7. Техническое обслуживание ТО-2
Организация ТО-2. При ТО-2 не реже одного раза в двое суток проверяют состояние основного оборудования и ходовых частей электровоза и устраняют выявленные при осмотре неисправности. Кроме того, выполняют работы, записанные локомотивными бригадами в журнале технического состояния электровоза в период между очередными видами технического обслуживания.
О выполнении работ делают соответствующие отметки в журнале. При ТО-2 также проверяют устройства автоматической локомотивной сигнализации и поездной радиосвязи.
Размещение пунктов, выполняющих ТО-2, связано с протяженностью и конфигурацией участков обращения электровозов, интенсивностью эксплуатации и технической вооруженностью железнодорожных линий. Наилучшим является расположение пунктов технического обслуживания (ПТО) на конечных станциях обслуживаемых линий. В таких случаях отпадает небходимость отцепки электровоза от поезда для выполнения технического обслуживания, так как оно осуществляется за время нахождения электровоза в пункте оборота и обычно совмещается с его экипировкой.
В зависимости от конкретных эксплуатационных условий ТО-2 выполняют с периодичностью 24-48 ч. Нормы работы электровозов между смежными техническими обслуживаниями устанавливаются приказом начальника дороги. В случаях когда полигон эксплуатации электровозов выходит за пределы одной дороги, периодичность ТО-2 согласовывается с начальниками соответствующих дорог. Простой электровоза на ТО-2 обычно бывает не менее 1 ч при трудоемкости 8-12 чел.-ч.
Для нормального функционирования пункта технического обслуживания ТО-2 крайне важно содержать неснижаемый запас материалов, деталей и узлов. В него включают болты, винты и шпильки ходовых размеров, простые и пружинные шайбы, шплинты, электроизоляционные покровные эмали холодной сушки НЦ-929, ГФ-98-ХС или ГФ-29-ХК, изоляционную ленту, бензин, шпагат, наждачную бумагу и стеклянное полотно. В запасе должны быть пружины и листовые рессоры, балансир рессорного подвешивания, тормозные колодки, форсунки песочницы, трубы к ним, скобы и наконечники труб, предохранительные скобы или тросики рычажных передач, подбивка моторно-осевых подшипников.
Для ремонта тяговых двигателей и вспомогательных машин требуется иметь запас электрощеток, кронштейнов, щеткодержателей, крышек нижних и верхних люков. Для ремонта токоприемников необходимы полозы, каретки, опорные изоляторы, редукционные клапаны, изолирующие шунты и смазка СГС-О. В запасе содержат также некоторое количество индивидуальных контакторов, дугогасительных камер, контактов, шунтов, контакто-держателей, пружин и электромагнитных вентилей, низковольтных и высоковольтных предохранителей, электроламп, элементов калориферов, измерительных приборов и добавочных резисторов к ним. Из низковольтных приборов в запасе хранят регулятор напряжения с запасными контактами, некоторые наиболее часто сменяемые реле, пакетные выключатели, патроны электроламп, контакты и другие детали выключателей. В запас включают также пальцы блокировочных контактов, блокировочные контакты, изоляторы, кожаные манжеты приводов электрических аппаратов, элементы резисторов вспомогательных машин и пальцы реверсоров.
Для ремонта пневматического оборудования в запасе содержат краны машиниста, разобщительные краны, концевые рукава, прямодействующий кран, воздухораспределитель, пневматическую блокировку, манометр, клапан высокого давления, электропневматический клапан, тифон в сборе и мембраны тифона. Кроме того, на пункте технического обслуживания ТО-2 должны быть скоростемеры в сборе, редуктор и вилка привода скоростемера, огнетушители, замки дверей, лобовые и боковые стекла, электроды, высоковольтные и низковольтные провода наиболее употребляемых марок и сечений, жидкая и консистентная смазки.
Механическое оборудование. При ТО-2 предъявляют особые требования к осмотру и при необходимости к ремонту ответственных узлов и деталей механического оборудования, обеспечивающих безопасность движения, а также тех деталей, по которым наблюдаются повышенные износы, ослабление крепления. Сразу после постановки электровоза на ощупь проверяют нагрев моторно-осевых, буксовых и якорных подшипников. В случае чрезмерного нагрева моторно-осевого подшипника буксу очищают от грязи и снимают вместе с вкладышем. Проверяют состояние шейки оси, поверхности вкладыша, подбивки и устанавливают объем ремонта. При этом нельзя применять искусственное охлаждение водой, маслом или воздухом во избежание образования трещин в оси колесной пары. Радиальный зазор между шейкой оси и вкладышем не должен превышать 2,5 мм, а разность этих зазоров у одного тягового двигателя не должна быть более 1 мм.
