§ 31. Ремонт букс
Ремонт букс на подшипниках скольжения
При всех видах ремонта разобранная букса подлежит очистке в выварочных ваннах.
Наличники 4 (фиг. 317), оборванные по сварке (частично или полностью), не требующие замены по износу, привариваются снова с предварительной зачисткой мест старой приварки и электрозаклёпок 5.
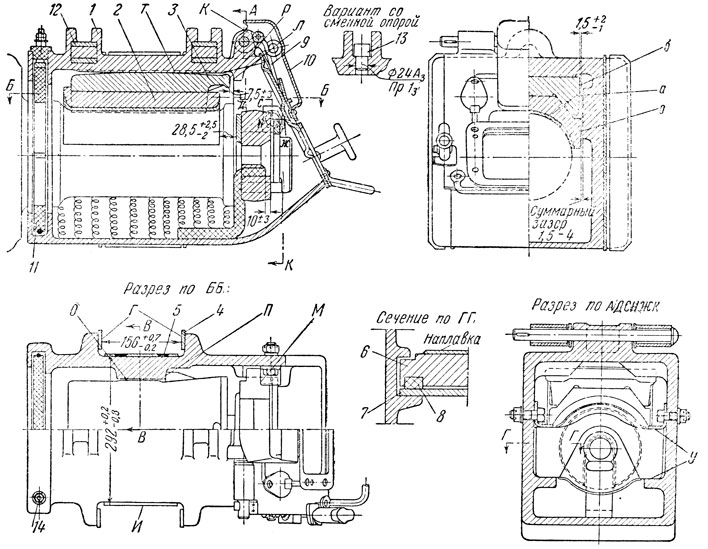
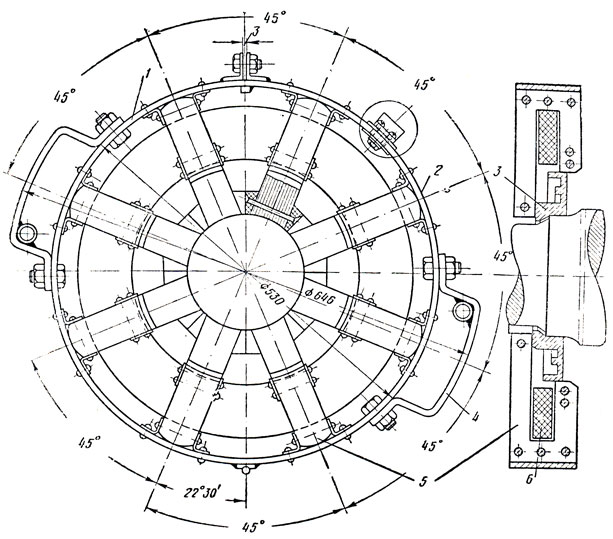
Фиг. 317. Букса тепловозов ТЭ1 и ТЭ2 с крышкой под редуктор скоростемера: 1 - корпус буксы; 2 - вкладыш; 3 - буксовый камень; 4 - наличники; 5 - электрозаклёпки; 5 - осевой упор; 7 -регулировочная планка; 8 - прокладка (амортизатор); 9 - пружина крышки; 10 - буксовая крышка; 11 - пылевая шайба; 12 - опорный валик; 13 - сменная опора; 14 - гайка буксового затвора
Перед приваркой наличников букс, изготовленных из марганцовистой стали марки 60Г или 65Г, чтобы избежать коробления, рекомендуется сначала приваривать их электросваркой по торцам. Приварка наличников и электрозаклёпок производится электродами Э42 диаметром 5 мм. Нельзя допускать попадания брызг от сварки на поверхность направляющего паза.
Непараллельность поверхностей Г и Я направляющего паза допускается не более 0,3 мм (по размерам 292 и 156 мм), коробление этих поверхностей - не более 0,15 мм.
Изношенные поверхности буксы восстанавливают наплавкой с последующей обработкой. К таким поверхностям относятся: К - место упора ролика пружины буксы, Л - место упора торца буксового камня 3, М - место опоры упора.
Вкладыш 2, изношенный свыше предела по толщине, имеющий трещины в заливке или отставание баббита, заменяют или перезаливают баббитом Б16.
