§ 6. Ремонт поршня и шатуна
При малом периодическом ремонте определяют состояние шатунных вкладышей; проверяют крепление и величину зазора в подшипниках. Выемку поршней делают по результатам проверки воздухом плотности поршневых колец.
При большом периодическом, подъёмочном и заводском ремонте поршни вынимают из цилиндров, очищают от нагара и измеряют. Изношенные выше нормы и потерявшие упругость поршневые кольца, изношенные в нижней и средней частях поршни, заглушки поршней, пальцы и втулки заменяют; разработанные ручьи поршней растачивают под ремонтный размер или наплавляют; шатунные болты проверяют дефектоскопом. Высоту камеры сжатия доводят до нормы.
При заводском ремонте поршни с кольцами заменяют новыми. Также под-лежат замене изношенные пальцы и втулки верхних головок шатунов.
Неисправности деталей шатунно-поршневой группы
У шатунно-поршневой группы имеют место следующие неисправности:
1) износ направляющей части поршня и ручьёв, износ колец и потеря ими упругости, увеличение зазора между пальцем и втулкой верхней головки шатуна, а также между пальцем и поршнем в бобышках, выпадение штифтов из заглушек.
На фиг. 83 представлена диаграмма износа средней и нижней частей поршня, а на фиг. 84 - износа поршневых колец двигателя Д50 в зависимости от пробега тепловоза. Как видно из фиг. 84, наилучший результат с точки зрения износоустойчивости показывают хромированные кольца;
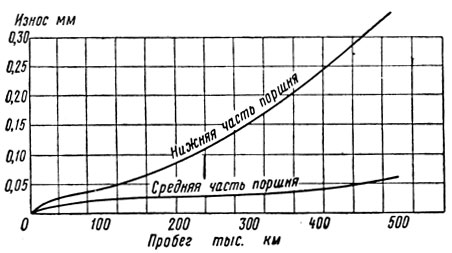
Фиг. 83. Износ направляющей части поршня в зависимости от пробега тепловоза
2) пригорание поршневых колец в ручьях, что сопровождается в некоторых случаях оплавлением верхней части алюминиевого поршня, а у газогенераторных тепловозов - изломом междуручьёвых перемычек;
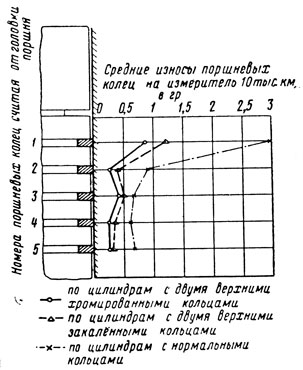
Фиг. 84. Средний износ компрессионных поршневых колец двигателя Д50
3) вытягивание шатунных болтов и ослабление их нарезки в гайках;
4) износ, выкрашивание и коррозия баббитовой заливки вкладышей;
5) деформация нижней головки шатуна, когда посадочное место вкладышей, принимает овальную форму;
6) износ полуды у поршней двигателей 2Д100;
7) трещины поршней двигателей 2Д100.
Проверка плотности поршневых колец при помощи сжатого воздуха
Испытание плотности поршневых колец делается при малом периодическом ремонте и во всех сомнительных случаях (пробой газов).
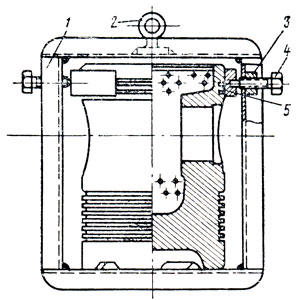
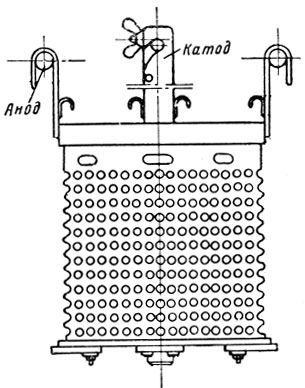
На фиг. 85 представлен прибор для проверки плотности поршневых колец. Проверка делается при температуре охлаждающей воды 35-40°, потому что при другой температуре (вследствие изменения зазоров) показатели будут другие.
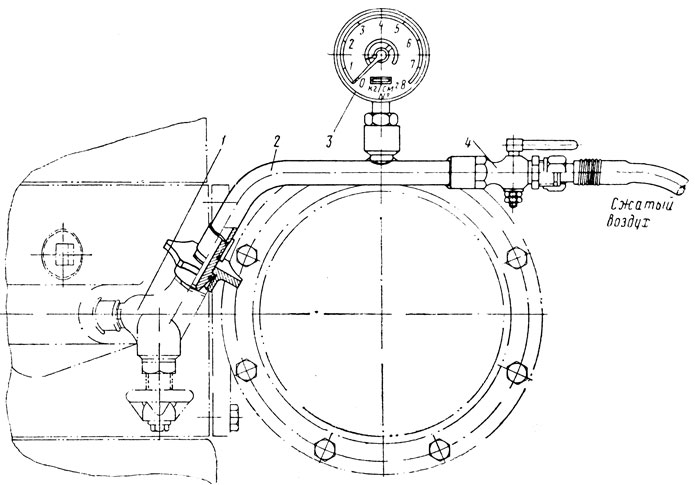
Фиг. 85. Прибор для проверки плотности поршневых колец двигателя Д50: 1 - индикаторный кран; 2 - трубопровод; 3 - манометр; 4 - кран
Испытуемый поршень устанавливают в верхнее мёртвое положение, соответствующее такту сжатия, и в цилиндр через индикаторный кран 1 по трубопроводу 2 подаётся воздух, давление которого по манометру 3 регулируется, краном 4. О плотности колец судят по времени падения давления воздуха. Поршень, который может быть допущен к дальнейшей работе без выемки должен иметь плотность, соответствующую от 5 ати до 0 в течение не менее 7 сек.
