8. Техническое обслуживание ТО-3
Общие сведения. Перед постановкой электровоза на канаву для выполнения ТО-3 ходовые части очищают, а тяговые двигатели продувают сжатым воздухом. В зимнее время очищают снегозащитные фильтры. Перед началом технического обслуживания проверяют работу вспомогательных машин, регулятора напряжения, реле обратного тока, действие тормозов и песочницы. Мегаомметром измеряют сопротивление изоляции обмоток тяговых двигателей, изоляторов крышевого оборудования и электрической аппаратуры.
При ТО-3 осматривают основные узлы ходовых частей, рессорного и люлечного подвешивания, тормозной рычажной передачи, ударносцепных устройств, оборудование песочниц, тяговые двигатели, вспомогательные машины, низковольтную и высоковольтную аппаратуру, пусковые резисторы, крышевое оборудование, аккумуляторную батарею, пневматическое оборудование, устройства автоматической локомотивной сигнализации и радиосвязи. Выявленные при этом неисправности, а также дефекты, записанные в журнале технического состояния электровоза, устраняют.
По окончании работ по ТО-3 проверяют электровоз под рабочим напряжением контактной сети. При этом убеждаются в правильности включения аппаратов, работы вспомогательных машин, трогании с места при управлении из обеих кабин, проверяют работу тормозов. ТО-3 выполняют рабочие комплексных и специализированных бригад на ремонтных стойлах основного локомотивного депо.
Механическое оборудование. Очищают от грязи и осматривают буксовые узлы, бандажи колесных пар, рамы тележек, рессорное и люлечное подвешивание, тормозную рычажную передачу, противоотносное и противоразгрузочное устройства, боковые опоры. При осмотре рам особое внимание обращают на выявление трещин в боковинах, поперечных и шкворневых балках, кронштейнах и стойках. Молотком обстукивают все боковые соединения на раме и убеждаются в наличии шайб, шплинтов, стопорных планок. Ослабшие соединения укрепляют, дефектные детали заменяют.
Проверяют крепление съемных вертикальных и горизонтальных упоров на раме и зазоры. При вертикальном зазоре менее 10 мм кузов поднимают и осуществляют ревизию пружин боковых опор. Просевшую или изломанную пружину заменяют. При вертикальном зазоре от 10 до 14 мм зазор восстанавливают с помощью регулировочных прокладок.
На электровозах ВЛ8, ВЛ23, ВЛ22М проверяют состояние сочленения тележек, плотность прилегания и крепления подбуксовых струнок.
Осматривают крепление накладок под ролик противоразгрузочного устройства на поперечинах рамы тележки; их износ не должен превышать 6 мм.
При осмотре колесных пар убеждаются в отсутствии на бандажах трещин, выбоин (ползунов), плен, раздавленностей, вмятин, отколов, раковин, выщербин, ослабления бандажей на ободе центра, их сдвига, ослабления бандажного кольца. Замеряют толщину бандажа, которая должна быть не менее 40 мм, прокат, определяют вертикальный подрез гребня и остроконечный накат. Убеждаются в отсутствии трещин в ступицах, дисках, спицах и ободьях колесных центров, признаков ослабления или сдвига ступиц на оси. На электровозах с челюстными буксами, кроме того, измеряют поперечные и продольные разбеги колесных пар.
Проверяют состояние и крепление деталей рессорного и люлечного подвешивания, гидравлических гасителей колебаний, ослабшие соединения закрепляют. Подвески, пружины, предохранительные скобы при наличии трещин заменяют. Подлежат замене рессоры, имеющие сдвиг листов относительно хомута, а также рессоры с трещинами в листах или хомуте.
При осмотре люлечного подвешивания обращают внимание на состояние крепления болтов балансиров к раме, наличие стопорных шайб и шплинтов. При необходимости проверяют резьбу болтов и гаек и крепят их. Стержни и пружины, опорные шайбы стержня и стаканы при наличии трещин и изломов заменяют. Стержни, имеющие выработки у отверстий опор, также заменяют. Контролируют зазор между опорой и прокладкой; он должен быть не менее 4 мм. Замеряют также высоту пружин в сборе с прокладками; она должна быть не менее 300 мм.
Буксы колесных пар и их поводки подвергают тщательному осмотру. Проверяют надежность крепления крышек букс, наличие трещин в корпусе и крышках, крепление поводков. Утечки смазки не допускаются. Замеряют зазор между дном паза в буксе и рамой, который должен быть не менее 0,2 мм. Оборванные болты буксовых крышек высверливают и заменяют новыми. Если это не удается сделать без съема буксы, последнюю демонтируют. На электровозах с челюстными буксами тщательно контролируют состояние буксовых направляющих. На электровозах ЧС проверяют по сигнализаторам состояние устройств заземления силовой цепи. Молотком обстукивают и проверяют крепление половин кожуха редуктора одну к другой и к остову
Тягового двигателя. По отсутствию течи смазки убеждаются в том, что трещин нет и уплотнение эффективно выполняет свои функции. При необходимости добавляют смазку в кожуха редукторов. Трубку-сапун прочищают. На электровозах ЧС тщательно проверяют узел подвески редуктора, состояние подвески и валиков, наличие и крепление стопорных планок.
В отсутствии чрезмерного нагрева моторно-осевых подшипников убеждаются на ощупь, а надежность крепления их шапок проверяют путем обстукивания молотком. Контролируют уровень и состояние масла, убеждаются в отсутствии его обводнения и течи, контролируют плотность прилегания крышек заправочной горловины. При необходимости масло доливают или заменяют.
Осматривают маятниковые подвески тяговых двигателей, крепление валиков, гаек, обращают внимание на состояние резиновых шайб. Трещины на подвесках, а также выпучивание резины на габариты металлических дисков не допускаются. Дефектные детали в таких случаях подлежат замене. При траверсном подвешивании тяговых двигателей (электровозы ВЛ8, ВЛ23, ВЛ22М) проверяют состояние пружин, балок и направляющих стержней.
Осматривая тормозную рычажную передачу и ручной тормоз, обращают особое внимание на выявление трещин и надрывов в деталях тормозной рычажной передачи, на наличие и состояние предохранительных устройств, крепление валиков и тормозных колодок, расположение их относительно бандажей колесных пар. Изношенные тормозные колодки заменяют. Проверяют выход штоков тормозных цилиндров и при необходимости регулируют тормозную рычажную передачу. Выход штоков должен быть в пределах 75-100 мм.
Осуществляют пробное торможение ручным тормозом и краном вспомогательного тормоза. Убеждаются в том, что в заторможенном состоянии все тормозные колодки прижаты к бандажам колесных пар, а в отпущенном зазор между ними составляет 5-15 мм. Проверяют состояние и крепление воздухо- и пескопроводных труб и рукавов, форсунок, песочных бункеров. Неплотно прилегающие крышки бункеров подгоняют по месту, неисправные крышки и сетки заменяют. Дефектные трубы, рукава и другие детали ремонтируют либо заменяют. Проверяют подачу песка под бандажи колесных пар и при необходимости регулируют подачу песка и положение наконечников пескопроводных труб относительно головок рельсов и бандажей колесных пар.