Вновь залитые буксовые подшипники растачивают по размерам осевой шейки. Разбеги буксовых подшипников на осевых шейках при выпуске из подъёмочного и заводского ремонта должны соответствовать чертёжным размерам.
Изношенные боковые поверхности О подшипника и торцовые поверхности П упоров восстанавливают наплавкой газовой горелкой. В качестве присадочного материала употребляют бронзу ОЦС-5-5-5. Наплавку производят в водяной ванне, с возвышением наплавляемого торца над поверхностью воды не более 15 мм.
Изношенные поверхности Р буксового камня восстанавливают электронаплавкой. Высота камня в торцовой части должна быть ниже точки Т на 1,5-2,0 мм.
Изношенную до толщины 9 мм или имеющую задиры трущуюся поверхность упора 6 восстанавливают наплавкой бронзой при помощи газовой горелки, а поверхности У - стальными электродами электродуговой сваркой.
При осмотре упора следует обращать внимание на пазы, где иногда появляются трещины. В этом случае повреждённое место удаляют с последующей наплавкой и обработкой.
Планку 7, ограничивающую перемещение упора при износе, наплавляют или заменяют новой.
Изломанные опорные скобы, текстолитовые прокладки (амортизаторы) 5, а также просевшие пружины 9 буксовой крышки 10 и изношенные пылевые шайбы 11 заменяют новыми. Буксовые крышки 10 в случае неплотного прилегания выправляют в холодном состоянии. Между корпусом и крышкой допускают только местный зазор, не превышающий 0,3 мм на длине не более 50 мм. Угол открытия крышки должен быть не меньше 65°.
При подъёмочном и заводском ремонте предусматривается переделка букс старой конструкции с заменой опорного валика 12 буксового балансира сменной опорой 13. В этом случае валик удаляют на фрезерном или строгальном станке, сверлят отверстия диаметром 24 мм, в которые и запрессовывают новую опору с натягом 0,15-0,20 мм. Изношенные свыше 0,5 мм сменные опоры заменяют новыми.
Опоры изготовляют из стали марки 45 и закаливают т. в. ч. или из низко-углеродистых сталей с последующей цементацией. Твёрдость закалённого слоя должна быть в пределах HRC=44÷56 единиц, глубина закалённого слоя - 1,5-3 мм.
У отремонтированной буксы суммарный зазор а между наклонными поверхностями камня и вкладыша должен быть 0,3-2,2 мм; касание поверхности б буксового камня с корпусом буксы как с одной, так и с другой стороны не допускается. Западание поверхности б относительно поверхности о должно быть не менее 0,5 мм, что проверяют до постановки камня. Буксовую набивку перед закладкой пропитывают в осевом масле в течение 3 ч при температуре не ниже 15°. Со стороны буксового затвора набивку плотно подбивают к вертикальной стенке буксы и осевой шейке - не менее чем на 2/б окружности, закрывая в этом месте зазор между кромкой отверстия в буксе и шейкой оси.
Уплотняющие кромки войлочной шайбы должны плотно облегать поверхность осевой шейки по всей окружности. Подвёртывание кромок, а также наличие на них пыли и грязи не допускаются.
Затяжка гаек 14 буксового затвора производится с таким расчётом, чтобы букса провёртывалась на оси вручную.
Суммарный разбег колёсных пар К относительно рамы тележки складывается из следующих величин (фиг. 318):
К = а + в + с + д
где а и в - зазоры между внутренними торцовыми поверхностями буксовых направляющих (наличниками) рамы и торцовыми поверхностями наличников букс правой и левой сторон регулируемой колёсной пары;
с и д - зазоры между осевыми упорами букс и торцами оси колёсной пары.
Зазоры а, в, с и д измеряются щупом. Величины а и в определяются как среднее арифметическое двух замеров, производимых на уровне оси колёсной пары с передней и задней по ходу тележки сторон буксы.
