§ 30. Ремонт колесных пар
Виды, сроки и порядок освидетельствования колёсных пар. Неисправности колёсных пар
Колёсные пары за время своей службы подвергаются осмотру под тепловозом, обыкновенному и полному освидетельствованию, а также освидетельствованию с распрессовкой колёсных центров и зубчатых колёс.
Осмотр колёсных пар под тепловозами производится: при каждом осмотре тепловоза, при его приёмке и сдаче, при отстое в оборотных пунктах, после крушения, аварии, столкновения или схода локомотива с рельсов, а также при малом и большом периодическом ремонте.
Обыкновенное освидетельствование производится во время подъёмочного ремонта, при каждом монтаже подшипников качения, при каждой подкатке колёсной пары, если после последнего обыкновенного освидетельствования прошло более шести месяцев и при ремонте колёсной пары, связанном с обточкой бандажей.
Полное освидетельствование делают на заводах при всех видах ремонта, связанных с выкаткой колёсных пар, а также при смене хотя бы одного элемента, при неясности клейм и знаков последнего полного освидетельствования, при наличии повреждения колёсной пары после крушения, аварии, столкновения или схода локомотива с рельсов, после вырубки волосовин, плён, неметаллических включений и других пороков оси.
Освидетельствование колёсных пар с распрессовкой элементов производится у тепловозов после пробега 800 000-1 000 000 км или при смене зубчатого колеса. Колёсные пары, имеющие пробеги более указанных, разрешается оставлять в эксплуатации до первой выкатки при ремонте.
Колёсные пары, признанные годными при освидетельствовании с распрессовкой элементов, следующее освидетельствование с распрессовкой проходят при каждом заводском ремонте.
Колёсные пары под тепловозом осматривают машинист, мастер и приёмщик МПС. Во время осмотра проверяют, нет ли у бандажей трещин, выбоин, плен, вмятин, отколов, раковин, выщербин, сдвига и ослабления, предельного проката, подреза и остроконечного наката гребня и ослабления бандажного кольца. У колёсных центров также не должно быть трещин, признаков ослабления или сдвига ступиц на оси.
Во время осмотра при периодических ремонтах определяют состояние зубчатого, колеса, для чего отнимают кожух.
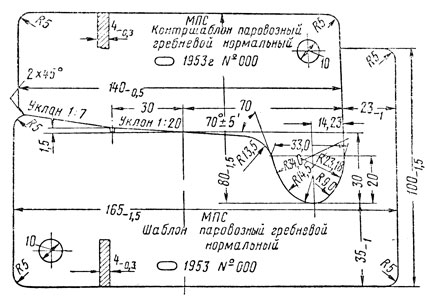
В конце каждого месяца измеряют прокат, толщину бандажей и их гребней. Результаты измерений заносят в журнал утверждённой МПС формы. На фиг. 304 показаны шаблоны для измерения бандажей. Если при осмотре колёсных пар под тепловозами обнаружены дефекты, то об этом делают.
Фиг. 304. Шаблоны для измерения бандажа: а - шаблон для измерения проката и толщины гребня; б - толщиномер; в - шаблон для измерения вертикального подреза гребней
При обыкновенном освидетельствовании на выкаченной из-под тепловоза колёсной паре до её очистки выявляют, нет ли сдвига ступиц, трещин на оси, центрах и бандажах. Характерными признаками наличия трещины является скопление над ней пыли и грязи в виде небольшого валика. После предварительного осмотра колёсную пару очищают от грязи и смазки в выварочных ваннах и проверяют магнитным дефектоскопом. Измеряют все элементы для определения соответствия их размеров допускаемым, а также проверяют наличие установленных клейм и знаков.
Полное освидетельствование осуществляется только в ремонтных пунктах, имеющих на то разрешение МПС, и производится лицами, получившими после соответствующего испытания право на выполнение этих работ. Эти лица подвергаются ежегодным повторным испытаниям в знании инструкции по освидетельствованию, ремонту и формированию колёсных пар локомотивов и электросекций ЦТ/1783 от 1954 г.
При полном освидетельствовании, кроме работ, предусмотренных обыкновенным освидетельствованием, дополнительно производится очистка колёсной пары от грязи и краски с последующим осмотром. На годных к дальнейшей работе колёсных парах ставят клейма и знаки полного освидетельствования.
Освидетельствование колёсных пар с распрессовкой элементов сопровождается проверкой дефектоскопом подступичных частей оси. Результаты освидетельствования заносятся в журнал утверждённой МПС формы и в технический паспорт колесной пары.