Осматривают автосцепное устройство, проверяют состояние и крепление клина, хомута, плиты фрикционного аппарата, маятниковых болтов и болтов крепления розеток. Неисправные детали заменяют. Измеряют высоту автосцепки от головок рельсов. Высоту автосцепки регулируют навариванием головок маятниковых болтов или привариванием к центрирующей балочке пластин толщиной до 10 мм.
Действие механизма автосцепки проверяют следующим образом. Лапу замкодержателя утапливают внутрь головки автосцепки и делают попытку втолкнуть рукой замок. Если замок не уходит дальше после упора верхнего плеча собачки в противовес замкодержателя, то устройство, предохраняющее от саморасцепа, считается исправным.
Обстукиванием молотком проверяют крепление путеочистителя и приемных катушек АЛСН, наличие и целостность предохранительных тросиков. Замеряют и при необходимости регулируют высоту нижней кромки путеочистителя, которая должна быть не менее 100 мм. Проверяют исправность скоростемера и его привода, устройств автоматической локомотивной сигнализации, радиосвязи, тифона. При необходимости заменяют мембрану тифона.
Смазывают и заправляют маслом узлы и детали механического оборудования согласно карте смазки.
Тяговые двигатели и вспомогательные машины. Перед постановкой электровоза в цех необходимо обдуть тяговые двигатели снаружи сжатым воздухом от магистрали депо или электровоза, а также очистить их снаружи от пыли и грязи, а зимой - от снега и льда и в первую очередь у смотровых люков и заправочных отверстий.
При ТО-3 особое внимание уделяют проверке технического состояния узлов и деталей электрических машин, которые оказывают решающее влияние на эксплуатационную надежность электровозов. Коллекторные люки открывают, проверяют состояние замков, крышек, уплотнительных прокладок. Осматривают щеточно-коллекторные узлы. Перед осмотром тяговые двигатели продувают сжатым воздухом (с отсосом пыли).
Проверяют техническое состояние коллектора, щеткодержателей, кронштейнов, изоляторов, перемычек, электрощеток; болты крепления кронштейнов, щеткодержателей, щеточных проводников, если они ослабли, подтягивают. Изоляторы или изоляционные пальцы, на которых обнаружены дефекты (из-за перебросов, кругового огня или других причин) изоляционной поверхности на 20% и более по длине перекрытия, заменяют исправными.
Проверяют состояние изоляционного конуса коллектора, якорных бандажей. Следы перебросов зачищают, изоляционные поверхности восстанавливают покрытием их изоляционной эмалью воздушной сушки (НЦ-929 или ГФ-92ХС). При обнаружении следов переброса на тяговых двигателях ГЛ-2К или НБ-407, а также на всех тяговых двигателях пассажирских электровозов для осмотра щеточных узлов проворачивают траверсы. В случаях когда на коллекторе не обнаружено засорения межламельных канавок или затягивания их медью коллекторных пластин, то от пыли и грязи коллектор очищают волосяной или капроновой щеткой и протирают увлажненными в бензине салфетками. Затягивание канавок медью устраняют снятием с коллекторных пластин фасок.
Электрощетки, у которых обнаружены отколы, трещины, изломы, повреждения проводников или резиновых амортизаторов, а также износ выше установленных норм, заменяют новыми. Браковочная высота электрощеток составляет: для тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б - 35 мм, ТЛ-2К1 - 25, НБ-407Б - 28, AL-4846 - 21 мм. Новые электрощетки перед установкой притирают на приспособлении или на коллекторе, подложив под электрощетки стеклянное полотно.
Проводники электрощеток скручивают и надежно закрепляют болтами на корпусе щеткодержателя. Во время установки электрощеток следят за тем, чтобы их проводники не попадали под нажимные пальцы щеткодержателей.
После ремонта щеточных узлов траверсу устанавливают на место, обеспечивая совпадение рисок, выбитых на траверсе и остове, и прочно закрепляют. Проверяют состояние подводящих кабелей, при необходимости закрепляют их на кронштейнах. Крепление должно быть прочным и исключать возможность вибрации кабелей и перетирания их изоляции.
Осматривают видимые части полюсных катушек, проверяют прочность крепления кабелей к скобам остова, состояние лобовых частей компенсационных катушек (на тяговых двигателях ТЛ-2К1, НБ-407Б); выявленные дефекты устраняют. Если на кабелях обнаружено вздутие изоляции или их резкий изгиб, то такой кабель проверяют дополнительно, исключая возможность излома жил в этих местах.
После осмотра и ремонта щеточно-коллекторных узлов и устранения всех обнаруженных дефектов устанавливают коллекторные люки, обеспечивая их плотное прилегание, надежное уплотнение щелей, исправность замков.
Снаружи проверяют целостность выхлопных козырьков, плотность прилегания и целостность вентиляционных патрубков. Неплотности в местах прилегания патрубков к остову или кузову устраняют подгонкой их по месту, порванные патрубки зашивают или заменяют исправными.
Осматривают остовы тяговых двигателей снаружи: выявляют трещины, проверяют плотность затяжки болтов полюсов, подшипниковых щитов, шапок моторно-осевых подшипников.
Ослабшие болты подтягивают, со срывами резьбы заменяют исправными.
Проверяют состояние трубок, предназначенных для запрессовки смазки, наличие на них пробок, состояние крышек подшипниковых щитов. Следы вытекания смазки, а также выявленные на ощупь повышенные нагревы отдельных крышек могут быть вызваны дефектами в подшипниках и требуют дополнительной проверки узла с прослушиванием подшипников.
Электровозы, на которых обнаружены признаки повышенного нагрева подшипников, выдавать в эксплуатацию без тщательной проверки и устранения неисправностей не разрешается.
Обращают внимание на состояние защитных рукавов кабелей, крепление выводных кабелей в клицах, в выводных коробках и хомутах. При необходимости клицы разбирают и выявленные дефекты устраняют, порванные и потертые рукава заменяют или ремонтируют.
Проверяют надежность крепления пластин на поддерживающих выступах подвески тяговых двигателей, при обнаружении ослаблений пластину приваривают по контуру. При потере пластины или износе металла выступа тяговый двигатель выкатывают.
Обращают внимание на состояние компаундной массы на головках полюсных болтов у верхних полюсов и у полюса, расположенного у моторно-осевой горловины; трещины в компаундной массе или ее выкрашивание свидетельствуют о возможном ослаблении или изломе болтов.
В зимнее время проверяют состояние и крепление устройств, предназначенных для защиты тяговых двигателей от попадания снега, - снегозащитных кожухов, сеток и заглушек - и обеспечивают их исправность.