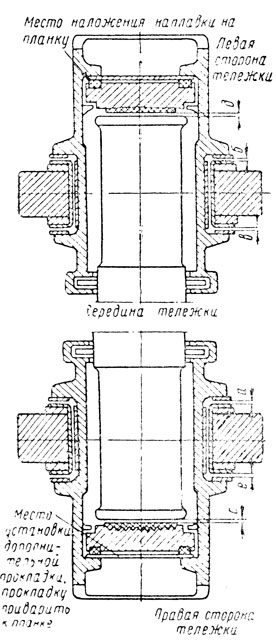
Фиг. 318. Схема контроля разбега колёсных пар
Величины зазоров с и д выводятся так же, как среднее арифметическое двух замеров, производимых в верхней и нижней частях упора. Зазоры с и д измеряют, когда набор деталей (буксовый упор с текстолитовым амортизатором и регулировочной планкой) прижат к внешним направляющим буртам корпуса буксы.
Регулирование величины разбега колёсной пары при ремонте производится изменением толщины регулировочной планки или её заменой планкой большей толщины, а также подкладыванием общей прокладки между планкой и направляющими упорами корпуса буксы. При этом прокладка должна быть приварена; к планке. Разрешается наплавлять металл на существующую планку с последующей обработкой до необходимого размера. Толщины регулировочных планок у обеих букс одной колёсной пары должны изменяться на равную величину. Изменение толщины в сумме равно общей величине изменения разбега. Разница в толщине планок допускается не более 2 мм.
Разбег К после заводского ремонта у тепловозов ТЭ1 допускается 7-11 мм, а у тепловозов ТЭ2 -4,5 мм, соответственно при выпуске из подъёмочного ремонта у ТЭ1 10-11 мм и у ТЭ2 - до 6,5 мм.
В табл. 19 приведены чертежные размеры разбегов для тепловозов ТЭ1 и ТЭ2.

Таблица 19
Ремонт букс на подшипниках качения
Подшипниками качения различных видов в настоящее время оборудованы колесные пары опытных тепловозов ТЭ2. В буксах этих тепловозов установлены два роликоподшипника с осевым скользящим упором, роликсподшипники с шариковым упором, два сферических подшипника на разрезных конических втулках, два подшипника, один из которых роликовый, а другой сферический. У тепловозов ТЭ3 применены два роликоподшипника с осевым скользящим упором на жидкой смазке.
Ниже рассматривается ремонт буксоборудованных роликовыми подшипниками со скользящим упором.
Осмотр и разборка букс. Буксы с подшипниками качения осматривают и ремонтируют при подъёмочнсм и заводском ремонте. Осмотр букс между подъёмочными ремонтами производится в случае их ненормального нагрева в эксплуатации.
Буксу разбирают в следующем порядке: сначала колёсную пару и буксы очищают снаружи от грязи; отвернув пробку 18 (фиг. 319), спускают смазку, разбирают переднюю часть буксы; отгибают лепесток стопорной шайбы 9 и отвёртывают торцовую гайку; с шейки оси снимают стопорную шайбу, упорное кольцо и прокладочное кольцо (закладываемое между упорным кольцом 8 и торцом внутреннего кольца подшипника 5). При помощи крана с колёсной пары снимают корпус буксы 1 вместе с задней крышкой 20, наружными кольцами и сепараторами подшипников. Внутренние кольца подшипников остаются на шейке оси. Затем отвёртывают болты и отнимают заднюю крышку 20 буксы.
