§ 29. Ремонт автосцепки, упряжных и ударных приборов
Автосцепка и фрикционный аппарат при большом периодическом и подъёмочном ремонте проходят полное освидетельствование, для чего их снимают с тепловоза. При малом периодическом ремонте производится наружный осмотр без снятия с места. При наружном осмотре измеряют высоту продольной оси автосцепки над головками рельсов и проверяют положение оси автосцепки; оно должно быть строго горизонтальным. Затем измеряют зазор а между хвостовиком автосцепки и верхней кромкой ударной розетки 11 (фиг. 298).
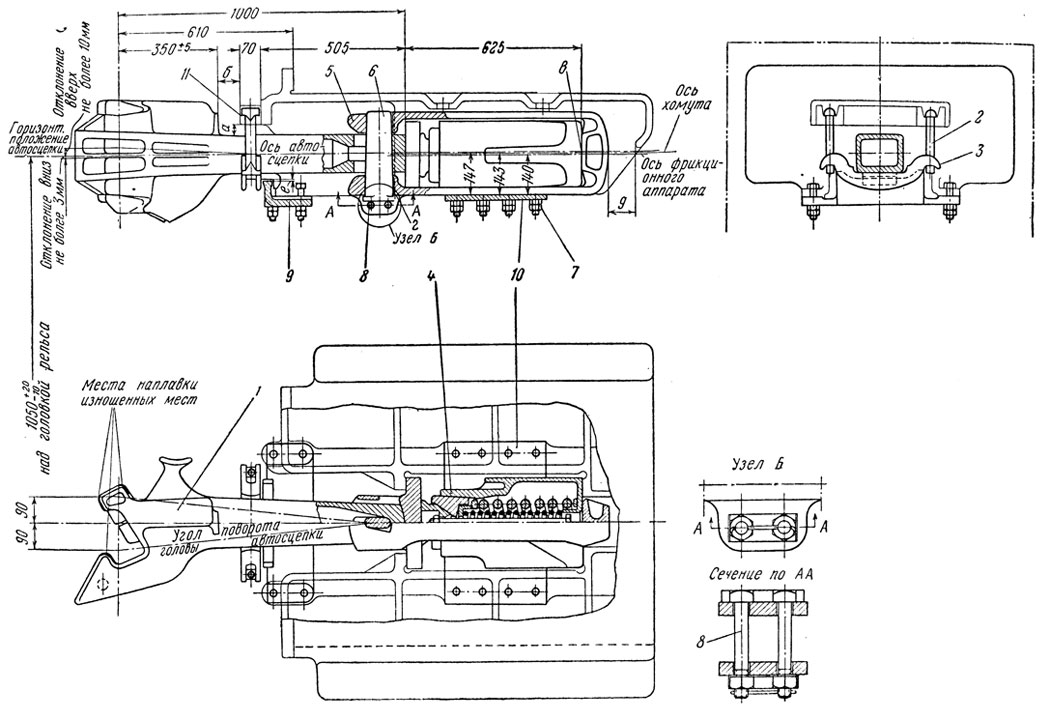
Фиг. 298. Установка автосцепки на тепловозе ТЭ2: 1 - голова автосцепки; 2 - маятниковая подвеска; 3 - центрирующая балочка; 4 - фрикционный аппарат типа Ш-1-Т; 5 - тяговый хомут; 6 - клин тягового хомута; 7 и 8 - болты; 9 - предохранительный кронштейн; 10 - поддерживающая планка; 11 - ударная розетка
Чтобы выявить трещины, изгибы и ненормальный износ, осматривают корпус автосцепки и упряжное устройство.
Проверяют действие механизма автосцепки, измеряют расстояние б между упором головы автосцепки и торцовой частью ударной розетки.
При полном освидетельствовании перед снятием автосцепки проверяют величину зазоров между хвостовиком и верхней кромкой ударной розетки, а также между упором головы и торцовой частью ударной розетки.
Детали, имеющие пороки, трещины и износы, превышающие пределы, ремонтируют или заменяют.