Бспохмогательные электрические машины осматривают снаружи, а затем открывают, как и на тяговых двигателях, крышки коллекторных люков и проверяют состояние их щеточно-коллекторных узлов и видимых участков передней лобовой части якоря и магнитной системы остова.
При внешнем осмотре проверяют прочность крепления машин к их основаниям, на электровозах ЧС - состояние клиноременной передачи генератора тока управления, при необходимости регулируют натяжение ремней, негодные ремни заменяют.
У электрических машин с принудительным охлаждением (НБ-431 всех индексов, ТЛ-122 и др.) проверяют состояние подводящих патрубков и обеспечивают свободный доступ в электродвигатели охлаждающего воздуха. Предохранительные сетки очищают от пыли и загрязнений.
Щеточно-коллекторные узлы вспомогательных электрических машин осматривают и ремонтируют (при необходимости) так же, как щеточно-коллекторные узлы тяговых двигателей.
Токоприемники. Высоковольтное и низковольтное оборудование. При ТО-3 проверку электрооборудования начинают с измерения сопротивления изоляции всех силовых аппаратов, обмоток тяговых двигателей и вспомогательных машин. Для измерений используют мегаомметр напряжением 2500 В. Благодаря малой мощности этого прибора прикосновение к токоведущим частям электровоза во время проверки не представляет непосредственной опасности. Однако электрический ток может вызвать непроизвольные движения и быть причиной ушибов или падения. Поэтому сопротивление изоляции целесообразно измерять до начала всех работ, предварительно убедившись в отсутствии людей на крыше электровоза.
Для измерения силовую цепь обычно разбивают на несколько участков. Перечень и характеристика этих участков и нормы сопротивления изоляции для них приведены на с. 345.
Одним из участков является все крышевое оборудование. При измерении сопротивления изоляции этого участка на электровозе ВЛ10 включают крышевые разъединители 47-1 и 47-2 (рис. 22), убеждаются в том, что шинный разъединитель 58-1 низковольтных розеток 49-1 и 50-1 отключен и быстродействующие выключатели БВП-5 (51-1) и БВЗ-З (53-2) находятся в выключенном состоянии.
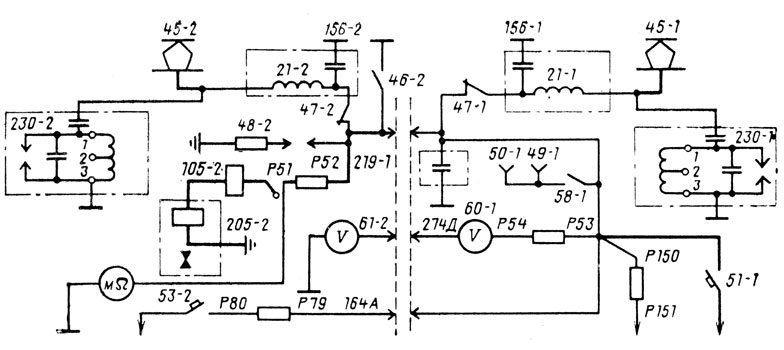
Рис. 22. Схема измерения сопротивления изоляции крышевого оборудования электровоза ВЛ10
Цепь вольтметров разрывают отсоединением провода от зажима Р53 добавочного резистора. Войдя в высоковольтную камеру второй секции, закрывают ее так же, как и первую, с тем, чтобы отключить заземляющие разъединители 46-1 и 46-2, и отсоединяют провод от зажима Р51 добавочного резистора реле контроля защиты и вентиля защиты.
Перед измерением проверяют исправность мегаомметра. Переключатель устанавливают в положение МΩ и, вращая ручку прибора при разомкнутых зажимах, убеждаются в том, что стрелка установилась на отметку ∞ шкалы мегаомов, а при замкнутых - на 0.
После этого один провод от зажима "Линия" мегаомметра подключают к проводу, отсоединенному от резистора Р51-Р52, а другой провод (от зажима "Земля") - к корпусу электровоза в том месте, где нет краски. Результаты измерения зависят от продолжительности приложения напряжения, поэтому, равномерно вращая ручку, снимают показания прибора через 30-60 с после начала измерения.
Поскольку во время измерения сопротивления изоляции крышевого оборудования необходимо находиться в высоковольтной камере и при отключенных заземляющих разъединителях подсоединять мегаомметр непосредственно к цепи токоприемников, запрещается выполнять измерения при стоянке электровоза под контактным проводом, находящимся под напряжением.
Для измерения сопротивления изоляции обмоток вспомогательных машин и печей нужно разорвать минусовую цепь (рис. 23), отсоединив от сборной шины (панели заземления) в высоковольтной камере первой секции более толстый кабель, идущий через быстродействующий выключатель БВЗ-2 (53-2) к счетчику электроэнергии. Выводы мегаомметра подсоединяют к панели заземления 39-2 и корпусу электровоза. Чтобы установить место пониженного сопротивления изоляции, нужно разбить проверяемую цепь на отдельные участки, изолированные друг от друга.
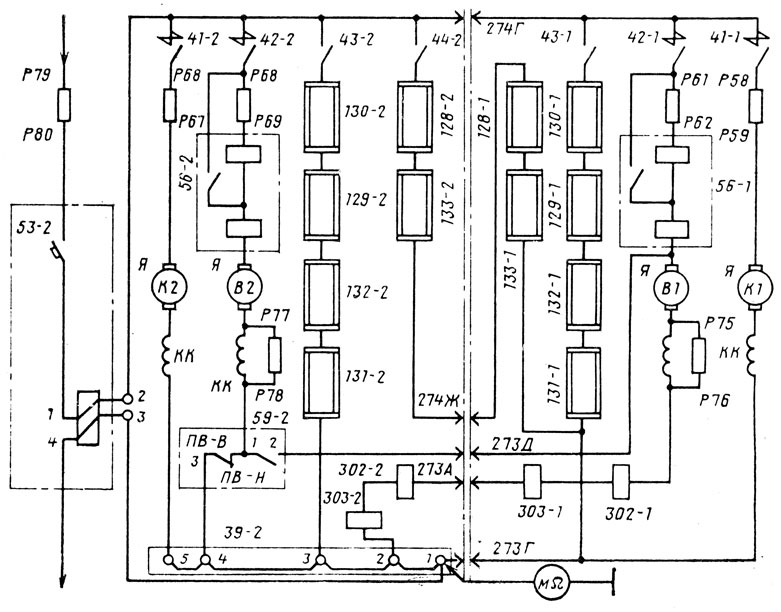
Рис. 23. Схема измерения сопротивления изоляции вспомогательных машин электровозов ВЛ10
Так, в рассматриваемом примере можно первоначально отсоединить от зажима 1 панели заземления 39-2 провод 273Г, идущий от обмотки главных полюсов электродвигателя первого компрессора, и измерить сопротивление изоляции цепи, состоящей из демпферного резистора Р58-Р59 части контакторов 41-1, 43-1, 44-2, обмоток якоря и полюсов электродвигателя К1, электронагревательных печей 131-1, 132-1, 129-1, 130-1, 133-1, 128-1, 133-2, 128-2 и соединительных проводов. Далее для поиска отказавшего элемента целесообразно использовать метод половинного исключения, описанный на с. 38. Затем таким же образом можно измерить раздельно сопротивление изоляции цепи электродвигателя вентилятора В1 (отсоединив провод 273А от зажима 2 панели заземления 39-2) и других цепей.
