§ 5. Ремонт коленчатого вала двигателя и его подшипников. Изготовление новых подшипников
При малом периодическом ремонте проверяют расхождение щёк шестого колена (двигатель Д50), прилегание коленчатого вала к нижним вкладышам, зазоры "на масло", крепление крышек подшипников и положение стыков вкладышей. Осматривают сетки в картере, нет ли на них частиц баббита, появившихся в результате выплавления и выкрашивания заливки вкладышей подшипников.
При большом периодическом и подъёмочном ремонте, помимо работ, предусмотренных малым периодическим ремонтом, производится проверка расхождения щёк всех колен вала, при большом периодическом ремонте - разборка и осмотр шатунных подшипников (в связи с выемкой поршней) и при подъёмочном ремонте - выемка и осмотр всех коренных и шатунных подшипников.
У двигателей 2Д100 дополнительно разбирается пружинная муфта вертикальной передачи.
При заводском ремонте шейки коленчатого вала двигателей Д50 обрабатывают под ремонтные размеры, которые указаны в табл. 9 и 9а. Вкладыши коренных и шатунных подшипников заменяют новыми. Толщина вкладышей должна соответствовать ремонтным размерам Р, указанным в табл. 10 и 11.
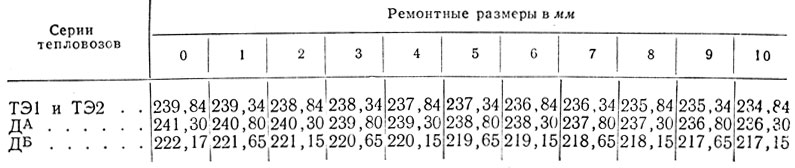
Таблица 9. Ремонтные размеры коренных шеек коленчатого вала
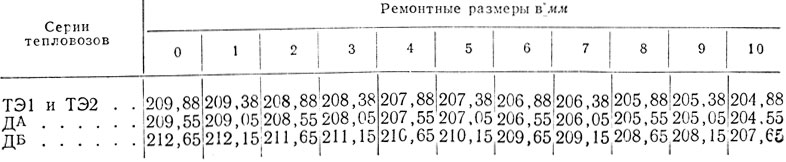
Таблица 9а. Ремонтные размеры диаметра шатунных шеек коленчатого вала
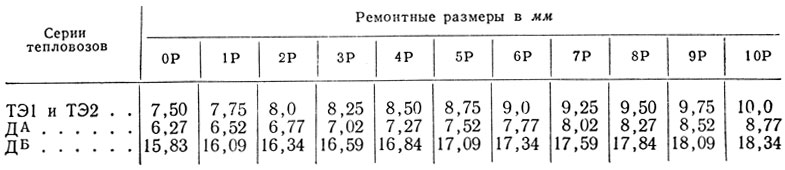
Таблица 10. Ремонтные размеры толщины вкладышей коренных подшипников
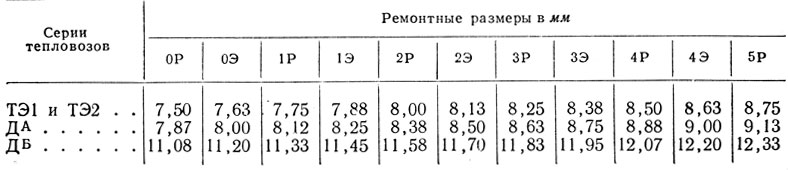
Таблица 11. Ремонтные и эксплуатационные размеры толщины вкладышей шатунных подшипников
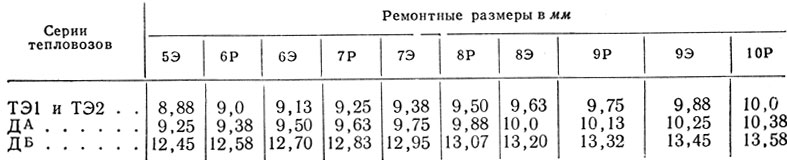
Таблица 11. Продолжение
(Вкладыши выполняются с допуском для всех размеров +0,03 мм -0,02 мм)
Увеличение толщины вкладышей по ремонтным размерам производится только за счёт бронзовой части тела вкладыша. Для условий эксплуатации изготовляются вкладыши коренных подшипников с индексом Э с утолщённой на 0,1 мм против градации Р баббитовой заливкой.
Неисправностями коленчатых валов и их подшипников являются: износ и выкрашивание подшипников; износ и излом вала; образование трещин у крышек подшипников; обрыв смазочных трубок.
Коленчатые валы, двигателей испытывают напряжения изгиба, срезывания и кручения, вызываемые как усилиями давления газов, так и силами инерции. Помимо этого, в системе вала действуют силы веса и трения. У двигателей Д50 усилия на шатунную шейку достигают 40-50 га, а напряжение - до 1000 кг/см2.
Условия работы отдельных подшипников различны, поэтому износ их и сменяемость также различны.
Исследованиями Ростовского института инженеров железнодорожного транспорта установлено, что при полной мощности двигателя Д50 давление масла в подшипниках ниже, чем измеренное по манометру - 3,1 ати, причём у первого коренного подшипника оно составляет 1,9 ати, а у седьмого подшипника - 2,3 ати. Как известно, количество отводимого тепла у трущихся тел зависит от подачи охлаждающей жидкости и степени нагрузки. Подача охлаждающей жидкости, в данном случае (у подшипников) масла, зависит от давления и зазоров. При одинаковых зазорах с уменьшением давления уменьшается и количество подаваемого масла, а следовательно, повышается температура подшипника. У первого подшипника средняя температура достигает 92°, а у седьмого - 82°, т. е. ниже на 10°, при температуре масла после холодильника тепловоза 62°. В отдельных точках подшипников действительная температура выше средней, а у второго подшипника при тех же условиях она поднимается до 100°.
Таким образом, опытные данные указывают, что первый и второй подшипники получают меньшее количество масла, а следовательно, и температура их выше. Более тяжёлые условия работы первых номеров подшипников подтверждаются количеством сменённых подшипников по неисправности баббитовой заливки. Наибольшее число случаев замены (фиг. 40) падает на подшипники первой и второй опор, т. е. там, где меньше поступает масла и температура слоя выше.
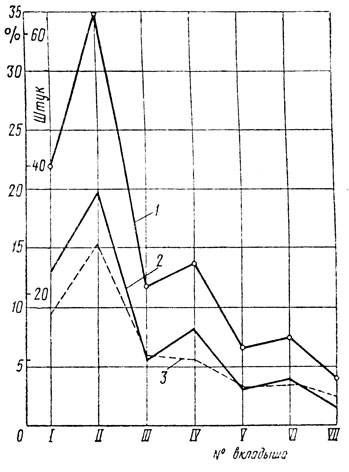
Фиг. 40. Распределение вышедших из службы вкладышей коренных подшипников коленчатого вала с заливкой баббитом БК-2 и Б-83 заводской постановки, по их расположению в постелях картера двигателя Д50 тепловозов ТЭ2 по депо Эмба Оренбургской ж. д.: 1 - общее количество верхних и нижних вкладышей; 2 - верхние вкладыши; 3 - нижние вкладыши
У двигателей Д50 имеются два типа подшипников по баббиту - залитых баббитом Б83 и баббитом БК2. Преждевременная смена вкладышей, залитых баббитом Б83, происходит преимущественно по выкрашиванию заливки, а у подшипников, залитых баббитом БК2, - вследствие усталостных и кавитационных явлений.
Исследованиями ЦНИИ установлено, что при неблагоприятных условиях работы двигателя, связанных с чрезмерным разжижением масла или попаданием в него воды, появляются кавитационные разрушения баббитового слоя. Эти повреждения резко уменьшают трущуюся поверхность, чем создаётся перенапряжение баббитового слоя и, как следствие, быстрое изнашивание трущейся поверхности и увеличение зазоров в подшипнике. Обычно при попадании воды в масло у всех подшипников наблюдается разрушение баббитового слоя, что вызывает преждевременную переукладку вала. Попадание воды возможно при неудовлетворительном состоянии сальникового уплотнения водяных насосов закрытого типа.
Усталостные разрушения в виде выкрашивания и трещин в баббитовом слое имеют место у вкладышей, неравномерно прилегающих к постели картера. Такие вкладыши испытывают местные значительные сжимающие напряжения, которые и образуют трещины усталости. Эти дефекты у определённых двигателей иногда являются хроническими, в результате чего наблюдается постоянный выход из строя одних и тех же вкладышей.
Основными причинами поломок коленчатых валов (аварийный случай) являются:
1) эксплуатация двигателя с недопустимой овальностью шеек, большими зазорами "на масло" в подшипниках, нарушением геометрической оси вала и выплавленными подшипниками;
2) изготовление вала из материала, несоответствующего техническим условиям или содержащего внутренние пороки, которые не могут быть выявлены обычными методами контроля;
3) несвоевременно или некачественно произведённый ремонт, неправильная укладка вала.
Фиг. 40. Распределение вышедших из службы вкладышей коренных подшипников коленчатого вала с заливкой баббитом БК-2 и Б-83 заводской постановки, по их расположению в постелях картера двигателя Д50 тепловозов ТЭ2 по депо Эмба Оренбургской ж. д.: 1 - общее количество верхних и нижних вкладышей; 2 - верхние вкладыши; 3 - нижние вкладыши
На фиг. 41 представлена фотография излома шатунной шейки вала.
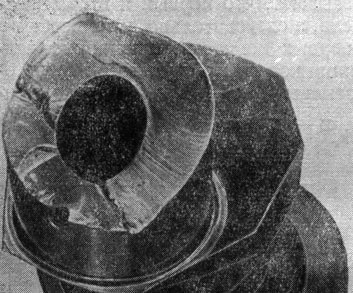
Фиг. 41. Излом шатунной шейки коленчатого вала
Состояние коленчатого вала характеризуется: износом шеек; погнутостью, при которой фактическое расположение оси коренных шеек отклоняется от геометрической; наличием трещин и дефектов металлургического происхождения, в число которых входят раковины, неметаллические включения, флокены и плёны.
Для определения состояния вала, подлежащего ремонту, после тщательной его очистки измеряют:
1) диаметр шеек при помощи микрометра. Измерение производится в двух сечениях по нескольким диаметрам;
2) погнутость, которую определяют на контрольной плите измерением рас-хождения щёк с помощью индикатора;
3) размер и направление трещин при помощи седлообразного магнитного дефектоскопа и линейки. Помимо этого, осматривают при помощи лупы шейки и щеки для выявления раковин и плён;
4) биение коренных шеек и фланцев индикатором при различных положениях вала.
Как показали измерения, при помощи микрометра целой группы коленчатых валов двигателей Д50, установленных на тепловозах ТЭ1, овальность коренных шеек после пробега тепловоза 300-400 тыс. км достигает 0,12 мм, причём наибольшая овальность имеет место на первой шейке и наименьшая - на второй, третьей, пятой и шестой шейках, достигая 0,03 мм (фиг. 42); у четвёртой и седьмой шеек, имеющих у этих двигателей большую длину по сравнению с остальными шейками, овальность составляет около 0,06 мм. Конусность коренных шеек находится в пределах 0,01-0,025 мм. Шатунные шейки имеют овальность после того же пробега от 0,04 до 0,06 мм и незначительную конусность. У коленчатых валов двигателей тепловозов ТЭ2 величина овальности шеек при том же пробеге меньше.
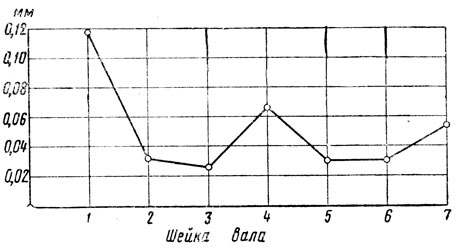
Фиг. 42. Овальность коренных шеек коленчатого вала двигателей тепловозов ТЭ1 после пробега 300-400 тыс. км
Приведённые выше величины износа шеек коленчатого вала могут быть значительно сокращены при отличном уходе за двигателем и особенно за фильтрами.