Обстукиванием убеждаются в надежности крепления и отсутствии оборванных болтов, валиков крепления, шапок моторно-осевых подшипников, крышек заправочной горловины, крышек осевых букс, кронштейнов подвесок тяговых двигателей, кожухов редукторов, буксовых поводков и струнок, подвесок и предохранительных скоб рессорного подвешивания и тормозной рычажной передачи, противоотносного и противоразгрузочного устройств, люлечного подвешивания, гасителей колебаний, сочленения тележек, редукторов скоростемеров, пескопроводных труб. При этом ослабшие крепления закрепляют, а неисправные болты заменяют.
Убеждаются в отсутствии утечки смазки из букс моторно-осевых подшипников и кожухов зубчатой передачи, замеряют уровень смазки и при необходимости добавляют ее. При этом нельзя допускать смешения смазок различных марок. Контролируют состояние рам тележек и укрепленных на ней кронштейнов, убеждаются в отсутствии трещин, изломов, недопустимых износов. Особенно тщательно осматривают колесные пары. Проверяют плотность посадки бандажей, убеждаются в отсутствии сдвига их по контрольным рискам, а также в отсутствии сдвига центра на оси. Убеждаются также в отсутствии трещин, выбоин (ползунов), недопустимого проката, остроконечного наката, подреза гребней и других дефектов. Осматривают детали рессорного подвешивания - листовые рессоры, пружины, валики, убеждаются в отсутствии трещин или сдвига листов, пружин, хомутов, ненормальных износов и зазоров.
Проверяют состояние и устанавливают целостность деталей тормозной рычажной передачи и ручного тормоза и заменяют неисправные детали. Тормозные колодки заменяют по достижении ими предельной толщины, при наличии сквозных трещин по всей ширине колодки, в случаях клиновидного износа колодки, когда наименьшая допустимая толщина находится от тонкого конца колодки на расстоянии 50 мм и более. Проверяют и при необходимости регулируют выход штоков тормозных цилиндров, а также равномерность отхода тормозных колодок от бандажа при отпущенном тормозе.
Осматривают боковые опоры, люлечное подвешивание, противоотносное и противоразгрузочное устройства. При осмотре люлечного подвешивания необходимо убедиться в отсутствии ослабления крепления болтов балансиров к раме кузова и наличии стопорных шайб. При необходимости крепят болты. Убеждаются в отсутствии выработки на стержнях у отверстий опор, проверяют целостность стержней и пружин. Наличие выработки стержней свидетельствует о неправильной установке люлечного подвешивания. Выработанные стержни и изломанные пружины заменяют. Также подлежат замене опорная шайба стержня и стакан в случае обнаружения в них трещин. Зазор между опорой и прокладкой должен быть не менее 4 мм, в противном случае узел люлечного подвешивания подлежит разборке с заменой деталей. Допускаемая в эксплуатации высота пружины в сборе с прокладками должна быть не менее 300 мм.
Тщательно контролируют исправность, состояние, крепление и работу автосцепного устройства, особенно целостность маятниковых подвесок и болтов розеток, крепление клина хомута и других деталей, высоту оси автосцепки.
Проверяют и при необходимости регулируют подачу песка форсунками. Одновременно обращают внимание на целостность пескопроводных труб, положение их наконечников по отношению к бандажу и головке рельса. Также проверяют надежность крепления и исправность привода, редукторов и аппарата скоростемера, приемных катушек устройств автоматической локомотивной сигнализации, приборов бдительности и радиосвязи, обеспечивающих безопасность движения поездов. Трущиеся части смазывают согласно карте смазки.
Осматривают автотормозное и пневматическое оборудование. При этом проверяют наличие пломб в установленных местах и убеждаются в отсутствии видимых повреждений приборов. Контролируют в каждой кабине работу крана машиниста, ручного и вспомогательного тормозов. При необходимости заменяют кран машиниста и тифон.
Тяговые двигатели и вспомогательные машины. Тяговые двигатели и вспомогательные машины осматривают высококвалифицированные слесаря. Перед началом осмотра мастер или бригадир должен ознакомиться с замечаниями машиниста в журнале формы ТУ-152. Технический осмотр электрических машин предназначен для предупреждения отказов их в пути следования и должен выполняться очень тщательно, так как даже мелкие дефекты, если они своевременно не будут выявлены и устранены, могут вызвать в дальнейшем в эксплуатации серьезные повреждения электрических машин. После постановки электровоза на техническое обслуживание осуществляют наружный осмотр тяговых двигателей и вспомогательных машин. Обращают внимание на состояние подшипниковых узлов - моторно-осевых и якорных подшипников. Убеждаются в отсутствии повышенного нагрева подшипников. Сразу после постановки электровоза на ощупь проверяют нагрев наружных крышек (доступных) якорных подшипников, проверяют наличие потеков смазки из якорных и моторно-осевых подшипников. Осматривают корпусы тяговых двигателей, состояние узлов их подвески. На электровозах ЧС2 проверяют состояние поводков карданной муфты, убеждаются в отсутствии в них трещин.