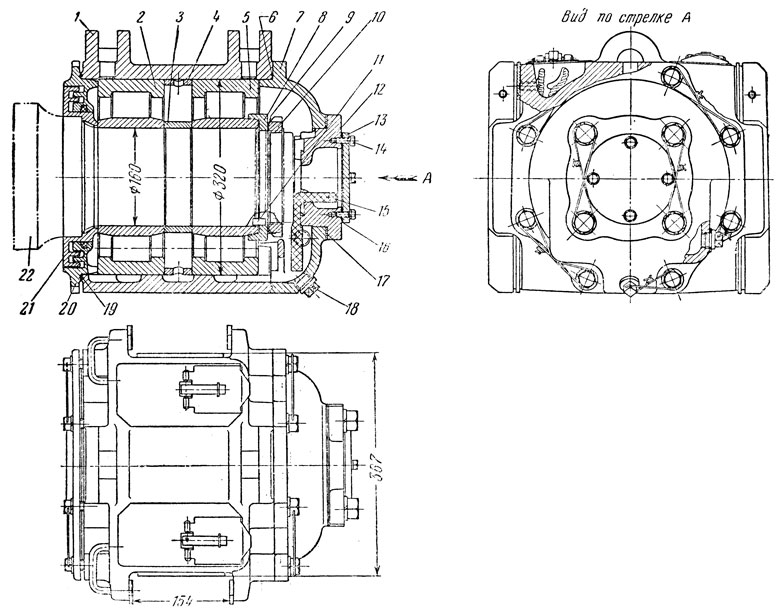
Фиг. 319. Букса с цилиндрическими роликовыми подшипниками и осевым скользящим упором тепловоза ТЭ3: 1 - корпус буксы; 2 и 5 - роликоподшипники; 3 и 4 - дистанционные кольца; 6 и 19 - шёлковые нитки; 7 и 20 - крышки буксы (передняя и задняя); 8 - упорное кольцо; 9 - шайба стопорная; 10 - гайка; 11 - шпонка; 12 - упор: 13 - крышка упора; 14 - болты крышки упора; 15 - фитиль войлочный; 16 - прокладка; 17 - набор регулировочных прокладок; 18 - пробка; 21 - лабиринтное кольцо; 22 - ось
Наружные кольца подшипников, а также большое дистанционное кольцо 4 выпрессовывают из корпуса буксы при помощи приспособления (фиг. 320).
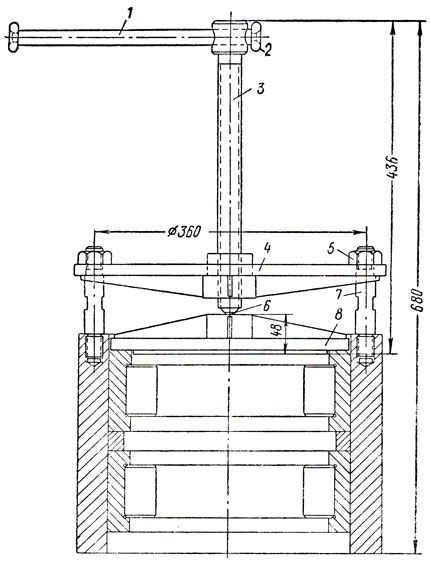
Фиг. 320. Приспособление для выпрессовки наружных колец подшипников и дистанционного кольца из корпуса буксы: 1 - ручка; 2 - бобышка; 3 - винт; 4 - траверса; 5 - гайка; 6 - шарик; 7 - шпилька; 8 - диск
Приспособление состоит из диска 8 диаметром 318 мм, вставляемого в корпус буксы. В центре втулки диска предусмотрен подпятник, у которого образована закалённая сферическая поверхность радиусом 12 мм. В эту сферическую поверхность упирается винт 3, снабжённый завальцованным в конец шариком 6. Винт 3 проходит через резьбу М42 в траверсе 4. На противоположном конце винта имеется утолщение с отверстием, сквозь которое проходит ручка 1 с бобышками 2.
У траверсы 4 просверлены четыре отверстия для шпилек 7, ввёртываемых в корпус буксы. Шпильки закрепляются гайками 5.
Поворачивая винт, производят выпрессовку наружных колец подшипников и дистанционного кольца из корпуса буксы. Затем снимают последовательно внутренние кольца обоих подшипников и лабиринтное кольцо 21 (см. фиг. 319), нагретые перед съёмкой индукционным нагревателем. Конструкция индукционного нагревателя для снятия лабиринтного кольца показана на фиг. 321. Она подобна конструкции нагревателя, применяемого для нагрева подшипников тягового электродвигателя, но отличается от него размерами. Чтобы не произошло отпуска стали при пользовании индукционным нагревателем, нагревать кольца надо несколько минут.
Фиг. 321. Индукционный нагреватель для съёма лабиринтного кольца: 1 и 2 - полукольца; 3 - лабиринтное кольцо; 4 - ручка; 5 - магнитопровод; 6 - катушка
Чтобы не допустить задира посадочной поверхности оси, запрещается снимать кольца подшипников и лабиринтное кольцо в холодном состоянии.
Перед разборкой правой буксы передней колёсной пары каждой секции тепловозов снимают редуктор привода скоростемера.