Неисправности упряжных и ударных приборов и способы их устранения
Одной из неисправностей автосцепки является расширение зева головы 1, которое определяют специальным шаблоном. Расширенный зев сжимают до чертежного размера винтовым или гидравлическим прессом. Перед сжатием голову автосцепки равномерно нагревают в печи до 800-900°.
Изношенные поверхности головы восстанавливают наплавкой. Наплавленные места обрабатывают на станках, зачищают и проверяют по шаблонам. При наплавке применяют стенды, на которых корпус поворачивают в удобное для сварки и наплавки положение.
При ремонте корпуса автосцепки применяют электродуговую или газовую сварку. Заварка трещин производится преимущественно электродуговой сваркой электродами Э42 или Э50. Наиболее целесообразно производить наплавочные работы полуавтоматом ПШ-5, приспособленным для одновременной подачи двух сварочных проволок. Горение дуги происходит под слоем флюса, который подают на наплавляемую поверхность.
К числу неисправностей корпуса автосцепки относится его провисание, которое является главным образом следствием износа опорных поверхностей головок маятниковых подвесок 2, центрирующей балочки 3 и хвостовика авто-сцепки. Провисание устраняется наплавкой изношенных мест.
Изношенные детали сцепления восстанавливают электронаплавкой, а погнутые выправляют и проверяют проходным и непроходным шаблонами.
Отломанный шип замка, на который навешивается собачка, может быть заменён новым, поставленным на резьбе, с последующей обваркой с задней стороны. Изношенные места шипа восстанавливают также при помощи газовой сварки и медной формы. При этом способе зазор между формой и типом заплавляют бронзовой или чугунной присадкой. Отбитый сигнальный отросток приваривают и окрашивают в красный цвет.
Погнутый замкодержатель выправляют в нагретом состоянии. Исправленный замкодержатель, противовес замкодержателя, собачку по отверстию для шипа, а также по носку верхнего плеча проверяют шаблонами.
На фиг. 299 и 300 показана обработка на станках замка и собачки после их наплавки.
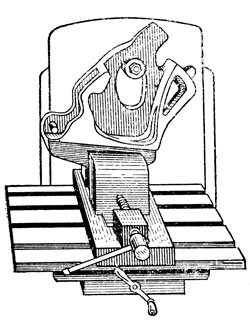
Фиг. 299. Обработка отверстия в замке на горизонтальном фрезерном станке
Для исправления балансира валика срезают верхний выступ у противовеса по круговой фаске. При ремонте цепи расцепного привода её последнее звено соединяют с проушиной балансира, после чего звено заваривают и проверяют достаточность длины цепи. Для этого рукоятку расцепного рычага поворачивают до горизонтальной полки кронштейна. При таком положении рукоятки проверяют положение замка; его нижняя часть должна быть заподлицо с ударной стенкой зева головы. Положение замка регулируют болтом, находящимся в отверстии плеча расцепного рычага. Болт после регулирования закрепляют гайкой, контргайкой и шплинтом.
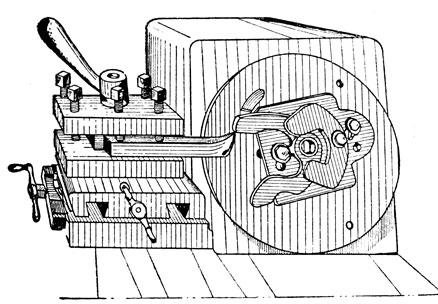
Фиг. 300. Обработка торца верхнего плеча собачки
В качестве фрикционного (поглощающего) аппарата автосцепки у тепло-возов применён шестигранный аппарат типа Ш-I-T (см. фиг. 298). Для повышения износоустойчивости детали аппарата - корпус и клинья при изготовлении подвергают термической обработке.
При износе деталей упругое сопротивление аппарата уменьшается; чтобы восстановить его упругость, изношенные детали заменяют новыми или бывшими в работе, но с более полными размерами.
К сборке допускаются: корпуса, толщина стенок которых не менее 14 мм, фрикционные клинья с толщиной стенок по краям не менее 17 мм, нажимной конус, имеющий износ не более 3 мм, нажимная шайба с износом не более 5 мм, наружная пружина высотой не менее 390 мм и внутренняя - не менее 362 мм.
