§ 28. Ремонт рессорного подвешивания
При малом и большом периодическом ремонте детали рессорного подвешивания осматривают.
При подъёмочном и заводском ремонте рессорное подвешивание полностью разбирают, детали прощелачивают, обмеряют и ремонтируют.
Листовые рессоры, имеющие трещины в листах, ослабление хомута или сдвиг листов, и цилиндрические рессоры (пружины) с трещинами и изогнутыми витками, а также имеющие высоту менее допустимой, при всех видах ремонта заменяют. При заводском ремонте рессоры проверяют на прессе. Втулки балансиров, рессорных и балансирных подвесок и стоек заменяют новыми. Перечисленные детали при подъёмочном ремонте меняют в зависимости от износа.
Для соблюдения необходимого зазора валики подвесок рессор, подвесок балансиров и стоек заменяют или подвергают шлифовке.
После сборки и ремонта положение рессорного подвешивания контролируют на выверенном горизонтальном пути.
Неисправности листовых рессор, их ремонт и испытание
У листовых рессор имеют место следующие неисправности: трещины в листах, сдвиг листов, ослабление хомута; смятие или срез установочного штифта хомута.
Основные причины, вызывающие неисправность листовых рессор, следующие: несоответствие качества металла техническим условиям, нарушение технологического процесса изготовления, неравномерное распределение нагрузок по осям, вызывающее перегрузку рессор, и несоблюдение монтажных зазоров в системе рессорного подвешивания и буксового узла, а также плохое состояние верхнего строения пути.
Изготовление и ремонт рессор производятся на заводах и в депо, имеющих оборудование, необходимое для изготовления и испытания рессор.
Листовые рессоры изготовляют из кремнистой стали по ГОСТ 2052-53.
Технологический процесс ремонта листовых рессор заключается в следующем.
Снятые с тепловоза рессоры очищают от грязи и масла в выварочных ваннах, залитых подогретым раствором 3%-ной каустической соды, и затем обмывают в чистой воде. Очистка рессор обжигом запрещается.
После очистки на специальном прессе выжимают 1-2 листа, благодаря чему становится возможной выемка остальных листов из хомута. Рессорный хомут, не поддающийся снятию в холодном состоянии, разрезают газовым пламенем со стороны малого листа, после чего все листы могут быть свободно разобраны.
Разобранные листы для определения степени износа осматривают и обмеряют. Коренные листы рессор подвергают магнитному контролю. В последнее время листы проверяют магнитным дефектоскопом с применением сухого порошка. Магнитный контроль производится в переменном магнитном поле круглыми переносными дефектоскопами или прямоугольными дефектоскопами системы ЦНИИ МПС, служащими для проверки поясов тележек вагонов и тендеров. Проверку делают по участкам длиной не более 150 мм при поливке жидкой магнитной смесью и длиной не более 100 мм при опылении сухим магнитным порошком. Если применяется магнитная смесь из неокрашенного порошка, рессорный лист предварительно покрывают тонким слоем алюминиевого порошка. Особенно тщательно проверяют кромки отверстий в листах.
Взамен забракованных листов подбирают годные, бывшие в употреблении, или изготовляют новые. Запрещается использовать листы, имеющие трещины. Все листы должны быть изготовлены из стали одной марки.
Для предохранения листов от коррозии, а также для уменьшения трения их смазывают смесью цилиндрового масла с графитом.
Комплект рессорных листов с насаженным временным хомутом подвергают испытанию на прессе под пробной нагрузкой, указанной в чертежах. После испытания рессоры временный хомут снимают и листы осматривают для выявления дефектов, которые могли появиться при испытании.
Листы рессор, подобранные по размерам и сортам стали, проверенные по качеству, собирают в тисках (лучше всего пневматических). На собранные листы надевают нагретый до 900-950° хомут и обжимают одновременно со всех сторон гидравлическим прессом Уварова или прессом системы Митюхляева и Солецкого.
На фиг. 293 показан пресс системы Митюхляева и Солецкого. Обжим хомута делается горизонтальным 6 и вертикальным 4 цилиндрами, размещёнными в раме 3.
