§ 21. Ремонт главного генератора и двухмашинного агрегата
Малым и большим периодическим ремонтом предусматриваются следующие работы по генератору и двухмашинному агрегату: очистка станины, продувка её сжатым воздухом внутри и обдувка снаружи, протирка коллектора, замена негодных пружин щёткодержателей и щёток с регулированием нажатия на коллектор и зазоров между щёткодержателями и коллектором, проверка крепления колеса вентилятора, главных и дополнительных полюсов и измерение сопротивления изоляции мегомметром. Смазка добавляется в подшипники через 30 тыс. км пробега.
Во время подъёмочного ремонта двухмашинный агрегат тепловозов ТЭ1, ТЭ2, ДА и ДБ разбирают, детали осматривают, негодные заменяют или ремонтируют. Главный генератор, как правило, не разбирают. У него на месте протачивают и продороживают коллектор. Состояние пайки концов секций обмоток якоря и уравнительных соединений проверяют визуально и методом падения напряжения; при необходимости петушки пропаивают. Обмотку якоря проверяют на межвитковое замыкание. Ослабшие наконечники проводов и кабелей пропаивают и закрепляют; катушки главных и дополнительных полюсов закрепляют. Снимают подшипниковый щит для освидетельствования роликового подшипника.
Трещины в подшипниковом щите, обнаруженные при осмотре, заваривают. После работ, связанных с разборкой подшипников, и заварки подшипникового щита проверка расхождения щёк вала двигателя обязательна.
При заводском ремонте производят разборку генератора и двухмашинного агрегата, пропитку якоря и катушек остова, заменяют подшипники как главного генератора, так и двухмашинного агрегата.
Помимо неисправностей, освещённых в § 17, в эксплуатации также имеют место случаи отсутствия напряжения на выводных шинах генератора. Этот дефект является следствием разрыва цепи возбуждения при повреждении обмотки независимого возбуждения, повреждения и подгорания межкатушечных соединений. Для устранения дефекта следует проверить всю цепь возбуждения.
Разборка и сборка главного генератора
Полная разборка главного генератора производится при заводском ремонте. Разборка может оказаться необходимой также при случайном повреждении генератора, которое не может быть устранено без разборки. В условиях заводов главный генератор обычно снимают с тепловоза вместе с двигателем внутреннего сгорания. Дальнейшую разборку и отсоединение генератора от двигателя делают на разборочной площадке.
Перед снятием с тепловоза генератор отсоединяют от муфты компрессора, удаляют ремни привода двухмашинного агрегата и вентилятора охлаждения тяговых электродвигателей, а также отсоединяют все кабели и провода. С противоположной стороны у двигателя отсоединяют привод холодильника, все трубопроводы и отвёртывают гайки шпилек, прикрепляющих картер и станину генератора к раме тепловоза.
На фиг. 255 показан двигатель тепловоза ТЭ2 вместе с генератором, установленные на подставку для разборки.
Фиг. 255. Двигатель и генератор, снятые с тепловоза
У генератора в междужелезное пространство помещают картонные прокладки, и коленчатый Фиг. 255. Двигатель и генератор, снятые вал двигателя отсоединяют от якоря с тепловоза генератора, для чего вывёртывают
укрепляющие якорь болты и выжимают разгружающие их втулки.
Затем отвёртывают гайки шпилек, прикрепляющих станину генератора к картеру, и генератор переносят в электромашинный цех для дальнейшей разборки.
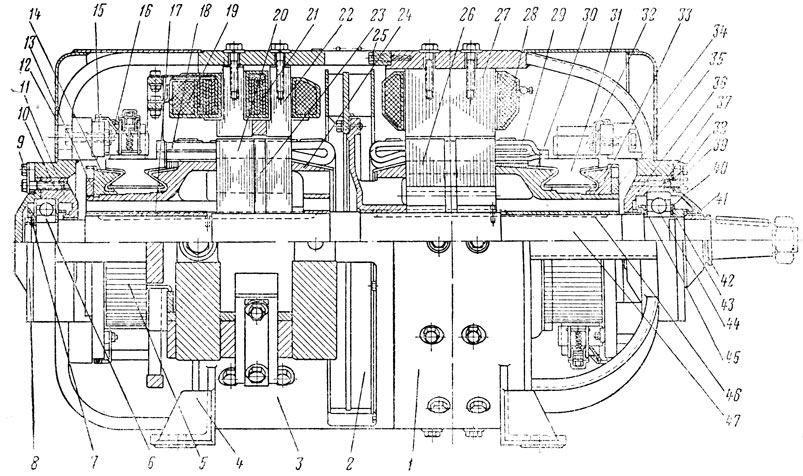
Следует помнить об особенностях конструкции генератора, который имеет только один роликоподшипник 11, как это показано на фиг. 256.