Стяжной болт, изношенный по диаметру более чем на 5 мм, исправляют наплавкой или заменяют. Лишнюю резьбу болта (свыше 35 мм, считая от конуса болта) забивают или заплавляют, чтобы предотвратить самоотвинчивание гайки и уменьшить ход аппарата во время его работы на тепловозе.
После сборки, до постановки гайки стяжного болта, аппарат должен иметь выход конуса не менее 77 мм, причём расстояние между торцом конуса и нажимной шайбой должно быть не менее 4 мм (фиг. 301).
Отремонтированный и собранный аппарат проверяют по габариту шаблоном.
После проверок и постановки гайки стяжного болта аппарат сжимают на прессе, под гайку дополнительно ставят металлическую подкладку толщиной 10-15 мм для того, чтобы облегчить постановку аппарата на тепловоз. Подкладке придаётся форма скобы (см. фиг. 301), которая обеспечивает свободное её выпадение при первом сжатии аппарата после установки его на место.
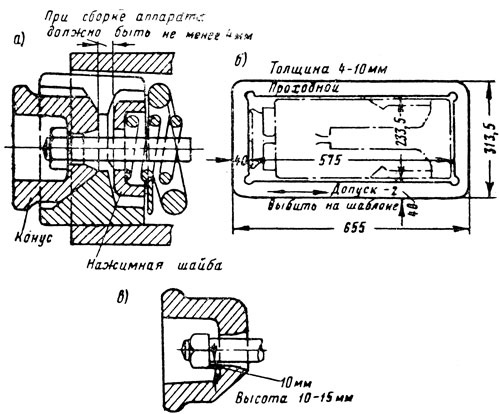
Фиг. 301. Проверка и сборка шестигранного фрикционного (поглощающего) аппарата типа Ш-I-T: а - сборка конца фрикционного аппарата; б - шаблон для проверки габарита фрикционного аппарата; в - подкладка под гайку болта при сборке фрикционного аппарата
Изношенный тяговый хомут 5 (см. фиг. 298) наплавляют. При этом наплавка тяговых полос допускается при условии, если в месте износа ширина полосы составляет не менее 95 мм и толщина - не менее 20 мм. Наплавлять с боков головную и хвостовую части хомута разрешается без ограничения глубины из-носа. Наплавку опорной поверхности в задней части хомута делают в виде выпуклости высотой 4-6 мм. Перемычку для тягового клина наплавляют, если её толщина составляет не менее 45 мм. После наплавки и зачистки отверстие г для клина проверяют шаблоном, который пропускают через оба отверстия. Трещины в соединительных планках головной части и в рёбрах задней опорной части хомута после вырубки заваривают, если вырубка не выходит на тяговые полосы, а трещины не заходят в хвостовую опорную часть.
Болты 8, поддерживающие клин, изношенные более 3 мм по диаметру, заменяют новыми или восстанавливают наплавкой; для предохранения от самоотвинчивания гаек устанавливают обычный шплинт и шайбу на две гайки.
Клин тягового хомута с трещинами или изношенный более чем на 6 мм заменяют новым. Заварка трещин у клина запрещается.
Клин тягового хомута при сборке ставят на место свободно или при помощи лёгких ударов ручником.
Наиболее ответственные сварочные работы производятся электродами марки Э42 или Э34 с толстой обмазкой (ГОСТ 2523-51) без подогрева или при отсутствии на детали маркировки "С", "НЛ", с предварительным подогревом, а также газовой сваркой с предварительным подогревом ремонтируемой детали до 500-600°, с применением присадочных прутков из стальной проволоки по ГОСТ 2246-54.
После ремонта детали автосцепки и фрикционного аппарата клеймят. Клеймению подлежат: корпус автосцепки, замок, замкодержатель, собачка, подъёмник замка, валик подъёмника, тяговый хомут, розетки, клин тягового хомута, корпус фрикционного аппарата, центрирующая балочка, маятниковые подвески и корпус фрикционного аппарата. Клеймо должно быть следующего вида: 125-24 V 56 г., где первое число означает номер, присвоенный ремонтному пункту, а следующие - дату приёмки.