Выемка, разборка и измерения поршней
Поршень двигателя Д50. Выемка поршня с шатуном у двигателя Д50 производится в следующем порядке.
Поршень устанавливают в верхнее положение. У шатунных болтов вынимают шплинты, отвёртывают гайки. Для отвёртывания и завёртывания гаек удобно пользоваться ключом-звёздочкой, представленным на фиг. 86. Ключ имеет 12 граней, поэтому его можно переставлять на 30°. Для увеличения длины рычага используют трубу длиной 700 мм. Снимают нижнюю крышку шатуна с нижним вкладышем. К поршню привёртывают съёмную скобу и вместе с шатуном приподнимают его краном, после чего вынимают верхний вкладыш нижней головки шатуна. Далее поршень вместе с шатуном вынимают из цилиндра и устанавливают на стеллаж, как это представлено на фиг. 87.
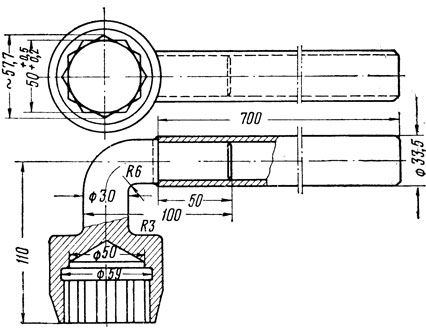
Фиг. 86. Ключ-звёздочка для отвёртывания гаек шатуна
Для предохранения от повреждений шатунную шейку закрывают защитным кожухом, а цилиндровую втулку - защитной крышкой; с этой же целью сетки в картере закрывают металлическими листами.
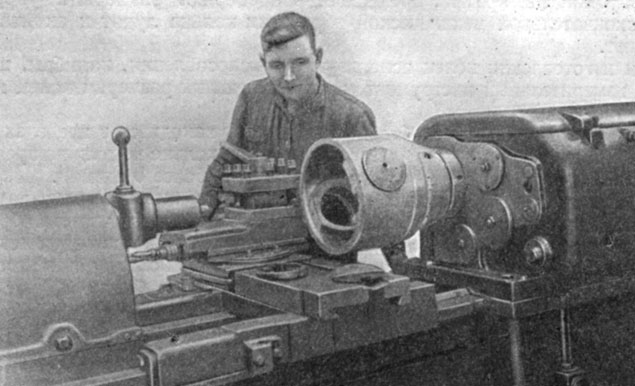
Фиг. 87. Выемка поршней и установка их на стеллаж
У поршней, установленных на стеллаже, снимают все кольца, для чего используют приспособление (клещи) (фиг. 88), представляющее собой ленту 1 концы которой укреплены на рукоятках 2, снабжённых выступами 3, упирающимися в концы снимаемого кольца 4.
Фиг. 88. Приспособление (клещи) для снятия и надевания поршневых колец: 1 - лента; 2 - рукоятки; 3 - выступы; 4 - кольцо
Далее при помощи приспособления (фиг. 89) снимают заглушки поршневого пальца. Приспособление состоит из скобы 1 с запрессованной втулкой 2, в которой вращается винт 3, снабжённый гайкой 4 и маховичком 5. Маховичок служит для ввёртывания винта в нарезанное отверстие заглушки 8. Гайка снабжена рукоятками 6, укреплёнными штифтами 7. После выпрессовки заглушек из поршня удаляют палец, для чего обычно пользуются приспособлением, представленным на фиг. 90. Тарелка 1 приспособления выжимает палец 2 при помощи винта 3, снабжённого рукояткой 5, и стакана 4.
Фиг. 89. Приспособление для выпрессовки заглушек поршня: 1 - скоба; 2 - втулка; 3 - винт; 4 - гайка; 5 - маховичок; 6 - рукоятка; 7 - штифт; 8 - заглушка
Поршни очищают. Для размягчения нагара на поршне применяется подогретый до 90-100° раствор следующего состава по весу (в %):
| Жидкое стекло | 1 |
| Кальцинированная сода | 1 |
| Мыло | 1 |
| Хромпик | 0,1 |
| Вода | остальное |
После выдержки в растворе в течение 60-90 мин поршни опускают для промывки в ванну с холодным раствором того же состава. У вынутых поршней оставшийся нагар удаляют жёсткими волосяными щётками и деревянными палочками. Если нагар полностью очистить не удаётся, то промывку поршня повторяют. Раствор заменяют после промывки 10-20 поршней.
Фиг. 90. Приспособление для выпрессовки пальца поршня: 1 - тарелка; 2 - палец; 3 - винт; 4 - стакан; 5 - рукоятка
После очистки и промывки поршни обдувают сжатым воздухом и промывают в дизельном топливе.
Поршни подвергают измерениям по наружной поверхности в трёх поясах, в двух взаимно перпендикулярных плоскостях - вдоль и поперёк оси пальца. Кроме этого, проверяют высоту ручьёв с использованием призматического калибра и щупа, а также измеряют диаметр отверстия в поршне под поршневой палец. По результатам измерения поршня и цилиндровой втулки определяют зазор между ними.