Подготовка буксы к сборке. Перед сборкой буксы роликоподшипники необходимо чисто промыть в дизельном топливе или керосине. После этого подшипники дополнительно промывают в бензине и затем насухо вытирают чистыми салфетками. Допускается промывка подшипников в мыльной эмульсии из 5 кг отработавшей смазки 1-13, смешанной со 100 л воды. Температура эмульсии должна быть примерно 100°. После промывки эмульсией подшипники промывают бензином.
Удобнее всего промывать подшипники при помощи моечной машины, схема которой представлена на фиг. 322. В корпусе 4 на панели смонтированы четыре держателя 10, на которые внутренними кольцами устанавливают подшипники 6. Наружные кольца подшипников входят в соприкосновение с конусообразным диском 11. Диск сидит на вертикальном валу 12, приводимом во вращение конической зубчатой передачей 5, шкивами 1 и 3 и ремённой передачей 2 от электродвигателя 15. Чтобы не допустить соскакивания подшипников с держателей, на вертикальный вал надевают диск 7, закрепляемый гайкой 8. Конусообразный диск, вращаясь, приводит в движение наружные кольца, оставляя неподвижными внутренние кольца подшипников, сидящие на держателях.
Вал электродвигателя с другого конца связан с насосом 14, подающим эмульсию по трубопроводам 9 к подшипникам. Для прогрева эмульсии предусмотрен подвод пара через паропровод 13.
Промытые подшипники осматривают для выявления дефектов; кольца проверяют магнитным дефектоскопом.
Посадочные поверхности наружного и внутреннего колец подшипника должны иметь чистую, шлифованную поверхность без следов коррозии, рисок и забоин.
При осмотре роликов их поочерёдно вращают, оставляя неподвижными наружное кольцо и сепаратор.
Подшипники бракуют при большом износе гнёзд сепаратора под ролики, при наличии трещин и поломке сепаратора.
При текущем ремонте разрешается подклёпка ослабших заклёпок или замена их новыми, изготовленными из стали марки 20 или 30.
У годных подшипников микрометром измеряют диаметр посадочной поверхности наружного кольца и микрометрическим нутромером в двух взаимно перпендикулярных плоскостях - диаметр посадочной поверхности внутреннего кольца. Диаметральный зазор проверяют щупом в нижней части подшипника между роликом и беговой дорожкой внутреннего кольца на приспособлении (фиг. 323). При измерении зазора нельзя накатывать ролики на пластину щупа.
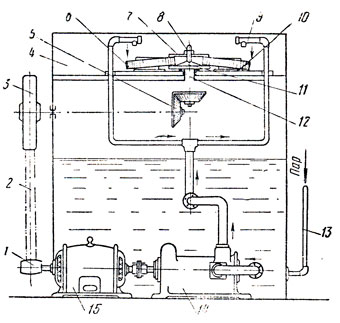
Фиг. 322. Моечная машина для подшипников качения: 1 и 3 - шкивы; 2 - ремённая передача; 4 - корпус; 5 - коническая зубчатая передача; 6 - подшипник; 7 - диск; 8 - гайка; 9 - трубопровод; 10 - держатель; 11 - конусообразный диск; 12 - вертикальный вал; 13 - паропровод; 14 - насос; 15 - электродвигатель
Зазор у подшипников определяют каждый раз в одном и том же месте - между маркировками ГПЗ, нанесёнными на кольцах подшипников.
Приспособление для измерения диаметрального зазора подшипников (фиг. 323) состоит из трубы 1 с наружным диаметром, соответствующим кольцу подшипника, приваренной к стойке 2 сварной конструкции, укрепляемой при помощи плиты 3 к деревянному столу болтами 4.