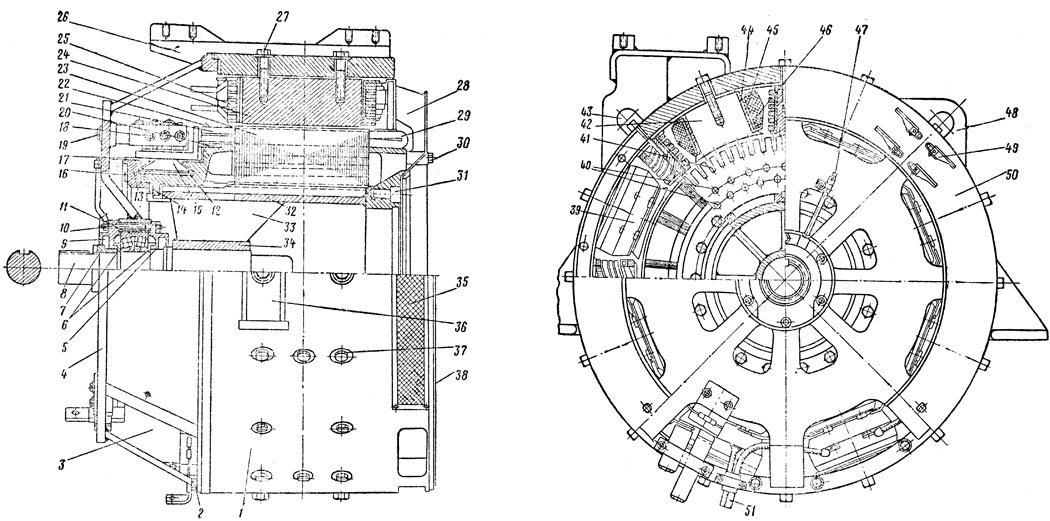
Фиг. 256. Главный генератор МПТ-84/39 тепловозов ТЭ1 и ТЭ2: 1 - станина; 2 - болт для крепления щита; 3 - вентиляционные отверстия; 4 - подшипниковый щит; 5 - задняя лабиринтная крышка; 6 - отражательные кольца; 7 - гайка подшипника; 8 - вал; 9 - передняя лабиринтная крышка; 10 - болты для крепления лабиринтных крышек; 11 - роликоподшипник; 12 - миканитовый цилиндр; 13 - шайба корпуса коллектора; 14 - корпус коллектора; 15 - коллекторные пластины; 16 - болты коллектора; 17 - миканитовый конус; 18 - щеткодержатель; 19 - болты для крепления щёткодержателей; 20 - уравнительные соединения; 21 - обмотка якоря (передние лобовые части); 22 - бандажи; 23 - железо якоря; 24 - сердечник добавочного полюса; 25 - обмотка добавочного полюса; 26 - площадка для крепления турбовоздуходувки; 27 - болты для крепления добавочных полюсов; 28 - вентиляторное колесо; 29 - обмотка якоря (задние лобовые части); 30 - болты для крепления вентилятора; 31 - отверстия под втулки и болты крепления якоря с коленчатым валом двигателя; 32 - втулка корпуса якоря; 33 - рёбра корпуса якоря; 34 - ступица корпуса якоря; 35 - сетка для выхода охлаждающего воздуха; 36 - лапы; 37 - болты для крепления главных полюсов; 38 - центрирующий бурт; 39 - катушка главного полюса; 40 - вентиляционные каналы в железе якоря; 41 - пазы в железе якоря; 42 - сердечник главного полюса; 43 - отверстие для подъёма генератора. 44 - каркас катушки главного полюса; 45 - изоляция каркаса катушки главного полюса; 46 - обмотка катушки главного полюса; 47 - трубка для запрессовки смазки в подшипник; 48 - проушина для подъёма генератора; 49 - пружинный замок; 50 - крышка коллекторного люка; 51 - кабельные выводы
Только после очистки от грязи и пыли приступают к дальнейшей разборке генератора.
С конца вала снимают приводной шкив клиноремённой передачи (если он не был снят ранее). Затем разъединяют межкатушечные соединения дополнительных полюсов, вынимают щётки и разбирают щеткодержатели. Для предохранения коллектора от механических повреждений его обёртывают картоном. Чтобы при последующей сборке не нарушить балансировку якоря, отмечают положение вентиляторного колеса относительно якоря. Снимают вентиляторное колесо 28, для чего отвёртывают болты 30.
На конец вала 8 якоря со стороны двигателя надевают длинную трубу. Вывертывают болты 2, прикрепляющие подшипниковый щит к станине генератора. Вал якоря и трубу захватывают петлями канатов подъёмного приспособления. Якорь несколько приподнимают, подшипниковый щит отделяют от станины, а картонные прокладки, заложенные в междужелезное пространство, вынимают из-под якоря. Якорь вместе с подшипниковым щитом выводят в сторону и устанавливают на подставку с полукруглыми вырезами. С якоря снимают подшипниковый щит подъёмным приспособлением.
Возможен вариант выемки якоря со снятым подшипниковым щитом, как это представлено на фиг. 257.
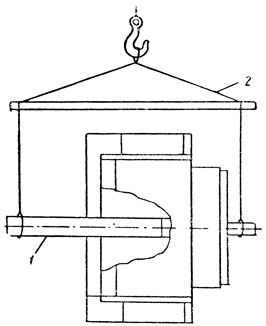
Фиг. 257. Схема выемки якоря главного генератора: 1 - труба; 2 - чалочное приспособление для выемки
Сборка генератора производится в последовательности, обратной разборке. При сборке следует колесо вентилятора и вал генератора с валом двигателя соединить по меткам, сделанным при разборке. Для нормальной работы генератора необходимо выдержать соосность валов генератора и двигателя, а зазоры в междужелезном пространстве должны быть у главных полюсов 4 мм и у дополнительных - 8 мм с отклонением в ту или другую сторону не более чем на 10% как у передней, так и у задней стороны.