Поршни двигателя 2Д100. Поршни вынимают через люки картера. Для этого нижний поршень (фиг. 91) устанавливают во внутреннее крайнее положение и отвёртывают гайки шатунных болтов; крышку с шатунным вкладышем и болтами вынимают. Вместо шатунных болтов вставляют рымы 19 к которым укрепляют трос 2, натягиваемый червячным приводом 3. Шатун слегка приподнимают тросом и коленчатый вал поворачивают в положение 30° к горизонтали. Между щеками вала устанавливают полозья 4, у шатуна вынимают верхний вкладыш, шейку вала закрывают защитным кожухом, шатун опускают вниз, вследствие чего поршень садится на полозья, а затем, после ослабления троса, вынимают через люк картера вместе с шатуном.
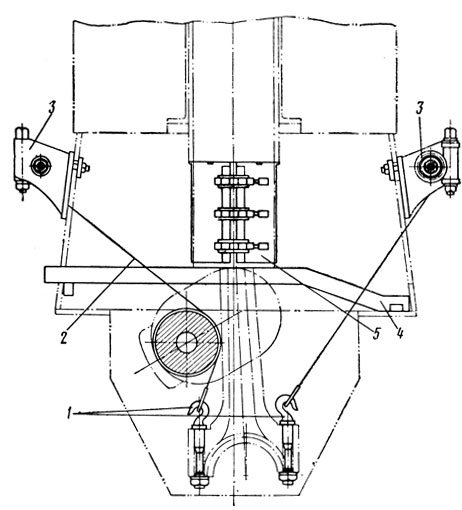
Фиг. 91. Схема выемки и постановки на место нижнего поршня двигателя 2Д100: 1 - рымы; 2 - трос: 3 - червячный привод; 4 - полозья; 5 - хомут
Постановку поршня на место делают в обратном порядке. При монтаже применяется специальный хомут 5, надеваемый на поршень для сжатия колец. Поршень устанавливают сливным масляным патрубком в сторону воздуходувки.
Чтобы снять верхний поршень, надо вынуть сначала нижний поршень, а также снять крышки продувочного ресивера и выпускного коллектора. После выемки нижнего поршня, чтобы не повредить колец верхнего поршня, скребком удаляют нагар со стенок цилиндра. Для сбора нагара в картере расстилают брезент или устанавливают поддон. Далее поршень устанавливают во внешнее мертвое положение (фиг. 92), шатун закрепляют тросом и снимают его крышку, а также шатунные болты и вкладыш; на втулку кладут кольцевую опору 2, снабжённую медными накладками. Поршень с шатуном опускают на кольцевую опору и верхний коленчатый вал боксуют до горизонтального положения колена разбираемого цилиндра. Затем поршень с шатуном поднимают кверху и через продувочное окно под его головку устанавливают опорный стержень 1, после чего вынимают второй вкладыш шатуна; у поршня отвёртывают четыре гайки, укрепляющие вставку. Вставку вынимают вместе с шатуном вверх и вбок, а к поршню укрепляют скобу 4, к которой в свою очередь прикрепляют трос 3. Нижнее колено вала устанавливают под углом 30° к горизонтальному положению, затем устанавливают полозья и вынимают опорный стержень 1 из-под поршня. Последний на тросе 3 опускают вниз на полозья и далее вынимают наружу.
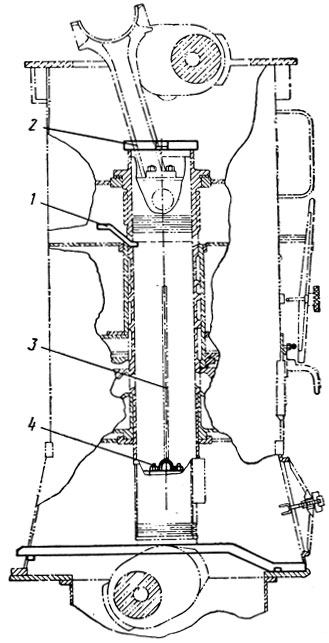
Фиг. 92. Схема выемки и постановки на место верхнего поршня двигателя 2Д100: 1 - опорный стержень; 2 - кольцевая опора; 3 - трос; 4 - скоба
Сборка верхнего поршня производится в обратном порядке. Маслосъёмные кольца устанавливают на место в приподнятом положении поршня над цилиндровой втулкой. Для заводки поршня с кольцами во втулку цилиндра используют хомут, показанный на фиг. 93. Хомут состоит из кожуха 2, сделанного из тонколистовой стали, к которому приварены крючки 1 и вилки 3. Вилки шарнирно связаны с гнёздами 4, в которые упираются концы специальных винтов 5, проходящих сквозь сухари 6 петель 7, накидываемых на крючки. Затяжкой или ослаблением винтов изменяется зазор между поршнем и кожухом. Для предохранения винтов от выпадения предусмотрен штифт 8. При сборке верхнего поршня (фиг. 94) сливной масляный патрубок 7 должен быть обращён в сторону, противоположную воздуходувке.