Независимо от того, последовательно или параллельно соединены элементы, составляющие контролируемую цепь, в измерительной схеме (мегаомметр - контролируемая цепь - корпус электровоза - мегаомметр) сопротивления изоляции
всех элементов соединены параллельно. Так, если разбить контролируемую цепь на две части и измерить сопротивление изоляции каждой части, то общее сопротивление изоляции всей цепи можно подсчитать так же, как подсчитывается общее сопротивление двух параллельных ветвей:
Rиз.общ=Rиз1Rиз2/(Rиз1+Rиз2)
где Rиз1, Rиз2 - соответственно сопротивления изоляции первой и второй частей цепи.
Сопротивление изоляции каждой отдельно взятой части цепи может быть много больше ее общего сопротивления. Например, в результате увлажнения сопротивление изоляции всех восьми тяговых двигателей электровоза ВЛ10 может быть равным 0,5 МОм, а каждой отдельно взятой пары тяговых двигателей - около 2 МОм.
Однако следует учитывать, что мегаомметр является прибором с крутопадающей характеристикой: при увеличении тока во внешней цепи между его зажимами напряжение на выходе прибора резко падает. В то же время косвенно оцениваемый мегаомметром ток утечки изоляции обычно зависит от значения приложенного напряжения. Поэтому сопротивление изоляции каждого из двух одинаковых участков электрической цепи может быть не в 2 раза больше сопротивления изоляции всей цепи, а, например, только в 1,8 раза.
Основной причиной снижения сопротивления в эксплуатации являются такие повреждения изоляции, как пробой, механическое разрушение или касание неизолированными токоведущими частями корпуса электровоза. В этих случаях при установке переключателя в положение "МОм" и даже "кОм" стрелка прибора устанавливается на 0. Практически в то же положение она будет устанавливаться при последующем измерении более мелких участков, включающих поврежденный элемент, благодаря чему, последовательно отсоединяя исправные звенья цепи или используя метод средней точки (см. с. 38), нетрудно отыскать место неисправности.
После измерения сопротивления изоляции приступают непосредственно к осмотру и ремонту высоковольтной аппаратуры электровоза. Как и при ТО-2, в первую очередь осматривают аппараты, при неисправности которых запрещается выдавать электровозы под поезда: токоприемники, защитную аппаратуру от токов короткого замыкания, перегрузок, боксования и нарушений режима напряжения, автостоп, автоматическую локомотивную сигнализацию и аккумуляторную батарею. Затем обязательно проверяют исправность аппаратов, о неудовлетворительной работе которых сделаны записи в журнале технического состояния локомотива за время, прошедшее со дня выхода электровоза из последнего текущего ремонта. Чтобы не задержать выпуск электровоза из ТО-3, начинают ремонт с выполнения работ, требующих наибольших затрат времени.
Опыт, накопленный различными депо, обязывает при осмотре электрической аппаратуры больше уделять внимания аппаратам и узлам, известным недостаточной надежностью, неисправность которых приводит к серьезным затруднениям на линии: пусковым резисторам, групповым переключателям, индивидуальным контакторам и высоковольтным проводам.
Осматривая аппараты, оценивают состояние контактных поверхностей, болтовых соединений, креплений проводов и исправность покрова изоляционных деталей. При этом руководствуются простым правилом, что изменение внешнего вида и привычного состояния аппаратов не бывает беспричинным и позволяет обнаружить возможное повреждение или устранить последствия уже свершившегося повреждения.
Работоспособность электрических аппаратов в большой степени определяется надежностью крепления токоведущих деталей. Чем лучше контакт, тем меньше переходное сопротивление и нагрев при протекании тока. При сильном нагреве контакта количество тепла, выделяемого в нем, с течением времени увеличивается благодаря окислению контактной поверхности. В результате нагрев может быть настолько интенсивным, что приведет к пережогу наконечников кабелей и проводов, взаимному свариванию контактов аппаратов и обугливанию изоляции близко расположенных деталей. Поэтому при ТО-3 следует проверять прочность крепления болтовых соединений и токоведущих деталей.
Для проверки исправности крепления сильноточного проводника можно, взявшись за него рукой, попытаться слегка покачать проводник вокруг болта.
В большинстве случаев затяжку крепежных деталей проверяют с помощью гаечного ключа или отвертки. Наиболее целесообразно использовать для этой цели динамометрические (моментные) гаечные ключи или отвертки. Такой ключ может быть контролируемым или предельным. Контролируемый гаечный ключ имеет указатель момента. При достижении определенного значения крутящего момента может появляться световой или звуковой сигнал. Предельный гаечный ключ при достижении заданного крутящего момента автоматически отключается, что предотвращает перетяжку резьбы.
В электрических аппаратах ослабление крепления коммутирующих контактов легко обнаружить по изменению их цвета: потемнению или посинению. Расплавление и даже сваривание контактов может произойти не только из-за ослабления крепления подвижных контактов, но и из-за ухудшения состояния контактных поверхностей или уменьшения нажатия, площади прилегания, притирания или провала контактов.
Принято считать, что при включении и выключении контактора подвижный контакт перекатывается и проскальзывает по поверхности неподвижного контакта, благодаря чему должно происходить очищение контактных поверхностей от окислов и загрязнений. В действительности процесс включения происходит более сложно, поскольку контакты сближаются с большой скоростью. Удар подвижного контакта 1 (рис. 24) о неподвижный 2 вызывает их упругую деформацию. В результате подвижный контакт вновь отскакивает и вновь соударяется с неподвижным. Это явление, называемое вибрацией контактов при включении, сопровождается перекатыванием подвижного контакта 1. У электромагнитных аппаратов вибрация контактов усиливается вследствие вибрации якоря, вызванной его упругим соударением с якорем электромагнита.
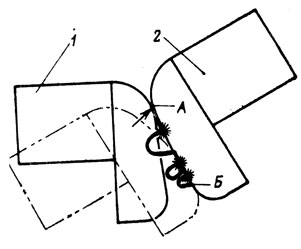
Рис. 24. Траектория движения силовых контактов контактора при включении
Характер вибрации контактов определяется большим числом факторов. В частности, продолжительность вибрации обратно пропорциональна начальному натяжению притирающей пружины контактора. Обычно эта продолжительность составляет 0,005-0,025 с. За такое время происходит 3-4, иногда 10-12 отскоков подвижного контакта.
При первом же соприкосновении контактов в точке А по коммутируемой ими цепи начинает протекать ток, поэтому при отскоке и расхождении контактов под током между ними возникает мостик расплавленного металла, а на поверхности контактов у оснований этого мостика образуются кратеры небольших размеров (на рис. 24 эти места отмечены звездочками).