Осмотр и ремонт главного генератора
Продувка генератора. Для удаления пыли при периодических и подъёмочном ремонте производится продувка генератора сжатым сухим воздухом со стороны вентилятора. Воздух давлением не свыше 3 ати подаётся от магистрали депо.
Проверка наружных креплений генератора при осмотре. При проверке креплений имеют в виду следующие соединения: подшипникового щита со станиной генератора, станины генератора с картером двигателя, наружной крышки подшипника, корпуса турбовоздуходувки со станиной, подводящих проводов, главных и дополнительных полюсов. При проверке наружных креплений осматривают состояние пружинных запоров у крышек коллекторных люков и пружин под лапами станины.
Осмотр внутренних частей генератора. Для осмотра внутренних частей генератора снимают крышки коллекторных люков и сетки со стороны вентилятора. Во время осмотра проверяют надёжность крепления вентилятора, состояние бандажа и эмали миканитового конуса, а также крепление нажимной шайбы коллектора. Осматривают состояние коллектора и петушков. Пыль с бандажа и коллектора после продувки удаляют дополнительно сухой салфеткой или волосяной щёткой.
При сильном загрязнении коллектора его очистка производится салфеткой, смоченной в бензине, с последующей протиркой сухой салфеткой. Если удалить грязь бензином не удаётся, то чистка производится деревянной колодкой, сделанной по диаметру коллектора. На деревянную колодку наклеивают стеклянную бумагу № 00 или № 000. Чистка коллектора производится при провёртывании вала или на холостом ходу двигателя.
После чистки стеклянной бумагой коллектор снова протирают сначала салфеткой, смоченной в бензине, а затем сухой.
Мелкие брызги меди с коллектора разрешается удалять личным напильником. Медная пыль должна быть собрана на салфетку и удалена.
Во время осмотра генератора проверяют также стальные бандажи якоря и его клинья, изоляторы щёткодержателей, крепление самих щёткодержателей и подводящих шин. Проверяют зазор между щёткодержателями и коллектором.
Во время осмотра проверяют состояние щёток, у которых не должно быть заедания в обоймах и ослабления арматуры шунтов.
Нажатие щёток проверяют динамометром в момент отрыва или опускания пружинного пальца на щётку.
Осмотр и смена подшипника. При подъёмочном ремонте на тепловозах ТЭ и ДА подшипник генератора очищают от старой смазки и осматривают.
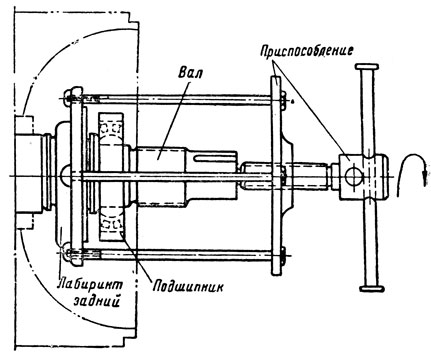
Для обработки посадочного места под внутреннее кольцо провернувшегося подшипника без снятия генератора в условиях депо применяют приспособление, разработанное ПКБ ЦТЭ на основе предложения Ташкентской ж. д. (фиг. 258). Приспособление состоит из опорной балки 6 и подвижного подшипника 4, насаженного на конец вала генератора. На подвижном подшипнике монтируют суппорт 7 с укреплённым на нём резцовым узлом. За один оборот резцового узла звёздочка 2, приходя в соприкосновение с собачкой 10, поворачивается на 72° вокруг своей оси и посредством ходового винта 1 осуществляет подачу резца на 0,3 мм. Выход звёздочки из зацепления с собачкой регулируют винтами 9. Вращение резцового узла производится посредством рукоятки 5 (или электродвигателем) через зубчатую передачу 3.
Резцедержатель имеет два паза для установки резца. Ближний к подшипнику паз используется при обточке шейки вала под лабиринт. Поперечная подача резца осуществляется перестановкой резца в пазу. Глубина резания должна быть не более 1 мм.
Для удобства работ с тепловоза снимают компрессор, турбовоздуходувку и приводной шкив. Снимают подшипниковый щит генератора с предварительной установкой прокладок между якорем и нижними полюсами.
Спрессовывают дефектный подшипник с использованием выжимного приспособления, захватывающего задний лабиринт, как это показано на фиг. 259. После этого монтируют приспособление, показанное на фиг. 258. Перемещением горизонтальных и вертикальных винтов 8 приспособления совмещают оси коленчатого вала двигателя и генератора, при этом не должно быть расхождения щёк.