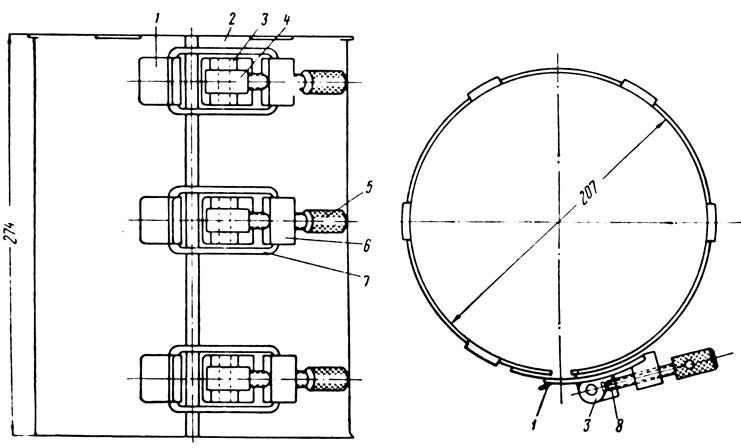
Фиг. 93. Хомут для заводки поршня с кольцами во втулку цилиндра двигателя 2Д100: 1 - крючок; 2 - кожух; 3 - вилка; 4 - гнездо; 5 - винт; 6 - сухарь; 7 - петля; 8 - штифт
У двигателей 2Д100 зазор у шатунного подшипника проверяют в положении поршня во внешней мертвой точке, установив ножку неподвижно укреплённого на скобе 1 индикатора 2 к плоскости разъёма вкладышей и качая ломиком 3 головку шатуна с противоположной стороны, как это представлено на фиг. 95.
Фиг. 94. Верхний поршень двигателя 2Д100: 1 - компрессионные кольца; 2 - поршень; 5 - вставка; 4 - гайка; 5 - ограничительное кольцо; 6 - втулка шатуна; 7 - сливной патрубок для масла; 8 - маслосъёмные кольца; 9 - палец; 10 - ползушка; 11 - пружина; 12 - прокладки
Наплавка алюминиевых поршней
Сварка и наплавка алюминия и его сплавов затруднена вследствие его способности покрываться тугоплавкой плёнкой окиси и малого интервала температур, при котором алюминий находится в пластическом состоянии. Окись алюминия имеет температуру плавления около 2100°, а алюминий 660°, причём окись алюминия имеет больший удельный вес, чем расплавленный алюминий.
Фиг. 95. Проверка зазора 'на масло' у шатунного подшипника двигателя 2Д100: 1 - скоба; 2 - индикатор; 3 - ломик
Поршень двигателя Д50 отлит из алюминиевого сплава ПС12, имеющего химический состав (в %): кремний - 10-14; магний - 0,6-1,0; медь - 0,8-1,2; никель - 2-3; железо - не более 0,7; остальное - алюминий; сумма примесей - не более 1,5%, включая и железо.
Поршни, изношенные по ручьям компрессионных колец свыше 6,6 мм, а также имеющие излом перемычек между ручьями, подплавления и задир головок, а также трещины длиной до 25 мм в местах перехода выступов к днищу поршня и несквозные трещины в днище, исправляют наплавкой и заваркой. Поршни, подлежащие ремонту, предварительно подвергают очистке в течение одного часа в содовом горячем растворе. Не удалённые вываркой частицы нагара снимают металлической щёткой, после чего поршни промывают горячей водой и просушивают.
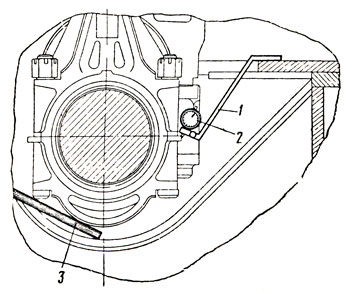
При необходимости наплавки двух верхних ручьёв производится разделка на станке согласно фиг. 96,а, а при наплавке всех ручьёв - согласно фиг. 96,б. Отверстия для спуска масла замазывают на всю глубину огнеупорной глиной или заделывают шнуровым асбестом. Перед наплавкой поршень подогревают до 300-350° в печи с электрическим обогревом. В условиях депо разрешается подогрев при помощи нефтяной форсунки, факел которой направляется на днище поршня.
Фиг. 96. Разделка поршня двигателя Д50 под наплавку ручьёв: а - двух верхних; б - всех ручьёв
В качестве присадочного материала применяют круглые прутки диаметром 10-12 мм, длиной 300-350 мм, отлитые в кокиль из поршней, не подлежащих ремонту. Разрешается использовать тянутую алюминиево-кремниевую проволоку марок АК-4 и АК-5. Наплавка поршней производится ванным способом в полувертикальном положении с вращением поршня на себя. Присадочный пруток перемещается серпообразно вдоль расплавленной- ванны, длина которой зависит от количества наплавляемых ручьёв, а ширина составляет 35-40 мм.
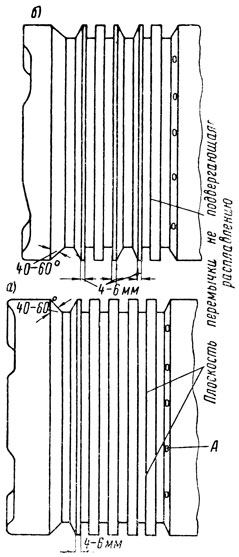
Наплавку делают без флюса газовой горелкой с наконечником № 6 или № 7 нейтральным пламенем так, чтобы ядро пламени было расположено на расстоянии 7-8 мм от наплавляемой поверхности. Применение окислительного или науглероживающего пламени запрещается. Удаление окислов алюминия и шлака производится самим прутком. Пламя горелки должно быть направлено на поверхность расплавленной ванны, как это показано на фиг. 97.