Проверяют исправность замков коллекторных люков, состояние болтовых креплений шапок моторноосевых подшипников, подшипниковых щитов, кожухов зубчатой передачи, а также главных и добавочных полюсов.
Очень тщательно проверяют щеточно-коллекторные узлы электрических машин, и особенно тяговых двигателей.
Открывают крышки коллекторных люков. Перед открытием крышек поверхности остова, расположенные около них, а также сами крышки очищают от снега, пыли и грязи. Проверяют качество пригонки крышек, состояние уплотнительных прокладок. Неплотности между крышкой люка и поверхностью окна недопустимы.
Осматривают коллекторы; в случаях загрязнения или незначительного затягивания межламельных канавок медью прочищают их волосяной или капроновой щеткой. Законченность и следы перебросов, а также мелкие дефекты на поверхности коллектора устраняют стеклянным полотном, укрепленным на специальной деревянной колодке, рабочая поверхность которой имеет длину не менее 2/3 длины коллектора, вогнута по радиусу, близкому к радиусу коллектора. Зачистку рекомендуется производить на вращающемся коллекторе.
После зачистки и шлифовки волосяной щеткой снимают металлическую пыль с коллектора, а затем продувают его сжатым воздухом давлением 200-300 кПА (2-3 кгс/см2) и протирают технической салфеткой. Проверяют прочность крепления траверсы, убеждаются в отсутствии перемещения и вибрации. Если обнаружены следы кругового огня или перебросов на корпус тяговых двигателей ТЛ-2К1, НБ-407Б, а также тяговых двигателей электровозов ЧС, то для обеспечения тщательного осмотра щеточных узлов и устранения последствий кругового огня обязательно проворачивают траверсу.
Осматривают перемычки, кронштейны, щеткодержатели, якорные бандажи и другие доступные для осмотра узлы и детали. Электрощетки изношенные, а также имеющие сколы или неисправности выводных проводников, амортизаторов и другие дефекты, заменяют новыми.
В зимний период проверяют состояние снегозащитных устройств. Нижние выхлопные отверстия тяговых двигателей должны быть заглушены металлическими пластинами или съемными заглушками (тяговые двигатели НБ-406Б, ДПЭ-400, НБ-411 - четыре отверстия в остове, ТЛ-2К первых выпусков - шесть отверстий в остове и два отверстия в подшипниковом щите).
У тяговых двигателей электровозов ЧС нижние смотровые люки должны быть заглушены стальными пластинами с уплотнением губчатой резиной по периметру, на верхних патрубках люков должны быть установлены рамки, обтянутые льняной паковочной тканью.
На верхних вентиляционных отверстиях в остовах и подшипниковых щитах тяговых двигателей, не имеющих снегозащитных кожухов, должны быть установлены "хлопушки" или П-образные заглушки.
Выхлопные патрубки тяговых двигателей ТЛ-2К1 и НБ-407Б с верхним выбросом охлаждающего воздуха должны плотно прилегать к привалочной поверхности остова. Спускные отверстия в остовах тяговых двигателей должны быть заглушены капроновыми пробками.
Вспомогательные электрические машины осматривают снаружи, а затем открывают, как и на тяговых двигателях, крышки коллекторных люков и проверяют их щеточно-коллекторные узлы и видимые участки передней лобовой части якоря и магнитной системы остова.
При внешнем осмотре проверяют крепление машин к их основаниям, на электровозах ЧС - состояние клиноременной передачи, генератора тока управления, при необходимости регулируют натяжение ремней, негодные ремни заменяют.
У электрических машин с принудительным охлаждением (НБ-431 всех индексов, ТЛ-122 и др.) проверяют состояние подводящих патрубков и обеспечивают свободный доступ в электродвигатели охлаждающего воздуха. Предохранительные сетки очищают от пыли и загрязнений.
Осмотр и ремонт (при необходимости) щеточно-коллекторных узлов вспомогательных электрических машин выполняют так же, как осмотр и ремонт тяговых двигателей.