У колёсных пар тепловозов (фиг. 305) встречаются следующие неисправности: у осей - трещины, волосовины, поперечные риски, задиры и забоины на шейках и предподступичных частях, эксцентричность, овальность, конусность и волнистость шеек, искривлённость оси; на колёсных парах с подшипниками качения - смятая или изношенная резьба; у бандажей - трещины, раковины или выщербины, плёны и ослабление бандажа. Кроме того, иногда происходит ослабление колёсного центра и зубчатого колеса на оси, трещина у обода колесного центра и излом зуба или трещина у его основания, вмятины, раковины, отколы на поверхности зуба.
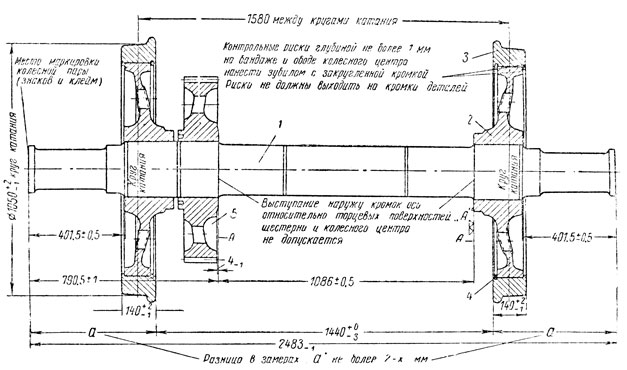
Фиг. 305. Колёсная пара тепловозов ТЭ1 и ТЭ2: 1 - ось; 2- центр дисковый; 3 - бандаж; 4 - бандажное кольцо; 5 - зубчатое колесо
Виды ремонта колёсных пар
Для колёсных пар установлены следующие виды ремонта: ремонт без смены элементов и ремонт со сменой элементов.
К ремонту колёсных пар без смены элементов относятся: обточка бандажей и их перетяжка, обточка со шлифовкой шеек осей и сварочные работы без распрессовки элементов.
К ремонту колёсных пар со сменой элементов относятся: замена осей, колёсных центров, цельнокатанных колёс у импортных тепловозов, зубчатых колёс или их венца у тепловозов Э-ЭЛ. Кроме того, при ремонте колёсных пар со сменой элементов производится перепрессовка ослабших колёсных центров и их освидетельствование с проверкой дефектоскопом подступичных частей оси. Одновременно по мере надобности могут производиться и работы, предусмотренные ремонтом без смены элементов.
Одиночные колёсные пары, направляемые на заводы и в дорожные колёсные цехи для смены и ремонта отдельных элементов, подвергаются полному освидетельствованию. Сменённые элементы таких колёсных пар должны иметь чертёжные размеры.
Ремонт элементов колёсных пар
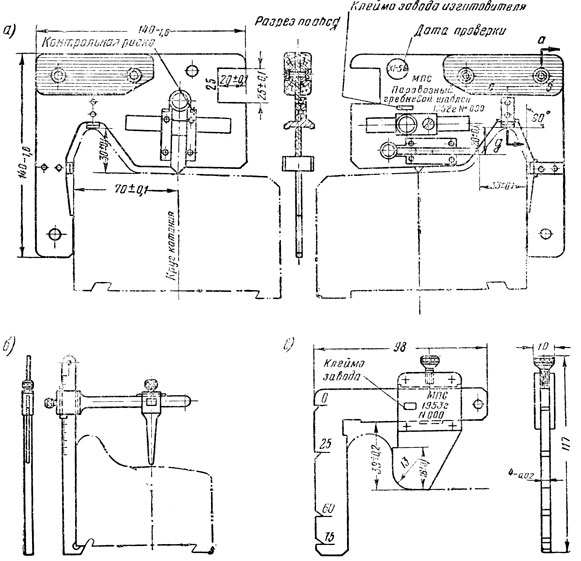
Обработка бывших в употреблении и новых осей. Перед обработкой поковку оси проверяет инспектор ОТК или инспектор-приёмщик МПС, который устанавливает соответствие поковок действующим стандартам и техническим условиям и проверяет клейма. На фиг. 306 показана схема постановки клейм и знаков на поковке оси.