Фиг. 97. Схема наплавки поршня двигателя Д50
При ремонте верхней части головки наплавка производится с направлением от торца головки в сторону ручьёв, что предупреждает расплавление фасонных приливов. Наплавку делают за один проход. Превышение наплавленного слоя над поверхностью поршня должно быть не более 5 мм. В случае износа разрешается наплавка отверстий под поршневой палец. Отремонтированные наплавкой поршни оставляют в печи для охлаждения. Последующую термическую обработку не делают. В местах наплавки не допускаются непровары, черновины, поры, шлаковые включения и другие дефекты.
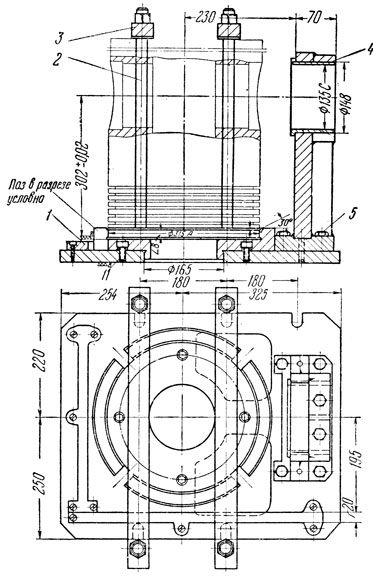
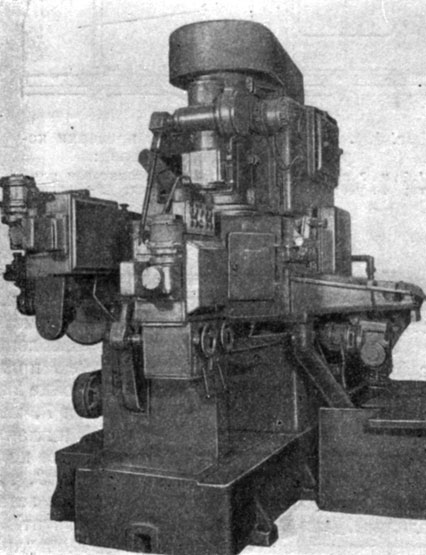
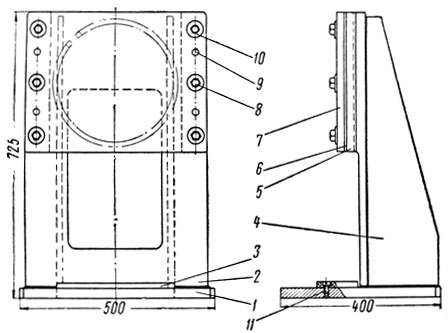
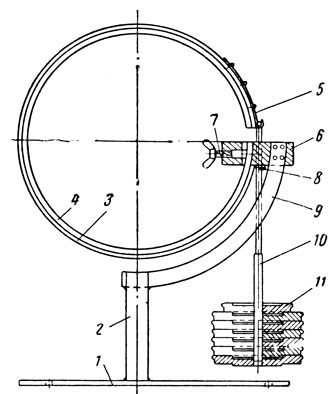
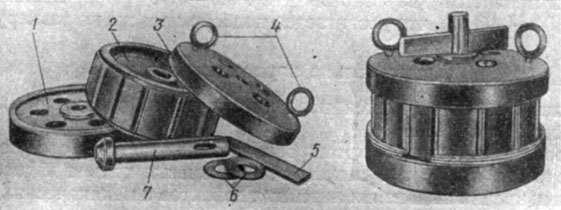
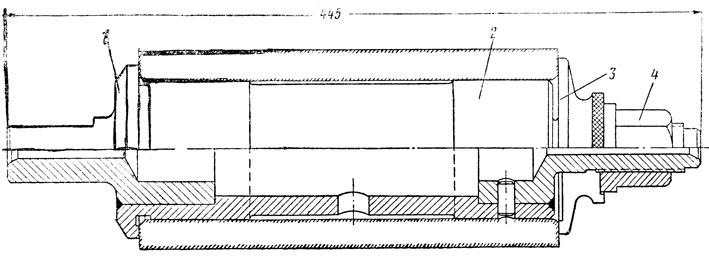
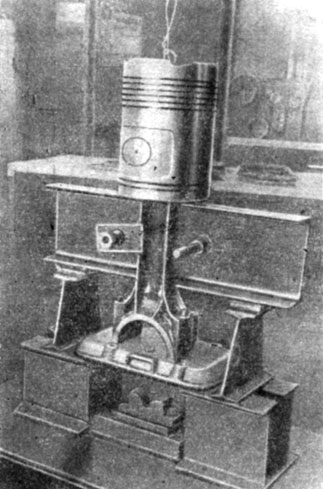
На фиг. 98 представлена электропечь с размещённым в ней поршнем двигателя Д50. Печь представляет собой нагревательную камеру прямоугольной формы, снаружи облицованную стальным каркасом 1, а внутри выложенную огнеупорным кирпичом и слоем асбестового картона 3. Электрические нагреватели (спирали) 4 уложены на полочках из огнеупорного кирпича. Верхняя часть печи закрывается люками со съёмной крышкой 5, открываемой при наплавке.