Высоковольтные и низковольтные аппараты. Токоприемники относят к оборудованию, требующему постоянного контроля, поэтому в бригаде слесарей, выполняющих ТО-2, один работник занят крышевым оборудованием. Начиная осмотр токоприемников, их поднимают и опускают вручную. Убеждаются в отсутствии заеданий в шарнирных соединениях, в свободном перемещении каретки. В зимнее время проверяют характеристику токоприемников. Осматривая полозы, проверяют исправность каркасов, убеждаются в отсутствии трещин и прожогов. Полозы, имеющие погнутые концы, трещины или прожоги каркасов, толщину накладок менее допускаемой, отставшие от каркаса концы крайних накладок, ослабшие и неплотно прилегающие к каркасу накладки, сорванные и срезанные винты, подлежат замене.
Контролируют уровень графитовой смазки и предельный износ медных или металлокерамических накладок, предельная толщина которых 2,5 мм. При работе на плечах длиной 1500-2000 км зимой при плохих погодных условиях полозы заменяют при толщине накладок 3 мм. Иногда при неравномерном износе накладок полозы разворачивают на 180° для увеличения их межремонтного пробега.
Допускается омеднение поверхности металлокерамических пластин тонким ровным слоем. Однако если на поверхности пластин появилась медь в виде чешуек, не устраняемых запиловкой, полоз необходимо заменить. Недопустимо использовать полозы, у которых на поверхности металлокерамических пластин имеются прожоги глубиной 3 мм или сколы глубиной и шириной более 3 мм.
При осмотре обращают внимание на трещины и местные выкрашивания твердой смазки, на отсутствие признаков истощения смазки и понижения ее уровня относительно уровня накладок. О плохом состоянии смазки свидетельствуют исчезновение политуры, обнажение меди, появление задиров на контактных поверхностях накладок. В этих случаях на полозы в дополнение к основной наносят жидкую смазку СГС-Д. Последнюю наносят равномерно по поверхности полоза несколько выше уровня контактных пластин и после затвердения зачищают напильником заподлицо, одновременно запиливают задиры и все острые грани и углы. Полностью жидкая смазка затвердевает примерно за 2 ч.
Обычно смазку СГС-Д используют только на открытом воздухе. Нужно помнить, что растворитель, входящий в состав смазки, вреден и взрывоопасен. Смазку СГС-Д в пункте технического обслуживания электровозов целесообразно хранить в закрытых бидонах массой до 3 кг и в помещении, где исключена возможность длительного пребывания людей. При переливе смазки в другие бидоны или перед нанесением на полоз ее перемешивают.
Все небольшие задиры, прожоги и пропилы на поверхности медных или металлокерамических накладок гладко запиливают напильником. У пластин из спеченного материала на медной основе вследствие большей твердости крепящих латунных винтов иногда образуется волнообразный износ контактной поверхности. Этот дефект устраняют запиливанием пластин напильником.
Осматривая полозы с угольными вставками, оставляют в эксплуатации вставки, имеющие сколы менее чем наполовину их ширины, т. е. менее 15 мм. Число сколов, их размеры по длине и высоте вставки, так же как и общее число трещин в угольных вставках полоза, не нормируются. Однако из-за опасности ослабления крепления вставки, имеющие более двух трещин, как правило, заменяют. Для полозов, на которых угольные вставки закреплены по всей длине с обеих сторон сплошными бортовыми полосами, допускают и большее число трещин. Поджоги вставок и выемки запиливают напильником под углом к контактной поверхности, не превышающим 20°.
К дальнейшей эксплуатации допускают угольные вставки, имеющие толщину более 10 мм. Согласно нормам возвышение контактной поверхности над бортовой полосой или корытцами должно быть не менее 0,8 мм. Обычно столь малый допуск принимают только при коротких пробегах электровоза между ТО-2. При больших пробегах следят, чтобы расстояние от контактной поверхности до бортовых полос и корытец было более 1 мм, а в период продолжительных дождей или гололеда - более 2 мм. Контролировать толщину вставок легко благодаря наличию выпуклых контрольных линий на их боковых поверхностях на высоте 10 мм от основания.
Один слесарь в бригаде обычно занимается электрической аппаратурой в кузове электровоза. Внимание этого работника в основном сосредоточено на узлах и деталях, наиболее часто повреждаемых и работающих недостаточно надежно.
Не должны остаться незамеченными любые изменения внешнего вида и привычного состояния аппаратов.
