4. Механизация и автоматизация технологических процессов ремонта и технического обслуживания электровозов
Процесс разборки, ремонта и сборки электровозов, а также их технического обслуживания связан с использованием различных механизмов. Организация ремонта в локомотивных депо характеризуется высоким уровнем механизации отдельных операций и технологических процессов. Широкое применение получила механизация подъемно-транспортных операций путем использования мостовых, козловых, консольных, локтевых (рис. 6) и велосипедных кранов различной грузоподъемности, кран-балок, тельферов, электрокаров и электропогрузчиков, электрических (рис. 7), гидравлических и пневмогидравлических домкратов, лифтов, подъемников различной конструкции, весьма разнообразных кассет и контейнеров для транспортировки деталей, кантователей, передаточных тележек и т. д.
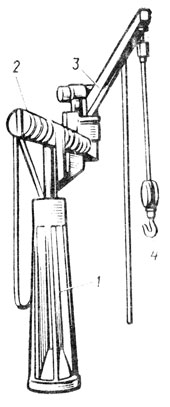
Рис. 6. Локтевой кран: 1 - основание; 2, 3 - нижняя и верхняя поворотные консоли; 4 - крюк
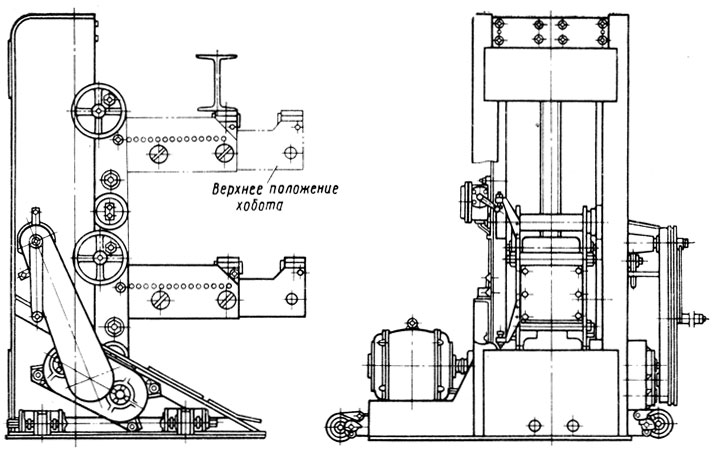
Рис. 7. Электрический 25-тонный консольный домкрат для подъемки кузовов
Для механизации слесарно-монтажных операций широко применяются гайковерты (рис. 8), шплинтодеры, индукционные (рис. 9) и гидравлические съемники, прессы, специализированные станки и приспособления для снятия и постановки различных узлов и агрегатов.
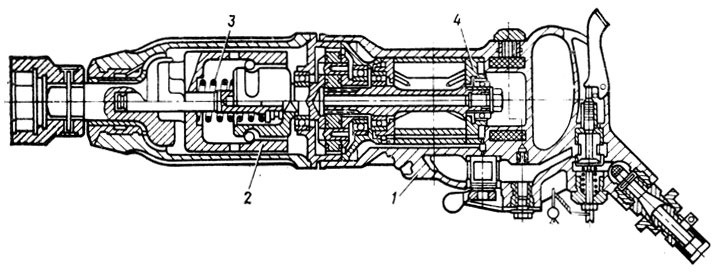
Рис. 8. Гайковерт 312-01 (ПГ-1): 1 - корпус; 2 - стакан; 3 - пружина; 4 - гнездо подшипника
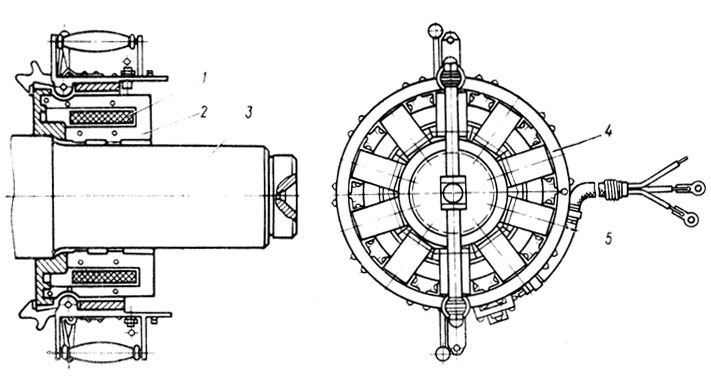
Рис. 9. Индукционный съемник: 1 - катушка; 2 - магнитопровод; 3 - шейка оси колесной пары, 4 - корпус индукционного съемника; 5 - кабель для питания от сети
Специализированные механизмы применяются при выполнении сварочных, малярных, гальванических и других работ, операций по механической, термической и термохимической обработке, обмывке и очистке деталей и узлов и др.