Отремонтированная автосцепка и фрикционный аппарат, установленные на тепловоз, должны удовлетворять следующим техническим условиям.
При выпуске тепловоза из заводского и подъёмочного ремонта расстояние б от упора головы до торца ударной розетки должно находиться в пределах 65-90 мм. Проверка этих размеров производится при вытянутой вручную до отказа на себя и нажатой от себя автосцепке. При этом автосцепка должна находиться в центральном положении, т. е. по продольной оси тепловоза.
Нельзя регулировать расстояние от упора головы автосцепки до ударной розетки наплавкой или строжкой головы автосцепки.
Корпус автосцепки, соединённый с тяговым хомутом, усилием человека должен перемещаться из среднего положения в крайние не меньше чем на 90 мм в каждую сторону.
Разница расстояний g (между задней поверхностью тягового хомута и внутренней кромкой стяжного ящика) и б (между упором головы автосцепки и ударной розеткой) должна быть не менее 10 мм.
Болты крепления предохранительного кронштейна 9 (см. фиг. 298), поддерживающей планки 10 и замка клина тягового хомута затягивают до отказа и надёжно укрепляют стопорящими устройствами.
Зазор а между верхней кромкой ударной розетки, стяжным ящиком и хвостовиком корпуса автосцепки должен быть не менее 20 мм, а расстояние е от выступа центрирующей балочки до предохранительного кронштейна - около 12 мм.
Ремонт двухзвенной цепи. На фиг. 302 показана двухзвенная цепь, предназначенная для сцепления подвижного состава, оборудованного автосцепкой и винтовой упряжью.
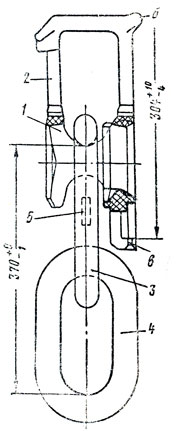
Фиг. 302. Двухзвенная цепь: 1 - кулак; 2 - рукоятка кулока; 3 - среднее звено; 4 - крайнее звено; 5 - вставка
Двухзвенная цепь состоит: из штампованного кулака 1 с приваренной литой рукояткой 2 и двух цельноштампованных звеньев - среднего 3 и крайнего 4. В среднее звено вварена вставка 5. Кулак имеет опорные шипы и предохранительный зуб в, который не позволяет кулаку выскальзывать вверх из зева головы автосцепки.
Новые двухзвенные цепи имеют клейма завода-изготовителя и заводского инспектора МПС; при поступлении в депо на них ставят клейма наименования депо, номер тепловоза и дату выдачи.
Двухзвенные цепи, находящиеся на тепловозах рабочего парка, один раз в три месяца подвергают наружному осмотру с проверкой размеров. По истечении годичного срока эксплуатации производят периодическое освидетельствование с проверкой размеров и испытывают на разрывном прессе усилием 25 т. Испытание производится специальным работником депо вместе с приёмщиком МПС.
На двухзвенных цепях, прошедших периодическое освидетельствование с испытанием на растяжение и не имеющих остаточных деформаций, ставят дату освидетельствования и клеймо тепловозного депо; старые клейма при этом забивают. Результаты испытания заносят в книгу с распиской лиц, производивших испытание.
Ремонт двухзвенных цепей разрешается производить на заводах и в депо, имеющих нагревательные печи с контролем температур нагрева при помощи пирометра.
При ремонте двухзвенных цепей разрешается приваривать рукоятку и предохранительный зуб в к кулаку; наплавлять верхний шип б рукоятки кулака; наплавлять изношенные места скруглённой части звеньев цепи при толщине звена не менее 40 мм, шейки при толщине её не менее 43 мм и поверхности кулака.