Ремонт вала, типы станков, инструмент и приспособления для ремонта и проверки вала
Обработка шеек коленчатых валов производится на станках и вручную опиловкой. Последний способ применяется в исключительных случаях при обработке отдельных шеек в депо в случаях их задира, повышенной овальности и конусности.
Обработка шеек осуществляется на шлифовальных станках, при этом диаметр шейки доводят до ближайшего ремонтного размера.
Для шлифования коренных шеек применяют станок Харьковского станкостроительного завода, тип 3174, модель XIII-76 (фиг. 43).
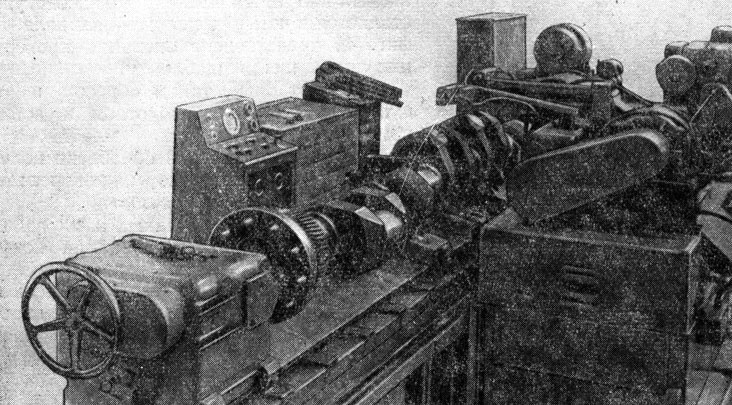
Фиг. 43. Станок для шлифования коренных шеек коленчатого вала
Основная характеристика станка следующая:
Расстояние между центрами 5 000 мм (можно обрабатывать вал длиной 5 140 мм).
Высота центров над столом 400 мм.
Габариты станка 14 700 X 3 580 X 2 250 мм.
Перемещение стола осуществляется бесступенчато в пределах 0,1-2,5 м/мин; передняя бабка приводится в движение электродвигателем постоянного тока.
Число оборотов шлифуемого изделия изменяется бесступенчато в пределах 8-40 об/мин. Привод шлифовальной бабки - от электродвигателя переменного тока мощностью 25,4 квт при числе оборотов 1 000 в мин.
Станок снабжен гидравлическим механизмом быстрого подвода и отвода шлифовальной бабки, а также продольной и поперечной микрометрической подачей, действующей как автоматически, так и вручную с ценой деления 0,005 мм.
Для шлифования применяется круг диаметром 900 мм с двумя скоростями вращения на 860 и 730 об/мин, что даёт наибольшую скорость шлифования 39 м/сек. По условиям прочности допускается скорость шлифования до 60 м/сек.
Для проверки круга предусмотрены правильные приборы, расположенные по периферии, торцам и радиусам.
Станок оборудован накладками - люнетами и индикаторными приспособлениями. Он позволяет производить чистовое мокрое шлифование с точностью: по овальности до 0,005 мм и по конусности на длине 1 750 мм - 0,016 мм.
Шатунные шейки обрабатывают на шлифовальном станке Харьковского станкостроительного завода модель 3428Н2, который отличается от станка типа 3174 тем, что привод бабок изделия у него двусторонний - от двух электродвигателей постоянного тока, синхронизированных общим приводным валом. Число оборотов изделия изменяется бесступенчато в пределах 10-30 об/мин. Диаметр шлифовального круга 1 300 мм; круг набирают из отдельных сегментов, приклеиваемых специальным клеем к корпусу.
Ввиду того что коленчатые валы, подлежащие обработке на станке, разнятся по длине, радиусу кривошипа шатунных шеек, их размерам и расположению, станок снабжается зажимными патронами со сменными деталями и базовыми вкладышами.
Целесообразно производить накатку шеек и их галтелей перед чистовым шлифованием, а также полирование после чистового шлифования, что делается при помощи специальных приспособлений.
До настоящего времени в некоторых ремонтных предприятиях обработку шатунных шеек делают при помощи напильников вручную. Шатунные шейки вырабатываются по направлению колена, поэтому опиловку их приходится вести преимущественно в местах, перпендикулярных колену. При опиловке контроль производится микрометром и шаблоном. Шаблон представляет собой чугунный барабан, расточенный по диаметру шейки и разрезанный вдоль на две половинки. При помощи шаблона, смазанного краской, можно определить места, подлежащие опиловке.
Опиливаемый вал должен быть установлен по уровню, базируясь на обработанные коренные шейки. Проверка опиливаемых шатунных шеек по уровню осуществляется в четырёх положениях вала. На фиг. 44 представлена операция проверки шатунной шейки шаблоном.

Фиг. 44. Проверка шатунных шеек шаблоном
Обработанные таким образом шейки шлифуют наждачным полотном и войлоком при помощи хомута.
После механической обработки коленчатый вал устанавливают на контрольной плите (фиг. 45) и проверяют:
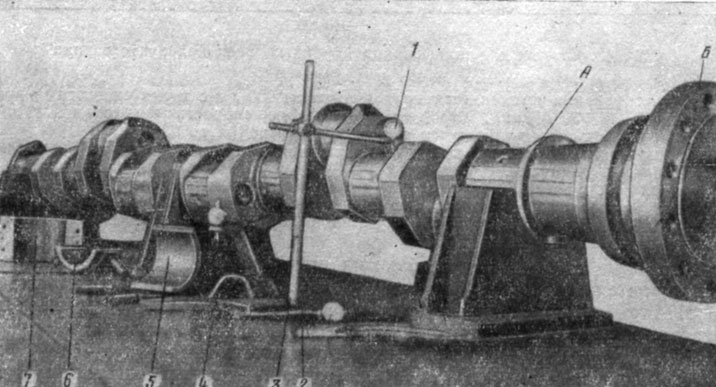
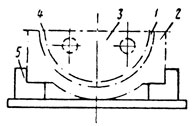
Фиг. 45. Проверка коленчатого вала на контрольной плите: 1 - стойка с индикатором; 2 - микрометр; 3 - индикаторный нутромер; 4, 5, 6 и 7 - шаблоны
1) соответствие коренных и шатунных шеек ремонтным размерам, нет ли конусности, овальности, бочкообразности и корсетности. Проверка делается при пемещи микрометра в двух-трех поясах по длине шейки и двух-четырех диаметрах по окружности (фиг. 46). Овальность и конусность не должны превышать 0,02 мм, ксрсетнссть и рифлёность шеек не допускаются;
2) биение коренных шеек при помощи индикатора, устанавливаемого на стойке в двух местах по длине шейки на расстоянии 30 мм от щеки (фиг. 45). Максимальное отклонение индикатора допускается не более 0,03 мм. Одновременно с проверкой биения коренных шеек определяют величину биения бурта А, расположенного между 7-й шейкой, и шейкой, служащей для установки распределительной шестерни, а также биение центрирующего бурта Б. Биение первого бурта допускается до 0,05 мм и второго - не свыше 0,03 мм;
3) перекос шатунных шеек. Для этого проверяемое колено устанавливают в верхнее мёртвое положение, а затем под углом 90° - к верхнему мёртвому положению. В каждом таком положении на расстоянии 30 мм от галтели определяют отклонение стрелки индикатора, которое должно быть не более 0,02 мм. Перекос определяют у всех шатунных шеек;
4) расхождение щёк при помощи индикатора;
5) галтели, выточки и линейные размеры с применением"шаблонов, скоб нутромеров и других приборов для линейных измерений.
У обработанных на станках и вручную коленчатых валах допускается удалять металлургические дефекты вырубкой, зачисткой или засверловкой. Общее количество их должно быть не более трёх, из которых одна зачистка или засверловка на шейке и две вырубки или засверловки на остальных частях вала.
На шейках зачистка допускается глубиной не более 2 мм, длиной не более 20 мм, шириной не более 12 мм, а засверловка диаметром до 8 мм и глубиной до 10 мм. Вырубка должна быть глубиной не более 5 мм, длиной не более 30 мм и шириной не более 20 мм. Чтобы избежать концентрации 1 напряжений, вырубки, зачистки и сверления должны иметь плавные скругления.
При ремонте коленчатого вала допускается оставлять на поверхности каждой шатунной или коренной шейки до двух забоин общей площадью 200 мм2 с плавными скруглениями и линейные неметаллические включения (волосовины), количество и характер которых регламентируются правилами ремонта.
Нельзя устанавливать на двигатель коленчатый вал, имеющий на одной из шеек групповое расположение цепочкой точечных неметаллических включений длиной свыше 40 мм, а также расположение неметаллических включений более чем на трёх смежных шейках и производить какие-либо сварочные работы на коленчатом валу без разрешения Главного управления локомотивного хозяйства МПС.
Для устранения биения (вследствие искривления) коленчатых валов двигателей небольшой и средней мощности используют способ поверхностного наклёпа. При этом способе наклёпывают молотком поверхности щёк справа и слева от шейки с таким расчётом, чтобы при возникающей после этого деформации щеки получалось необходимое смещение оси вала (фиг. 47). При наклёпе щеки деформируются при рассредоточенных местных поверхностных пластических деформациях металла в зоне поверхности щеки, а не в зоне концентрации рабочих напряжений, что не снижает усталостной прочности вала.
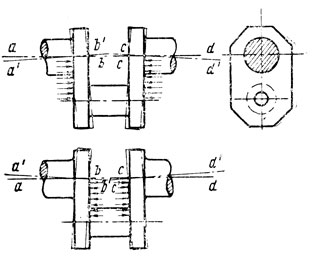
Фиг. 47. Схема правки вала наклёпом щёк: a'b', d'c' - положение оси коренной шейки до правки; ab, dc - положение оси коренной шейки после правки
Бывают случаи, что биение шеек не совпадает с направлением радиуса кривошипа. В таких случаях вал выправляют наклёпом у нескольких щёк, суммируя деформацию в плоскости этих кривошипов. На фиг. 48 представлена схема правки вала шестицилиндрового двигателя при направлении биения, не совпадающем с плоскостью кривошипа.

Фиг. 48. Схема правки вала при направлении биения, не совпадающем с плоскостью кривошипа: 1-6, 3-4, 2-5 - номера шатунных шеек; а, b, с и d - направления правки
Для правки способом наклёпа используют ручные молотки с шаровой головкой или чеканки. Наиболее производительны воздушные молотки, снабжённые переходником (фиг. 49). С помощью коромысла 2, свободно поворачивающегося на оси 3, удар бойка 1 передаётся на щёку 4. Обычно допускают по одному месту не более 3-4 ударов.
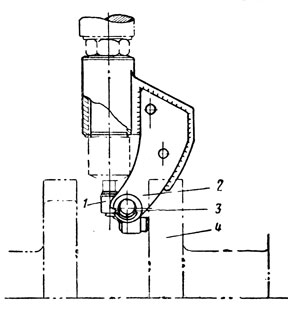
Фиг. 49. Наклёп щёк коленчатого вала воздушным молотком: 1 - боёк; 2 - коромысло; 3 - ось; 4 - щека
При ремонте двигателей внутреннего сгорания встречается также правке изогнутого коленчатого вала нагревом. В этом случае вал выпуклой стороной устанавливают вверх и на прямоугольном участке размером вдоль оси вала 0,12d и поперёк 0,3d, расположенном симметрично плоскости правки, нагревают газовой горелкой до 400-450°. Окружающие поверхности покрываются влажным асбестом. Нагрев производится быстро и несколько раз до тех пор, пока искривление вала не будет смещено в противоположную сторону на величину до 0,04 мм у измеряемую индикатором.
Для тепловозных стальных валов время первого испытательного нагрева с использованием горелки № 7 находится в пределах 1,5-2,0 мин. Общее время нагрева зависит от степени искривления и иногда достигает нескольких часов. При искривлении до 0,1 мм требуется около 3 мин, до 0,3 мм - 8 мин, до 0,6 мм - 15 мин.