Поршень опирается на опоры. Левой опорой служит бабка с центром в которую упирается распорное приспособление, размещённое внутри поршня. Распорное приспособление состоит из стержня, двух упоров 9 и клина 8. Для фиксирования приспособления служит диск 7, который прижимается к поршню клином 6. Распорное приспособление, помимо укрепления поршня, служит для ограничения его температурных деформаций. Правая опора состоит из вала 11 и упорной тарелки 10. Поворачивание поршня при наплавке производится педальным механизмом 13 с трещотками 12. Установка поршня в печь осуществляется клещами.
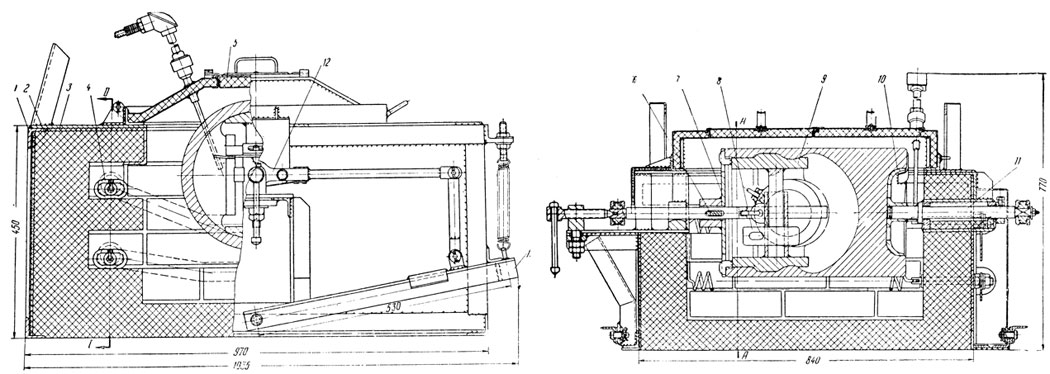
Фиг. 98. Электропечь для наплавки алюминиевых поршней: 1 - каркас; 2 - огнеупорный кирпич; 3 - асбестовый картон; 4 - спираль; 5 - крышка; 6 - клин; 7 - диск; 8 - клин; 9 - упор; 10 - упорная тарелка; 11 - вал; 12 - трещотка; 13 - педальный механизм
Если при наплавке произошла деформация поршня, восстановление размеров делается в приспособлении - струбцине (фиг. 99). Струбцина 1 сварена из стали корытного профиля № 10 или № 12, бобышек 3, в которые ввёртывают болты 4, нажимающие на камни 5. Для подъёма приспособления служит рым 2. Правка поршня производится в нагретом до 515-535° состоянии.
Фиг. 99. Струбцина для правки поршня: 1 - струбцина; 2 - рым; 3 - бобышка; 4 - болт; 5 - камень газа
Наплавленный - поршень подвергается предварительной механической обработке для определения качества наплавленного слоя. На обработанной поверхности допускается точечная пористость и ограниченное количество раковин диаметром до 3 мм и глубиной не свыше 2 мм. Для определения пригодности поршня к дальнейшей обработке используют поршни-эталоны.
В последнее время за границей (США) при большом количестве ремонтируемых поршней получил распространение способ автоматической электро-дуговой наплавки с применением инертного газа. Поршень при наплавке автоматически поворачивается от шпинделя токарного станка. Ход электродо-держателя управляется механизмом хода каретки. Каретка передвигается вдоль наплавляемого участка. Поршень перед наплавкой подогревают до температуры 50-175°. Наплавку делают вольфрамовым электродом постоянным током 330-375 а. В качестве присадочного материала используют прутки диаметром 3,2 мм из алюминиевого сплава, а в качестве защитного газа - гелий. Во время наплавки не делают никакого охлаждения или дополнительного подогрева. Для снятия температурных напряжений наплавленный поршень медленно остывает в шкафу, обогреваемом паром.
На фиг. 100 представлен общий вид автоматической наплавки поршня с применением инертного газа и непрерывной подачей присадочного материала.
Фиг. 100. Автоматическая наплавка поршня с применением инертного
Проверка поршня и его ручьёв на станках
Алюминиевый поршень, подвергшийся наплавке, а также нуждающийся в проверке ручьёв вследствие применения следующих по высоте градаций колец, обрабатывают на станках. Для обработки наружной поверхности и ручьёв используют станки с применением многорезцовых головок. Проверку ручьёв в условиях депо делают одним резцом.
Для двигателей Д50 установлены градации высоты ручьёв согласно табл. 13.
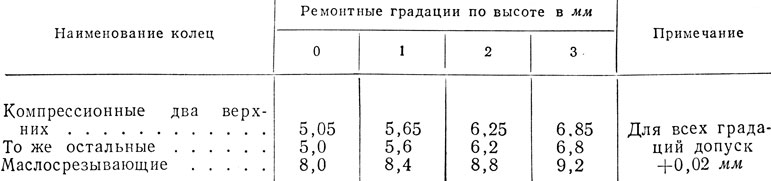
Таблица 13
Для обработки наплавленного поршня используют различные приспособления. Одно из приспособлений, предназначенное для обработки отверстий под поршневой палец, представлено на фиг. 101. Приспособление устанавливают на расточный, фрезерный станок или суппорт токарного станка; оно состоит из плиты 1У к которой на болтах 5 прикрепляется стойка 4. Поршень укрепляется к плите болтами 2 и планками 3. Расточная штанга проходит сквозь подшипник стойки.