Пыль, осевшая на поверхности изоляторов, значительно увеличивает опасность перекрытия их электрической дугой. Вода и смазка, даже в небольших количествах попавшие на поверхность загрязненных изоляторов, усугубляют эту опасность. Поэтому при ТО-2 поверхность изоляторов крышевого оборудования, а при необходимости и аппаратов, расположенных в высоковольтной камере, протирают от пыли и загрязнений. Делают это чистыми салфетками - сначала смоченными растворителем, а затем сухими.
Одновременно с протиркой пыли на изоляторах крышевого оборудования необходимо убедиться в их исправности, плотности крепления шин и шунтов и хорошем состоянии контактов разъединителей и заземлителей. Болтовые соединения всех электрических проводников должны быть плотно затянуты и снабжены пружинными шайбами или другими стопорящими деталями. Шунты, перемычки и другие неизолированные соединения не должны касаться корпуса электровоза. Гибкие соединения разрешается оставлять в эксплуатации при их обрыве по сечению менее чем на 20%. Трещины и изломы в жестких перемычках не допускаются. Изоляция проводников должна быть сухой и чистой, без признаков расслоения, перетирания и других механических повреждений.
В высоковольтной камере электровоза осматривают групповые переключатели, реверсоры, тормозные переключатели, переключатели вентиляторов, быстродействующий выключатель и индивидуальные контакторы.
Дугогасительные камеры поднимают или снимают только для более тщательной проверки, когда есть признаки неудовлетворительной работы аппаратов.
Проверяют действие электро-пневматических аппаратов, отсутствие утечек определяют на слух. Осматривая аппараты, не имеющие дугогасительных устройств, например реверсоры, убеждаются в плотном прилегании контактов и отсутствии подгара на контактных поверхностях. Контактные поверхности не должны иметь наплывов и оплавлений. Хорошая контактная поверхность имеет светло- или темно-ореховый цвет без местных потемнений и посинений.
Сжатые сроки выполнения технического обслуживания и тесное расположение аппаратов в высоковольтной камере и на пультах требуют от слесаря-электрика особого внимания. Осматривая какой-либо аппарат, он должен обязательно следить за тем, чтобы неосторожно не повредить рядом расположенное оборудование.
Завершив осмотр аппаратов, необходимо убедиться в их исправной работе. Для этого включают аппараты с пульта управления и контролируют четкость их включения и выключения, отсутствие заеданий подвижных частей, пропуска воздуха.
Секции пусковых резисторов обычно осматривают только выборочно. Осмотр производят, как правило, на электровозах, работающих в тяжелых условиях с грузовыми поездами. Особое внимание обращают на секции, подверженные наибольшему нагреву. Следует также проверить резисторы, если на крышах и стенах шахт заметны следы чрезмерного нагрева краски, и в тех случаях, когда электровоз работал на аварийной схеме.
Приборы и аппараты цепей управления осматривают, как правило, лишь при наличии замечаний локомотивной бригады. Исключение составляют низковольтные и высоковольтные предохранители, исправность которых проверяют при каждом ТО-2. Перегоревшие рабочие и запасные предохранители заменяют. Работу электропневматического тормоза проверяют с обоих концов электровоза под нагрузкой с помощью переносного прибора. При падении напряжения ниже установленных пределов принимают меры к устранению неисправности блока питания или заменяют его другим.
В условиях ограниченной продолжительности простоя электровозов при техническом обслуживании большое значение имеет овладение навыками быстрого обнаружения неисправностей в электрических цепях.
Характерной является задача отыскания места нарушения контакта в цепи из нескольких последовательно соединенных контактов, которые должны быть в замкнутом состоянии (рис. 18, а).
Каждое испытание, которое позволяет ответить на вопрос: "Объект исправен?", называют элементарной проверкой. Первой элементарной проверкой контролируют исправность всей цепи, состоящей из N элементов (контактов).
Последующий поиск отказавшего элемента осуществляют обычно методом последовательных испытаний. При этом число элементарных проверок, потребовавшихся для решения задачи, определяется случаем: можно угадать отказавший элемент с первой попытки, а в худшем случае для цепи из 16 элементов потребуется сделать 15 проверок.
Значительно быстрее и проще отыскать отказавший элемент, используя так называемый метод средней точки, или метод половинного исключения. Объединив в одну группу элементы 1-8, необходимо убедиться в целостности составленной из них цепи. Если цепи нет, отказавший элемент находится в данной группе. Тогда следует перейти к проверке элементов 1-4 (или 5-8). Если цепь есть, то отказавший элемент находится в другой группе. В этом случае надо перейти к проверке группы элементов 9-12 (или 13-16). Последующие проверки нужно продолжить, разбивая группы элементов на две части, чтобы вероятности нахождения отказавшего контакта в каждой из них были равны.