Выправленный таким методом вал подвергается нагреванию до 150° по всей окружности правленого места, для чего вал медленно поворачивается вокруг оси. Общее время нагрева при такой температуре составляет около двух часов, после чего вал изолируется несколькими слоями асбеста, причём вращение его продолжается. При понижении температуры до 50-70° вращение прекращается и асбестовую изоляцию снимают.
После правки вала любым способом производится проверка его на контрольной плите и последующая обработка на станках.
Освидетельствование крышек коренных подшипников и их ремонт
Для выявления трещин крышки коренных подшипников осматривают и остукивают. Перед остукиванием наиболее опасные места (с точки зрения появления трещин) покрывают тонким слоем меловой обмазки.
При текущем ремонте разрешается производить заварку трещин с последующей зачисткой. Крышки после разделки трещин заваривают электродами типа Э50А марки УОНИ-13/55.
Заваренные и обработанные крышки должны плотно входить в рамку картера (с натягом 0,0-0,06 мм). Прилегание крышки по картеру в плоскости разъёма должно быть не менее 80% поверхности соприкосновения. При выпуске из текущего ремонта между крышкой подшипника и рамкой картера допускается зазор до 0,08 мм.
Разрешается боковые поверхности крышек подшипников для плотной посадки в картере обрабатывать электроискровым способом, производить наплавку с последующей обработкой или хромировать, а также исправлять деформированную крышку, нагревая в печи.
При заводском ремонте производить заварку крышек не разрешается, а заваренные при текущем ремонте крышки подлежат замене. Астраханский тепловозоремонтный завод для уменьшения зазора между крышкой и картером применяет способ термофиксации крышки с нагревом её до 300°. Для термофиксации используются специальные приспособления.
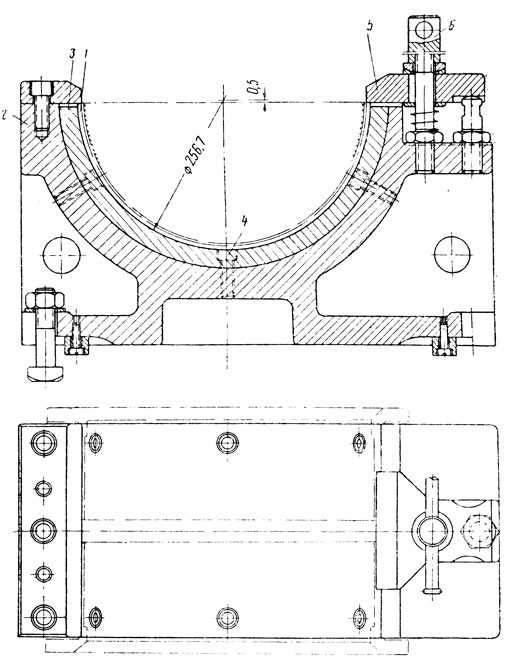
Новые крышки пригоняют как к картеру, так и к вкладышам подшипников путём пришабривания с проверкой по краске. Для пригонки используется шаблон, имеющий цилиндрическую форму, как это представлено на фиг. 50.
Фиг. 50. Шаблон для проверки крышек коренных подшипников
Укладка вала на подшипники в картер двигателя Д50 и соединение его с валом генератора
При заводском ремонте очищенный и промытый картер устанавливают на стендовые балки, где закрепляют несколькими болтами. Стендовые балки устанавливают по уровню и периодически проверяют. Между опорной поверхностью лап картера и стендовыми балками допускается местный зазор до 0,1 мм. Для предохранения масляной камеры от загрязнения вместо сеток в картере на болтах закрепляют защитные щитки.
Все гайки и шпильки крепления крышек коренных подшипников имеют свои метки, нанесённые заводом на верхних торцах. На шпильках нанесены порядковые номера (1-18), как это показано на фиг. 51, керны, определяющие положение гаек на шпильках, и риски, расположенные перпендикулярно продольной оси картера. Эти риски служат показателем того, что шпильки не стронулись со своих гнёзд как в процессе работы двигателя, так и при операциях, связанных с отвёртыванием и завёртыванием гаек. При укладке вала необходимо руководствоваться этими рисками.
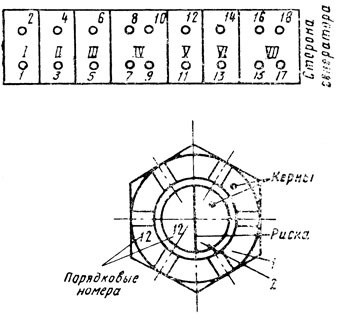
Фиг. 51. Нумерация и метки на гайках и шпильках коренных подшипников: 1 - гайка; 2 - шпилька
На основании измеренных ранее диаметров постелей картера и шеек вала подбирают по толщине и вкладыши. На фиг. 52 изображёны приспособления для проверки по краске вкладышей коренных и шатунных подшипников. В соответствии с градациями ремонтных размеров цилиндр приспособления при одной и той же длине имеет различные размеры по наружному диаметру.
Фиг. 52. Приспособления для проверки вкладышей по краске
Согласно чертежам диаметр постели картера двигателя Д50 находится в пределах 255-255,045 мм. При выпуске из заводского ремонта диаметр постели может быть доведён до 255,15 мм. Наружная поверхность вкладышей, постелей и крышек не должна иметь забоин, заусениц и других дефектов, препятствующих плотному соприкосновению.
Для определения состояния постелей и их размеров целесообразно пользоваться контрольным приспособлением, представленным на фиг. 53 (валом-калибром). Вал-калибр - представляет собой трубу, на которой сделаны утолщения, обработанные под номинальный размер постелей по диаметру. Уложенный в постели картера смазанный краской вал-калибр позволяет наглядно определить места прилегания. Отклонения отдельных постелей картера от геометрической оси вала устраняют шабровкой.
Фиг. 53. Вал-калибр
Укладываемые вкладыши должны иметь, как правило, у плоскости разъёма возвышение над постелью, т. е. натяг. Если натяг обоих вкладышей подшипника превышает необходимую величину, то при последующей затяжке шпилек вкладыши будут сильно деформироваться, а следовательно, нельзя будет установить необходимый зазор "на масло". Недостаточный натяг может вызвать в процессе работы двигателя постепенное ослабление вкладышей, износ и увеличение диаметра постелей, а также провёртывание вкладышей, что сопровождается прекращением подачи масла вследствие перекрытия смазочного отверстия.
Внешним признаком ослабления подшипников в картере (что определяется при разборке) являются отдельные мелкие пятна на стыковой и затылочной поверхностях вкладышей.
Величину натяга каждого вкладыша надо проверять в своей постели, т. е. в постели картера или крышки. Это необходимо потому, что не все постели имеют номинальные размеры, указанные выше, вследствие их доводки как при постройке двигателей тепловозов ранних выпусков, так и при ремонте.
Овальность и конусность постелей не должны превышать 0,05 мм на длине 140 мм.
Устанавливаемые на двигателе тепловозостроительным заводом вкладыши имеют суммарный натяг в пределах от 0,11 до 0,13 мм, а поставляемые как запасные части - 0,22-0,26 мм. Для измерения величины натяга вкладышей, предназначенных для постановки в постели и имеющих номинальные размеры, применяется приспособление, представленное на фиг. 54. Приспособление состоит из плиты 12, на которую монтируется подставка 6, укрепляемая винтами 1 и фиксируемая контрольными штифтами 8. Проверяемый вкладыш 13 укладывают на постель подставки, а сверху через лист резины 11 на него устанавливают прижим 3, затягиваемый коромыслом 10 и рычагом 9 с рукояткой 7. На подставку укладывают индикаторную стойку 2, снабжённую установочными пластинами 5 и двумя индикаторами 4. По отклонению стрелки индикаторов от первоначального положения определяется величина натяга.
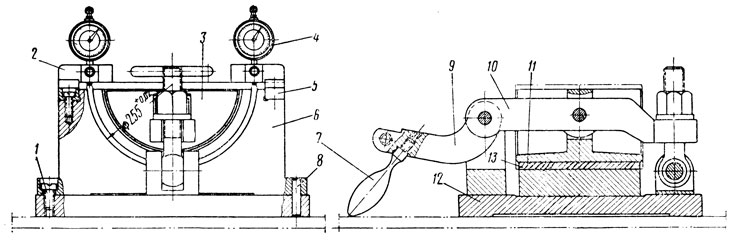
Фиг. 54. Приспособление для измерения величины натяга коренных вкладышей: 1 - винт; 2 - индикаторная стойка; 3 - прижим; 4 - индикатор; 5 - пластина; 6 - подставка; 7 - рукоятка; 8 - контрольный штифт; 9 - рычаг; 10 - коромысло; 11 - резина; 12 - плита; 13 - вкладыш
Таким же порядком определяется натяг у верхних вкладышей 1 (фиг. 55), вставленных в свои крышки 2 и прижимаемых прижимом 3 через резину 4. Крышки подшипников в перевёрнутом состоянии укладывают в подставку 5, как показано на схеме.
Фиг. 55. Схема установки крышки коренного подшипника для проверки натяга вкладыша: 1 - вкладыш; 2 - крышка; 3 - прижим; 4 - резина; 5 - подставка
Вследствие неправильной расточки или износа постели у картера возможен отрицательный натяг, когда торцы вкладыша утопают в постели. Поэтому общую величину натяга нужно определять с учётом фактического диаметра постели и крышки.
Если вкладыши по величине натяга или по прилеганию к постели не удовлетворяют техническим условиям, то эти вкладыши заменяют.
После проверки натяга и прилегания к постели по краске нижние коренные вкладыши укладывают в картере, на них накладывают стойки-прижимы 1 (фиг. 56). Прижимы выравнивают по торцам вкладышей и закрепляют гайками 2. Вкладыши должны быть плотно прижаты к своим постелям.
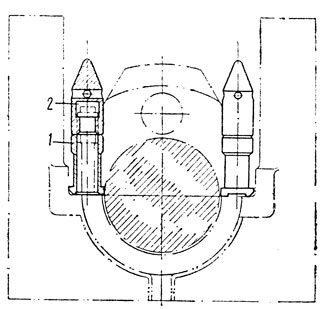
Фиг. 56. Укрепление нижних коренных вкладышей при укладке коленчатого вала: 1 - стойка-прижим; 2 - зажимная гайка
У четвёртого и седьмого вкладышей стойку-прижим делают общую на две шпильки. Для предохранения шеек вала от повреждения зажимные гайки и стойки-прижимы делают из алюминиевого сплава.
Коленчатый вал, подготовленный к укладке, протёртый салфетками, смоченными в бензине, захватывается чалочным приспособлением и укладывается кран-балкой или краном на нижние вкладыши коренных подшипников, предварительно смазанных тонким слоем дизельного масла.
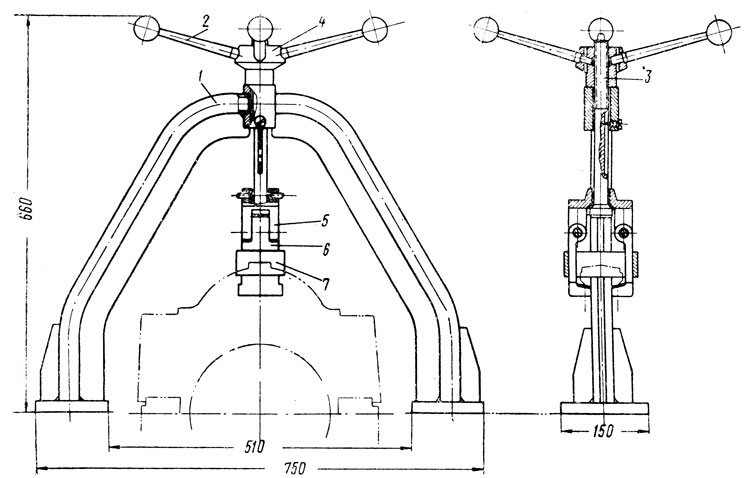
Для укладки коленчатого вала на подшипники применяется чалочное приспособление (фиг. 57). Коромысло 6 приспособления шарнирно соединяется с петлями 4 и 5, которые захватываются крюком подъёмного механизма. По концам коромысла посредством валиков 7 прикрепляются звенья 8 с регулируемой муфтой 9 и крюком 10. Хомут 11, состоящий из скоб и серьги, снабжён прокладками из текстильных ремней. Коромысло имеет противовес 2, который может передвигаться по направляющей 3 и закрепляться в нужном положении при горизонтальном состоянии коленчатого вала болтом 1.