Фиг. 306. Знаки и клейма на поковке оси
Для обработки осей применяют токарно-многорезцовые полуавтоматы, а для обточки и накатки шеек колёсных пар - токарно-накатной станок. Накатка шеек осей повышает усталостную прочность и удлиняет срок их службы. У проверенных осей разделывают стандартные центровые отверстия. Для проверки правильности расположения центровых отверстий на торцах осей наносят контрольные круговые риски диаметром 165 мм, глубиной и шириной 1 мм. На осях, оборудованных подшипниками качения, контрольные риски не делают. Если нет контрольной окружности на старых осях, то её наносят концентрично кромке или поверхности подступичной части оси.
При изготовлении новых осей для запрессовки в старые центры разрешается увеличивать диаметр подступичной части по сравнению с чертёжным размером на 5 мм. Оси, предназначенные для формирования колёсных пар (новые или бывшие в работе), должны иметь чистоту обработки, размеры и допуски, соответствующие чертежам и техническим условиям. Чистоту обработки контролируют эталонами, или приборами, определяющими чистоту поверхности. Продольные размеры осей, галтели, центровые отверстия проверяют шаблонами. При проверке галтелей допускается просвет между галтелью и шаблоном не более 0,4 мм.
Середина оси обозначается керном и определяется относительно торцов оси при подшипниках скольжения и относительно упорных торцов предподступичных частей при подшипниках качения. Размер метки, сделанный керном по Диаметру во избежание концентрации напряжений, допускается не более 2 мм. Отклонение размеров от середины оси должно быть не более 1 мм.
Разрешается переточка осей на меньшие размеры в случае, если перетачиваемая ось не была забракована по наличию поперечных трещин.
Перед запрессовкой все оси подвергаются испытанию магнитным дефектоскопом по всей длине.
Обработка новых и бывших в работе центров и зубчатых колёс. Перед обработкой колёсные центры и зубчатые колёса проверяет инспектор ОТК или инспектор-приёмщик МПС для определения соответствия их действующим стандартам и техническим условиям.
Обработка центров производится в соответствии с чертежами, техническими условиями и инструкцией ЦТ/1783.
В случае насадки нового центра на старую ось диаметр отверстия ступицы разрешается уменьшить на 5 мм. Отверстия в ступицах необходимо растачивать концентрично ободу, а их ось должна быть перпендикулярна торцовым поверхностям ступицы и боковым граням обода. Овальность отверстия допускается не более 0,05 мм и конусность - не более 0,1 мм, причём больший диаметр отверстия должен быть обращён к середине оси. Чистовую расточку можно делать как с надетым, так и со снятым бандажом. У центров с удлинённой ступицей под посадку зубчатого колеса (тепловоз ТЭ3) отверстие растачивают после напрессовки зубчатого колеса.
Ведомые зубчатые колеса насаживают на оси в нагретом состоянии.
Если посадочная поверхность ступицы имеет овальность или конусность более допускаемой величины или на посадочной поверхности обнаружены задиры, раковины или черновины, отверстие ступицы растачивают для посадки на ось большего диаметра или наплавляют с последующей механической обработкой. Допускается как приточка оси к центру, так и приточка центра к оси.
Расточка новых и бывших в работе бандажей. Насадка и перетяжка бандажей. Перед расточкой бандажи, предназначенные для определённой колёсной пары, подбирают по твёрдости в соответствии с нормами, установленными ГОСТ 398-41. Разница в твёрдости бандажей для одной колёсной пары допускается до 20 единиц HB.
Новые бандажи, устанавливаемые на станок, центрируют по наружному диаметру, а бывшие в работе - по внутреннему.
Бандаж растачивают до диаметра меньшего,чем диаметр обода, на 1-1,5 мм на каждые 1 000 мм диаметра. На расточенной внутренней поверхности бандажа не допускается больше двух черновин, причём длина каждой черновины, расположенной вдоль бандажа, должна быть не более 50 мм, а длина поперечной черновины - не более 40 мм, если они расположены не ближе 10 мм от упорного бурта или выточки под бандажное кольцо. Бандажи с расслоениями металла, раковинами, трещинами и всякого рода неметаллическими включениями бракуют с предъявлением рекламаций заводу-поставщику. Разрешается растачивать старые бандажи для насадки на новые центры с увеличением против чертежа диаметра обода на 3 мм и ширины на 2 мм. Расточенные бандажи и обточенные ободы центров обмеряют для проверки величины натяга, овальности и конусности. Запрещается производить обмеры при температурах, не соответствующих температуре цеха. Кроме того, бандажи проверяют дефектоскопом.