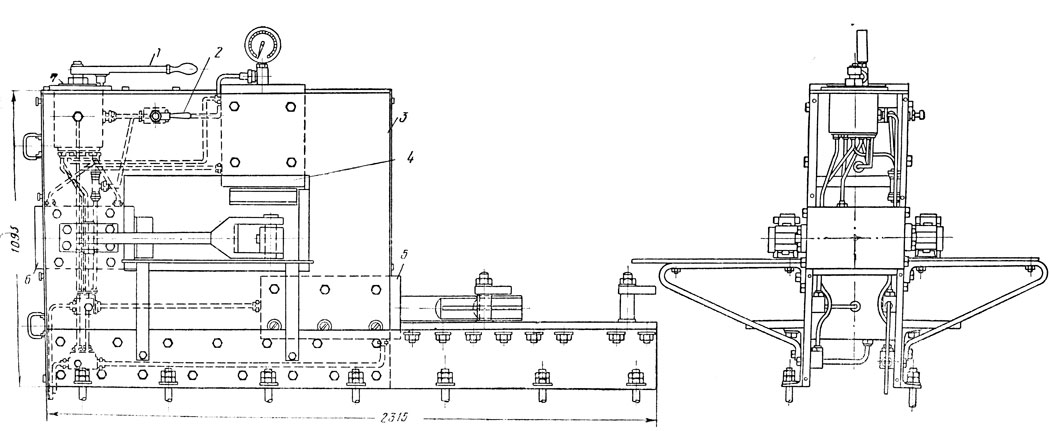
Фиг. 293. Гидравлический пресс системы Митюхляева и Солецкого: 1 - рукоятка; 2 - перепускной кран; 3 - рама; 4, 5 и 6 - цилиндры; 7 - маслораспределитель
Разборка рессор производится при помощи цилиндра 5. В цилиндры подаётся масло, регулирование подачи которого осуществляется рукояткой 1 через маслораспределитель 7. Для облегчения поворота рукоятки 1 служит перепускной кран 2.
Обжатие хомута прессом должно продолжаться до тех пор, пока на поверхности хомута не исчезнет светло-красное каление, т. е. до температуры 700-750°.
Усилие пресса для обжатия хомута рессоры должно быть по высоте рессоры 75 т и с боков - 125 т.
Запрещается обжимать прессом остывший хомут, температура которого ниже 780°, производить после обжатия прессом уплотнение хомута рессоры кувалдой, нельзя выносить из цеха неостывшие рессоры в холодное время года.
При приёмке собранных рессор проверяют длину рессоры, симметричность расположения центров отверстий коренных и раскладку остальных листов, плотность посадки хомута и зазоры между хомутами и листами, наружные размеры хомута и толщину стенок.
Рессоры, признанные годными по наружному осмотру и обмеру, подвергают испытанию на остаточную деформацию (осадку) под пробной статической нагрузкой и прогиб под рабочей статической нагрузкой.
При массовом или серийном изготовлении рессор завод-поставщик обязан производить испытание на усталость не менее одной рессоры каждого типа в год.
Режим испытания на усталость устанавливает завод-поставщик по согласованию с основным заказчиком, исходя из условий эксплуатации рессор.
Рессоры, у которых в процессе испытания будут обнаружены недостатки, требующие замены или повторной термической обработки листов, сдвиг хомута или листов и т. д., исправляют и после этого повторно испытывают на прессе.
Результаты испытания рессор заносятся в журнал по форме табл. 18.

Таблица 18
У рессор, выдержавших испытания, на одной из боковых поверхностей хомута ставят клейма. Клейма ставят в такой последовательности: товарный знак завода или депо, которому разрешено производить ремонт, дата испытания рессоры, приёмочное клеймо ОТК или приёмщика МПС, марка рессорной стали группа жёсткости рессор. При нанесении новых клейм все ранее поставленные уничтожаются.
Рессоры, выдержавшие испытания, окрашивают битумным лаком № 177 чёрного цвета.
Изготовление отдельных листов рессор производится по следующему технологическому процессу.
Поступившая в производство сталь для изготовления рессор должна иметь сертификат с указанием химического состава и механических свойств. При отсутствии сертификата проверяют химический состав и механические свойства стали.