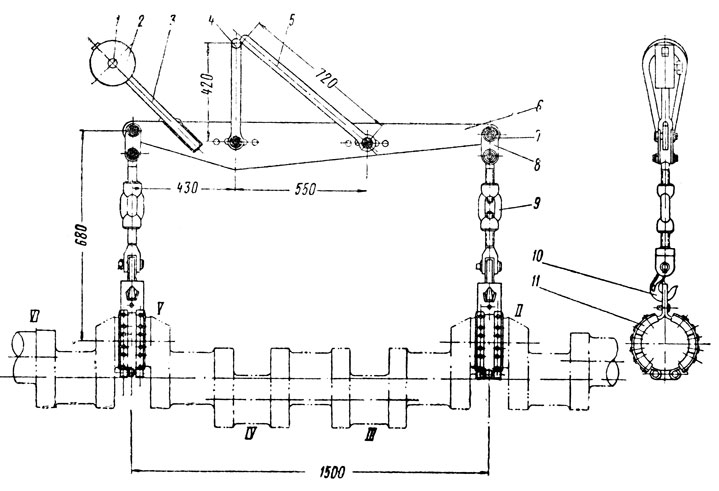
Фиг. 57. Приспособление для укладки коленчатого вала двигателя Д50: 1 - болт; 2 - противовес; 3 - направляющая; 4 и 5 - петли; 6 - коромысло; 7 -валик; 8 - звено; 9 - муфта; 10 - крюк; 11 - хомут
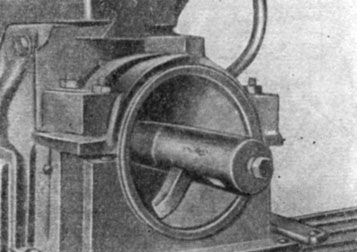
Прилегание вала к подшипникам проверяют шупом толщиной 0,03 мм, который не должен проходить на глубину более 15 лог на дуге 90°. Проверка производится четыре раза с поворотом коленчатого вала на 360° и с двух сторон вкладыша. При проверке обращают внимание на то, чтобы коленчатый вал не зависал на галтелях. Разрешается зачистка галтелей вкладышей шабером. На фиг. 58 представлена фотография укладки коленчатого вала на подшипники.
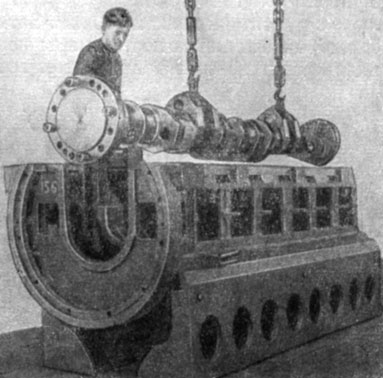
Фиг. 58. Укладка коленчатого вала на подшипники
Уложенный на нижние вкладыши вал проверяют относительно верхней плоскости картера при помощи устанавливаемого на него приспособления, снабжённого индикатором, ножка которого соприкасается с первой и седьмой коренными шейками вала. Непараллельность оси коленчатого вала относительно верхней плоскости картера допускается не более 0,3 мм на длине, равной расстоянию между серединами первой и седьмой коренных шеек.
После проверки вала относительно верхней плоскости картера проверяют расхождение щёк всех кривошипов в четырёх положениях: вверх, в сторону выпуска, в сторону распределения и вниз. Разность измерений, определяемая индикатором, допускается до 0,03 мм. На фиг. 59 представлено приспособление для измерения расхождения щёк с использованием индикатора. Приспособление состоит из стакана 1, навёртываемого на соединительный валик 2 и укрепляемого на нём гайкой 3. На валик надевают держатель 4, прижимаемый втулкой 5, на которую навёртывают колпачок 6. Валик 2 и колпачок 6 стягивают винтом 7, на конец которого надета пружина 8. Индикатора укрепляется к держателю винтом 10.
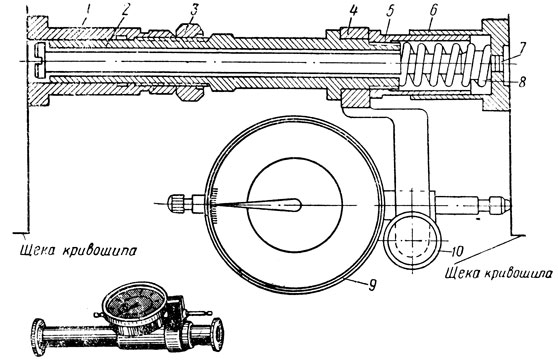
Фиг. 59. Приспособление для измерения расхождения щёк коленчатого вала: 1 - стакан; 2 - валик; 3 - гайка; 4 - держатель; 5 - втулка; 6 - колпачок; 7 -винт: 8 - пружина; 9 - индикатор; 10 - винт
Прилегание опорных поверхностей коренных вкладышей, проверенное по краске, должно быть равномерным и составлять не менее 70% поверхности соприкосновения.
Для снятия и установки на место крышек коренных подшипников удобно пользоваться специальными приспособлениями. На фиг. 60 представлено приспособление для снятия крышек двигателя Д50. Приспособление состоит из сварной балки 1, устанавливаемой на картер. Сквозь балку проходит винт 3, шарнирно связанный с крюком 5. Крюк зацепляется за вал б, по концам которого надеваются планки 7, снабжённые штырями 5, вставляемыми в сверления крышек подшипников. Вращением гайки 4 с приваренными рукоятками 2 винту сообщается вертикальное перемещение и он выжимает крышку коречного подшипника из рамок картера.
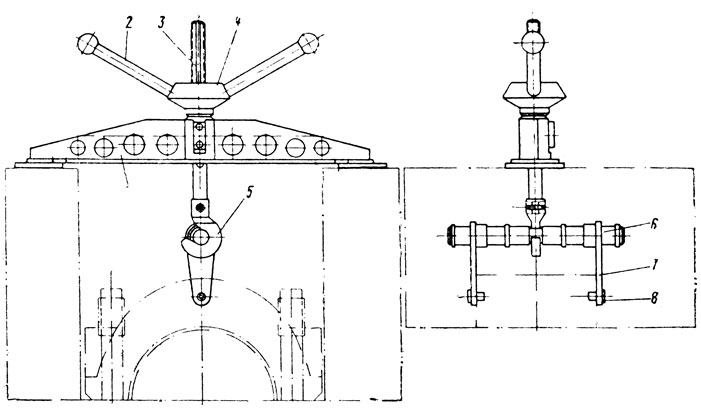
Фиг. 60. Приспособление для снятия и постановки крышек коренных подшипников двигателя Д50: 1 - балка; 2 - рукоятка; 3 - винт; 4 - гайка; 5 - крюк; 6 - вал; 7 - планка; 8 - штырь
После укладки крышек производится крепление их гайками, которые ставятся на свои места согласно имеющимся на них меткам.
Крепление гаек производится согласно схеме (фиг. 61). Гайки завёртывают до упора (обжатия), принимая за упор резкое изменение усилия 1 человека на ключе с рукояткой длиной 300 мм. Затяжку делают, начиная со среднего (четвёртого) подшипника с постепенным переходом к крайним. Затем в том же порядке крепят до совпадения меток все гайки.
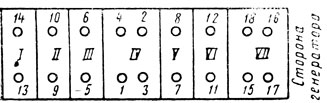
Фиг. 61. Схема крепления гаек коренных подшипников
Крепление до упора и окончательная затяжка гаек четвёртого и седьмого подшипников, имеющих по четыре шпильки, производится по диагонали, что необходимо для равномерного прилегания стыков крышек к картеру. Окончательную затяжку гаек выполняют 2 человека ключом, имеющим рукоятку длиной 1 м.
Для облегчения труда рабочих крепление гаек рекомендуется производить при помощи приспособления, представленного на фиг. 62. Приспособление устанавливают стойками 1 на шпильки крепления картерных люков. В стойках установлен вал 2, снабжённый барабаном 3 с укреплённым на нём концом троса 4.
Фиг. 62. Приспособление для крепления и отвёртывания гаек коренных подшипников двигателя Д50: 1 - стойка; 2 - вал; 3 - барабан; 4 - трос; 5 -рычаг; 6 - блок; 7 - рычаг; 8 - ключ
В утолщённой части барабана сделаны сверления Б, в которые вставляют рычаг 5. Второй конец троса петлёй накидывают на блок 6, сидящий на конце рычага 7, соединённого с торцовым ключом 8, надевающимся на гайку укрепляемой шпильки. Поворотом барабана натягиваемый трос производит затяжку гаек
Если какая-либо гайка будет затянута больше, чем на 5 мм от установленной метки, необходимо отвернуть обе гайки (или все четыре для четвёртого и седьмого подшипников), установить их до упора и вновь затянуть до совпадения меток.
У затянутых таким способом подшипников проверяют зазор на масло при помощи щупа. Различают два типа измеряемых зазоров - диаметральный и радиальный. Диаметральный зазор замеряют в верхней части верхнего вкладыша; он должен составлять у обработанного вала 0,12-0,18 мм. Разница в зазорах на одной шейке с обеих сторон и вкладыша допускается не более 0,03 мм.
Радиальный зазор измеряют между шейкой вала и вкладышем на расстоянии не более 30 мм от стыков вкладышей (у холодильников), Радиальный зазор как у верхнего, так и у нижних вкладышей должен быть в пределах 0,05-0,14 мм. Измерение зазоров производится на всю длину пластины щупа. Целесообразно этот зазор устанавливать по наименьшему пределу (0,05 мм).
При необходимости допускается перестановка верхних вкладышей по опорам и их замена. В таком случае у вновь установленного вкладыша проверяют величину натяга и прилегание к крышке по краске.
Коленчатый вал с закреплёнными подшипниками должен легко вращаться при помощи рычага с плечом 300 мм усилием одного человека.
Далее у уложенного и сдвинутого в одну сторону вала проверяют осевой разбег, который должен составлять 0,24-0,38 мм. Зазор измеряют между галтелями и упорными буртами седьмого (упорного) подшипника. Допускается, при необходимости, зачистка шабером торцов верхнего и нижнего вкладышей седьмой опоры, что осуществляется при последующей выемке коленчатого вала.
После измерения зазоров "на масло" и осевого разбега гайки крепления крышек отвёртывают. Крышки и верхние вкладыши отнимают от своих мест. На шпильки 1, 2, 17 и 18 (фиг. 61) ставят прижимы и навёртывают алюминиевые гайки. Вал вынимают и укладывают на стеллаж.
На вынутых верхних вкладышах делают по поверхности холодильников отметки карандашом. На каждом вкладыше наносят букву В и номер опоры и устанавливают их на верстак. Затем вынимают нижние вкладыши, на которых наносят букву H и номер опоры, и также укладывают на верстак. После этого производится клеймение вкладышей по нанесенным меткам. Далее вкладыши, у которых радиальный зазор менее нормы, подвергаются шабровке по "усам" по всей ширине поверхности по длине от торца 30 мм.
Вынутый коленчатый вал и вкладыши промывают бензином или дизельным топливом и вновь укладывают в картер по своим местам с предварительной смазкой поверхностей тонким слоем дизельного масла. Шатунные шейки обёртывают промасленной бумагой или картоном с укреплением шпагатом.
В промытые бензином крышки коренных подшипников ввёртывают смазочные штуцеры, которые заглушают предохранительными колпачками. Крышки коренных подшипников закрепляют гайками с предварительным смазыванием маслом. После затяжки проверяют лёгкость вращения коленчатого вала и гайки, установленные по меткам, зашплинтовывают.