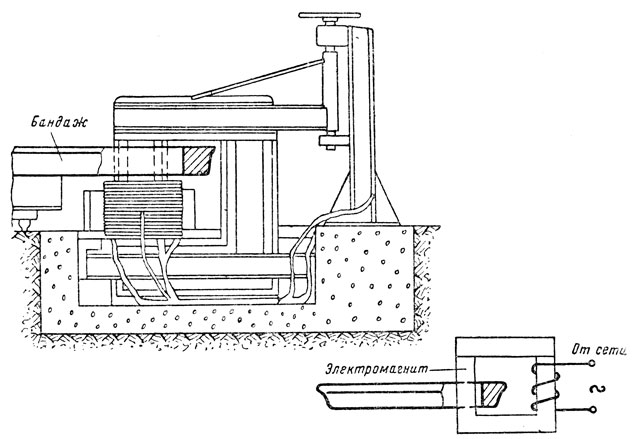
Насадку бандажа делают в нагретом состоянии. Нагрев бандажей производится в электрогорнах различной конструкции до 250-320°. Температуру нагрева контролируют термопарой или термическим карандашом. На фиг. 307 представлен электрогорн системы Савельева для нагрева бандажей с использованием в качестве нагревателей электрических сопротивлений. Электрогорн имеет кольцеобразный корпус, сваренный из листового железа. С внутренней стороны корпус выложен огнеупорным кирпичом. Верхняя часть горна сделана из двух полуколец, связанных между собой шарнирами. В полукольцах уложена кирпичная кладка, в которой на специальных штырях заделана нихромовая лента. Ток для нагрева ленты подаётся от понижающего трансформатора.
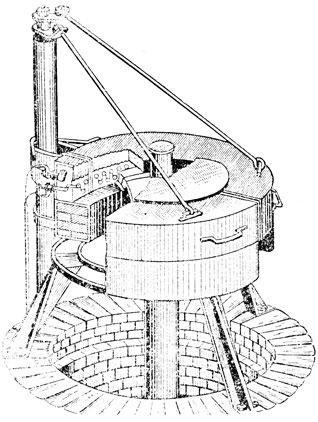
Фиг. 307. Электрогорн системы Савельева для нагрева бандажей
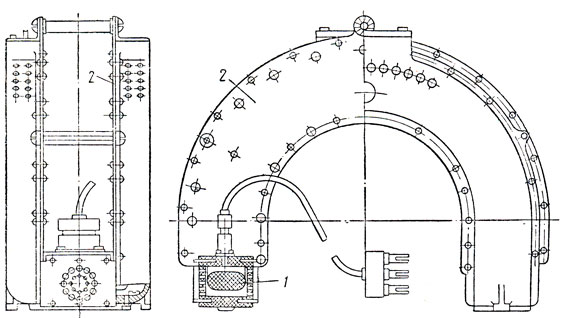
На фиг. 308 представлен горн ПКБ ЦТВР с индукционным способом нагрева. Время нагрева бандажа до температуры 320° составляет 10-22 мин.
Фиг. 308. Индукционный злектрогорн системы ПКБ ЦТВР для нагрева бандажей
При постановке новых бандажей запрещается ставить прокладки между бандажом и ободом.
У тепловозов, не имеющих бандажных колец, при смене бандажей устанавливают бандажные кольца, для чего производится дополнительная обработка центра. Бандажное кольцо сгибают на специальном станке из целого куска или из нескольких, но не более чем из четырёх кусков, сваренных между собой на контактной машине кузнечным способом или газовой сваркой.
Запрещается сваривать встык бандажное кольцо, заведённое в паз, а также приваривать его к бандажу или ободу колёсного центра.
Бандажное кольцо заводится в выточку сразу после насадки бандажа, причём концы заведённого кольца должны подходить один к другому враспор. Запрещается обрубать излишек бандажного кольца без подкладки.
Заведённое в бандаж кольцо обжимают через бурт бандажа на специальном станке или пневматическим молотком через прокладку. Плотность посадки кольца определяют по звуку. Остывание бандажа должно проходить естественным путём, без применения искусственного охлаждения (воды, воздуха, снега и пр.).
Для контроля в эксплуатации за положением бандажа относительно центра наносят 4-5 отметок на бандаже керном или зубилом с закругленной кромкой и соответственно зубилом риски на ободе.
Негодные бандажи снимают при помощи газовой горелки; при этом необходимо соблюдать осторожность, чтобы не повредить обод колёсного центра. Для снятия бандажей, которые ещё могут быть использованы, необходимо произвести их подогрев. Температура подогрева не должна превышать 320°. Перед нагреванием из выточки удаляют бандажное кольцо, которое может быть в дальнейшем использовано. Если кольцо не выбивается из выточки, то разрешается удалять его на станке.