По мере роста ремонтной программы вследствие концентрации ремонта, увеличения объема перевозок, а также в связи с необходимостью повышения эффективности и качества ремонта электровозов механизация отдельных технологических операций и процессов оказывается недостаточной. Известно, что потери рабочего времени возникают главным образом на стыках производственных операций, даже механизированных, в результате недостаточной организации ремонтного процесса. Стремление к устранению этих потерь, снижению трудоемкости и стоимости ремонта привело к появлению поточно-конвейерных линий, механизированных рабочих мест, механизированных стойл для технического обслуживания и ремонта электровозов.
Механизированные поточные линии и рабочие места позволяют максимально и комплексно механизировать и автоматизировать трудоемкие производственные процессы, что обеспечивает повышение производительности труда, увеличение выпуска продукции на тех же производственных площадях, создание благоприятных и безопасных условий труда.
Непременным условием организации поточного метода является концентрация ремонта и специализация его по сериям электровозов. В тех локомотивных депо, где программа ремонта невелика и строить целиком поточную линию невыгодно, используют отдельные элементы поточных линий и на их основе создают механизированные рабочие позиции. Весьма целесообразно использовать поточные линии для ремонта наиболее трудоемких узлов- тележек, колесных пар, букс, тяговых двигателей.
Поточная линия представляет собой комплекс технологического, контрольного и транспортного оборудования, расположенного по ходу сборки или разборки локомотива и специализированного на выполнении определенного набора операций. Поточные линии применяются как для ремонта электровоза в целом, так и для восстановления отдельных его узлов.
Расположение и планировка поточных линий в каждом конкретном депо зависят от конфигурации и площади цехов, наличия кранового оборудования, размещения ремонтных отделений, развития транспортных связей между цехами и отделениями, существующего размещения крупного оборудования и других факторов. Поступающий в ремонт электровоз устанавливают на домкраты и после подъемки кузова выкатывают тележки на исходную позицию поточной линии. Раму тележки снимают мостовым краном и, пропустив через моечную машину, передают на поточную линию ремонта рам тележек. Колесно-моторные блоки краном устанавливают на позицию разборки. Отсюда колесные пары после обмывки передают на поточную линию ремонта колесных пар и букс.
Рассмотрим более подробно устройство отдельных поточных линий.