Затем вновь проверяют диаметральные и радиальные зазоры "на масло" и расхождение щёк, нормы для которых должны соответствовать ранее приведённым цифрам. Торцы вкладышей и крышек f подшипников после сборки должны располагаться на одной линии.
У коленчатого вала проверяются торцовое и радиальное биение центрирующего буртика при помощи индикатора. Торцовое биение на диаметре 550 мм допускается не более 0,05 мм, радиальное на диаметре 395 мм - не более 0,03 мм. Кроме этого, проверяют торцовое и радиальное отклонение расточки картера под станину генератора относительно оси коленчатого вала. Торцовое биение допускается не более 0,05 мм на диаметре 1 225 мм и радиальное - не более 0,1 мм. Измерение биения производится индикатором при сдвинутом вале в сторону масляного насоса.
Для предохранения от засорения на галтели коренных шеек вала укладывают промасленные фитили из хлопчатобумажных ниток.
Далее устанавливают на место нижнюю часть корпуса уплотнения коленчатого вала и закрепляют гайками. Затем проверяют зазор между корпусом и маслоотражателем коленчатого вала; зазор должен быть в пределах от 0,5 до 1,5 мм и одинаковым по всей окружности. Регулирование зазора осуществляется перемещением корпуса при ослабленных болтах. Таким же образом устанавливается зазор у верхней части корпуса 1 (фиг. 63) уплотнения. Если контрольные штифты при регулировании не устанавливаются на свои места, то необходимо рассверлить и развернуть места под контрольные штифты увеличенного диаметра. Отрегулированные таким образом верхнюю и нижнюю части корпуса снимают после отвёртывания гаек. Нижнюю часть корпуса окончательно закрепляют, а верхнюю устанавливают после монтажа цилиндрового блока на картер.
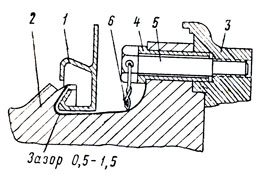
Фиг. 63. Соединение коленчатого вала с якорем генератора: 1 - верхний корпус уплотнения; 2 - фланец коленчатого вала; 3 - фланец якоря генератора; 4 - центрирующая втулка; 5 - болт; 6 - проволока
Перед установкой генератора проверяют состояние поверхности фланца 2 коленчатого вала, при этом убеждаются в отсутствии забоин на центрирующем буртике и торцовой поверхности вала, а также на поверхности расточки картера под станину генератора.
Станину генератора приваливают к картеру так, чтобы шпильки совпали с отверстиями картера. Отверстия и центрирующий бурт фланца коленчатого вала 2 совмещают с отверстиями фланца якоря генератора 3. В отверстия фланцев вставляют центрирующие втулки 4, которые закрепляют монтажными болтами 5.
Станину генератора закрепляют шестью верхними и четырьмя нижними шпильками. Далее генератор центрируют по отношению к коленчатому валу и картеру двигателя с проверкой расхождения щёк четвёртого, пятого и шестого колен. Расхождение щёк не должно превышать 0,03 мм на каждом колене вала, а биение хвостовика якоря генератора - не более 0,05 мм, что измеряется индикатором.
В случае расхождения щёк более нормы производится смещение станины генератора относительно картера, что возможно за счёт зазора у шпилек и шабровки привалочных поверхностей.
После центрирования генератора проверяют зазор "на масло" в коренных подшипниках, который не должен изменяться более чем на 0,01 мм по сравнению с соответствующими замерами до центрирования генератора. Разность зазоров между якорем и главными полюсами генератора допускается не более 10%, а осевой разбег вала должен быть таким же, как до центрирования.
Отцентрировав таким образом генератор, окончательно закрепляют гайки, крепящие станину к картеру, ключом с рукояткой длиной 800 мм усилием одного человека.
В случае замены вала или якоря генератора в отверстия их фланцев ставят шесть технологических втулок и болтов, а свободные шесть отверстий развёртывают, после чего в них вставляют приточенные втулки и производят крепление вставленных болтов 5. Затем вынимают технологические болты и втулки из оставшихся шести отверстий и после развёртки вставляют в них приточенные втулки и завёртывают болты. Крепление болтов производится крестообразно ключом с рукояткой длиной 1 200 мм усилием двух человек.
При сборке коленчатого вала со своим якорем отверстия не развёртывают, но проверяют плотность посадки втулок. Завёрнутые болты шплинтуют проволокой 6. У фланца станины генератора устанавливают на место два контрольных штифта, а при замене генератора отверстия под контрольные штифты проходят развёрткой с установкой штифтов увеличенного диаметра.
Проверка вала и смена подшипников при текущем ремонте
Расхождение щёк проверяют при большом периодическом и подъёмочном ремонте, а также в случаях выплавления баббита вкладышей, обрыве шатунных болтов поршней и т. д. у всех колен вала, а при малом периодическом ремонте - только у колена вала шестого цилиндра.
Перед проверкой расхождения щёк осматривают крепление картера двигателя к раме тепловоза и станины генератора к картеру двигателя, а также состояние роликового подшипника генератора.
Несовпадение осей двигателя с генератором устраняют постановкой прокладок под фланец станины генератора.
Практикой установлено, что толщина прокладки под фланец должна быть в 10 раз больше величины расхождения щёк. Так, при расхождении щёк в 0,07 мм толщина прокладки должна быть 0,7 мм. Чтобы прокладки не выпали, они должны иметь отверстия для шпилек. Допускается расхождение щёк при выпуске из текущего ремонта не более 0,05 мм.
При ненормальной работе вала иногда при периодических и подъёмочных ремонтах возникает необходимость проверки биения коренных шеек. В этом случае снимают верхнюю крышку и вкладыши шейки, где требуется проверка. Индикатор 4 укрепляют на струбцине со стойкой 1 винтом 3, Стойку закрепляют зажимной гайкой 2, как это представлено на фиг. 64. Индикатор устанавливают на нуль, отступя от галтели и смазочного отверстия.
Фиг. 64. Приспособление для измерения биения коренных шеек коленчатого вала: 1 - стойка со струбциной; 2 - зажимная гайка; 3 - винт; 4 - индикатор
Вал боксуют от верхнего положения шатунной шейки колена первого цилиндра по ходу вращения. Показания индикатора записываются через 45°. После поворота на 360° индикатор должен показать нуль, в противном случае следует проверить установку индикатора и измерения произвести сначала. Результаты записываются в форме круговой диаграммы. Измерения, произведённые около смазочного отверстия, дают представление о биении шейки. Биение коренных шеек допускается до 0,25 мм, за исключением двух первых коренных шеек двигателя Д50 и двигателя тепловоза ДА, у которых биение может быть допущено до 0,35 мм.
При подъёмочном ремонте проверяют осевой разбег вала. Нормальное осевое перемещение при выпуске из периодического и подъёмочного ремонта находится в пределах 0,24-0,65 мм. При перемещении свыше 0,65 требуется смена упорных вкладышей или наплавка их торцов. Перед измерением вал при помощи лома отжимают в сторону масляного насоса.
Осевое перемещение может быть проверено индикатором, для чего вал сначала сдвигают в сторону генератора и индикатор, укреплённый неподвижно, устанавливают на нуль, затем вал сдвигают в сторону масляного насоса, при этом индикатор покажет величину осевого перемещения. Допускается местный зазор между буртом вкладыша и валом на дуге 90° не более 0,10 мм. На фиг. 65 показано место укрепления индикатора при измерении осевого разбега вала.
Фиг. 65. Измерение осевого разбега коленчатого вала двигателя
Заменяемые нижние коренные вкладыши удаляют из постели с помощью "пальца", вставляемого в смазочное отверстие. При пробоксовывании вала по часовой стрелке (если смотреть со стороны генератора) палец позволяет вывернуть вкладыш из постели.
Вынутые вкладыши подшипников осматривают и проверяют, нет ли трещин при помощи мелового покрытия и остукивания деревянным молотком по затылочной части. Вкладыши, имеющие величину натяга меньше нормы, поражение коррозией более 30% и выкрашивание более 20% поверхности баббитовой заливки, а также трещины в теле, заменяют.
Вкладыши, имеющие выкрашивание поверхности менее 20%, восстанавливают наплавкой. Вкладыши, залитые сплавом Б83, заплавляют баббитом этой же марки, а залитые сплавом БК2-чистым оловом Увеличенный зазор в "усах" подшипников уменьшают наплавкой, при этом он должен приближаться к нижнему пределу, т. е. у коренных и шатунных подшипников составлять 0,05 мм. Разрешается применять в любой комбинации вкладыши, залитые баббитом Б83 и БК2.
Нормы, устанавливающие точность укладки вкладышей при текущем ремонте, те же, что и при укладке вала после обработки шеек. Разрешается при текущем ремонте оставлять зазор между вкладышем и постелью картера в oплоскости разъёма величиной до 0,05 мм на длине 40 мм на глубину до 60 мм. Запрещается производить наплавку торцов, перезаливку и заварку трещин у вкладышей.
Изготовление вкладышей коренных и шатунных подшипников. Сплавы, применяемые для заливки, их характеристика
Вкладыши с баббитовой заливкой. Вкладыши коренных и шатунных подшипников двигателей Д50 изготовляют из бронзы ОЦС-3-12-5 (ГОСТ 613-50) и заливают баббитом БК2. Ранее подшипники заливали баббитом Б83, и они продолжают работать на тепловозах ранних выпусков.
Подшипники изготовляются в такой последовательности:
1) механическая обработка с подготовкой под заливку;
2) заливка;
3) механическая обработка с доведением размеров до необходимой градации.
Заготовку для подшипников делают в виде барабана с припуском на обработку и утолщением с одного или обоих концов для зажима в патрон и образования буртов. На поверхности отливок допускаются раковины в пределах припуска на обработку, если они по площади и глубине позволяют получить чистые поверхности после механической обработки. Трещины в отливках не допускаются и не исправляются.
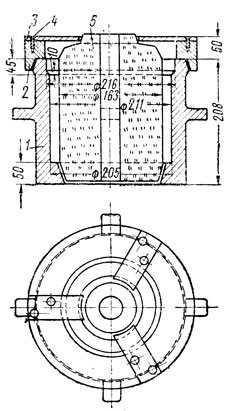
Заготовку обдирают по наружному и внутреннему диаметрам, затем переставляют и у утолщённого конца делают выточку по внутреннему диаметру с обработкой торца. Далее, базируясь на эту выточку, вновь обрабатывают внутреннюю и наружную поверхности с подрезкой торца. Обработанная заготовка должна иметь разностенность не более 0,1 мм. На фиг. 66,а в качестве примера представлена обработанная под заливку заготовка четвёртого коренного подшипника двигателя Д50.
После обработки заготовки на поверхностях, подлежащих заливке баббитом, допускаются чистые газовые раковины диаметром до 1 мм и глубиной до 1,5 мм не более 5 шт. и диаметром до 0,5 мм, глубиной до 1,5 мм - не более 10 шт., расположенные некучно.
На окончательно обработанной поверхности под заливку не должно быть забоин, вмятин и царапин глубиной более 0,1 мм.
На наружных поверхностях, не заливаемых баббитом, допускаются чистые газовые раковины диаметром до 2 мм и глубиной не более 2 мм в количестве до 2 шт. и диаметром до 1 мм, глубиной до 1,5 мм не более 4 шт., при условии, если они разбросаны и не совпадают с раковинами на заливаемой баббитом поверхности. Скопление раковин у буртов не допускается.
Обработанная заготовка должна быть не более чем через двое суток отправлена под заливку, так как при более длительном сроке хранения на поверхности заготовки образуется плёнка окислов, препятствующая качественной заливке.
Заготовка после заливки вновь подвергается механической обработке как по внутреннему, так и по наружному диаметрам с проточкой смазочной канавки. Внутренняя поверхность после заливки имеет припуск для обработки, а после обработки - диаметр, соответствующий той или иной градации вкладыша.