Годные к эксплуатации бандажи перетягивают, применяя стальные прокладки для создания необходимого натяга между ободом и бандажом.
На заводе и в дорожном колёсном цехе прокладки разрешается ставить в один слой толщиной не более 1 мм, а в депо - не более 2 мм. Уменьшение ширины прокладок против ширины обода допускается не свыше 5 мм.
Прокладки изготовляют из новой листовой стали, не имеющей окалины и ржавчины.
Перетянутый бандаж необходимо расположить по старым контрольным меткам. Если это осуществить не удалось, то на ободе против кернов или рисок бандажа наносят новую риску с зачеканкой старой.
При перетяжке бандажей в условиях депо овальность ободов и бандажей не исправляют.
Формирование колёсных пар производится только из новых элементов, согласно утверждённым чертежам, техническим условиям и действующим стандартам.
Прессовые работы
Для прессовых работ с колёсными парами применяют специальные гидравлические прессы, снабжённые двумя манометрами и самопишущим прибором-индикатором. Один манометр предназначается для контроля процесса запрессовки, а второй - для контроля процесса распрессовки.
На фиг. 309 представлен гидравлический пресс для запрессовки осей. Рабочий манометр и индикатор один раз в месяц, а также при расхождении показаний проверяют по контрольному манометру. Один раз в два года манометры и индикатор проверяет госповеритель с записью результатов проверки в паспорт каждого прибора. Зарядка самопишущего прибора производится на заводе инспектором, а в дорожных колёсных цехах - колёсным мастером" После проверки манометра или индикатора делают пробную запрессовку оси в присутствии инспектора-приёмщика МПС. Разница показаний манометра и индикатора не должна превышать 2%.
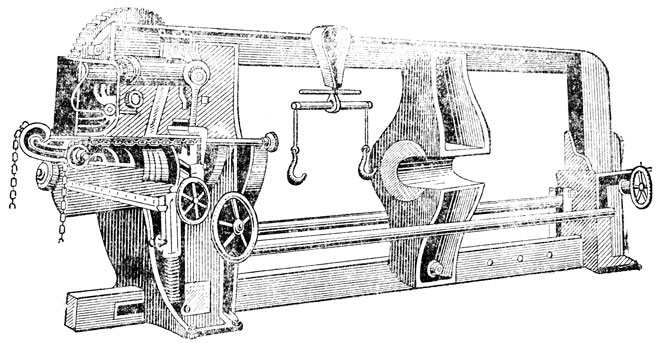
Фиг. 309. Гидравлический пресс для запрессовки осей
При производстве прессовых операций геометрическая ось прессуемых элементов и упорных приспособлений должна совпадать с геометрической осью плунжера пресса. Горизонтальность оси проверяют уровнем.
При распрессовке колёсных пар самопищущий прибор и манометр, пред-назначенный для контроля запрессовки, выключают.
Если усилие распрессовки превышает предельную величину, с колёсного центра снимают бандаж и подогревают ступицу. Если это не помогает, то при помощи газовой горелки обрезают часть оси или колёсный центр в зависимости от того, что негодно для дальнейшего использования.
После распрессовки элементы колёсной пары осматривают, чтобы определить их годность для дальнейшего использования.
Перед запрессовкой элементы колёсных пар подбираются по размерам и прессуемые поверхности смазывают чистым растительным маслом. Усилие запрессовки при надетом бандаже на каждые 100 мм диаметра подступичной части должно находиться в пределах 45-65 т, без бандажа - 40-60 т.
Кривая индикаторной диаграммы запрессовки должна плавно нарастать кверху (фиг. 310,а-в); длина диаграммы должна составлять не менее 85% её теоретической длины. На фиг. 310, г-е приведены диаграммы, характеризующие ненормальности в запрессовке.
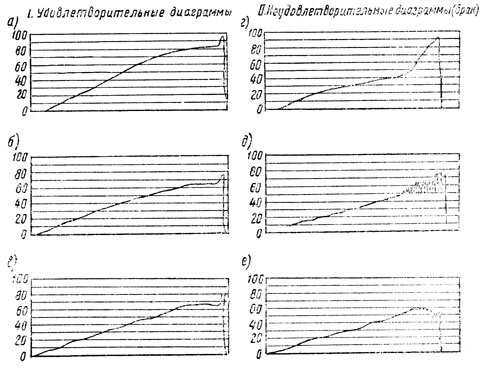
Фиг. 310. Диаграммы запрессовки осей колёсных пар
При определении предельных усилий скачок в конце диаграммы не учитывается.