Фиг. 101. Приспособление для расточки отверстий под палец поршня: 1 - плита; 2 - болт; 3 - планка; 4 - стойка; 5 - болт
В заграничной практике принято отверстия под поршневой палец в поршнях из лёгких сплавов, а также подшипники из лёгких сплавов окончательно растачивать алмазным инструментом. В наших условиях это целесообразно применить для поршней двигателей Д50, дизель-поездов и вкладышей двигателей 2Д100.
Поверхность поршневых заглушек, обращённая к цилиндровой втулке, обрабатывается в специальном патроне (фиг. 102).
Фиг. 102. Обработка поршневых заглушек на станке
Окончательно обработанный поршень двигателя Д50 должен удовлетворять следующим техническим условиям. Овальность и конусность поверхности отверстий под поршневой палец допускается не более 0,02 мм корсетность и бочкообразность не допускаются. При выпуске из текущего ремонта овальность и конусность допускаются до 0,05 мм. Смещение осей отверстия под поршневой палец и наружной поверхности поршня допускается не более 0,3 мм. Биение поверхностей ручьёв относительно наружной поверхности поршня допускается не более 0,3 мм. Заглушки следует устанавливать с натягом 0,02-0,11 мм.
Поршни двигателей 2Д100 делают из чугуна. В случае износа ручьёв их проверяют на станке до следующего градационного размера. Износившуюся или расплавившуюся полуду на боковой поверхности поршня вновь восстанавливают до толщины 0,04 мм.
Технология изготовления поршневых колец
Компрессионные и маслосрезывающие кольца изготовляются из специального чугуна следующего химического состава (в %): углерод - 2,8-3,2; углерод связанный - 0,6-0,9; кремний - 1,3-1,7; марганец - 1,0-1,5; фосфор - 0,3-0,5; хром ≤ 0,3; никель ≤ 0,6; сера ≤ 0,1; титан - до 0,12; железо - остальное.
Заготовкой для колец служат барабаны, так называемые маслоты.
В отливке (барабанах) не допускаются структурно-свободный цементит и феррит, а также скопление тройной фосфидной эвтектики.
Маслоты подвергаются механической обработке по следующей технологической схеме. Предварительно обрабатывают наружную и внутреннюю поверхности, после чего производят отрезку колец и шлифовку торцов их на плоскошлифовальном станке с магнитным столом (фиг. 103). Затем кольца размагничивают и фрезеруют замки. После этого кольца подвергают термической обработке и шлифуют торцы с трёх постановов; вновь размагничивают и Фиг. обтачивают по наружной поверхности в специальном приспособлении для создания необходимого профиля. Затем производят калибрование замка и кольца, вновь шлифуют с трех постановов, после чего зачищают заусеницы и кромки, промывают и проверяют размеры и упругость. После окончательной механической обработки кольца лудят и окончательна проверяют.
Фиг. 103. Плоскошлифовальный станок с магнитным столом
При изготовлении колец используют приспособления, калибры, щупы и другой измерительный инструмент, соответствующий размерам колец по диаметру и профилю.
Твёрдость окончательно обработанных колец находится в пределах HRB=97÷104. Разность показаний твёрдости в одном кольце не должна превышать 4 единиц, а для колец одного типа двигателя - более 8 единиц.
Окончательно обработанные кольца не должны иметь трещин, заусениц, рисок, забоин и других дефектов. Согласно ГОСТ 7133-54 чистота обработки торцовых поверхностей должна быть не ниже ∇ ∇ ∇ 8, а цилиндрической поверхности ∇ ∇ 6. Радиальный зазор (просвет) между кольцом и контрольным калибром на дуге 45° не более чем в двух местах и не ближе 30° от замка не должен превышать 0,05 мм.
Коробление торцовых поверхностей, проверяемое между контрольными плитами, не должно превышать 0,10 мм. Кольца должны иметь упругость в соответствии с градационным размером, которую проверяют прибором.
Приспособление для контроля коробления поршневых колец представлено на фиг. 104. К горизонтальной плите 1 приваривается стойка 2, укреплённая для жёсткости двумя рёбрами 4. К стойке 2 при помощи болтов 5, снабжённых шайбами 10, укрепляются плиты 5 и 7, между которыми расположены две калиброванные планки 6. Плиты 5, 7 и планки 6, помимо болтов, фиксируются контрольными штифтами 9. Проверяемое кольцо пропускается между плитами 5 и 7 и падает на текстолитовую плиту 3, укреплённую винтами 11. В зависимости от высоты проверяемого кольца вставляют планку 6 соответствующей толщины. Для компрессионных колец чертёжного размера двигателей Д50 толщина планки 6 составляет 4,9±002 мм и для маслосрезывающих 7,95±0,02.
Фиг. 104. Приспособление для проверки коробления поршневых колец: 1,5 и 7 плиты; 2 - стойка; 3 - текстолитовая плита; 4 - ребро; 6 - планка; 8 - болт; 9 - штифт; 10 - шайба; 11 - винт
Проверку кольца на просвет и зазор в замке делают контрольным калибром. Величина просвета должна соответствовать нормам, предусмотренным правилами ремонта, а для новых колец - техническим условиям на их изготовление.
Упругость колец проверяют в приспособлениях различного типа. На фиг. 105 представлено одно из таких приспособлений. Приспособление состоит?