На позициях разборки и сборки электровозных тележек (рис. 10) установлены домкраты для поддержки тяговых двигателей, технологические тележки с канатным приводом и гидродомкраты с насосной станцией для снятия струнок,
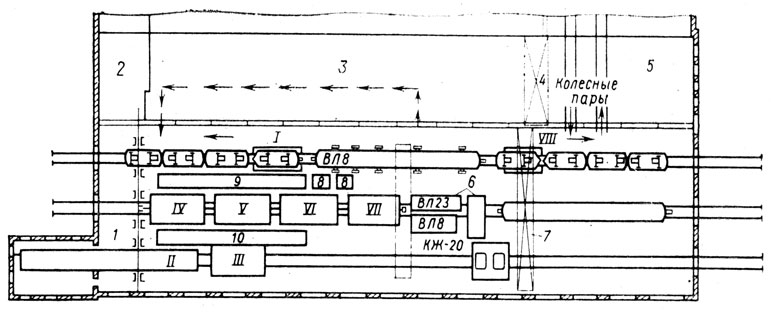
Рис. 10. Планировка поточной линии ремонта тележек электровозов ВЛ18 и ВЛ23: 1 - место для ремонта кожухов; 2 - испытательная станция; 3 - поточная линия ремонта тяговых двигателей; 4 - мостовой кран грузоподъемностью 10 т; 5 - колесный цех; 6 - запасные рамы тележек электровозов; 7 - мостовой кран грузоподъемностью 15 т; 8 - место обкатки колесно-моторных блоков; 9, 10 - места сборки и разборки колесно-моторных блоков; I-VIII - позиции: разборки тележки, мойки тележки машиной ММД-13Б, разборки и проверки рам тележек, ремонта рамы, сварочных работ на раме, окраски-сушки, сборки узлов на раме, сборки тележки
Верхнее положение хобота гайковерты, транспортные кассеты, приспособления для снятия и постановки подвесок тяговых двигателей, захваты, удерживающие раму при сжатии этих подвесок. Вдоль позиции сделан приямок глубиной 700 и шириной 900 мм, который позволяет слесарям при монтаже и демонтаже оборудования тележки стоять в полный рост. После окончания этих работ приямок закрывают настилом, который выдвигают из-под пола при помощи пневматических цилиндров.
На позиции разборки тележек снимают раму с колесно-моторных блоков и выполняют все подготовительные работы. Для поддержки и подъема тяговых двигателей применяют гидродомкраты. При подъеме двигателя и сжатии траверс возможен подъем всей тележки, поэтому для ее удержания в приямках смонтированы захваты рамы. Нижняя часть захвата забетонирована в пол приямка, а верхняя закреплена за рельс.
Для облегчения сжатия и постановки подвесок используют приспособления, позволяющие выкатывать их на рольгангах в поперечном направлении. Приспособление одним концом крепят к двум болтам межрамного крепления, а вторым устанавливают на опору подвески.
После поджатия гидродомкратом и фиксирования в этом положении гайками стяжных болтов подвеска скатывается по рольгангам на приспособление, а затем ее снимают краном.
Гайки буксовых струнок отворачивают гайковертами, которые установлены в приямках по одному с каждой стороны тележки. Гайковерты перемещаются вдоль приямка по рельсу квадратного сечения и угольнику.
Буксовые струнки снимают, укладывают и транспортируют специальным устройством (рис. 11), установленным на тележке, передвигающейся по однорельсовому пути вдоль приямка. Устройство снабжено силовыми цилиндрами, расположенными в приямке под каждой буксовой челюстью. Тележка состоит из рамы, к которой прикреплены направляющие с ушками для пружин.
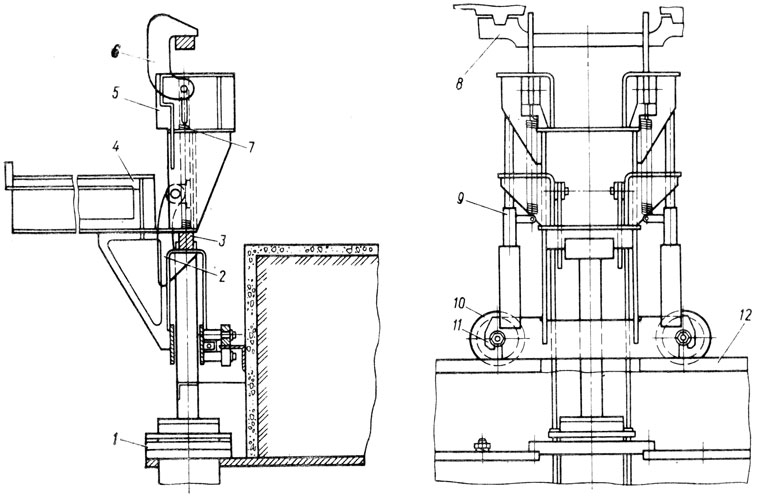
Рис. 11. Устройство для снятия буксовых струнок: 1 - силовой цилиндр; 2, 6 - нижние и верхние крючья-захваты; 3 - вставка рельса; 4, 5 - неподвижный и подвижный столы; 7 - пружины; 8 - струнка; 9 - направляющие; 10 колесо; 11 - рама; 12 - рельс
По направляющим при помощи штока силового цилиндра перемещается подвижной стол, несущий две пары подпружиненных крючьев-захватов. Тележка, передвигаемая вдоль приямка канатным приводом, останавливается против выреза над силовым цилиндром. Нижние крючья-захваты цепляются за вставку рельса, а верхние накладываются на буксовую струнку, снимая ее при движении штока цилиндра вниз. Струнка, лежащая на подвижном столе, опускается и укладывается на неподвижный стол, прикрепленный к раме тележки.