Таким образом, не считая первой элементарной проверки, любой отказавший контакт из 16 может быть обнаружен за четыре проверки. Для цепи из восьми элементов потребуется три проверки, а из 32 элементов - только пять. Схема построения возможных последовательностей поиска представлена на рис. 18, б. Однако такая последовательность поиска отказавшего элемента будет правильной только в том случае, когда частота отказов всех элементов одинакова.
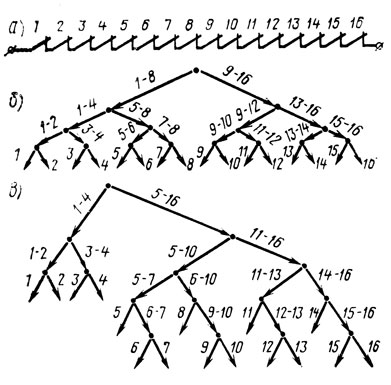
Рис. 18. Схемы построения рациональной последовательности поиска отказавшего элемента: а - вероятности отказов всех элементов равны; б - половина всех отказов приходится на элементы 1-4; в - вероятности отказов элементов 1-4 и 5-8 одинаковы
Но допустим, что из 100 случаев отказа цепи 90 приходится на элемент 7, т. е. он является самым ненадежным. При таком условии, естественно, надо начать проверку с этого элемента. Другой вариант: на элементы 1-4 приходится 50% всех отказов, и следовательно, 50% приходится на все остальные. Проверяемую цепь надо делить именно на два таких участка, т. е. так, чтобы шансы найти отказавший элемент в каждом из них были одинаковы. Если, например, вероятности отказов элементов 1-4 одинаковы, как и вероятности отказов элементов 5-5, то правильная последовательность поиска места отказа соответствует варианту, поясняемому рис. 18, в. При этом успеха можно достичь за три, четыре или пять проверок.
Определенную информацию о частоте отказов оборудования могут дать ежегодные анализы повреждений оборудования электровозов, которые составляются в депо, службах и Главном управлении локомотивного хозяйства. Последовательность поиска дефекта целесообразно закрепить в виде строго заданной программы. На основе таких программ для всех электрических цепей могут быть составлены письменные инструкции, определяющие последовательность поиска отказавших элементов. Составляя инструкцию по отысканию неисправностей, учитывают не только частоту отказов тех или иных элементов, но и доступность этих элементов для контроля.
Для быстрого и точного определения неисправного элемента в электрических цепях большое значение имеет знание монтажных схем и умение логически анализировать результаты проверок. Например, чтобы убедиться в замкнутом состоянии контактов I, II и III (рис. 19), обычно достаточно проверить целость цепи соответственно между точками A и B, B и C, B и D. Однако на практике точка В может оказаться труднодоступной. В таком случае отказавший элемент нетрудно определить по результатам двух проверок. Действительно наличие цепи между точками A и D и ее отсутствие между точками C и D свидетельствуют об отказе контакта II.
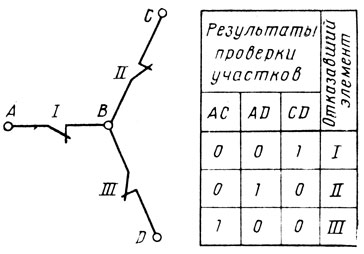
Рис. 19. К определению отказавшего элемента по результатам двух проверок: 0 - нет цепи; 1 - есть цепь
При каждом ТО-2 обязательно проверяют работу автоматической локомотивной сигнализации. При осмотре ходовых частей слесари-механики убеждаются в исправности крепления приборов локомотивной сигнализации, приемных катушек, обращают внимание на состояние предохранительных скоб и цепей. Проверяют наличие пломб на приборах. В дождливую и ненастную погоду измеряют сопротивление изоляции приемных катушек.
Работу приборов автоматической локомотивной сигнализации проверяют слесари ПТО совместно с работниками службы сигнализации и связи. Смотровые канавы пункта оборудуют шлейфами для передачи кодов. Об исправной работе АЛСН делают запись в журнале технического состояния электровоза.
Основным объектом работы одного из слесарей бригады являются аккумуляторная батарея и зарядные устройства. При проверке аккумуляторной батареи этот слесарь выборочно обращает внимание на уровень электролита и напряжение элементов, крепление перемычек и проводов, плотность установки элементов, убеждается в отсутствии течи электролита. По показаниям вольтметра на распределительном щите он контролирует напряжение аккумуляторной батареи. При понижении уровня электролита необходимо убедиться в отсутствии течи из элементов и долить в них дистиллированную воду.