Если при напрессовке получается ненормальная диаграмма, колёсную пару распрессовывают.
Распрессованное зубчатое колесо или колёсный центр вторично насаживают на тот же конец оси при условии, если на посадочных поверхностях отсутствуют задиры.
На бланке диаграммы, кроме кривой изменения давления, записывают следующие данные: дату запрессовки, тип колёсной пары, номер оси, тип и номер колёсного центра, зубчатого колеса, диаметр подступичной части оси и отверстия ступицы (измеряемые с точностью до 0,01 мм), размер натяга, конечное давление в тоннах с бандажом или без бандажа и порядковый номер диаграммы в текущем году. Диаграмму подписывают начальник цеха или мастер цеха, инспектор ОТК завода и инспектор-приёмщик МПС. Диаграммы хранятся в архиве начальника цеха в течение 10 лет.
Механическая обработка готовых колёсных пар
Обточка бандажей. Перед обточкой бандажей измеряются штангенциркулем (фиг. 311) расстояния от середины оси (по намеченному керну) до внутренних граней бандажей. Разница расстояний допускается не более 2 мм у новых бандажей и не более 3 мм у старых.
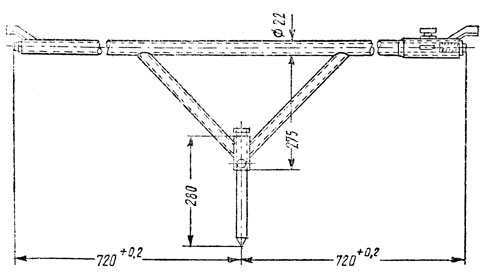
Фиг. 311. Штангенциркуль для проверки симметричности расположения внутренних граней бандажей относительно середины оси
Расстояние между внутренними гранями бандажей после окончательной обработки должно быть для вновь сформированных колёсных пар или у колёс с новыми бандажами 1 440+0-3 мм и у старых колёс - 1 440±3 мм.
Разница расстояний между внутренними гранями бандажей в разных местах у одной колёсной пары не должна превышать 1 мм.
Черновое обтачивание на станках осуществляется резцами, укреплёнными на обдирочных суппортах. Чистовое обтачивание производится чашечными резцами методом автоматического копирования при помощи специальных механизмов, смонтированных в копировальных суппортах. Станок имеет семь электродвигателей. Для установки колёсной пары имеется домкрат, который размещается на станине между бабками.
Первой операцией является грубая обточка полотна бандажа, затем производится обработка гребня вилообразным резцом, окончательная обработка профиля фасонным резцом и, наконец, обточка внутренних боковых граней бандажей.
На станках с четырьмя суппортами и копирами все эти операции выполняются одновременно.
В последнее время на заводах применяется скоростная обработка колёсных пар. Для скоростного резания применяются титановольфрамо-кобальтовые твёрдые сплавы следующих марок: для обдирочных работ - Т5КЮ, для получистовых обдирочных работ - Т15К6, для чистовых работ - Т30К4.
Обточенные бандажи проверяют шаблонами. У плотно прижатого к внутренней грани шаблона просвет допускается не более 0,5 мм по поверхности катания, 1 мм по высоте гребня и 0,5 мм по толщине гребня.
На фиг. 312 показан шаблон и контршаблон к нему для проверки профиля бандажа.
Фиг. 312. Шаблон и контршаблон для проверки профиля бандажа
Чистоту обработки бандажа проверяют по эталонам. Для устранения поверхностных дефектов и неровностей прокатки разрешается обточка наружной грани бандажа с условием, если при обточке не будут срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и ширина бандажа будет не менее допускаемой.
Обработка шеек. Обточка и шлифовка шеек и предподступичных частей осей колёсных пар, бывших в эксплуатации, производится при наличии уменьшенных радиусов галтелей, увеличенной конусности, эксцентричности и овальности, наличии рисок, задиров и забоин, раковин и непроваров после наплавки буртов шеек. Обточка производится также для удаления продольных плён и волосовин.
Чистота обработки шеек и предподступичных частей должна соответствовать чистоте обработки, установленной для данной оси чертежом.
Сварочные работы при ремонте колёсных пар
Все сварочные работы у элементов колёсных пар выполняются при температуре ремонтируемой детали и окружающего воздуха не ниже +5°.