Рессорную сталь режут пресс-ножницами или под молотом. В последнем случае её нагревают до температуры 850-900°. В коренных листах пробивают отверстия под молотом или на прессе, а выступы в центре всех листов делают при помощи штампов при температуре листов 850-900°.
Подготовленные листы подвергаются гибке механическим способом и последующей закалке с одного нагрева. Повторный нагрев листов допускается, как исключение, в случае их коробления. Температура нагрева для стали 55С2 находится в пределах 880-920°, а для стали 60С2 - 860-900°. Нагрев листов контролируется термопарой. Продолжительность нагрева устанавливают в зависимости от конструкции нагревательной печи и толщины листов. Время выдержки при температуре нагрева в среднем составляет 10-12 мин.
Подготовленные листы закаливают в воде или масле, имеющих температуру 30-40°. При закалке лист рессоры погружают в охлаждающую среду плашмя (концами вниз, выгибом кверху) на глубину 10-15 см и плавно перемещают до прекращения образования пузырьков и потемнения поверхности.
Закалённые листы отпускают с предварительным нагревом в печах до температуры 440-510° в течение 30-40 мин.
Вынутые из печи листы опускают в воду или охлаждают на воздухе.
В последнее время для гибки и закалки рессорных листов применяют специальные машины. На этих машинах гибка и закалка выполняются одновременно в специальных штампах, расположенных вокруг вращающегося барабана.
Для нагрева листов применяют цепные нагревательные печи, в которых поддерживается равномерная нужная температура, листы прогревают полностью и, следовательно, структура металла получается одинаковой по всему листу.
После отпуска коренные листы рессор подвергают осмотру и магнитному контролю, остальные листы только осматривают. У всех листов проверяют твёрдость; она должна быть в пределах HB=363÷432. Если твёрдость не соответствует требованиям, листы подвергают вторичной термообработке. При повышенной твёрдости температура отпуска повышается, а при пониженной - понижается.
Хомуты рессор изготовляют штамповкой или ковкой под молотом. Механическая обработка хомута должна производиться до его насадки на листы.
Ввиду значительных допусков на толщину рессорных листов при их прокатке рессоры тепловозов одной и той же серии изготовляют с различным количеством листов. Так у тепловозов ТЭ1 имеются рессоры из 13 и 14 листов, а у тепловозов ТЭ2-из 16, 17 и 18 листов. Вновь изготовленные листовые рессоры должны соответствовать чертежам и техническим условиям.
Листовые рессоры, допускаемые к дальнейшей работе, при выпуске тепловозов из текущего ремонта должны удовлетворять следующим техническим условиям:
1) увеличение фабричной стрелы прогиба против указанной на чертеже должно быть не более 7 мм;
2) увеличение или уменьшение длины хорды против чертежного размера не должно быть более 6 мм;
3) смещение оси симметрии хомута рессоры относительно листов рессоры допускается не более 5 мм;
4) местные зазоры между отдельными листами допускаются не более 1,5 мм;
5) зазор между хомутом и боковыми гранями листов не допускается. Допускаются зазоры между: хомутом и крайним коренным листом - не более 0,2 мм на глубину до 15 мм, хомутом и крайним малым листом - не более 0,4 мм на глубину до 15 мм, листами и хомутом в углах - не более 0,6 на глубину 20 мм. Вмятины и вытертые места на листах рессор не должны превышать 1,5 мм;
6) общий износ опорной поверхности хомута по толщине допускается не более 7 мм от чертежного размера. Для компенсации износа применяют ступенчатые штифты диаметром до 35 мм.
Ремонт валиков, балансиров, рессорных и балансирных подвесок, рессорных опор и стоек
У большинства тепловозов в шарнирных соединениях подвесок и балансиров рессорного подвешивания предусмотрены сменные втулки. На фиг. 294 показано рессорное подвешивание тепловозов ТЭ2 раннего выпуска. При заводском ремонте втулки 11 балансиров 2 и 4, подвесок рессор 6 и подвесок балансиров 7 заменяются новыми. При подъёмочном ремонте втулки заменяют новыми, если их износ или овальность превышают 0,5 мм.