При значительном удалении ПТО от основного депо на нем целесообразно иметь дистиллятор для приготовления воды. Воду удобно доливать с помощью крана, изготовленного из винипласта (рис. 20). В кране имеются контакты 4, которые перекрываются электролитом при достижении им нужного уровня. Загорание сигнальной лампы 2 служит командой для закрытия крана. Этим прибором измеряют и уровень электролита, погружая его последовательно в элементы аккумуляторной батареи так, чтобы носик крана касался защитных сеток в них.
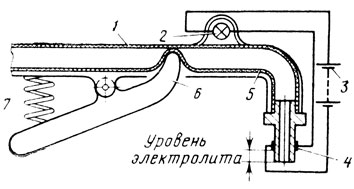
Рис. 20. Схема крана для долива воды в аккумуляторную батарею: 1 - корпус; 2 - сигнальная лампа; 3 - батарея сухих элементов; 4 - контакты; 5 - резиновая трубка; 6 - запор; 7 - пружина
Если замечено интенсивное выкипание электролита в большей части элементов, необходимо выполнить настройку регулятора напряжения, уменьшив зарядный ток аккумуляторной батареи. При этом нужно пользоваться вольтметром не ниже 1-го класса точности, не доверяя приборам, установленным на электровозе.
В комплект инструмента слесаря-аккумуляторщика пункта технического обслуживания входят ареометр и пробник, пользуясь которыми, он должен в необходимых случаях уметь определить плотность электролита и напряжение отдельных элементов батареи.
Дежурные механики службы сигнализации и связи проверяют работу локомотивной радиостанции и исправность пломб на ее блоках. Вышедшие из строя блоки и отдельные лампы заменяют. Неисправный источник питания радиостанции - статический преобразователь - заменяет слесарь пункта технического обслуживания.
При обслуживании электровозов, работающих на удлиненных тяговых плечах, сменными локомотивными бригадами важное значение приобретают вопросы содержания и хранения инструмента и инвентаря, находящихся на локомотиве. При эксплуатации на одном плече электровозов разных дорог для каждой серии локомотивов устанавливают единый перечень инструмента и инвентаря. При ТО-2 проверяют наличие и исправность инструмента и инвентаря и при необходимости пополняют их. Убеждаются в исправности пломб на инструментальном ящике.
В завершение ТО-2 работу всей аппаратуры проверяют включением электровоза под высокое напряжение. Четкость работы контакторов, быстродействующего выключателя, групповых переключателей и качество дугогашения можно с достаточной точностью определять на слух при разрыве токовой цепи, включая эти аппараты и переводя контроллер машиниста на 1-2 позиции.
Приемку электровозов после ТО-2 и их проверку под высоким напряжением осуществляют назначаемые приказом начальника депо дежурные локомотивные бригады совместно с бригадиром или мастером ПТО.
От слесаря, работающего на ПТО, требуется особая внимательность, знание не только всех возможных неисправностей контролируемого оборудования, но и различных признаков этих неисправностей.
В качестве примера рассмотрим признаки ослабления болтовых соединений. В общем случае (рис. 21, а) можно использовать до 22 признаков. Самый простой признак 1 - головка болта (гайка) легко подается при проворачивании ключом или от руки (см. стрелку А). Этим признаком удобно пользоваться в местах, трудно доступных для осмотра. Часто используемый на практике признак ослабления - глухой или дребезжащий звук при обстукивании (признак 2). Его следует использовать для контроля состояния довольно массивных деталей, прежде всего механического оборудования.
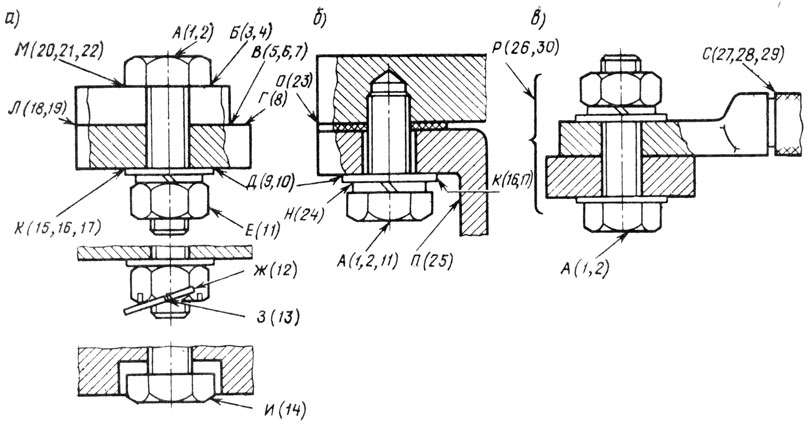
Рис. 21. Места выявления признаков неисправностей болтовых соединений: а - общий случай; б - болтовое соединение в узле со смазкой; в - болтовое соединение токоведущих деталей и проводов
Много информации может дать осмотр места прилегания головки болта или гайки к скрепленным деталям (место показано стрелкой Б). При ослаблении крепления здесь может появиться видимый зазор (3). Иногда зазор можно увидеть (стрелка В) между скрепляемыми деталями (5) или между шайбой и основной деталью (Д, 10).