У тепловозных колёсных пар разрешается заваривать изношенные (сбитые) центровые отверстия и наплавлять наружные бурты шеек осей, восстанавливать изношенную резьбовую часть осей с подшипниками качения. Можно также наплавлять изношенные гребни и выбоины на бандажах, полотно и боковые поверхности обода, внутренние поверхности отверстий ступиц под запрессовку осей и трещины в дисковой части. Изношенные торцовые поверхности ступиц наплавляются только у центров, спрессованных с оси.
Запрещается заваривать трещины в теле ступицы.
В процессе эксплуатации у колёсных центров тепловозов ТЭ1 выпуска 1948-1949 гг. обнаруживаются трещины, располагающиеся в месте перехода от диска к ободу (фиг. 313). Трещины появляются в результате некачественного литья, при котором в средней части обода получаются усадочные раковины и рыхлость. Направление трещин идёт от этих дефектных мест к закруглению, образованному в месте перехода от обода к диску, что хорошо видно на разрезе фиг. 314. Трещины располагаются с наружной стороны.
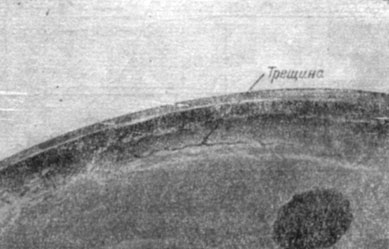
Фиг. 313. Трещина у колёсного центра тепловозов ТЭ1
Исследование этого вопроса автором совместно со специалистами-сварщиками позволило разработать нормы, при которых возможно исправление дефектов без ущерба для прочности центра, и установить технологию ремонта центров, имеющих дефекты.
При ремонте центр спрессовывают с оси и с него снимают бандаж.
Колёсные центры перед заваркой после промывки подвергаются визуальному осмотру и осмотру через лупу не менее чем с четырёхкратным увеличением. Особенно тщательно просматривают места перехода от диска к ободу.
Перед сваркой производится химический анализ металла колёсного центра Центры, содержащие углерод свыше 0,25%, после сварки подвергаются термо обработке согласно требованиям ГОСТ 4491-48.

Фиг. 314. Сечение колёсного центра с усадочными раковинами
Имеющиеся у центра трещины вырубают пневматическим зубилом по всей длине. При вырубке сначала следует применять крейцмейсель типа дорожника. При использовании такого крейцмейселя, в случае наличия трещины, стружка по ходу вырубки раздваивается. Прекращение раздваивания стружки свидетельствует о полном удалении трещины. Стенки канавки, получившейся после вырубки крейцмейселем, срубают обычным зубилом под углом 60-70° друг к другу. При разделке трещин в случае глубокого залегания усадочных раковин в месте разделки вырубка их производится полностью до чистого металла, без учёта рекомендуемого угла разделки. Вырубку делают всухую, без применения смазывающих веществ.
Чтобы при сварке не происходило коробления центра, его помещают в ванну с водой.
Сварку производят электродами типа Э42А марки УОНИ-13/45 постоянным током при обратной полярности. В процессе сварки рекомендуется держать возможно короткую дугу. Величину тока выбирают в зависимости от диаметра электрода: для электродов диаметром 4 мм - 160-180 а и диаметром 5 мм - 190-220 а. Заварку трещины делают обратно-ступенчатым швом не менее чем в два прохода. Длина ступеней 90-100 мм. При "наложении второго слоя тщательно разваривают кратеры валиков первого слоя. Шлак с первого слоя должен быть удалён и шов зачищен металлической щёткой.
По окончании сварки на поверхности шва после зачистки щеткой не должно быть зазоров, подрезов и других дефектов.
Дефекты, обнаруженные после заварки, вырубают и шов снова заваривают.
Общая протяжённость устраняемых дефектов должна составлять не более 60% длины обода, а глубина разделки дефектов - не более 50% сечения. Общий вес наплавленного металла при ремонте не должен превышать 5 кг на центр.
При наплавке обода колёсного центра под посадку бандажа предварительно к ободу автоматической сваркой под слоем флюса приваривают полосы из стали Ст. 2 или Ст. 3. Количество полос должно быть не менее трёх, а расстояние от крайних полос до кромки обода - 15-20 мм с промежутками между полосами 12-15 мм.
Наплавку выбоин и гребней бандажей делают автоматической, полуавтоматической сваркой под слоем флюса или ручной электродуговой сваркой.
Проверка, приёмка, маркировка, клеймение и окраска колёсных пар
Проверку и приёмку колёсных пар производят при обыкновенном освидетельствовании мастер и приёмщик МПС, при полном освидетельствовании и освидетельствовании с распрессовкой элементов, а также при формировании - мастер, инспектор ОТК и инспектор-приёмщик МПС.