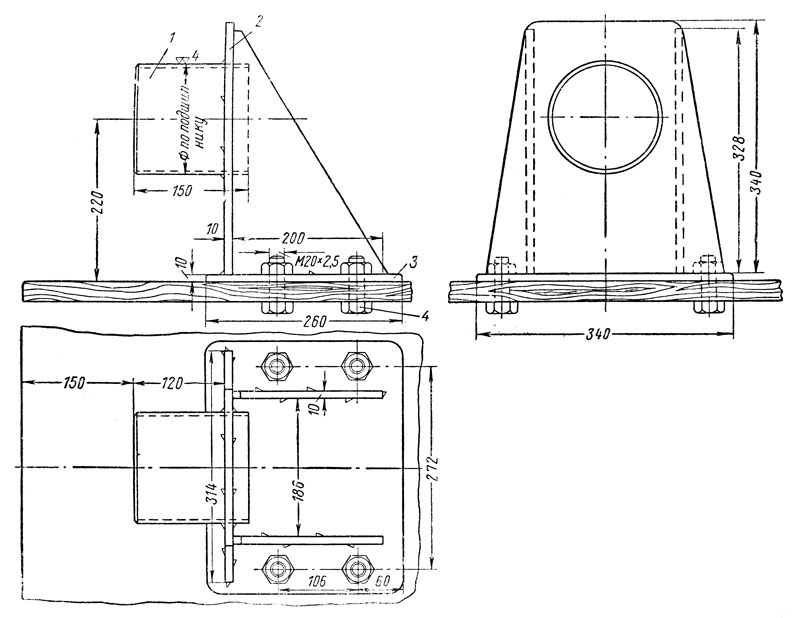
Фиг. 323. Приспособление для измерения диаметрального зазора подшипников: 1 - труба; 2 - стойка; 3 - плита; 4 - болт
Второй способ измерения зазора - при помощи индикатора, так же, как это делается для подшипников тягового электродвигателя.
Диаметральный зазор у эксплуатируемых роликовых подшипников в свободном состоянии должен быть в пределах 0,06 - 0,35 мм.
Корпус буксы, наружную и внутреннюю крышки, лабиринтное кольцо, осевой упор, торцовую гайку, дистанционные и прокладочные кольца, стопорную шайбу для определения дефектов также промывают, обтирают и осматривают.
Диаметр расточки корпуса буксы и лабиринтного кольца измеряют в двух взаимно перпендикулярных плоскостях микрометрическим нутромером.
Измеряют высоту упора, т. е. расстояние от привалочной поверхности фланца до поверхности трения.
Дефекты, обнаруженные у бронзовой армировки упора, устраняют шабровкой; при повышенном износе (более 0,5 мм) делают наплавку.
Шейку оси, предподступичную часть и упорный поясок для лабиринтного кольца протирают, промывают бензином и проверяют дефектоскопом; одновременно подвергают магнитному контролю среднюю часть оси.
Мелкие риски, забоины, следы коррозии в осматриваемых местах устраняют мелким наждачным полотном (№ 000), смоченным маслом. Дефекты на торце оси, вызванные трением упора, устраняют шабровкой с проверкой по краске. Перпендикулярность поверхности шейки оси и торца проверяют угольником.
Сборка оси с буксой. Для ускорения сборки букс все работы рекомендуется производить в строгой последовательности и одновременно на комплекте колёсных пар.
Перед насадкой внутренних колец подшипников подбирают по натягу лабиринтные кольца. Натяг должен быть в пределах 0,03-0,105 мм. Чтобы не было упора внутренних колец подшипников в выкружку галтели оси, толщина лабиринтного кольца должна быть в пределах чертежного размера. Лабиринтные кольца перед насадкой на ось в течение 15-20 мин нагревают до 125-150° в масляной ванне или индукционным нагревателем, затем быстро надевают на обтёртую салфеткой предподступичную часть оси. После этого на шейку оси надевают монтажную втулку и лёгкими ударами по ней молотком лабиринтное кольцо доводят до упора.
На нарезанную часть оси навёртывают гайку, затягиваемую ключом, по мере остывания лабиринтного кольца.
После остывание шейки оси и лабиринтного кольца гайку и монтажную втулку снимают; проверяют правильность посадки при помощи приспособления.
Внутренние кольца подшипников перед насадкой нагревают до 100-120° таким же образом, как и лабиринтное кольцо. Насадка внутреннего кольца внутреннего подшипника производится до упора в лабиринтное кольцо. Маркировка кольца должна быть обращена наружу. Насадка внутренних колец подшипников производится с натягом 0,013-0,065 мм. Кольца, не имеющие необходимого натяга, хромируют по внутреннему диаметру. Для восстановления натяга применяют также цинкование.
После насадки внутреннего кольца на шейку оси надевают монтажную втулку и навёртывают гайку таким же порядком, как при насадке лабиринтного кольца.