Вибрация контактов при включении является закономерным явлением и характерна для любого коммутирующего аппарата, будь то контактор или реле. Но последствия ее различны. У большинства контакторов вибрация не приводит к существенному ухудшению качества контактного соединения. Во-первых, окончательно постоянный контакт устанавливается в точке Б, где поверхность свободна от поджогов. Во-вторых, образование мостика расплавленного металла приводит к разрушению окисной пленки на контактной поверхности и в определенной мере способствует самоочищению контактов.
При отключении аппарата благодаря взаимному перемещению контактов место их постоянного соприкосновения и место образования дуги не совпадают. По мере уменьшения толщины контактов место постоянного соприкосновения и место разрыва перемещаются по поверхности контактов, исключая сильный подгар в одной точке.
Проверяя притирание или провал, включают аппарат вручную и в зависимости от его конструкции наблюдают непосредственно за перекатыванием контактов. При этом рычаг подвижного контакта должен иметь некоторый свободный ход после соприкосновения контактов.
Одновременно с осмотром контактов проверяют состояние дугогасительных камер, убеждаются в отсутствии трещин и чрезмерных прогаров стенок. Следы закопчения на внутренних сторонах стенок должны указывать на то, что электрическая дуга равномерно растягивается и гаснет внутри камеры без вредных завихрений и задержек около перегородок и других выступающих частей камеры.
Внутренние поверхности стенок очищают от сильных отложений копоти и вкраплений меди легкими прикосновениями наждачным полотном. Застывшие брызги металла снимают с металлических деталей и дугогасительных рогов, расположенных либо непосредственно в камере, либо прикрепленных к рычагам контактов.
Осматривая дугогасительные катушки, убеждаются в отсутствии повреждений выводов, целостности корпусной и межвитковой изоляции, отсутствии следов сваривания отдельных витков и исправности магнитопроводов.
Состояние электромагнитных приводов аппаратов проверяют, как правило, включая их вручную. Включение и отключение должны происходить легко, без заеданий. Контролируют состояние соединений и креплений деталей. Пневматические приводы аппаратов проверяют под действием воздуха, нажимая на грибки включающих вентилей. Привод должен работать без утечек воздуха и обеспечивать полное включение аппарата.
Повреждения электрических аппаратов электровозов, вызванные износом деталей приводов, в эксплуатации происходят сравнительно редко и, как правило, являются следствием неудовлетворительно выполненного планового ремонта, отсутствия или недоброкачественного состава смазки, неправильного подбора материала трущихся поверхностей. К таким повреждениям относятся: повышенный зазор между валиком и втулкой, чрезмерный износ клапанов, седел, потеря герметичности пневматических приводов в результате порчи кожаных манжет и уплотняющих прокладок. При надлежащем качестве планового ремонта эти нарушения в эксплуатации встречаются редко.
Большое внимание при ТО-3 уделяют уходу за изоляцией электрической аппаратуры и проводов. Приведем примеры характерных повреждений: перекрытие изоляционных стоек контакторов из-за замасливания и загрязнения их поверхности; межвитковое замыкание в катушке дифференциального реле по трещинам в корпусной изоляции; вторичное перекрытие изоляционных стоек контакторов после небрежного устранения следов предыдущего повреждения; пробой изоляции вала реверсора из-за ее расслоения; перетирание изоляции проводов в контроллере машиниста; перекрытие изоляционной панели в распределительной коробке цепи отопления поезда из-за попадания влаги; обугливание и разрушение изоляции кабелей, подходящих к пусковым резисторам, в результате их чрезмерного нагрева при длительной езде на реостатных позициях; пробой шпильки ящика пусковых резисторов вследствие ее ослабления и перетирания в местах установки элементов резисторов и др.
Осмотр изоляции имеет целью выявление возникших трещин и признаков расслоения изоляционного покрытия, следов механического повреждения изоляции и особенно ее перетирания. Если неисправность изоляции (например, трещины в корпусной изоляции реле) нельзя устранить на месте, то аппарат снимают с электровоза для ремонта в цехе. Способы восстановления изоляции непосредственно на электровозе описаны на с. 94.
Все изоляционные поверхности аппаратов одновременно с осмотром тщательно протирают от пыли, загрязнений и случайных масляных пятен. Для этого пользуются чистой салфеткой, слегка смоченной бензином. Если при осмотре аппаратов зачищали дугогасительные камеры и контакты, то перед протиркой изоляции осевшие на ее поверхности частицы металла и пыль следует удалить сжатым воздухом. Места возможного скопления влаги (штепсельные головки, розетки и распределительные коробки электрообогрева вагонов, коробки приемных катушек АЛСН) промывают бензином особенно тщательно и насухо протирают салфетками. Для контроля качества ремонта таких аппаратов рекомендуется измерять сопротивление их изоляции отдельно от всей цепи электровоза.
Рассмотрим последовательность проверки технического состояния аппаратов на примере реле перегрузки РТ-406В электровозов ВЛ10, ВЛ8 и ВЛ23. Оценив общее состояние этого реле и убедившись в исправном состоянии изоляционной панели 1 (рис. 25), проверяют крепление кабелей к шинам 2 и осматривают регулировочную пружину. Наличие пломбы 3 и отсутствие следов сбоя установки регулировочного винта 4 являются основными признаками правильной регулировки реле. В исправной работе его убеждаются, нажимая слегка на якорь 5. Он должен свободно, без заеданий поворачиваться на призме. Контакты 7 должны включаться с некоторым притиранием, без перекосов и больших смещений относительно друг друга. В заключение проверяют крепление контактов на панели 1 и подходящих к ним проводов. Загрязненные контакты промывают бензином, изоляционные поверхности протирают сухой либо слегка смоченной в бензине салфеткой, указатель 6 устанавливают в горизонтальном положении.
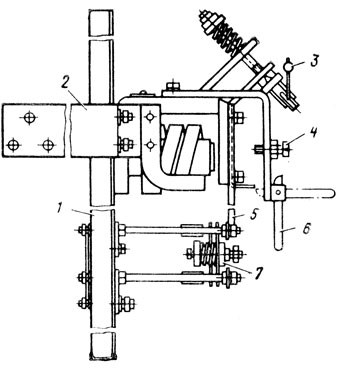
Рис. 25. Реле перегрузки PT-406B
Из групповых аппаратов наибольшего внимания требуют главные переключатели (ГП) электровозов ЧС2, ЧС2Т и ЧСЗ. Из всех отказов электроаппаратуры и электрических цепей электровозов ЧС2 в пути следования, потребовавших замены локомотива, более 40% приходится на ГП. Другими словами, каждая шестая порча электровозов ЧС2 происходит из-за отказа группового переключателя. На каждом четвертом электровозе ЧС2, исключаемом из эксплуатации для выполнения непланового ремонта электрической аппаратуры, поврежденным является ГП.