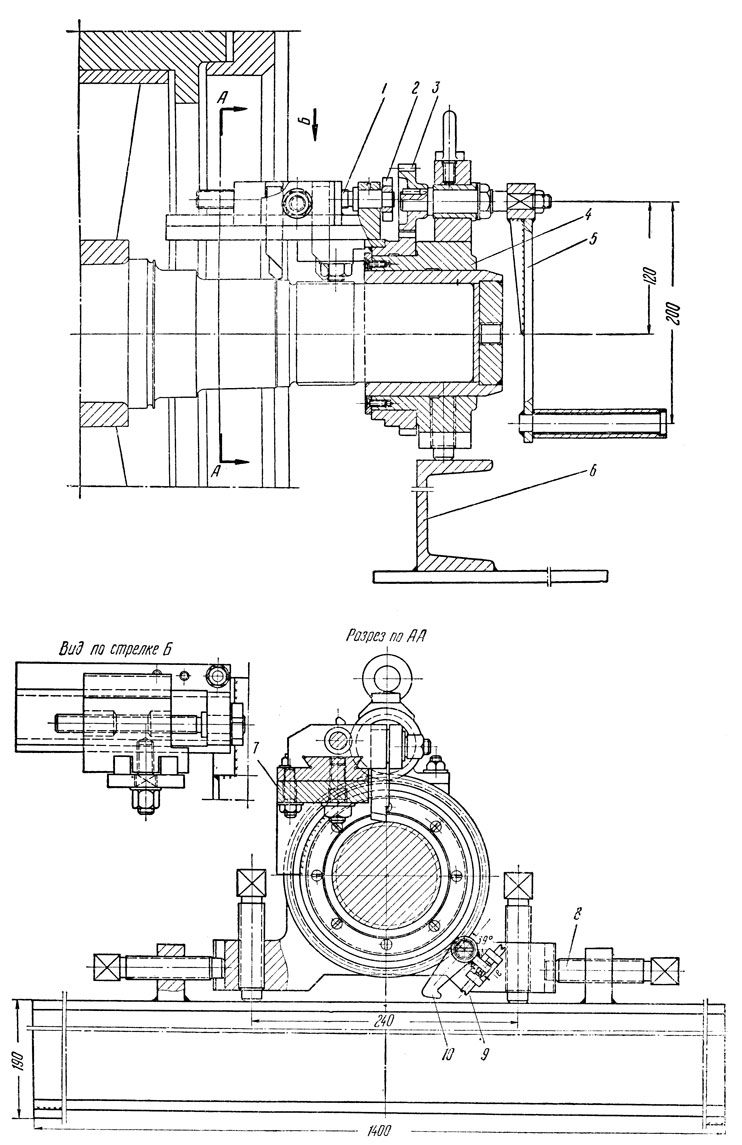
Фиг. 258. Приспособление для обработки вала генератора МПТ-84/39 без снятия с тепловоза: 1 - ходовой винт; 2 - звёздочка; 3 - зубчатая передача; 4 - подвижной подшипник; 5 - рукоятка; 6 - опорная балка; 7 - суппорт; 8 - установочные винты; 9 - регулировочный винт; 10 - собачка
Вал обтачивают резцом до диаметра 95,25-95,30 мм. Снимают резцовый узел и вращающаяся полочка уводится в нижнее положение.
Фиг. 259. Спрессовка подшипника главного генератора тепловозов ТЭ1 и ТЭ2
Диаметр посадочного места подшипника доводится до 95-0,023 мм, для чего пользуются бархатным напильником и шлифовальным хомутом. Биение посадочной поверхности не должно превышать 0,03 мм. Процесс доводки контролируется индикатором. Во время проверки биения прокладки между полю-сом и якорем вынимают.
Затем снимают приспособление (за исключением опорной балки); на вал насаживают сменную втулку, нагретую до 225-240°, с натягом 0,1 мм. При насадке внутренняя поверхность втулки должна быть чистой и сухой. Втулку обтачивают способом, аналогичным ранее описанному, т. е. при помощи резцового узла. Наружный диаметр обработанной втулки определяют в зависимости от диаметра внутреннего кольца подшипника с таким расчётом, чтобы натяг был в пределах 0,035-0,046 мм. Окончательную обработку поверхности втулки делают при помощи шлифовального хомута.
Двухрядный подшипник № 3620 насаживают в нагретом состоянии. Нагрев делают до 120° в масляной ванне. После насадки в подшипниковую камеру закладывают 475 г смазки 1-13, что соответствует 2/3 общего объёма смазочной камеры.
После насадки подшипника производится привалка подшипникового щита, насадка шкива и установка компрессора. Затем проверяют расхождение щёк коленчатого вала, которое должно быть не более 0,05 мм при текущем ремонте.
Соединение вала генератора с валом двигателя. При соединении якоря с валом двигателя можно использовать два нижних полюса, подъём которых регулируют болтами. Для этого немного вывёртывают болты 1 (фиг. 260) полюсов (так, чтобы головка болтов отстояла от станины на 34 мм). Затем к головкам болтов прикладывают стальной брусок 2 с двумя отверстиями диаметром 20 мм. В эти отверстия закладывают вспомогательные болты 3, которые ввёртываются в станину до упора брусков в головки полюсных болтов. Затем следует затянуть вспомогательные болты 3, чтобы приблизить полюсы к якорю.
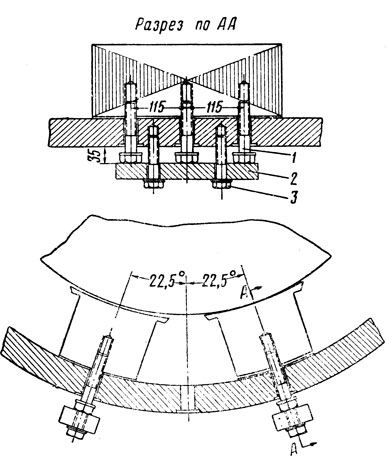
Фиг. 260. Подъём якоря главного генератора: 1 - полюсные болты; 2 - брусок; 3 - вспомогательные болты
На тепловозах ТЭ1, ТЭ2, ДА и Д Б для устранения несоосности разрешается постановка прокладок между привал очной поверхностью картера двигателя и станиной генератора. Чтобы не произошло выпадения прокладок, в них делают вырезы для укрепляющих шпилек.