На заводах и в ремонтных пунктах, производящих ремонт колёсных пар со сменой элементов, инспектору-приёмщику МПС перед приёмкой представляются журналы и документы, подтверждающие готовность колёсной пары к сдаче, диаграммы запрессовки и сертификаты на новые элементы.
На принятой колёсной паре после всех видов освидетельствования и формирования, а также на принятых отдельных элементах ставят приёмочные клейма.
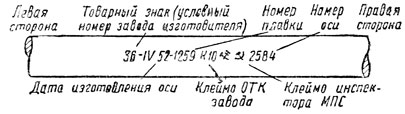
Для колёсных пар применяют следующие знаки и клейма: присвоенный условный номер завода или ремонтного пункта, клеймо инспектора ОТК на заводе, клеймо инспектора ОТК на заводе, клеймо инспектора-приёмщика МПС, Ф - знак, обозначающий формирование новой колёсной пары или смену оси; Д - знак, обозначающий проверку дефектоскопом подступичной части оси с распрессовкой центров, цифры высотой 10 мм для обозначения даты и других данных, клейма и знаки, обозначающие межоперационную, внутрицеховую или межцеховую приёмку элементов колёсной пары.
На фиг. 315 показаны знаки и клейма на наружной грани бандажа и на зубчатом колесе колёсной пары тепловоза.
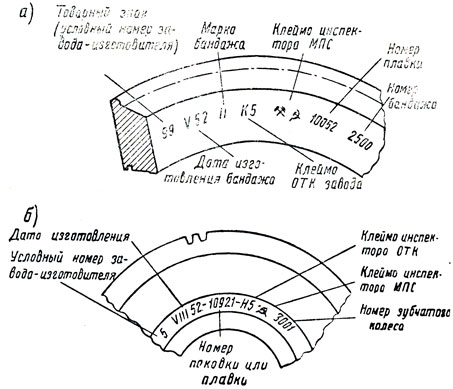
Фиг. 315. Знаки и клейма у бандажей и зубчатых колёс: а - на наружной грани бандажа; б - на зубчатом колесе
Принятые колёсные пары после формирования и полного освидетельствования с распрессовкой элементов окрашивают: колёсные центры - в чёрный цвет, наружные грани бандажей - белилами и места постановки контрольных отметок на бандажах - красным цветом.
Магнитный контроль элементов колёсных пар. Магнитный контроль осуществляется при обыкновенном и полном освидетельствовании, освидетельствовании с распрессовкой элементов и при формировании колёсных пар.
Магнитному контролю подвергают следующие части оси: шейки, предподступичные части и среднюю часть - при всех видах освидетельствования; подступичные части - при формировании и освидетельствовании колёсных пар с распрессовкой элементов.
При магнитном контроле бандажей проверяют внутреннюю обработанную поверхность при перетяжке старого и насадке нового бандажа, а также наружную поверхность при наплавке гребней. У зубчатых колёс проверяют зубья при всех видах освидетельствования.
Результаты магнитного контроля регистрируют в журнале. На фиг. 316 изображён седлообразный магнитный дефектоскоп, употребляемый для проверки моторно-осевых шеек, средней части оси и зубьев зубчатого колеса.
Фиг. 316. Седлообразный дефектоскоп типа ДГС-1Б: 1 - катушки; 2 - сердечник
Для проверки буксовых шеек и предподступичной части оси обычно используют кольцевой дефектоскоп.
Сведения, помещаемые в технический паспорт. В паспорте указывают данные приёмки колёсной пары на заводе-изготовителе, номера плавок бандажей, сведения об осмотре и ремонте, пробег от предыдущего осмотра или ремонта. Кроме этого, в паспорте записывают результаты обмера шеек осей, приводятся сведения о произведённом ремонте букс и подшипников и об износе бандажей.
Буксовые и моторно-осевые шейки измеряют с точностью до 0,01 мм в трёх плоскостях по взаимно перпендикулярным диаметрам для определения величины диаметра, овальности и конусности.
Под износом бандажей подразумевают величину проката, толщину бандажа и гребня.
Наряду с этим в паспорте фиксируют состояние ведомых зубчатых колес и отмечают конструктивные изменения, произведённые по указанию МПС. На последних страницах паспорта приводятся сведения о работе и перемещении колёсной пары. Здесь же фиксируют общий пробег от начала эксплуатации, пробег на данном тепловозе и причину удаления колёсной пары с тепловоза.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'