При ТО-3 блоки дугогасительных камер 1 (рис. 26) переключателя поднимают и закрепляют их в верхнем положении, открывая доступ для осмотра деталей контакторов и камер. Оценивая их состояние, полезно помнить, что за один цикл набора и сброса позиций аппарата различные контакторы срабатывают различное число раз, причем на различных позициях и при различных скоростях движения электровоза они будут коммутировать различные токи. Продолжительность горения дуги, т. е. длительность ее воздействия на детали контактора и дугогасительной камеры, будет зависеть главным образом от напряжения и индуктивности отключаемой цепи. Перечисленные обстоятельства и являются причиной различий во внешнем виде деталей контакторов и дугогасительных камер.
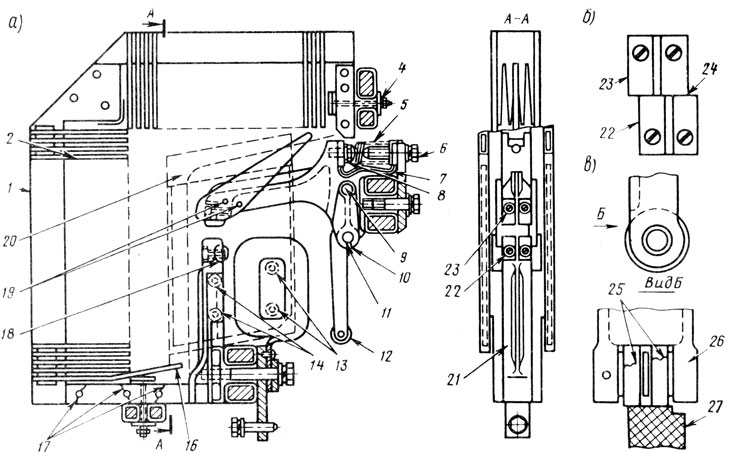
Рис. 26. Места характерных неисправностей контакторного элемента групповых переключателей электровозов ЧС: а - контакторный элемент; б - силовые контакты; в - нижняя часть выключающего рычага
Слесарю, обслуживающему ГП, очень важно запомнить, что на всех электровозах контакты 22 и 23 одного контактора всегда слегка посиневшие, а контакты другого контактора всегда практически чистые, в то время как контакты третьего контактора всегда имеют следы повышенного износа. То же самое можно сказать и о дугогасительных камерах 1: у камер одних контакторов они всегда сильно закопчены, а у других почти незаметны следы дугогашеяия.
Любое отклонение от обычного состояния, неважно, в худшую или лучшую сторону, должно насторожить слесаря и побудить к поиску причины аномалии. Например, на одном электровозе ЧС2, длительное время находившемся в эксплуатации, был обнаружен контактор 01, бывший "как новый". Ни контакты, ни дугогасительная камера не имели какой-либо работы и были совсем чистыми, в то время как обычно контакторы 01 работают с большим напряжением. Причиной явилась ошибка в монтаже, в результате которой контактор 01 был фактически выведен из работы, а всю нагрузку взяли на себя два других контактора, работавшие на грани отказа. Слесари же ничего не замечали, поскольку были убеждены в том, что если контакты и дугогасительная камера чистые - то все хорошо.
Камеры линейных контакторов (рис. 27, а) имеют обычно следы значительно больших нагрузок при дугогашении в сравнении с камерами реостатных контакторов (рис. 27, б). Это объясняется не силой отключаемых токов (у линейных контакторов они нередко могут быть меньшими), а рабочими напряжениями. У линейных контакторов дуга часто может быть погашена, когда она растянута по всей периферии камеры, а у реостатных контакторов длина пути при гашении, как правило, не превышает 120-150 мм. Этим объясняются различие размеров зон закопчения 5 стенок камер, ограниченных линиями 1.
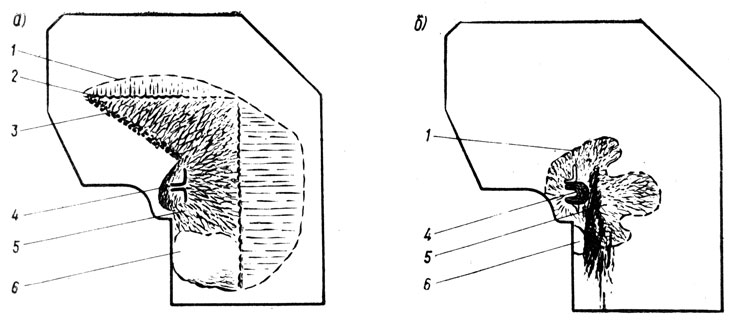
Рис. 27. Внутренние поверхности камер линейных (а) и реостатных (б) контакторов главного переключателя электровозов ЧС2
В зоне 6 на стенках камер заметен белый налет окиси алюминия, появившийся в результате испарения металла при движении концов дуги по силуминовому держателю неподвижного контакта 21 (см. рис. 26). Вдоль рога подвижного контакта (такие рога имеются только у линейных контакторов) заметен ряд точечных прогаров 3 (см. рис. 27, а) с редкими вкраплениями капелек испарившегося металла. Диаметр таких прогаров не превышает 5 мм, а их глубина менее 0,1 мм. Внизу у начала рога подвижного контакта прогар, различимый в виде перевернутой буквы "г", имеет глубину до 0,2 мм. Линия 2 обозначает прогар по концам деионизационных пластин в виде узкой извилистой канавки шириной 2,5-4,5 мм и глубиной 0,1-0,8 мм.
В эксплуатации ремонт и замену камер в основном осуществляют по причине уменьшения толщины их стенок в зоне 4 до толщины 3 мм. Как показывают результаты многолетних наблюдений, собственно прогар камер в этом месте невелик, а уменьшение толщины стенок в основном является следствием интенсивных зачисток. Наждачное полотно слишком сильно разрушает мягкий материал стенок - ацеид, поэтому пользоваться им нужно осторожно, больше используя для очистки камер сухие салфетки.
При осмотре камеры убеждаются в исправности креплений 4 (см. рис. 26) и отсутствии сколов и трещин в боковых стенках и перегородках (они обычно образуются в их углах) и излома сухарей 17. По протертости на нижнем конце держателя неподвижного контакта 21 можно судить о том, что нижний рог 16 дугогасительной камеры касается его. При изломе рога или оплавлении пластин деионизационной решетки 2 камеру снимают для переборки.
Осматривая нижние 22 и верхние 23 силовые контакты, проверяют отверткой их крепление. Ослабление крепления может указывать на появление трещин 18 в силуминовых держателях по резьбовому отверстию. Наименьшая допускаемая толщина контактов 4 мм, а их нажатие 70 Н (7 кгс). Поперечное смещение 24 контактов относительно друг друга во включенном положении допускается не более 1 мм. Выход из углублений винтов 19 указывает на возможное ослабление крепления дугогасительного рога на кронштейне подвижного контакта 23. При этом рог покачивается при легком нажатии на него.