Смена главных и дополнительных полюсов. Для снятия главных полюсов без полной разборки генератора разъединяют межкатушечные соединения снимаемого полюса и три ближайших к полюсу кронштейна щёткодержателей. Токоведущие шины отводят в такое положение, чтобы после отвёртывания полюсных болтов можно было вынуть необходимый полюс через вырезы подшипникового щита. Чтобы избежать повреждений якоря, между ним и снимаемым полюсом следует положить кусок картона.
Постановка полюса на место производится в обратном порядке.
Съёмка и постановка дополнительного полюса аналогичны съёмке и постановке главных полюсов, но перед их съёмкой отнимают один из соседних главных полюсов для возможности перемещения дополнительного полюса в тангенциальном направлении.
Окончательное крепление болтов у установленных полюсов производится после прогрева катушек. Прогрев осуществляется пропусканием через катушки тока.
Снятие и постановка щёткодержателей. Снятие щёткодержателей, как правило, производится при заводском ремонте тепловоза, когда разбирают генератор. Снимаемые при текущем ремонте щёткодержатели должны иметь метки, соответствующие местам их установки. Снятые щёткодержатели осматривают для того, чтобы проверить, нет ли трещин, каково состояние пружин (пальцев) и определить величину износа обойм. Щёткодержатели, у которых обоймы износились выше нормы, заменяют.
Правильность установки щёткодержателей относительно коллектора характеризуется двумя положениями: первое - один относительно другого и второе - относительно коллектора. Для их установки и проверки применяют шаблоны.
Зазор между коллектором и обоймами щёткодержателей тепловозов ТЭ, ДА и ДБ должен быть в пределах 2,8-3,21 мм. При меньшем зазоре в условиях эксплуатации может быть переброс тока с коллектора на корпус щёткодержателя и задир коллектора. Больший зазор может привести к излому и откалыванию щёток. Кроме того, если зазоры больше 3,2 мм или менее 2,8 мм, щеткодержатели охватывают неодинаковое количество коллекторных пластин, в результате чего может возникнуть искрение.
Чтобы выдержать необходимый зазор между щёткодержателем и коллектором, обычно прокладывают деревянные дощечки (шаблоны) толщиной 3 мм, шириной 20-30 мм и длиной 150 мм. Болты щёткодержателя затягивают только при наличии такой дощечки, которую затем вынимают из-под обоймы.
Обточка коллектора и продороживание. У вынутого при полной разборке якоря генератора обточку коллектора и его продороживание производят на токарном станке так же, как это делают для тяговых электродвигателей. Для удобства обточку производят со вспомогательным валом, укреплённым болтами к корпусу якоря.
Во время подъёмочного ремонта, в случае необходимости, обточку, продороживание и шлифовку коллектора делают на самом тепловозе при работающем двигателе. Для этого используют переносный суппорт (фиг. 261), который укрепляют на лапе подшипникового щита. Для удобства обточки снимают верхний щёткодержатель, причём конец подходящей к нему шины изолируют и отводят в сторону; в разомкнутом состоянии заклинивают губки контактов контакторов возбуждения возбудителя.
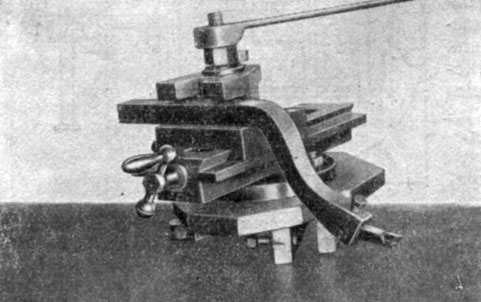
Фиг. 261. Суппорт для обточки якоря генератора на тепловозе
После запуска двигателя снимают все щётки и реверсивную рукоятку. Обточка осуществляется на положении рукоятки контроллера машиниста, соответствующем холостому ходу. Подача резца осуществляется от руки с использованием винта суппорта.
Если при первом проходе и установке резца на небольшую глубину резания не устраняется выработка или другие дефекты коллектора, то делают вторую проточку, а затем коллектор шлифуют при помощи колодки.
Если глубина межколлекторных миканитовых пластин не соответствует нормам, предусмотренным правилами ремонта, коллектор продороживают ручными пилками на глубину 1-1,2 мм, а заусеницы снимают у каждой коллекторной пластины шабером. Вовремя этой операции не допускается срезать края пластин, так как это ухудшает коммутацию генератора.
По окончании продороживания генератор продувают сжатым воздухом, после чего притёртые щётки устанавливают на место.
Заключительной операцией является протирка коллектора безворсовой салфеткой и проверка нажатия щёток. Нажатие проверяют по способу, описанному выше для тягового электродвигателя.
Для плавного вращения вала двигателя во время обточки рекомендуется выключить компрессор, вынув для этого клапаны.
Ремонт вентилятора. У генератора МПТ-84/39 применён вентилятор сварной конструкции, который прикрепляют к корпусу якоря болтами, снабжёнными стопорными шайбами. Обнаруженные при осмотре трещины у вентилятора разделывают и заваривают.
Вентилятор устанавливают на место в соответствии с меткой, нанесённой при его разборке, так как в противном случае будет нарушена балансировка якоря. Торцовое биение вентилятора по наибольшему диаметру допускается до 6 мм.