На фиг. 66,б представлена заготовка, залитая баббитом, после обработки по наружной и внутренней поверхностям с проточенной смазочной канавкой.
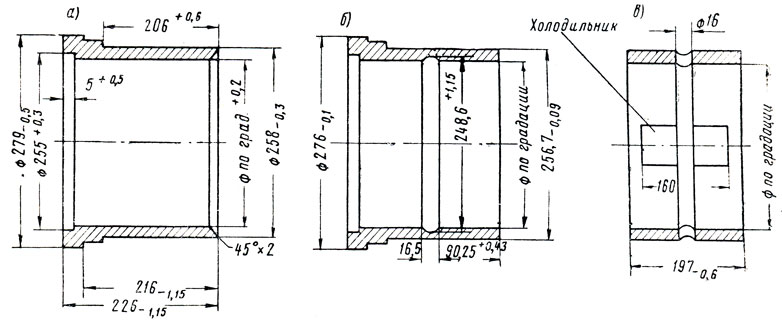
Фиг. 66. Заготовка четвёртого коренного подшипника двигателя Д50: а - перед заливкой; б - после заливки с окончательно обработанными наружной и внутренней поверхностями; в - перед разрезкой на две половины
Обработанная заготовка должна удовлетворять следующим условиям:
1) у наружной и внутренней поверхности овальность, корсетность и бочкообразность не более 0,02 мм;
2) разномерность общей толщины бронзы и баббита не более 0,02 мм;
3) биение проточенной канавки по наибольшему диаметру относительно наружной поверхности не более 0,3 мм;
4) у баббитовой заливки не должно быть трещин, что проверяется при помощи лупы, а на бронзовой поверхности - газовых раковин.
На залитой баббитом поверхности допускаются чистые газовые раковины диаметром до 1,5 мм не более 2 шт. на деталь. Края раковин должны быть закруглены. Допускаются также отдельные мелкие точки и поры диаметром до 0,3 мм не более 5 шт., расположенные некучно и не в цепочку.
На заготовках наносят кислотным штампом толщину вкладыша, так как после описанных операций никакой дополнительной обработки по наружной поверхности не делают, а у внутренней производится только обработка, связанная с образованием холодильников и "усов".
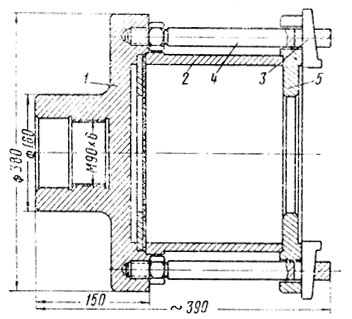
Далее заготовку устанавливают в приспособление (фиг. 67), где производится сверление двух диаметрально расположенных отверстий диаметром 16 мм. Обрабатываемую заготовку надевают на втулку 1 и прижимают к центровику 2 шайбой 3, укрепляемой гайкой 4. Втулку 5 кондуктора укрепляют на плите б, прикрепляемой к корпусу 7. Поворотом рукоятки 8 заготовку устанавливают в нужное положение. На описанном приспособлении можно сверлить отверстия на вкладышах всех опор.
Далее заготовку подвергают разметке под разрезку на две половины и под расточку холодильников, обрабатываемых по радиусу 78 мм. Расточку холодильников можно производить на сверлильном, фрезерном и токарном станках.
На фиг. 68 показана установка заготовки подшипника для расточки холодильника на фрезерном станке.
Фиг. 68. Установка заготовки подшипника для расточки холодильников на фрезерном станке
После расточки холодильников производится клеймение (№ плавки) обработанных поверхностей холодильников с обеих сторон кислотным штампом. Затем у заготовки отрезают базу, подрезают торец и снимают галтель. Обработанная таким образом заготовка для четвёртого коренного подшипника представлена на фиг. 66, в.
Далее заготовку разрезают на две половинки фрезой толщиной 0,5 мм.
Заготовку разрезают на приспособлении, аналогичном приспособлению, применяющемуся для сверления отверстий диаметром 16 мм. В данном случае заготовку укрепляют на втулке, имеющей паз для выхода фрезы. Положение заготовки фиксируют пальцем. Разрезку делают в двух местах по образующей с поворотом заготовки на 180°. У разрезанных половин неприлегание плоскостей разъёма к плите по щупу допускается не более 0,3 мм. Затем у разрезанных половин делают выступы и зачищают заусеницы. На фиг. 69 показано приспособление для выдавливания выступа. Приспособление состоит из сварного корпуса У, в который укладывают вкладыш 2, прижимаемый прихватом 3 при помощи гайки 4. Выступ выдавливается пуансоном 5.
Следующей операцией является шлифовка торцов вкладышей, которую делают в приспособлении, где вкладыш прижимают к постели корпуса прижимом, аналогичным по конструкции приспособлению, применяемому для выдавливания выступа. В этом же приспособлении можно проверять величину натяга.
После этого снимают баббит для образования "усов". Для этого вкладыши растачивают на горизонтальнофрезерном станке по всей ширине на размер 0,02-0,06 мм в плоскости разъёма с постепенным уменьшением размера на длине 50 мм. Вкладыш 1 устанавливают в приспособлении, представленном на фиг. 70, состоящем из корпуса 2, в который вкладывают полуцилиндр 3, укрепляемый винтами 4. Вкладыш прижимается прихватами 5, укрепляемыми гайками 6.
Обработанные вкладыши моют и подвергают контролю. Вкладыш опускают в масляную ванну с температурой масла 110-120°, где выдерживают в течение 10-15 мин. Затем вынутый горячий вкладыш протирают чистыми концами, смоченными бензином, и поверхность баббитовой заливки покрывают меловой обмазкой при помощи кисти. Если на меловой обмазке появляются масляные пятна, то вкладыш должен быть забракован, так как появление масляных пятен на поверхности вкладыша свидетельствует о наличии трещин. Проверенные вкладыши освобождают от меловой обмазки и забракованные направляют в лабораторию для исследования.
Заливка, подшипников баббитом БК2 (ГОСТ 1209-53).
Химический состав баббита следующий в %:
| Кальций | 0,35-0,55 | Примесей не более: | |
| Натрий | 0,25-0,50 | Висмут | 0,2 |
| Олово | 1,5-2,5 | Сурьма | 0,2 |
| Магний | 0,04-0,09 | Медь | 0,15 |
| Свинец | остальное | Прочие примеси | 0,3 |
В хорошо очищенный и прогретый тигель загружают весь положенный по шихте свинец. Свинец плавится при температуре не выше 400°, после чего вводят олово. Слой расплавленного металла покрывают древесным углём толщиной 30-40 мм с кусками размером 5-10 мм. Температуру сплава доводят до 450-500°, после чего вводят под колокольчиком лигатуру. При этой температуре сплав тщательно перемешивают. Перегревать сплав выше 500° запрещается.
Разливка производится железным ковшом в подогретые изложницы. При разливке уголь и шлак не снимают, а отводят в сторону. Приёмка чушек производится по результатам химического анализа. Каждую чушку клеймят номером плавки.
Сплав для заливки подшипников изготовляют как из первичных, так и из вторичных материалов.
В прогретый тигель забрасывают чушки баббита БК2 около 50% по весу. В начальный момент расплавления в баббит забрасывают древесный уголь с таким расчётом, чтобы после расплавления баббита получился слой толщиной 20-30 мм. Температуру баббита доводят до 450-500°, после чего в тигель добавляют остальное необходимое количество чушек баббита в подогретом состоянии.
Облуживаемые поверхности должны быть чистыми, без жировых пятен, грязи и коррозии; перед лужением их покрывают флюсом - раствором хлористого цинка, а поверхности, не подлежащие облуживанию, - меловой обмазкой с жидким стеклом.
Заготовки, поступающие на облуживание после хранения, подвергаются перед покрытием обработке, которая заключается: в обезжиривании в 10%-ном растворе щёлочи, подогретой до 80-90°; промывке в горячей чистой воде; травлении в 7-8%-ном растворе соляной кислоты в течение 10-15 сек; нейтрализации в 3%-ном растворе щёлочи и промывке в горячей воде.
Покрытые флюсом заготовки нагревают до 150-200° в электрической печи, после чего опускают в расплавленную до 330-350° полуду, где выдерживают в течение 2-4 мин.
Фиг. 70. Приспособление для снятия 'усов': 1 - вкладыш; 2 - корпус; 3 - полуцилиндр; 4 - винт; 5 - прихват; 6 - гайка
Полуду приготовляют из 80% свинца марок С1 или С2 (ГОСТ 3778-47) и 20% олова марки 01, 02, 03 (ГОСТ 860-41). Сурьмы допускается не более 0,1% и меди не более 0,2%. При изготовлении полуды сначала в тигель закладывают и расплавляют при температуре 370-400° свинец, после чего вводят олово.
Вынутую заготовку встряхивают от излишка полуды, в разогретом состоянии быстро переносят к станку и устанавливают в зажимное приспособление. Время от начала выемки до заливки должно составлять 15-20 сек. Планшайба 1 станка (фиг. 71) должна быть подогрета не ниже 150°. Вкладыш 2 прижимается к планшайбе клиньями 3, забиваемыми в болты 4, на которые надевают шайбу 5.
Фиг. 71. Приспособление для заливки подшипников: 1 - планшайба; 2 - вкладыш; 2 - клин; 4 - болт; 5 - шайба
Вкладыши коленчатого вала двигателей Д50 заливают при вращении шпинделя со скоростью 580-700 об/мин и втулки распределительного вала - 780-900 об/мин. Ёмкость ковша должна соответствовать весу баббита, идущего на заливку одной пары вкладышей. Заливку производят при температуре баббита 530-560°С. По истечении 10-20 сек с момента окончания заливки заготовки охлаждают сжатым воздухом при вращающемся шпинделе.
Залитые вкладыши подвергают контролю. На поверхности баббитовой заливки не должно быть грубо выраженной волнистости и наплывов, кроме части, подлежащей обрезке. При остукивании не должно быть дребезжания. Толщина баббитового слоя должна соответствовать чертежу заготовки. Годные детали клеймят номером партии плавки и клеймом ОТК.
Периодически производится лабораторный контроль, при котором определяется твёрдость баббитового слоя, химический состав баббита в рабочем слое, распрямление под прессом и микроисследование. Химический состав рабочего слоя не является браковочным признаком.
Вкладыши из алюминиевого сплава. Основным недостатком тонкостенных деформирующихся вкладышей, как отмечено выше, является выкрашивание баббита с высоким содержанием олова и коррозия баббита с большим содержанием свинца. Толстостенные вкладыши из алюминиевого сплава способны выдерживать высокие нагрузки, обладают хорошей теплопроводностью, что важно для отвода тепла трения, обладают пластичностью и коррозионной стойкостью и меньшим удельным весом, чем вкладыши, сделанные из стали или бронзы, залитые баббитом. Кроме того, сам алюминий является более дешёвым материалом, чем бронза и, тем более, высокооловянистый баббит.
Недостатком литых алюминиевых сплавов является сравнительно низкий предел текучести, что в сочетании с высоким коэффициентом линейного расширения приводит к остаточным пластическим деформациям, возникающим в процессе работы из-за теплового расширения. Это вызывает потерю натяга вкладышей и, как следствие, опасность провёртывания их в постели.
У двигателей 2Д100 выпуска 1955 и 1956 гг. шатунные вкладыши изготовлены из (алюминиевого сплава А35, технологический процесс изготовления которого заключается в следующем.
Плавка производится в тигельных горнах или в поворотных тигельных печах с чугунным литым тиглем. Шихта составляется из чушкового алюминия АО или А1, олова 01 или 02, лигатуры алюминий-медь, лигатуры алюминий - кремний-никель, силумина Сил-0, Сил-2 и отходов собственного производства сплава А35 до 50% от веса завалки. Расчётный химический состав шихты в (%): олово - 3,0-3,5; кремний - 1,9; медь - 1,0; никель - 0,5 и алюминий - остальное.