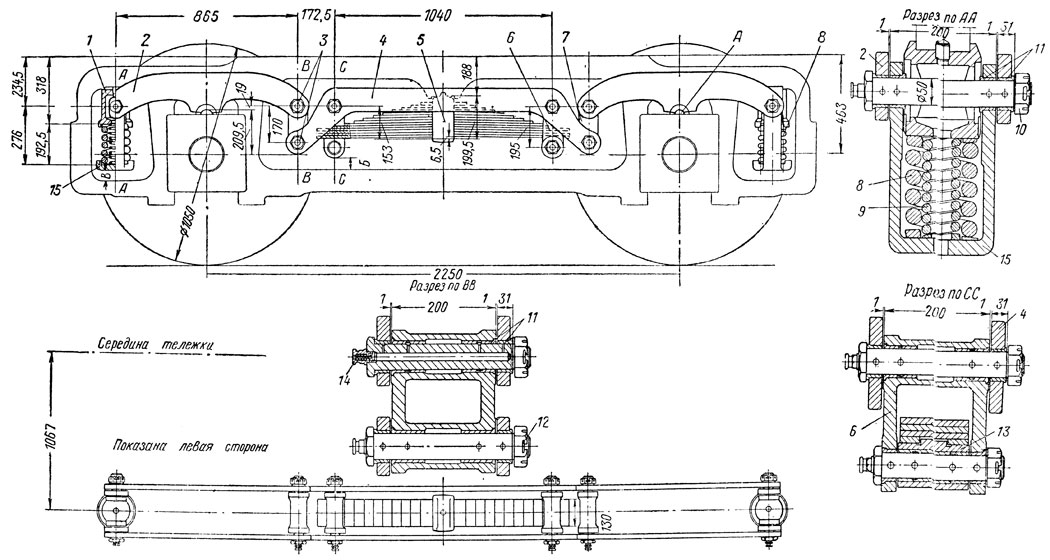
Фиг. 294. Рессорное подвешивание тепловозов ТЭ2 раннего выпуска: 1 - гнездо пружин; 2 - буксовый балансир; 3 - валики; 4 - соединительный (большой) балансир; 5 - рессора; 6 - подвеска рессоры; 7 - подвеска балансира; 8 - пружина большая; 9 - пружина малая; 10 - гайка валика; 11 - втулки; 12 - шплинт валика; 13 - опора рессоры; 14 - клапан смазки; 15 - стойка пружины
Новые втулки изготовляют из стали марки 45 с закалкой внутренней поверхности токами высокой частоты на глубину 1-1,5 мм до твёрдости HRC≥45-52.
При отсутствии аппаратов для закалки токами высокой частоты (т. в. ч) разрешается изготовлять втулки из стали марки 20 с цементацией на ту же глубину и до той же твёрдости.
Валики рессорного подвешивания 3 при износе более 3 мм заменяют новыми, так как обычно при такой величине износа закалённый слой уже отсутствует. Новые валики делают из стали марки 45 с поверхностной закалкой т. в.ч. до твёрдости HRC=45÷52 и глубиной закалённого слоя 1-2 мм.
Валики с небольшим износом подвергают шлифовке, а втулки подбирают по диаметру в соответствии с размерами валиков. Зазор между вновь устанавливаемыми втулками и валиками находится в пределах 0,3-0,75 мм; при подъёмочном ремонте этот зазор может быть увеличен до 2 мм (браковочный зазор 3 мм). Чтобы избежать защемления шарниров рессорного подвешивания в местах, где предусматривается установка подряд двух втулок, зазоры между ними и валиком должны быть одинаковыми.
При постановке валиков на место все отверстия для подачи смазки тщательно очищают от старой смазки.
Втулки у балансиров запрессовывают с натягом 0,07-0,13 мм. В случае их проворота отверстия, разработанные свыше 1,5 мм, восстанавливают наплавкой с последующей обработкой.
Изношенные опорные поверхности А (фиг. 294) буксовых балансиров 2 восстанавливают электронаплавкой электродами из стали Ж4 или 50 Х ФА с последующей обработкой абразивным камнем по радиусу опорной поверхности. Допускается постановка сменных призм по чертежам МПС с проверкой по шаблону. Буксовые балансиры при постановке на место проверяют по плите на коробление; величина коробления не должна превышать 1 мм.