Позиция разборки и сборки рам тележек оснащена консольным краном с тельфером, который позволяет выполнять все операции по разборке без использования мостового крана. С каждой стороны позиции размещены стеллажи и кассеты для укладки и транспортировки деталей рессорного подвешивания. Балансиры, рессоры и рессорные стойки снимают специальными захватами, подвешенными к тельферу.
Позицию, где выполняют сварочные работы (рис. 12), ограждают шторами. Вдоль нее подвешивают медные шины с перекатывающимися токосъемниками. Позиция оборудована приточно-вытяжной вентиляцией, местными отсосами.
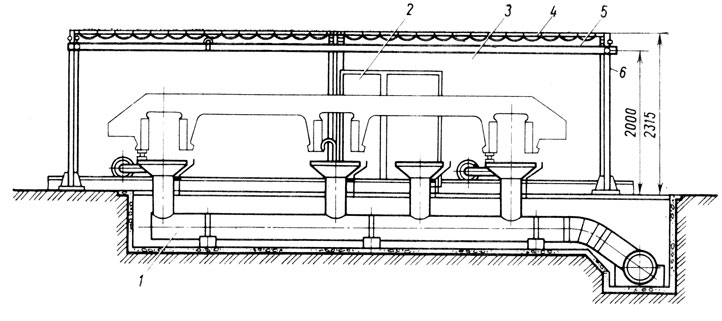
Рис. 12. Позиция сварки рам тележек: 1 - вытяжная вентиляция; 2 - шкафы для инструмента и электродов; 3 - штора; 4 - труба для подвода воздуха; 5 - медная шина; 6 - стойка
На позиции окраски имеется камера для окраски и сушки рам тележек (рис. 13). Окраску осуществляют методом безвоздушного распыления. На кровле камеры размещены две воздушно-тепловые рециркуляционные сушильные установки. Механизм открытия и закрытия дверей камеры имеет дистанционное управление. Камера снабжена вытяжной вентиляцией. Рамы с позиции на позицию перемещаются цепным конвейером (рис. 14).