Ремонт подшипникового щита. Одним из серьёзных недостатков генератора МПТ-84/39 является обрыв лап подшипникового щита по сварным швам. Чаще это явление имеет место у тепловозов ТЭ1 раннего выпуска.
Подшипниковый щит устанавливают в кондукторе, трещины разделывают и заваривают, оторванные лапы приваривают. Привалочный фланец и посадочное место под подшипник после заварки проверяют на станке.
Заваренные подшипниковые щиты и вентиляторы подвергают термообработке. Для этого их в течение 2-4 ч нагревают до 600-650°, затем охлаждают в закрытой печи до 360° со скоростью, не превышающей 40° в ч. Дальнейшее охлаждение деталей до 100-150° производится также в печи, после чего щиты и вентиляторы можно охлаждать на воздухе.
В эксплуатации имеет место провёртывание наружного кольца подшипника в подшипниковом щите, что ведёт к нарушению нормальной работы подшипника. В случае провёртывания наружного кольца и задира посадочной поверхности необходимо подшипниковый щит снять с генератора, расточить гнездо на станке и запрессовать в него втулку с толщиной стенки 10 мм. Внутренний диаметр втулки должен иметь припуск на обработку, чтобы можно было производить расточку втулки до диаметра наружного кольца подшипника.
Бандажирование якоря. Для бандажирования якоря генератора употребляют проволоку диаметром 1,5 мм. Натяжение проволоки при намотке должно быть в пределах 190-210 кг, что контролируется динамометром. Бандажирование производится на станке, изображённом на фиг. 228. На якорь вручную накладывают один виток при остановленном станке. Конец проволоки скручивают с витком, затем с небольшим шагом делают 2-3 оборота якоря таким образом, чтобы последний оборот был на том месте, где должен начинаться бандаж. Под бандажи укладывают изоляцию и скобочки из жести как это показано на фиг. 262. Проволоку пропаивают первоначально только около скоб.
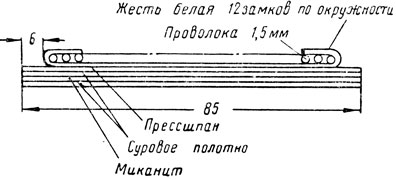
Фиг. 262. Схема бандажа якоря генератора МПТ-84/39
Чтобы избежать обрыва бандажа, в процессе намотки необходимо следить за тем, чтобы натяжение проволоки не ослабевало и вместе с тем не превышало допускаемой величины. Всего накладывается по 50 витков в двух местах якоря. Пайка бандажей производится сплавом ПОС-50 или ПОС-60 с использованием в качестве флюса канифоли.
Впайка секций якоря в петушки коллектора. Концы секций обмотки якоря впаивают в петушки коллектора при помощи газового или электрического паяльника. Для пайки употребляют сплав ПОС-61; флюсом служит порошкообразная канифоль.
Чтобы сплав не попадал между коллекторными пластинами и в обмотку, якорь рекомендуется устанавливать наклонно, коллектором вниз.
Пайка с применением кислоты категорически запрещается.
Лучшие результаты можно получить, если перед пайкой нагреть коллектор до 100-110°С. Контроль температуры нагрева может быть осуществлён специальным сплавом, состоящим из 52% висмута, 16% олова и 32% свинца; его температура плавления 96°С. Контрольные прутки из этого сплава прикладывают к нерабочим частям нагреваемого коллектора, предварительно смазанного канифолью.
По окончании пайки у нагретого коллектора подтягивают болты.
Остывший коллектор при необходимости должен быть обточен на станке, прошлифован и продорожен.
После пайки петушков коллектор проверяют на межвитковое замыкание.
Способ пайки петушков коллектора, описанный выше, применяется в условиях депо и мастерских.
На заводах пайку петушков делают в ваннах, наполненных сплавом и обогреваемых электрическим током. Процесс пайки аналогичен процессу пайки петушков тягового электродвигателя.
Разборка, ремонт и сборка двухмашинного агрегата
У двухмашинного агрегата наблюдаются случаи повреждения шариковых подшипников, для предупреждения которых целесообразно при периодических ремонтах производить проверку работы подшипников без снятия агрегатов с места. Для этой цели при снятых приводных ремнях подают ток от аккумуляторной батареи через контактор зарядки батареи во вспомогательный генератор, который начинает работать как шунтовой электродвигатель. Состояние подшипников определяют по звуку. При ненормальном шуме двухмашинный агрегат снимают с тепловоза и разбирают.
Для съемки якорей, сидящих на общем валу, необходимо произвести следующие операции (фиг. 263). Поднять щётки у обеих машин и обернуть коллекторы толстой бумагой, снять приводной шкив; отнять штуцеры для смазки и пробки; поместить деревянные подкладки под станину 1 вспомогательного генератора; отнять болты 25, соединяющие обе станины; вывернуть внутренние болты 10 из капсюля 11.