Разработанные свыше 2 мм отверстия под втулки у подвесок балансиров 7 и подвесок рессор 6, рессорных опор 13 и стоек 15 восстанавливают наплавкой, а у тепловозов ТЭ1 у подвесок рессор устанавливают сменные втулки с толщиной стенок не менее 5 мм. Опорные поверхности рессорной стойки 15 пружинного гнезда пружины 1, имеющие износ глубиной более 2 мм, восстанавливают наплавкой до чертёжных размеров. Износ рессорных подвесок в наименьшем сечении по толщине до 3 мм восстанавливают наплавкой.
Рессорные подвески, балансиры, подвески балансиров, имеющие трещины, заменяют новыми.
Сборка и проверка рессорного подвешивания. Регулирование нагрузок на рельс от оси тепловоза
Перед сборкой все поверхности вновь устанавливаемых деталей окрашивают чёрной эмалью, кроме трущихся поверхностей, которые смазывают жидким маслом.
Валики 3 (см. фиг. 294) ставят на свои места от руки или при помощи молотка весом не более 7 кг. Гайки 10 этих валиков завёртывают до упора в торцы валиков, а после окончания сборки шплинтуют шплинтами 12.
Собранное рессорное подвешивание проверяют непосредственно на тепловозе на прямом ровном пути. Перед проверкой подвешивания тепловоз предварительно прокатывают на заводских или деповских путях. Внешним признаком правильно собранного рессорного подвешивания служит горизонтальное расположение листовых рессор и соединительных балансиров.
По техническим условиям ремонта при сборке рессорного подвешивания разница в расстояниях Б у каждой рессоры (см. фиг. 294) между нижней поверхностью рессорной подвески и гранью выреза рамного полотна у полностью экипированных тепловозов ТЭ2 должно быть не более 32 мм, у экипированных тепловозов ТЭ1-34 мм, у неэкипированных тепловозов ТЭ2-28 мм, а у ТЭ1-25 мм.
Вертикальный зазор между буксой и рамой при полностью экипированном тепловозе должен быть при выпуске из заводского ремонта не менее 65 мм, а при выпуске из подъёмочного ремонта - не менее 45 мм.
Перекос стоек 15 концевых спиральных пружин относительно плоскостей рамного полотна допускается не более 5 мм, а относительно накладок буксовых вырезов или наличников букс - не более 7 мм на длине 250 мм.
Гнездо пружин 1 должно не менее чем на четырёх участках, равномерно расположенных, на поверхности, плотно соприкасаться с гранью рамного полотна.
Перекос рессор устраняют, изменяя высоту сменных опор у букс под буксовые балансиры.
Определение нагрузки на рельс от осей тепловозов в заводских условиях производится на весах, устанавливаемых на специально оборудованной канаве. Для этого под каждое колесо тепловоза подводят отдельные коромысловые или рычажные весы. Расхождение нагрузок по отдельным осям допускается ±3%. Если расхождения в нагрузках превышают допустимые, производится их регулирование изменением высоты опоры буксового балансира и постановки прокладок между коренными листами рессоры 5 и опорой 13.
Смена отдельных листовых рессор
Смена листовых рессор при текущем ремонте производится после освобождения их от нагрузки. В качестве примера на фиг. 295 показана схема смены удлинённых рессор у тепловозов ТЭ2.
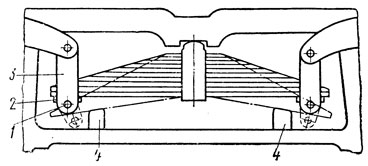
Фиг. 295. Схема смены листовых рессор у тепловозов ТЭ2 с удлинённой рессорой: 1 - валик; 2 - опора рессоры; 3 - подвеска; 4 - подкладка
Порядок смены следующий. Сначала в зазор В (см. фиг. 294) между стойками концевых пружин и поверхностью выреза рамного полотна ставят клиновую подкладку. Под концы рессоры (фиг. 295) ставят две подкладки 4 высотой 110-120 мм. Подкладки имеют уклон до 10°, обращённый к рессоре. С той стороны, где меняют рессору, раму тележки поднимают домкратами на высоту, при которой рессора опускается на подкладки, и валики подвески освобождают от нагрузки. Домкраты устанавливают под рамное полотно в районе концевых пружин или под подбуксовые связи недалеко от шпилек.