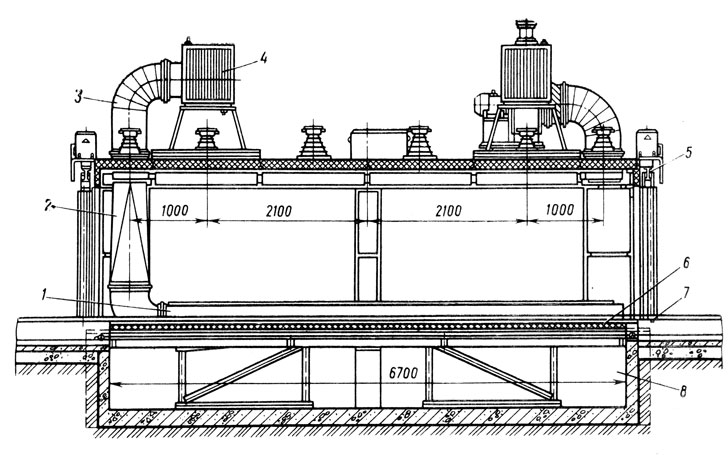
Рис. 13. Камера для окраски и сушки рам тележек: 1 - вытяжные каналы; 2 - вертикальные каналы; 3 - приточный канал; 4 - калорифер; 5 - подвеска двери; 6 - решетка приямка; 7 - нижняя направляющая двери; 8 - приямок
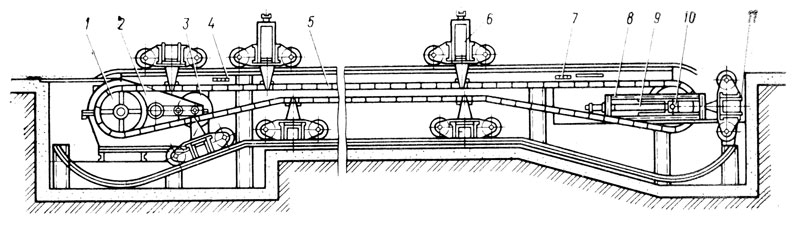
Рис. 14. Цепной конвейер: 1 - звездочка; 2 - редуктор; 3 - электро-двигатель; 4, 7 - рейки, 5 - тяговая цепь; 6 - тележка конвейера; 8 - рама; 9 - винт; 10 - подшипник; 11 - нижний рельс
ПКБ ЦТ разработало типовую поточную линию по ремонту колесных пар и роликовых букс. Благодаря использованию высокопроизводительных механизмов, транспортных средств и накопителей такая линия позволяет на 33% сократить затраты времени на ремонт, поднять уровень механизации работ до 80% и на 60% увеличить программу ремонта. Планировка такой линии для колесных пар и букс электровозов ВЛ8 и ВЛ23 приведена на рис. 15. После обмывки в моечной машине колесную пару подают на первую позицию, где при помощи многошпиндельного гайковерта отворачивают болты и снимают передние крышки. Позиция оснащена механизмом для поворота колесной пары на 180 °С (рис. 16), что позволяет выполнять операцию на обеих буксах.
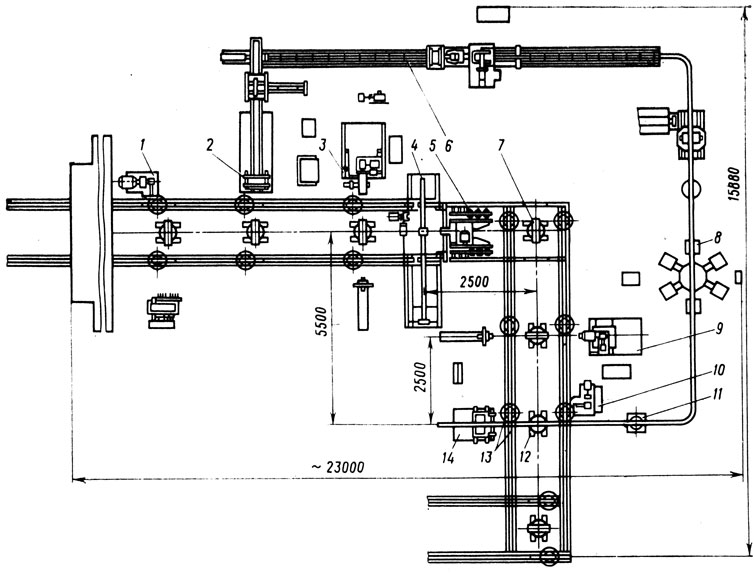
Рис. 15. Планировка типовой поточной линии по ремонту колесных пар и букс электровозов ВЛ8 и ВЛ23: 1 - механизмы для разборки колесных пар на первой позиции; 2 - конвейер разборки букс; 3 - позиция демонтажа роликовых подшипников; 4 - стенд для дефектоскопии колесных пар; 5 - приспособление для зачистки оси; 6 - поточная линия срезки наличников и зачистки внутренней поверхности букс; 7 - механизм поворота колесных пар на 90°; 8 - поворотный круг для сварочных работ на буксах; 9 - позиции монтажа роликовых подшипников; 10 - гайковерт для гаек задних крышек; 11 - индукционный нагреватель букс; 12 - механизм поворота колесных пар на 180°; 13 - толкатель колесных пар; 14 - многошпиндельный гайковерт
Одновременно одношпиндельным гайковертом отворачивают болты задней крышки и передают колесную пару при помощи толкателя на следующую позицию.