После полного остывания гайку отвертывают, монтажную втулку снимают, на шейку надевают малое дистанционное кольцо и внутреннее кольцо наружного подшипника. Непараллельность торцов дистанционного кольца допускается не более 0,03 мм; её устраняют на плоскошлифовальном станке.
Плотность прилегания колец между собой проверяют щупом 0,05 мм.
На внутренние кольца подшипников надевают наружные кольца вместе с сепараторами, при этом щупом измеряют величину диаметрального зазора. Далее надевают прокладочное и упорное кольца и навёртывают гайку.
При насадке подшипников на шейку их диаметральные зазоры не должны разниться более чем на 0,03 мм.
При посадке подшипников необходимо так подбирать наружные диаметры внутренних колец и диаметральные зазоры, чтобы легко можно было снять наружные кольца с роликами. В противном случае ролики внутреннего подшипника при сборке буксы не пройдут через надетое на шейку оси внутреннее кольцо наружного подшипника.
Буксы собирают в следующем порядке.
Заднюю крышку буксы болтами прикрепляют к корпусу, заложив предварительно между привалочными поясками шёлковую нить; головки болтов крышки попарно связывают проволокой.
Далее корпус буксы устанавливают на противень внутренней крышкой вниз и внутреннюю часть буксы покрывают тонким слоем дизельного масла.
Снятые с оси после проверки диаметрального зазора наружные кольца подшипников устанавливают в корпус буксы. При монтаже колец маркировка ГПЗ располагается по вертикали корпуса буксы. При каждой из последующих разборок наружное кольцо поворачивают на 90° по часовой стрелке, о чём делают отметку в паспорте. Указанный порядок необходим для того, чтобы с одной стороны можно было обнаружить провёртывание кольца, а с другой стороны - чередовать зону максимального нагружения по беговой дорожке, что повышает долговечность подшипников.
Наружное кольцо подшипника 2 (см. фиг. 319) устанавливают при помощи диска и медного стержня, по которому слегка ударяют молотком. Если кольцо при этом не входит в корпус буксы, его запрессовывают при помощи винтового приспособления (см. фиг. 320).
Затем устанавливают большое дистанционное кольцо 4 и наружное кольцо наружного подшипника 5 в том же порядке, как и первое кольцо.
После этого на шейку краном надевают корпус буксы вместе с наружными кольцами до упора в лабиринтное кольцо. Затем вставляют шпонку, надевают прокладочное кольцо, упорное кольцо, стопорную шайбу и ключом до отказа завёртывают гайку. При завёртывании гайки колёсную пару подклинивают. Завернув гайку, отгибают один из лепестков стопорной шайбы в прорезь гайки.
Прикрепляют переднюю крышку 7 к корпусу буксы болтами, предварительно проложив между привалочными поверхностями шёлковую нить. Болты попарно зашплинтовывают проволокой.
Ставят на место крышку упора и болтами укрепляют упор к передней крышке 7 после установки между ними регулировочных прокладок.
У подкаченной под тепловоз колёсной пары регулируют осевой разбег. Осевой разбег колёсной пары на подшипниках качения так же, как и у колёсных пар со скользящими подшипниками, складывается из суммы зазоров между внутренними наличниками буксы и наличниками рамы тележки и между поверхностью трения осевого упора и поверхностью торца оси.
Зазор между упором и торцом оси измеряют следующим образом. Удаляют все регулировочные прокладки 17 из-под привалочного фланца осевого упора (см. фиг. 319) и измеряют их суммарную толщину. Затем упор ставят на место до полного соприкосновения его рабочей поверхности с поверхностью торца оси. Измеряют образовавшийся зазор между поверхностью привалочного фланца упора и торцом передней крышки.
Определяемый зазор равен разности между толщиной прокладок и величиной измеренного зазора.
Аналогично определяют величину зазора у второй буксы колёсной пары.
Регулирование величины осевого разбега производится за счёт изменения толщины пакета регулировочных прокладок 17 между фланцем упора и торцом передней крышки.
Изменять толщину пакета надо у обеих букс одной колёсной пары на равные величины. Разница в толщине пакетов прокладок у правой и левой букс одной колёсной пары не должна превышать 0,25 мм.
Суммарная величина осевого разбега при выпуске из ремонта равна 3,5-4,5 мму предельно допускаемый разбег в эксплуатации - 8 мм.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'