Фиг. 263. Двухмашинный агрегат: 1 - станина вспомогательного генератора; 2 - вентилятор; 3 - станина возбудителя; 4 - лапы; 5 - коллектор возбудителя; 6 - подшипник возбудителя; 7 - гайка подшипника; 8 - кольцо подшипника; 9 - болты наружного ряда кольца подшипника; 10 - болты внутреннего ряда кольца подшипника; 11 - капсюль подшипника возбудителя; 12 - крышка для осмотра коллектора возбудителя; 13 - гайка коллектора возбудителя; 14 - нажимная шайба коллектора возбудителя; 15 - изолятор щёткодержателя; 16 - щёткодержатель возбудителя; 17 -шпонка коллектора; 18 - обмотка якоря возбудителя; 19 - шунтовая обмотка; 20 - железо якоря возбудителя; 21 - противокомпаундная обмотка; 22 - сердечник полюса возбудителя; 23 - латунные листы якоря; 24 - задняя шайба якоря возбудителя; 25 - соединительные болты; 26 - железо якоря вспомогательного генератора; 27 - сердечник полюса вспомогательного генератора; 28 - шунтовая обмотка полюса вспомогательного генератора; 29 - обмотка якоря вспомогательного генератора; 30 - корпус коллектора вспомогательного генератора; 31 - коллекторные пластины; 32 - щёткодержатель вспомогательного генератора; 33 - нажимная шайба коллектора вспомогательного генератора; 34 - крышка для осмотра коллектора вспомогательного генератора; 35 - гайка коллектора; 36 - капсюль подшипника; 37 - болты внутреннего ряда; 38 - кольцо подшипника; 39 - болты наружного ряда; 40 - передний отражатель; 41 - крышка подшипника; 42 - втулка; 43 - гайка подшипника; 44 - подшипник вспомогательного генератора; 45 - задний отражатель; 46 - шпонка коллектора; 47 - вал
После этого необходимо ввернуть выжимные болты в нарезанные отверстия крышки подшипника, снять станину 3 возбудителя и оставить якорь в станине 1 вспомогательного генератора. Застропить якорь за лопасти вентилятора 2; вывернуть внутренний ряд болтов 37 у кольца 38 подшипника вспомогательного генератора и из капсюля 36 подшипника; ввернуть выжимные болты в нарезанные отверстия крышки подшипника и снять станину вспомогательного генератора с якоря.
Чтобы снять подшипник со стороны возбудителя, не разбирая станины необходимо вывернуть болты, прикрепляющие крышку и кольцо 8, и удалить эти детали, отогнуть предохранительную шайбу, отвернуть гайку подшипника 7; подшипник, задний отражатель и капсюль 11 могут быть сняты при помощи выжимного приспособления одновременно. После снятия втулки, сидящей на валу со стороны вспомогательного генератора, подшипник может быть снят аналогичным способом.
Вентилятор снимают через якорь возбудителя после вывёртывания крепящих болтов. Сборка двухмашинного агрегата производится в порядке, обратном разборке.
Снимать и устанавливать полюсы можно только после выемки якоря.
Концы вала под шарикоподшипники в случае проворачивания последних у двухмашинного агрегата восстанавливают до альбомного размера металлизацией или постановкой втулок. При проточке радиусы переходных галтелей должны быть выдержаны по чертежу.
Глубина продороживания коллекторов - 1,0-1,2 мм, ширина - 0,8 мм. Зазор между щёткодержателями и коллектором устанавливают в пределах 1,6-2,4 мм. Нажатие на щётки должно быть 1,0-1,1 кг.
Подшипниковые камеры заполняют смазкой, со стороны свободного конца вала закладывают 70 г смазки и с противоположной - 64 г.
Радиальный воздушный зазор междужелезного пространства главных полюсов у возбудителя должен быть 1,8-2,2 мм, у вспомогательного генератора - 0,9-1,1 мм и под дополнительными полюсами у вспомогательного генератора - в пределах 1,4-1,6 мм.
Динамический небаланс якоря допускается не более 110 гсм. Грузы приваривают с торца корпусов коллекторов в углублениях.
Необходимо, чтобы при выпуске из ремонта сопротивление изоляции машин агрегата было не менее 1,5 мгом.
Проверка соосности валов и натяжения ремней привода двухмашинного агрегата
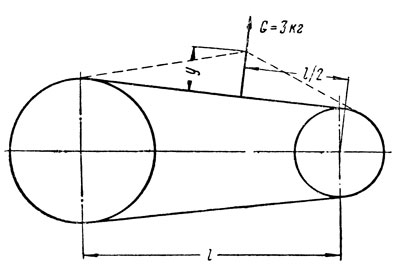
Одной из причин выхода из строя шарикоподшипников двухмашинного агрегата является чрезмерное натяжение текстропных ремней. Вместе с тем при ослаблении ремней возможно их проскальзывание. Проскальзывание ремней обычно сопровождается пониженным током зарядки аккумуляторной батареи, тусклым светом и миганием лампочек освещения при работе двигателя на холостом ходу, а также в некоторых случаях понижением мощности тепловоза. Чтобы избежать этого, проверяют натяжение ремней по схеме фиг. 264.
Фиг. 264. Схема проверки натяжения ремней привода двухмашинного агрегата
При приложении к одному ремню усилия, равного 3 кг (определяемого динамометром), стрела прогиба у должна быть равной: для новых ремней тепловозов ТЭ1 и ТЭ2 - 14-18 мм. Величина y определяется как средняя для всех ремней. При прогибе больше 18 мм текстропный ремень заменяют. Натяжение ремней регулируют перемещением станины и кронштейна 19 (фиг. 265) с последующим закреплением болтов 2 и 20.