При обнаружении трещин по сварным швам рукоятки её отрубают, удаляют наплавленный слой и после подготовки снова приваривают электродуговой сваркой электродами типа Э42 или газовой сваркой с присадкой круглой стальной проволоки. Наплавку изношенных мест звеньев цепи, шейки и поверхностей кулака выполняют только газовой сваркой. Наплавляемые места проковываются молотком со сферическим бойком или ударами по фасонной оправке.
Перед наплавкой изношенных мест звеньев вставку в среднем звене вырубают вместе с наплавленным слоем. После восстановления изношенных мест вставку вновь вваривают электродуговой или газовой сваркой.
После приварки рукоятки или предохранительного зуба цепь подвергают термической обработке, для этого её нагревают в печи до 850-900° (ярко-красное каление). При этой температуре цепь выдерживают в печи 30 мин, после чего её вынимают и охлаждают на спокойном воздухе.
Качество наплавки и соответствие размеров отремонтированной цепи установленным нормам проверяют начальник заготовительного цеха депо и приёмщик МПС. Проверка двухзвенных цепей производится браковочным шаблоном согласно фиг. 303.
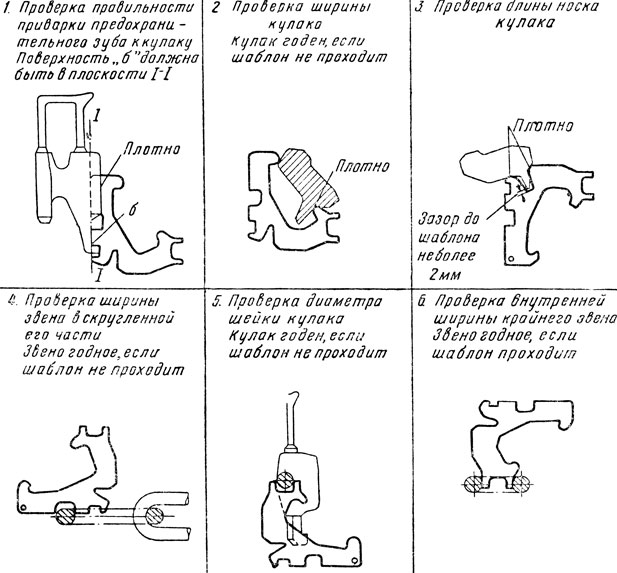
Фиг. 303. Схема проверки двухзвенных цепей браковочным шаблоном
Ремонт сцеплениясекцийтепловозов ТЭ2. Сцепление секций тепловозов ТЭ2 осуществлено таким образом, что вовремя сжатия буферов давление на стяжные ящики передаётся не только буферами, но и главной тягой; при растянутом положении тяговое усилие передаётся главной тягой, а после предельного износа её отверстий - запасной тягой. Поэтому при износе поверхности упора главной тяги и отверстий обеих тяг при подъёмочном и заводском ремонте производится их восстановление до чертёжных размеров электронаплавкой. Тяги проверяют магнитным дефектоскопом.
Изношенные валики сцепления и втулки заменяют новыми, изготовленными из стали Ст. 5. Втулки запрессовывают с натягом 0,02-0,16 мм. Изношенные пластины в нижней части главной и запасной тяг заменяют, для этого у них обрубают сварочный шов. Новые пластины, сделанные из стали Ст. 3, приваривают.
Сцепление секций производится на прямолинейном участке пути, причём одна из секций должна быть заторможена воздушным или ручным тормозом. В последнем случае рекомендуется под колёсную пару подложить башмак.
Несовпадение центров каждой сопрягаемой пары буферов допускается не более 40 мм.
Проушины тяг и валики перед установкой смазывают густой смазкой.
Ремонт буферов. При подъёмочном и заводском ремонте буфера снимают и разбирают.
Изношенные стаканы и стопорные клинья восстанавливают наплавкой. После зачистки наплавленных мест и сборки без пружины буфер должен перемещаться в стакане без заеданий до упора. Поломанные пружины заменяют. Исправные пружины испытывают под нагрузкой 4 000 кг, причём их высота должна быть 372 мм; высота пружины в свободном состоянии - 455-470 мм. Компенсация просадки пружины производится за счёт установки шайб.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'