Сняв чехлы 20, проверяют крепления 13, 14 полюсных наконечников к держателю неподвижного контакта и сердечнику дугогасительной катушки. Нужно помнить, что полюсные наконечники у этих аппаратов являются проводниками тока, поэтому их ослабление быстро приводит к чрезмерному нагреву, оплавлению, выгоранию деталей и отказу ГП. Осматривая чехлы 20, убеждаются в отсутствии обугливаний краев вырезов вокруг дугогасительной катушки. Такое обугливание указывает на плохую работу контактора.
Наиболее тяжелым повреждением главных переключателей является перекрытие кулачковых шайб 27 контакторных элементов с перебросом электрической дуги с подвижных контактов на вал. Проворачивая кулачковый вал, осматривают переключатель снизу, убеждаясь в отсутствии следов перекрытия поверхности кулачковых шайб 27 и изоляционных деталей контакторных элементов в районе наиболее вероятных Перебросов. Обращают внимание на отсутствие трещин 25 и заедания подшипников 12. С этой целью подшипники прокручивают от руки. Смещение подшипников за край кулачковой шайбы допускается не более 1 мм, поскольку при большем смещении трение рычага 26 о шайбу 27 приводит к ее износу и нарушению порядка срабатывания контактора.
При осмотре ГП снизу и сверху после опускания камер убеждаются в отсутствии трещин в рычаге 26 и держателе подвижного контакта (обычно по отверстиям шарниров 9 и 10). Проверяют крепление 6 подходящих проводов и шунта 5. Убеждаются в отсутствии обрыва и распушения шунта, излома или отжига пружины.
Осматривают изоляционные блок-контакты на торце двигателя и торце кулачкового вала. Проверяют крепление подходящих к ним проводов 5, 6 (рис. 28), обращают внимание на свободное, без заеданий перемещение подвижных деталей, убеждаются в исправности подшипников 2 и их крепления, отсутствии излома деталей из пластмассы (наиболее часто трещины 3 появляются в подвижном рычаге). Проверяют исправность шунта и его пайки и состояние контактов 1. Такие же блокировочные контакты используют на всех групповых аппаратах электровозов ЧС.
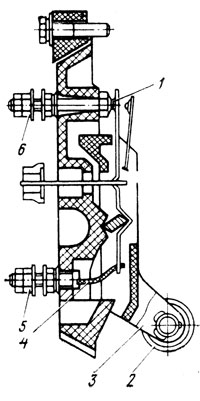
Рис. 28. Блокировочный контакт групповых аппаратов электровозов ЧС
В период осмотра переключателя резервуары сети управления должны быть наполнены воздухом пол рабочим давлением. Это позволяет определять на слух утечку воздуха в приводе и электромагнитных вентилях. Четкость работы пневматического привода проверяют нажатием на грибки вентилей.
После легкой очистки контактов и возможной замены контролируют последовательность включения и отключения контакторов (развертку). Обычно такую проверку делают при переходе с подготовительной на 1-ю позицию, на ходовые позиции и с одного соединения тяговых двигателей на другое. При необходимости подгоняют последовательность включения путем обработки профиля кулачковых шайб: подрубают скосы кулачков острозаточенным зубилом по кондуктору и опиливают напильником. В случае замены контактов, кулачковых шайб и других деталей контакторных элементов, могущих изменить раскрытие контактов и порядок их включения, требуется проверить развертку в полном объеме, как это делается при ТР-1.
В завершение проверки развертки контролируют соответствие включений и отключений таблице замыканий контакторных элементов, управляя групповым переключателем с помощью контроллера машиниста. При этом проверяют раскрытие контакторов на позициях. Как правило, оно не должно быть менее 13 мм. На позициях непосредственно перед включением или после выключения контактора раскрытие его контактов должно соответствовать таблице замыканий. При этом у замыкающих контактов контакторов наименьшее раскрытие должно быть 6 мм, размыкающих контактов реостатных контакторов - 7,5, у линейных - 10 мм.
При окончании этих проверок сдувают сжатым воздухом медные опилки, осевшие на деталях контакторных элементов при зачистках контакторов, а затем, проворачивая вал, салфетками протирают кулачковые шайбы и изоляционные стойки. Опуская блоки дугогасительных камер, надежно закрепляют их и убеждаются в том, что детали камер не создают помехи включению и отключению контактов. Это в первую очередь относится к контакторным элементам, подвижные контакты которых снабжены дугогасительными рогами.
Токоприемники и крышевое оборудование очищают от грязи салфетками, смоченными в керосине. Тщательно протирают салфетками, слегка смоченными растворителем, и осматривают изоляторы и воздушные рукава. Для очистки поверхностей изоляторов обычно используют в качестве растворителя спирт или бензин. Применяемая жидкость не должна растворять материал воздухопроводов, изготовленных из полимеров, и приводить к появлению трещин на их поверхности.
Трещины в фарфоровых изоляторах обнаруживают по изменению звучания при легком обстукивании их деревянной палочкой. Пропуск воздуха в рукавах, соединениях трубопроводов и проходных изоляторах определяют на слух.
После осмотра токоприемников проверяют состояние вентильного разрядника. Корпус разрядника одновременно с другими изоляторами, расположенными на крыше электровоза, протирают чистыми салфетками. Осматривают контакты заземления крышевых разъединителей и проверяют состояние и крепление шунтов и шин, соединяющих аппараты крышевого оборудования. Для оценки состояния, протирки и крепления деталей проходного изолятора главного ввода электровозов ВЛ10 и ВЛ23 снимают защитный кожух.
Для проверки состояния высоковольтных межсекционных кабелей и проводов в кузове снимают наружные и дополнительные клицы, протирают и осматривают изоляцию кабелей. Высоковольтные кабели в кузове осматривают, сняв люк пола.
Техническое обслуживание низковольтной аппаратуры целесообразно начинать с проверки соответствия предохранителей номинальным значениям.
Низковольтные приборы и аппараты проверяют включением их с обоих постов управления. Это дает возможность убедиться в целостности электрической цепи и в какой- то мере в исправности составляющих ее элементов: предохранителей, проводов, выключателей, блок- контактов, резисторов и реле.
Обычно можно непосредственно наблюдать включение приборов и аппаратов и на основании этого сделать предварительное заключение об исправности элементов проверяемой цепи. Однако чтобы гарантировать их надежную работу между плановыми ремонтами, необходимо внимательно осмотреть все низковольтные аппараты. При этом следует обратить внимание на целость корпуса аппарата, надежность крепления его деталей и исправное состояние контактов. Изоляция подходящих к аппарату проводов не должна иметь механических повреждений, подгаров и оплавлений. Провода должны свободно, без натяга подходить к аппаратам и прочно крепиться в зажимах. Число оборванных жил одного провода не должно превышать 20%.
