверхности катания бандажей колесной пары. При наличии ползунов для увеличения стойкости чашек фрез обработку ведут на 1-й скорости при минимальной частоте вращения фрез 70 об/мин.
После остановки станка локомотив лебедкой перемещается для обработки следующей колесной пары, и цикл повторяется. По окончании обработки бацдажей всех колесных пар бандажным штангенциркулем-скобой замеряют диаметры колес и электровоз выводят из цеха.
При обточке колесных пар на станке без выкатки из-под локомотива необходимо соблюдать общие правила техники безопасности при работе на металлорежущих станках.
Перед установкой локомотива на станок необходимо убедиться, что участки убирающихся рельсов имеют надежное крепление, станок находится в исходном (нерабочем) положении, а в канаве нет людей. При постановке локомотива на станок рельсы должны быть подведены, ролики отпущены, пиноли отведены. При перемещении локомотива лебедкой зачаливание должно производиться таким образом, чтобы тянущий участок троса был натянут, а ненагруженный - ослаблен. При этом перед перемещением для обточки следующей колесной пары станок необходимо привести в исходное положение и установить участки убираемых рельсов. После установки электровоза на станок необтачиваемые колесные пары подклинивают деревянными клиньями.
В период нахождения электровоза на станке все ремонтные работы должны быть прекращены.
Не разрешается работать на станке со снятым ограждением фрез. Заменять фрезы следует только при полностью остановленном станке.
Недопустимо выполнять регулировку и наладку станка, а также обмеры колесной пары до полной остановки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'