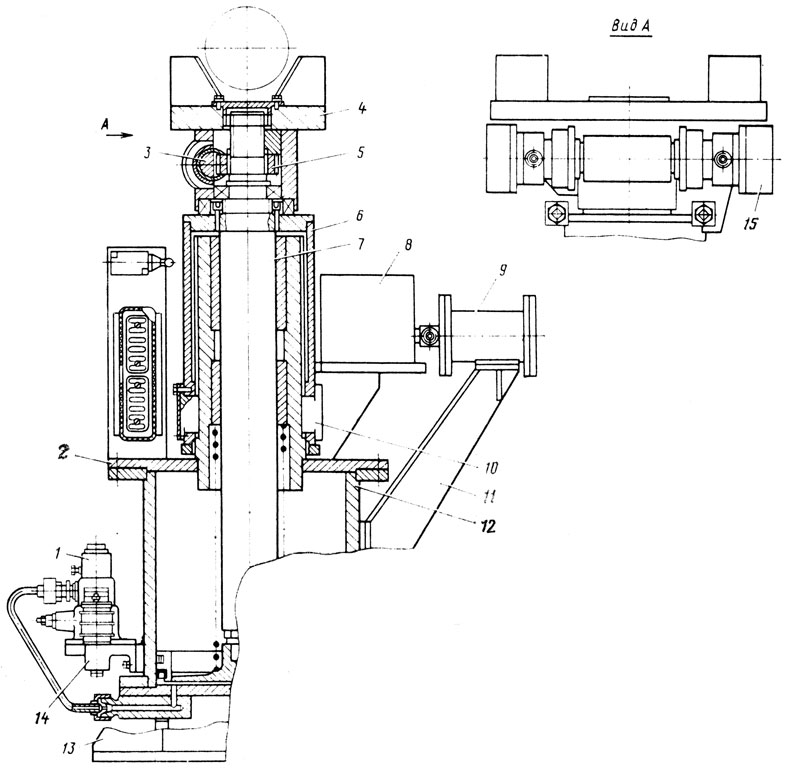
Рис. 16. Механизм поворота колесной пары на 180°: 1 - электропневматический клапан; 2 - верхняя крышка; 3 - рейка; 4 - коромысло; 5 - шестерня; 6 - стакан; 7 - шток; 8 - вилка; 9, 12 - пневмоцилиндры; 10 - шпонка; 11 - кронштейн; 13 - основание; 14 - электромагнитный включающий вентиль: 15 - гидроцилиндр
Вторая позиция также оборудована поворотным механизмом и двумя толкателями. К ней примыкает конвейер разборки, на котором имеются буксосъемник, транспортировочная тележка, моечная машина и толкатель для передачи букс. После установки колесной пары на фиксатор съемник надвигается на буксу. При возвращении съемника назад его створки упираются в ребра буксы со стороны наличников и тянут ее за собой. Букса, сойдя с подшипников, опускается на поддержки, расположенные на съемнике, и, перемещаясь вместе со съемником, оказывается на транспортировочной тележке. Пока тележка движется к моечной машине, специальное устройство стягивает буксу со съемника. Буксы обмываются в машине в течение 2-3 мин, затем тележка перемещается на последнюю позицию, где толкатель посылает корпус буксы на конвейер-накопитель.