Осматривая контроллеры машиниста, проверяют крепление контакторных элементов, проводов и наконечников. Обращают внимание на разрыв и провал контактов. Проверяют исправность механических блокировок и замков рукояток контроллеров. Сегменты контактов промывают бензином и насухо вытирают салфеткой. На электровозах ЧС2 осматривают переключающее устройство и проверяют синхронизацию работы обоих контроллеров с главным переключателем и переключателем ослабления возбуждения.
Низковольтные блок-контакты высоковольтного оборудования проверяют одновременно с осмотром самих аппаратов. Межсекционные низковольтные соединения электровозов ВЛ8 и ВЛ10 протирают и осматривают. При необходимости разъединяют штепсели с розетками, чтобы убедиться в целости изоляторов и штырей. Плотно соединив штепсели и розетки после осмотра, проверяют исправность рычажного устройства, убеждаются в отсутствии повреждений гибких соединений.
Осматривая аккумуляторную батарею, обращают внимание на прочность крепления элементов в ящиках, отсутствие течи электролита, проверяют надежность крепления и целость перемычек. Изоляция проводов, подсоединенных к батарее, должна быть исправной. Для предохранения ее от перетирания в месте прохода проводов через стенку ящика должна быть резиновая втулка.
Уровень электролита контролируют во всех элементах. Для этой цели удобно пользоваться обыкновенной стеклянной трубкой, погружая ее в электролит до пластин. Закрыв пальцем наружное отверстие трубки, вынимают ее и оценивают уровень электролита по высоте столбика жидкости в нижнем конце трубки. Уровень электролита должен быть выше верхней кромки пластин в элементах щелочных батарей ЗЗКН-100 и 40КН-125 на 5-12 мм.
При снижении уровня электролита и оголении пластин происходит разрушение активной массы. В случае излишнего наполнения элемента электролит, расширяясь при нагревании, выливается через пробку. Интенсивное выкипание электролита является следствием больших зарядных и разрядных токов. Большие токи вызывают также бурное газовыделение, выпадение активной массы из пластин и постепенное разрушение аккумуляторной батареи.
Слесарю-аккумуляторщику необходимо ознакомиться с записями в книге технического состояния электровоза. При наличии замечаний о повышенных токах заряда он должен настроить регуляторы напряжения панели управления (распределительного щита) на нормальное напряжение и ток зарядки батареи.
Проверку настройки панели управления следует выполнять и после зачистки контактов регулятора напряжения и регулировки зазоров между ними, а также после замены резисторов, реле обратного тока и приборов на панели управления.
Плотность электролита измеряют сифонным ареометром. Действие прибора основано на использовании закона Архимеда: чем больше плотность электролита, тем больше усилие, выталкивающее из него ареометр 3 (рис. 29). Электролит отсасывают из элемента резиновой грушей 1 в стеклянный сосуд 2 и замечают деление, до которого ареометр 3 погрузился в электролит 4. Плотность летнего электролита щелочных батарей ЗЗКН-100 и 40КН-125 составляет 1,19-1,21 г/см3. Электролит с такой плотностью можно применять при температуре воздуха от -15 до + 35 °С. Плотность электролита щелочных аккумуляторов при заряде не меняется.
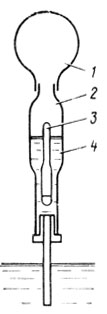
Рис. 29. Устройство для измерения плотности электролита
Для выявления сильно разряженных и неисправных элементов батареи измеряют напряжение на зажимах каждого элемента. Использовать для этой дели обычный вольтметр нельзя, так как напряжение ненагруженного элемента, даже сильно разряженного, может быть равным норме и резко падает только при подключении нагрузки. Поэтому для измерения напряжения на элементах батареи используют пробник, к контактам которого параллельно вольтметру 2 (рис. 30) подключают съемный балластный резистор 4, подбираемый для протекания тока восьмичасового разряда 12,5 А при проверке батареи ЗЗКН-100 и 15 А при проверке батареи 40КН-125.
Рис. 30. Схема аккумуляторного пробника
Набор шунтов аккумуляторных пробников рассчитан на напряжение 2,3 В кислотных аккумуляторов. Напряжение же щелочных аккумуляторов равно 1,3-1,1 В. Поэтому при измерении напряжения кислотного аккумулятора с шунтом сопротивлением 2,3 Ом по нему протекает ток 1 А, а при измерении этим же пробником напряжения щелочного аккумулятора ток составляет 0,5 А. Учитывая это, для измерения напряжения щелочного аккумулятора к пробнику подсоединяют шунт, на котором указано значение тока, в 2 раза большее полученного по расчету для данного аккумулятора.
При измерении подвижную ножку 1 пробника устанавливают так, чтобы расстояние между ножками было равно расстоянию между полюсными зажимами 6 испытуемого аккумулятора. Согнутую ножку пробника обязательно ставят на положительный полюс аккумулятора и плотно прижимают острие контактных ножек к полюсным выводам. Вольтметр показывает напряжение ненагруженного аккумулятора. Для определения напряжения аккумулятора под нагрузкой нажимают на кнопку 3 ручки прибора и держат так не более 5 с. Если аккумулятор разряжен, то напряжение его под нагрузкой быстро падает до 1 В и ниже.
Сжатые сроки выполнения ТО-3 требуют четкой и слаженной работы всех исполнителей, умения быстро оценить состояние аппаратов и особого внимания при выполнении всех операций. Например, на проверку состояния выключателей управления ВУ-223А электровозов ВЛ8 и ВЛ10 по нормам отводится только 4 мин. За это время слесарь должен отвернуть винты, снять кожуха, оценить состояние аппаратов, проверить крепление деталей, прозвонить предохранители, поставить кожуха и закрепить.
В таких условиях особенно важно не прерывать начатой работы, не передавать незавершенную работу другому исполнителю, стараться случайно не нарушить состояние рядом расположенных аппаратов. Организация работ должна предусматривать последовательность перехода от одной группы аппаратов к другой так, чтобы специалисты, обслуживающие различное оборудование, не мешали друг другу. Завершать работы по каждой группе оборудования должен старший слесарь или неосвобожденный бригадир. Качество выполнения технического обслуживания и состояние наиболее ответственного оборудования должен оценить мастер или приемщик локомотивов.
Закрывая кожуха аппаратов, крышки пультов или двери высоковольтной камеры, необходимо еще раз убедиться, что все оборудование приведено в работоспособное состояние и его нормальному функционированию не мешают посторонние предметы. Каждому слесарю желательно носить используемый инструмент и электротехнические материалы в специальных готовальнях. Покидая электровоз, следует проверить, что все принесенное вновь уложено в готовальню и ничего не оставлено на рабочих местах.
В завершение ТО-3 проверяют еще раз работу всех низковольтных и высоковольтных приборов и аппаратов, имитируя режимы тяги и электрического торможения и осуществляя включение с обоих постов управления. После постановки электровоза под контактный провод проверяют работу всего оборудования под высоким напряжением и окончательно принимают электровоз.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'