Перед началом плавки тигель подогревают, тщательно очищают от остатков предыдущей плавки и покрывают тонким слоем меловой обмазки из пульверизатора. Процесс плавки протекает следующим порядком:
1) загружают чушковый силумин и часть алюминия;
2) после расплавления заложенных компонентов в тигель догружают алюминий и после его расплавления ванну подогревают до 720-730°;
3) добавляют лигатуру алюминий-кремний-никель и алюминий-медь;
4) ванну подогревают до 700-710° и загружают вторичный металл;
5) производят рафинирование ванны хлористым цинком (0,15%) при температуре 700-710°, затем ванну выдерживают 3-4 мин и с поверхности удаляют шлак;
6) добавляют олово, и после тщательного перемешивания металл с температурой 690-710° поступает на разливку.
Отливка осуществляется в кокиль с песчаным стержнем. Заливку делают в открытую форму, что обеспечивает получение плотных заготовок, не имеющих усадочной пористости. Перед заливкой кокиль подогревают до 100-150° и при помощи пульверизатора окрашивают меловой обмазкой.
На фиг. 72 представлен кокиль для отливки шатунных вкладышей. Он состоит из корпуса 1 и кольца 2 с планками 3, привёртываемыми к кольцу винтами 4. Планки служат для центрирования стержня. Отливку можно производить также центр обежным способом.
Фиг. 72. Кокиль для отливки шатунных вкладышей: 1 - корпус; 2 - кольцо; 3 - планка; 4 - винт; 5 - стержень
Отливку подвергают отжигу при температуре 470 - 500° в течение 4-8 час. Отжиг способствует раздроблению кремнистой составляющей, вследствие чего кремний выделяется в виде отдельных глобуль и мелких пластинок. Вместе с тем образуется незначительное количество фазы NiAl3. Механические свойства отливок, проверяемые от каждой плавки на образцах диаметром 6 мм и длиной 30 мм у должны удовлетворять следующим требованиям: предел прочности при растяжении σв=11 кг/мм2, относительное удлинение δ≥8% ; твёрдость Hв≥37÷41. Химический состав, проверяемый также от каждой плавки, должен удовлетворять следующим нормам (в %): медь - 0,8-1,2; никель - 0,3-0,6; кремний - 1,7-2,1; олово - 2-4; железо ≤ 0,5; алюминий - остальное; сумма примесей 0,8.
Для повышения предела текучести и устранения опасности потери натяга в процессе эксплуатации в технологический процесс изготовления вкладышей введена накатка, которая производится после предварительной механической обработки. Накатка улучшает механические свойства сплава, что видно из табл. 12 для испытуемого образца диаметром 6 мм и длиной 30 мм.

Таблица 12
Накатка производится роликами с наружной и внутренней сторон вкладыша.
На фиг. 73 представлены кривые распределения твёрдости по сечению шатунного вкладыша после накатки.
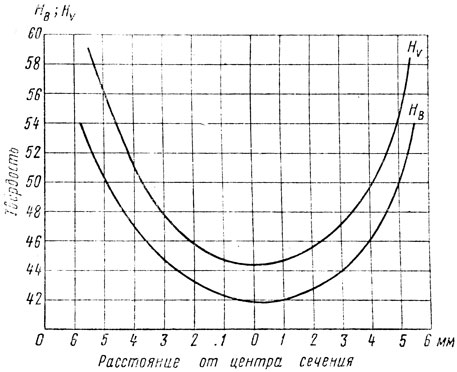
Фиг. 73. Кривые распределения твёрдости по сечению шатунного вкладыша двигателя 2Д100 после накатки (0 соответствует центру сечения)
Механическая обработка вкладышей производится обычным порядком. Особенностью технологического процесса является алмазная расточка каждой половины вкладыша с эксцентриситетом относительно оси симметрии для образования усов.
Вкладыши проверяют по размерам, на отсутствие трещин, раковин и наличие необходимого натяга.
В соответствии с допусками на обработку шеек коленчатого вала и вкладышей последние для новых двигателей изготовляют по толщине трёх градационных размеров, а при шлифовании вала - в соответствии с градационными (ремонтными) размерами.
Выемка и постановка на место коленчатых валов и коренных подшипников двигателя 2Д100. Разборка и сборка вертикальной передачи
Особенностью двигателя 2Д100 является применение встречнодвижущихся поршней и, как следствие, наличие двух коленчатых валов, соединяющихся между собой при помощи вертикальной передачи. Нижний коленчатый вал соединяется с генератором через полужёсткую муфту.
Определение зазора "на масло" и смена коренных подшипников. При нормальной работе двигателя определение зазора "на масло" производится у коренного подшипника у расположенного между третьим и четвёртым цилиндрами. В случае подозрения на износ какого-либо другого подшипника измеряется зазор и у этого подшипника. При разборке и сборке коренных подшипников для их осмотра и замены рекомендуется оставлять средний и крайние подшипники на месте, пока не будут установлены по своим местам все остальные подшипники. Для выемки вкладышей, после отъёма боковых крышек картера, снимают маслоподводящие трубки и отвёртывают гайки болтов специальными ключами, имеющими различную форму рукояток, применительно к верхнему и нижнему валам.
На фиг. 74 и 75 изображены ключи для отвёртывания гаек болтов, укрепляющих крышки подшипников верхнего и нижнего валов. Ключи сделаны сборной и облегчённой конструкции. Как только гайка стронется со своего места, рекомендуется пользоваться другим, более лёгким ключом.
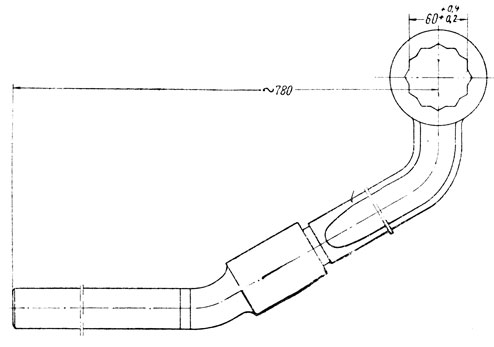
Фиг. 74. Ключ для гаек болтов коренных подшипников верхнего вала двигателя 2Д100
Болты подшипников могут быть вынуты после отвертывания внутренней гайки, для чего болт удерживается от вращения шпилькой, вставляемой в отверстие для шплинта. Болты и гайки не взаимозаменяемы и поэтому имеют клейма.
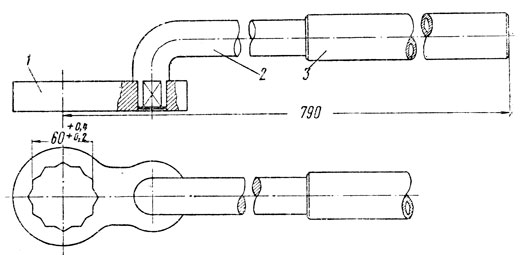
Фиг. 75. Ключ для гаек болтов коренных подшипников нижнего коленчатого вала двигателя 2Д100: 1 - тело ключа; 2 - рычаг; 3 - труба
При снятии крышек коренных подшипников двигателей 2Д100 используют приспособление (фиг. 76), по принципу действия аналогичное приспособлению, применяющемуся при демонтаже крышек коренных подшипников двигателя Д50, но отличающееся от него конструктивным оформлением, связанным с особенностью конструкции двигателя 2Д100. Для удержания захватов в сомкнутом состоянии используется рамка 7.
Фиг. 76. Приспособление для снятия крышек коренных подшипников двигателя 2Д100: 1 - балка; 2 - рукоятка; 3 - винт; 4 - гайка; 5 - скоба; 6 - захват; 7 - рамка
Освобождённый верхний вкладыш снимают с его места, а нижний вывёртывают из гнезда вместе с пробоксовываемым валом при помощи пальца (фиг. 77). Большой палец 1 служит для удаления промежуточных коренных вкладышей, а малый 2 - для удаления упорных.
Измерение зазора и разборка вкладышей нижнего вала производятся в таком же порядке, как и верхнего. Крышки подшипников в данном случае выжимают из их гнёзд при помощи приспособления.
Коренные подшипники после осмотра или замены устанавливают на место при помощи пальцев (см. фиг. 77). Для прижатия вкладыша к шейке вала удобно пользоваться мягким текстильным ремнем, накладываемым на затылочную часть и укрепляемым к блоку двигателя. Гайки болтов, крепящих коренные подшипники, устанавливают согласно меткам, а завёртывают динамометрическим ключом, устанавливаемым на усилие 84-104 кг. Для облегчения условий труда слесарей при креплении гаек используют приспособления лебёдочного типа с тросом для затяжки гаек верхнего коленчатого вала (фиг. 78) и нижнего коленчатого вала (фиг. 79). Устройство приспособлений по принципу действия, аналогично показанному на фиг. 62.
Фиг. 77. Инструмент для вывёртывания вкладышей коренных подшипников двигателя 2Д100: 1 - большой палец; 2 - малый палец
Снятие верхнего коленчатого вала. Первоначально снимают крышку со стороны регулятора, а затем все верхние крышки. Шатуны поочерёдно закрепляют при помощи тросов и снимают крышки шатунных подшипников. Поршни вместе с шатунами опускают в цилиндр. Для того чтобы поршни не опустились в камеру сгорания, где нагар может вызвать их заклинивание, поршни опускают на латунный или медный стержень, вставляемый в продувочное окно цилиндра. Далее отнимают маслоподводящие трубки к коренным подшипникам. Крышки коренных подшипников и верхние вкладыши снимают, после чего вывёртывают нижний вкладыш упорного подшипника. Освобождённый вал захватывают чалочным приспособлением за мотылёвые шейки колен вала второго и девятого цилиндров.
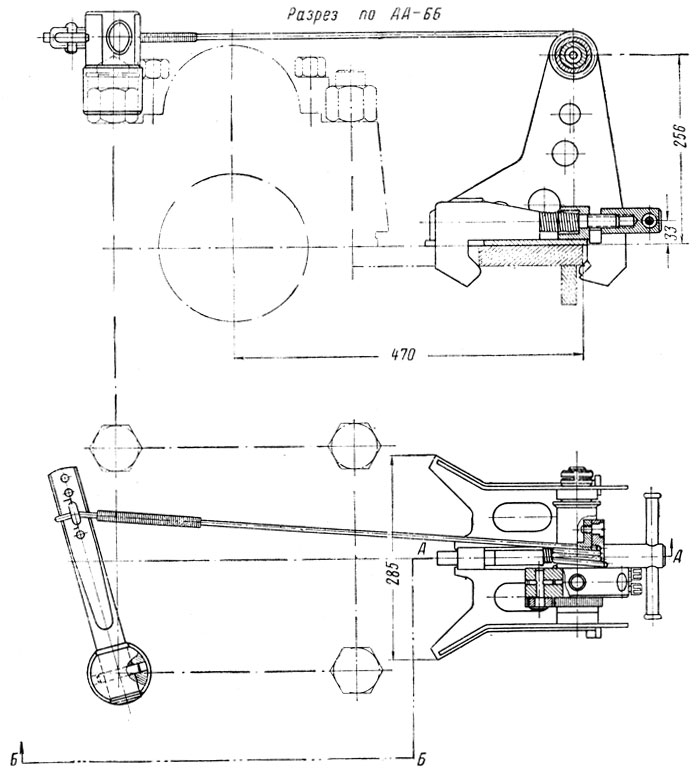
Фиг. 78. Приспособление для затяжки гаек болтов коренных подшипников верхнего коленчатого вала двигателя 2Д100
Сборка вала производится в обратном порядке. Вкладыш упорного подшипника заводят после укладки вала на остальные подшипники. Делают это для того, чтобы не повредить подшипник ввиду малого осевого разбега коленчатого вала, который составляет у новых двигателей 0,12-0,25 мм (предельный зазор 0,8 мм). На заводе для укладки нижнего коленчатого вала двигатель перевертывают в специальном стенде на 180°.