Установленный на место двухмашинный агрегат проверяют скобами 7 (фиг. 265) на соосность с валом приводного шкива 16. Разность зазоров а в четырёх положениях валов должна быть не более 0,25 мм. Соосности валов достигают, перемещая корпус подшипника 13 в горизонтальном направлении по плоскости кронштейна 19 и подбирая толщину прокладок 17.
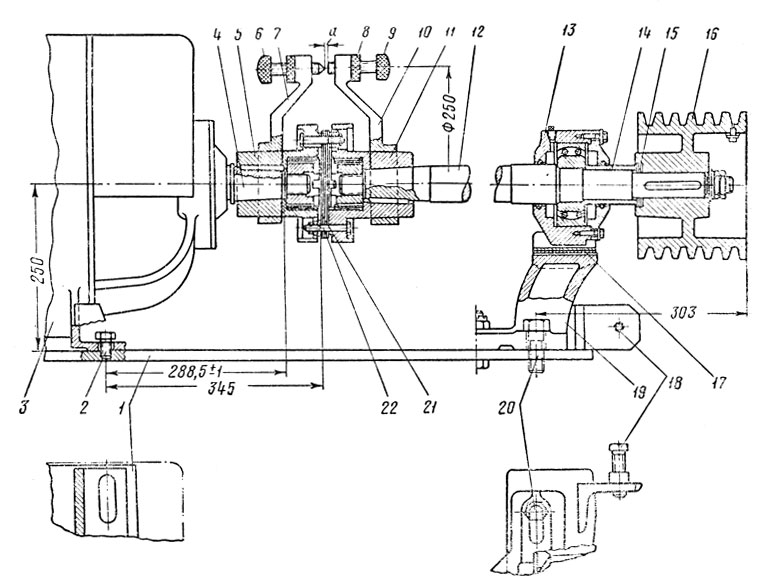
Фиг. 265. Проверка соосности вала двухмашинного агрегата относительно вала приводного шкива: 1 - фундаментная плита; 2 - болты; 3 - двухмашинный агрегат; 4 - вал; 5 и 11 - полумуфты; 6 и 9 - винты; 7 и 10 - скобы; 8 - установочные гайки; 12 - вал привода; 13 - подшипник; 14 - распорная втулка; 15 и 17 - прокладки; 16 - шкив; 18 и 22 - болты; 19 - кронштейн; 20 - крепёжные болты; 21 - набор колец
Сушка и пропитка якоря главного генератора при заводском ремонте
Сушка и пропитка якоря состоит из ряда последовательных операций. Сначала якорь сушат 10- 24 ч в печи с циркуляцией воздуха при температуре 120-130° до тех пор, пока сопротивление изоляции будет не ниже 3 мгом. Сопротивление измеряют при температуре 80°. Затем якорь вынимают из печи и охлаждают до 60-70°. После этого пропитывают в лаке 447 (стороной коллектора вверх) не менее 30 мин до выхода пузырей, выдерживают на воздухе в течение 2-3 ч и очищают места, не подлежащие покрытию, от лака. Ми-канитовый конус покрывают красной эмалью. Для полного удаления излишков лака применяют разгонку якоря на станке. Затем якорь вторично сушат в печи при температуре 120-130° в течение 16-24 ч. Сопротивление изоляции при этом, измеренное при температуре 80°, должно быть не менее 2 мгом; если оно ниже, то сушка продолжается. После сушки якорь вынимают из печи и охлаждают до 60-70°. Обмотку якоря покрывают серой эмалью СПД при помощи пульверизатора. Поверхность покрытия должна быть гладкой, однородной. Эмаль сохнет на воздухе 1,5-2 ч.
Миканитовый конус покрывают красной эмалью и снова якорь сушат в печи при температуре 120-130° до прекращения отлипа, но не менее 6 ч.
Для удлинения срока службы якоря рекомендуется применять вакуумно-нагнетательную пропитку, как это описано в § 21.
Сушка и пропитка якоря двухмашинного агрегата
Сушка якоря двухмашинного агрегата производится в горизонтальном положении по следующему технологическому процессу.
Сначала якорь сушат в течение 5 ч и более при температуре 105-115° по достижении сопротивления изоляции не менее 2 мгом. Сопротивление измеряют при температуре 80°; если оно меньше, сушку продолжают. Просушенный якорь вынимают из печи и охлаждают до 60-70°. После этого пропитывают лаком № 447, для чего лак поливают на якорь, установленный над ванной. При этом якорь медленно поворачивают два раза. Трущиеся поверхности очищают от лака салфеткой, смоченной в бензине. В течение 30 мин якорь выдерживают на воздухе для стока лака в ванну.
Миканитовый конус, торцы коллекторов и поверхности петушков покрывают красной эмалью. После этого якорь сушат на воздухе в течение часа,, а затем в течение 8 ч и более в печи при температуре 105-115°. После сушки сопротивление изоляции при температуре 80° должно быть не менее 2 мгом.
Якорь, охлаждённый до 60-70°, покрывают с помощью пульверизатора серой эмалью (СПД). Плёнка эмали должна быть однородной, гладкой, без пузырей, подтёков лака и разрывов.
Миканитовые конусы, торцы коллекторов и петушки вторично покрывают красной эмалью. После этого якорь сушат на воздухе 1,5-2 ч и затем не менее 5 ч в печи при температуре 105-115° до прекращения отлипа. Сопротивление изоляции должно быть не менее 2 мгом.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'