Но прежде чем возникает зазор, в любом из указанных мест - по периметру головки болта гайки, на стыке соединенных деталей и по окружности шайбы - можно обнаружить следы, являющиеся следствием взаимного перемещения болта, гайки, шайбы и скрепляемых деталей: нарушение слоя грязи (Б, 4), (В, 6), (Д, 9); появление ржавчины (М, 22), (Л, 19), (К, 17); нарушение слоя краски, образование трещин в ней (М, 21), (Л, 18), (К, 16); появление следов потертости на поверхности деталей (М, 20); (В, 7), (К, 15). В некоторых случаях на ослабление болтового соединения указывает заметное смещение скрепляемых деталей относительно друг друга (Г, 8).
Если головка болта или гайки установлены впотай, то признаком ослабления резьбового соединения может быть их выход из углубления (Я, 14). И, наконец, имеется признак, о котором, казалось бы, можно и не писать - утеря гайки, шайб (Е, 11) или самого болта (А, 11). В действительности же место их установки сравнительно быстро может затянуть грязь, закрыть снег или наледь.
Имеются некоторые особенности в контроле исправности болтовых соединений в узлах со смазкой (рис. 21, б). Здесь могут быть использованы те же признаки (А, 1, 2, 11), (Д, 9, 10), (К, 16, 17). Но помимо этого, ослабление болтового соединения очень часто можно обнаружить по подтеканию смазки по прокладке (0,23), по окружности шайб (Я, 24) и по поверхности деталей (Я, 25). В ряде случаев саму смазку не видно, а ее подтекание определяется по более интенсивному, чем в других местах, скоплению грязи.
При контроле болтовых соединений токоведущих деталей и проводов (рис. 21, в) нужно четко представлять, протекает ли по ним ток при работе локомотива. Если рабочий ток по контролируемым цепям не протекает (например, по цепям вилитового разрядника и крышевого заземлителя, цепям аварийных соединений), то для контроля болтовых соединений можно использовать практически все признаки для обычного болтового соединения (от 1 до 22). Если же контролируемые соединения находятся при работе локомотива под током, то их ослабление приводит к ухудшению контакта, увеличению переходного сопротивления и нагреву. В результате ослабление болтового соединения можно обнаружить по цветам побежалости на поверхностях деталей (Р, 26), по следам подгара и оплавлений деталей (Р, 30), по следам обгорания изоляции (С, 27) или по запаху горелой изоляции (С, 28).
Убеждаться в плотности электрических соединений обстукиванием (А, 2) можно только при контроле состояния массивных деталей и то с большой осторожностью. Лучше всего контролировать болтовые соединения в электрических цепях ключом: подались болт или гайка при легком нажатии, значит, ослабли (А, 1). В сильноточных цепях, где используются толстые кабели и массивные детали, можно убедиться в ослаблении соединения по смещению наконечника при легком нажатии на провод (С, 29).
Убедившись в ослаблении болтового состояния, слесарю не следует торопиться подтянуть гайку или болт. Дело в том, что ослабление болтового соединения само по себе является обобщающим признаком целого ряда неисправностей. Оно может произойти не только в результате естественной деформации (усадки) скрепляемых деталей, уплотнения между ними и пружинящей шайбы или (и) растяжения болта, но и из-за других причин: трещины в болте, срыва резьбы, потери упругости или излома пружинящей шайбы, излома или трещины в скрепляемых деталях, потери жесткости уплотняющей прокладки в узле со смазкой или повышенных динамических нагрузок. Последнее обстоятельство связано с тем, что многие серьезные неисправности приводят к увеличению нагрузок и появлению вибрации. Следствием вибрации является ослабление болтовых соединений в корпусах, узлах крепления и других местах. Поэтому, обнаружив ослабление болта или гайки в таком узле, особенно когда ослабло несколько расположенных болтовых соединений, необходимо обязательно удостовериться в исправности самого узла. Возможно, что неисправен не этот, а соседний узел, а от него вибрация распространяется на данный узел.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'