Затем вынимают нижние валики 1, подвески 3 и опору рессоры 2. После этого выбивают подкладки 4 в направлении к середине рессоры, и рессора может быть отнята от места.
Постановка рессоры на место производится в обратном порядке.
Переделка рессорного подвешивания тепловозов ТЭ1
Планом модернизации предусматривается переделка рессорного подвешивания тепловозов ТЭ1 по типу рессорного подвешивания тепловозов ТЭ2. Переделка заключается в следующем. В валиках рессорного подвешивания 1 и 2 (фиг. 296) сверлят осевые А и радиальные Б отверстия для смазки. В головках валиков нарезают отверстия под клапан твёрдой смазки 3.
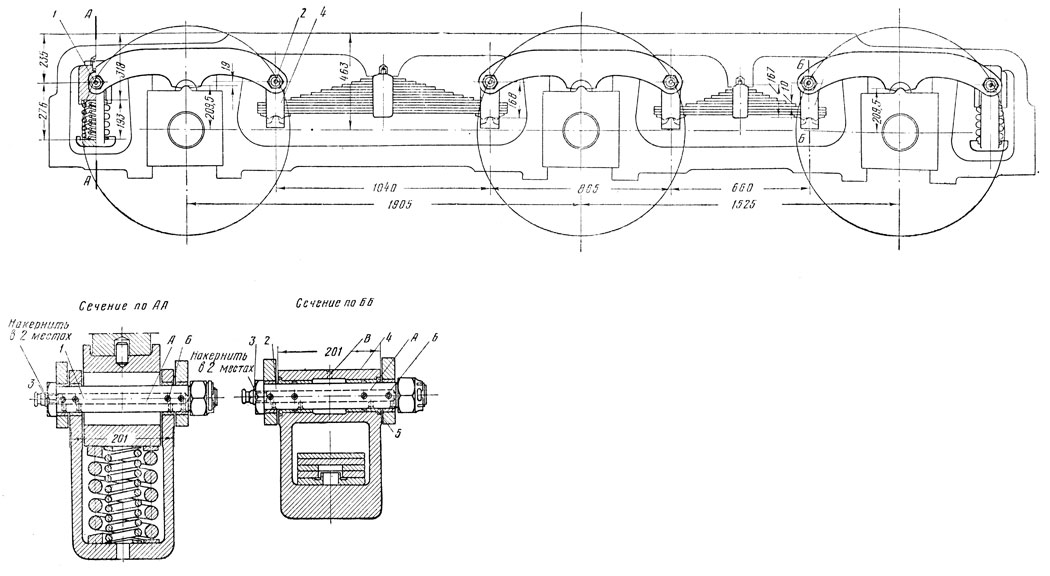
Фиг. 296. Модернизированное рессорное подвешивание тепловоза ТЭ1: 1 и 2 - валики; 3 - клапан твёрдой смазки; 4 - рессорная подвеска; 5 - втулка
В рессорных подвесках 4 отверстие диаметром 55 мм растачивают до 60 мм для постановки втулок 5. Втулки изготовляют из стали марки 45 с закалкой внутренней поверхности т. в. ч. Разрешается изготовлять втулки из цементируемой стали с твёрдостью HRC≥52.
Отверстия B, служившие ранее для жидкой смазки, заваривают.
Отверстия в кронштейнах, которые служат для крепления тормозных цилиндров, вместо круглых делают прямоугольными согласно фиг. 297.
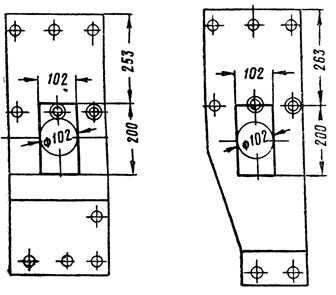
Фиг. 297. Переделка кронштейнов крепления тормозных цилиндров тепловозов ТЭ1
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'