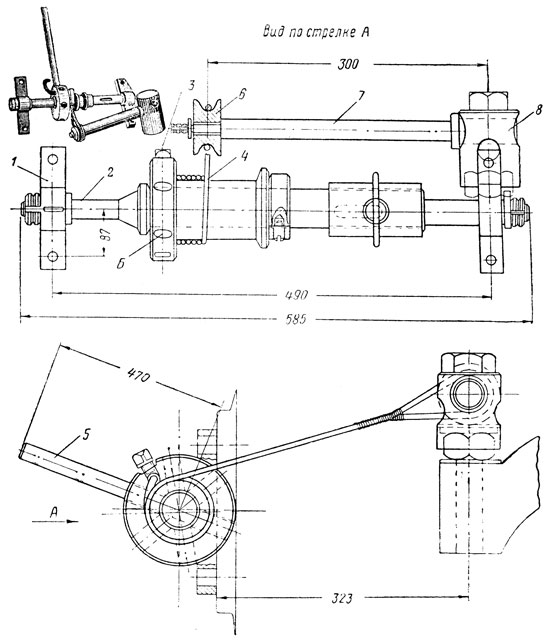
Разборка и сборка вертикальной передачи. Разборка вертикальной передачи осуществляется в следующем порядке. Сначала снимают пружинную муфту, у которой отвёртывают болты и установочные шпильки, соединяющие верхний и нижний фланцы ступицы муфты с верхней соединительной втулкой и нижним регулировочным фланцем. После этой операции муфту в сборе с пружинами вынимают через смотровой люк при помощи рыма, который ввёртывают в любое из двух отверстий крестовины муфты. Затем снимают верхний коленчатый вал (как описано выше) и верхний кожух вертикальной передачи в сборе с валом и шестернёй при помощи рыма, вставляемого в верхний торец вала. После этого вынимают болты, соединяющие регулировочный фланец и стопорное кольцо нижней части передачи. С помощью клиньев снимают регулировочный фланец с нижней соединительной втулки, а затем и нижнюю соединительную втулку. Далее вынимают зажимное кольцо и отвёртывают гайки четырёх шпилек крепления корпуса нижней части. Снимают масляный трубопровод и нижнюю часть вертикальной передачи в сборе с валом и шестернёй отнимают от места и вынимают наружу.
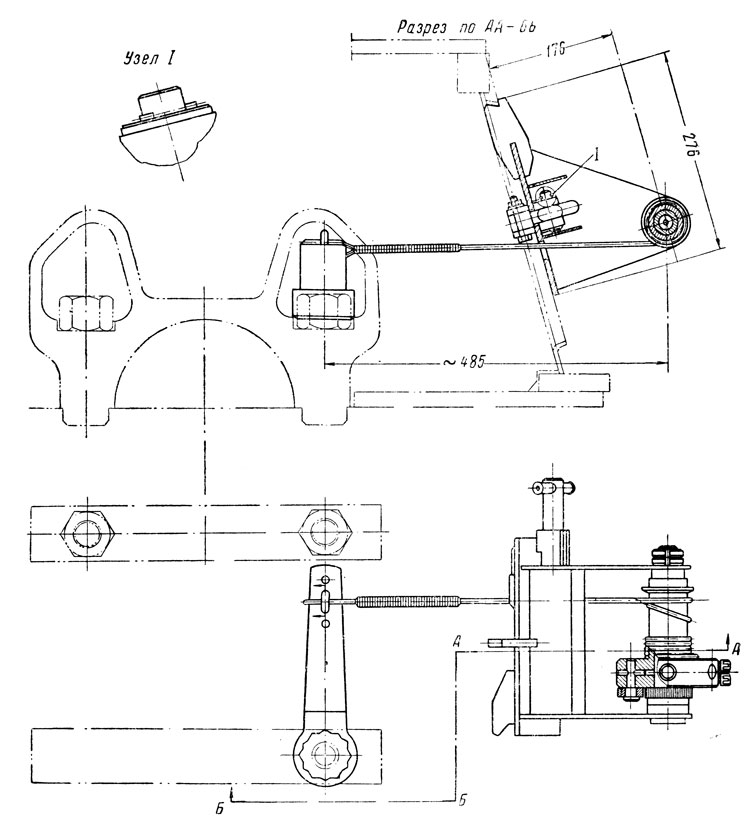
Рис. 79. Приспособление для затяжки гаек болтов коренных подшипников нижнего коленчатого вала двигателя 2Д100
Для разборки вертикальной передачи используют специальный инструмент и приспособления, представленные на фиг. 80. Отвертывание гайки, фиксирующей ступицу, производится ключом а, состоящим из головки 1, снабжённой закалёнными зубьями, направляющим выступом и ручкой 2. Ступицу снимают съёмником б, имеющим центрирующий упор 6, фланец 3, стяжные болты 4 и упорный винт 5. Гайку, фиксирующую шариковые подшипники, отвёртывают ключом в, снабжённым направляющим пальцем 7 и рукояткой 8. Шариковые подшипники спрессовывают съёмником г, состоящим из двух рычагов 9 с захватами 11, прикреплёнными к ним болтами 10. Упор 12 центрируется в отверстии; вертикального вала. Роликовый подшипник снимают при помощи полуколец 13, планки 14, упора 15 и шпилек 16.
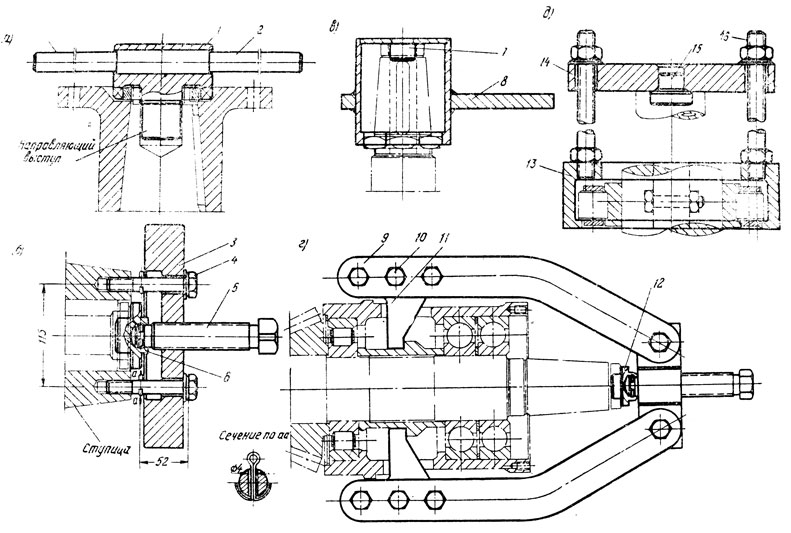
Фиг. 80. Приспособления и инструмент для разборки вертикальной передачи двигателя 2Д100: а - ключ для гайки ступицы; 1 - головка ключа; 2 - ручка; б - съёмник для ступицы; г - фланец; 4 - стяжной болт; 5 - упорный винт; 6 - центрирующий упор; в - ключ для гайки шариковых подшипников; 7 - направляющий палец; 8 - рукоятка; г - съёмник для шариковых подшипников; 9 - рычаг; 10 - болт; 11 - захват; 12 - упор; д - съёмник роликового подшипника; 13 - полукольцо; 14 - планка; 15 - упор; 16 - шпилька
Сборку вертикальной передачи делают в обратном порядке. Шестерни следует устанавливать в зацеплении с теми же зубьями, с какими они работали ранее. Необходимый зазор между зубьями обеих конических шестерён регулируют при помощи прокладок, устанавливаемых между фланцами вала и большими коническими шестернями. Регулировочный фланец и нижняя соединительная втулка притёрты друг к другу, поэтому их можно заменять только комплектно. Пружины эластичной (пружинной) муфты заменяют, не снимая муфту с её места; достаточно отнять болт и тарелки, чтобы заменить с обеих сторон.
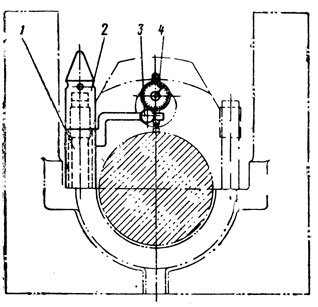
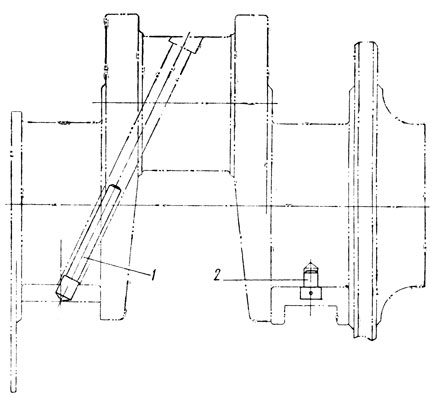
Проверка угла опережения коленчатых валов. Нижний коленчатый вал двигателя 2Д100 опережает верхний коленчатый вал на 12°, что проверяется при их укладке с помощью угольника (фиг. 81). Угольник опорой 1 прикрепляется струбциной к блоку цилиндра, а косынкой 2, приваренной перпендикулярно к опоре угольника, - к обработанной щеке кривошипа первого цилиндра. Если имеет место несовпадение указательной стрелки с меткой на буксовочном диске, верхний и нижний коленчатые валы разъединяются между собой. Вращением по часовой стрелке (если смотреть со стороны регулятора) верхний поршень первого цилиндра устанавливают в верхнюю мёртвую точку, руководствуясь угольником (см. фиг. 81). Поворачивая нижний коленчатый вал против часовой стрелки (если смотреть со стороны регулятора), устанавливают его в положение, чтобы указательная стрелка точно совпала с меткой диска муфты после верхней (внутренней) мёртвой точки нижнего поршня первого цилиндра. Затем производится сборка вертикальной передачи.
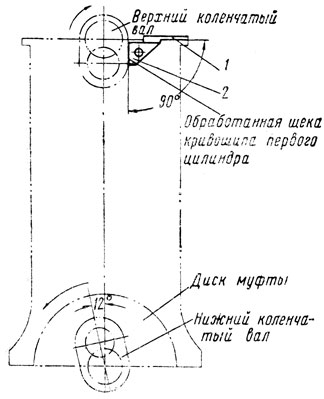
Фиг. 81. Схема проверки угла опережения нижнего коленчатого вала двигателя 2Д100: 1 - опора угольника; 2 - косынка угольника
У тепловоза ТЭ3 нижний вал двигателя соединяется с якорем генератора полужёсткой пластинчатой муфтой. Регулирование соосности валов делают при помощи установочных болтов 1, 2 и 3 (фиг. 82), ввёртываемых в кронштейны 4, укрепляемые при помощи крепёжных болтов 5 к раме двигателя.
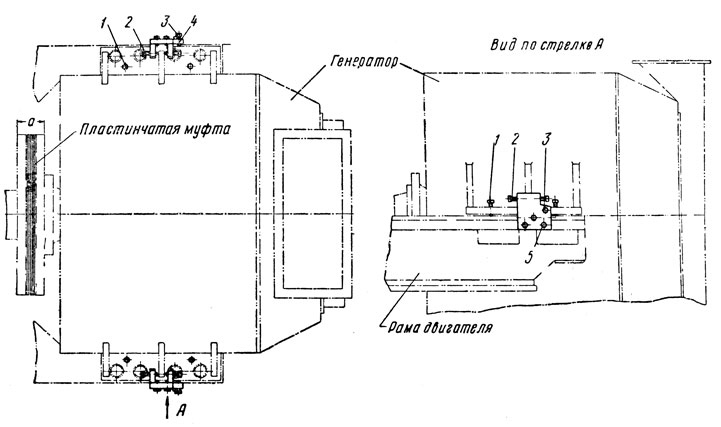
Фиг. 82. Проверка соосности генератора и двигателя тепловоза ТЭ3: 1,2 и 3 - установочные болты; 4 - кронштейн; 5 - крепёжные болты
Контроль качества установки производится измерением микрометром толщины а пластинчатой муфты и её радиального и торцового биения при помощи индикатора.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'