Тележка без буксы возвращается в исходное положение, колесная пара разворачивается на 180°, далее демонтируется вторая букса.
На конвейере-накопителе буксы осматривают и определяют износ наличников, бракованные срезают ацетилено-кислородной горелкой. После срезки наличников букса передается на станок для зачистки внутренней поверхности (рис. 17), а затем - на фрезерный станок для зачистки посадочных поверхностей под наличники. Далее букса поступает на стол осмотра, обмера и подбора наличников. От стола она передается на поворотный круг, оснащенный кантователями, где наличники приваривают и зачищают сварные швы. Место для сварки ограждают защитными ширмами и оборудуют вытяжной вентиляцией.
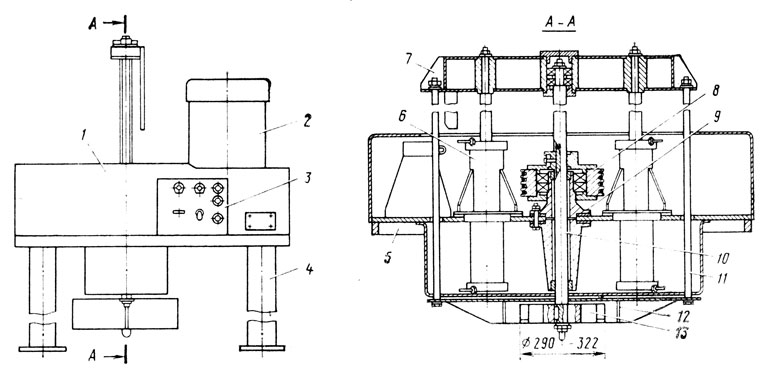
Рис. 17. Станок для зачистки букс: 1 - кожух; 2 - электродвигатель; 3 - пульт управления; 4 - колонна; 5 - станина; 6 - пневмоцилиндр; 7 - траверса; 8 - шкив; 9 - стакан; 10 - вал; 11 - штанга; 12 - защитный кожух; 13 - щетка
Освобожденная от букс колесная пара выталкивается на третью позицию, где осуществляют демонтаж роликовых подшипников. Эта позиция оснащена гайковертом для отворачивания осевых гаек, гидропрессом для выпрессовки закрепительно-стяжных втулок сферических подшипников и механизмом для автоматического опускания подшипников в желоб. Гидропресс применяют также и для демонтажа закрепительно-стяжных втулок. При ремонте колесных пар с цилиндрическими роликовыми подшипниками гидропресс не используют.
Колесная пара, освобожденная от подшипников, выталкивается на четвертую позицию - стенд для дефектоскопии колесных пар.
После дефектоскопии колесную пару обтачивают на станке и подают на пятую сборочную позицию.
Позиция сборки оснащена поворотным механизмом, двумя толкателями, гайковертом для заворачивания осевых гаек, прессом для постановки закрепительно-стяжных втулок и подъемником роликовых подшипников. По окончании монтажа подшипников колесная пара выталкивается на шестую позицию, оборудованную многошпиндельным гайковертом для заворачивания болтов передней крышки, гайковертом для заворачивания болтов задней крышки, индукционным нагревателем и захватом-кантователем, подвешенным на тельфере. Буксу с поворотного круга берут захватом-кантователем, подают на индукционный нагреватель и нагревают до температуры 70-80 °С. По окончании нагрева ее перекантовывают на захват-кантователь, надевают на подшипники и крепят заднюю и переднюю крышки.
Помимо рассмотренных, в локомотивных депо применяются и другие механизированные поточные линии и рабочие места. К их числу можно отнести поточные линии ремонта тяговых двигателей, деталей рессорного подвешивания, кожухов зубчатой передачи, электрических аппаратов, позиции сборки и разборки колесно-моторных блоков. Поточные механизированные линии нашли наибольшее применение в депо, выполняющих текущий ремонт ТР-3. В остальных депо используют главным образом механизированные стойла и рабочие места.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'