Фиг. 105. Приспособление для проверки упругости поршневых колец: 1 - плита; 2 - стойка; 3 - стальная лента; 4 - поршневое кольцо; 5 - державка ленты для подвешивания груза; 6 - гнездо для установки кольца; 7 - болт с барашком; 8 - крепление ленты; 9 - сегментная стойка; 10 - стержень; 11 - груз
из плиты 1, стойки 2 и сегментной стойки 9, в которой в гнезде 6 зажимается болтом 7 с барашком поршневое кольцо 4. На кольцо надевают стальную ленту 3, закрепляемую одним концом в гнезде 6. На другом конце ленты укрепляют державку 5 и стержень 10 с грузом 11. Вес груза при доведении зазора в замке до нормы определяет упругость кольца соответствующей градации. Для двигателей Д50 установлены градации колец, приведённые в табл. 14.
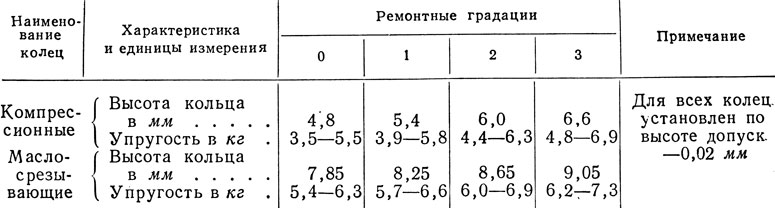
Таблица 14
Для термообработки (термофиксации) поршневых колец применяется специальное приспособление (звёздочка), спроектированное ЦНИИ. Это приспособление обеспечивает распределение давлений на стенки цилиндра по эпюре грушевидной формы, предусмотренной ГОСТ 5077 - 49, т. е. заранее создается повышенное давление у замка колец. Такое распределение давления изменяет кривизну кольца и держит концы его постоянно прижатыми к стенкам цилиндра, чего нет у колец, прошедших термофиксацию на обычном приспособлении. У рассматриваемого приспособления распределение давлений по эпюре грушевидной формы создаётся за счёт различной высоты выступов.
Приспособление (фиг. 106) состоит из следующих деталей: звездочки 2, опорного диска 1, нажимного диска 3, стяжного стержня 7, клина 5, шайб 6 и рымов 4.
Фиг. 106. Приспособление для термофиксации поршневых колец: 1 - опорный диск; 2 - звёздочка; 3 - нажимной диск; 4 - рым; 5 - клин; 5 - шайбы; 7 - стяжной стержень
Кольца, подлежащие термофиксации, надевают на "звездочку" в определённом относительно выступов положении и зажимают клином между опорным и нажимным дисками. Шайбы служат для заполнения зазора между нажимным диском и клином. Процесс термофиксации дпится 6-7 ч при температуре 600-620°.
Отличительной особенностью компрессионных колец двигателей 2Д100 является наличие пояска высотой 1,8 мм на уплотняющей поверхности (фиг. 107). Поясок изготовляется из бронзы ОФ6,5-0,15 и развальцовывается с натягом 0,01-0,03 мм, что достигается подбором пояска по размеру канавки.
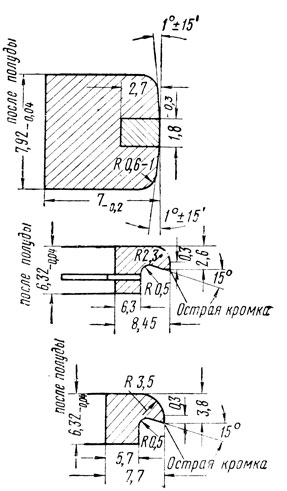
Фиг. 107. Типы компрессионных колец двигателя 2Д100
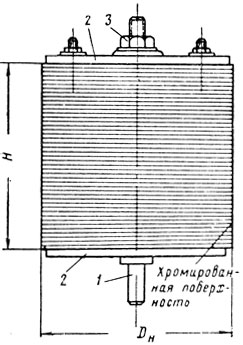
Хромирование поршневых колец
Покрытие хромом трущейся поверхности колец позволяет значительно увеличить срок их службы.
Технологический процесс хромирования заключается в следующем. Промытые в керосине и обтёртые салфетками поршневые кольца подвергают контролю с точки зрения выявления литейных дефектов и механических повреждений, а также проверки чистоты поверхности и размеров.
Проверенные кольца собирают в оправке (фиг. 108), которая состоит из стержня 1 с гайкой 3, зажимающей кольца между дисками 2. Замки колец заливают свинцом для получения замкнутой электрической цепи собранных в приспособлении колец. Свинец в зазоре замков выравнивают и лишний удаляют. Кольца, собранные в оправке, шлифуют и полируют, для чего стержень зажимают в центрах станка. Шлифовка производится накатным кругом с зернистостью 200-240, а полирование - войлочным кругом с пастой из окиси хрома. Скорость резания составляет 25-30 м/сек; круговая подача оправки с кольцами - 15-20 м/мин и продольная подача круга - 0,6-1,5 мм/об. Чистота поверхности полировкой доводится до 8-9-го классов чистоты.
Фиг. 108. Оправка для хромируемых колец: 1 - стержень; 2 - диски; 3 - гайка
После внешнего осмотра кольца для удаления жировых загрязнений дважды промывают бензином с использованием волосяных щёток, затем обрабатывают венской известью, промывают холодной водой и вторично обрабатывают венской известью. Венскую известь удаляют промывкой тёплой, а потом холодной водой.
После промывки производят монтаж анода и вместе с кольцами (фиг. 109) погружают в ванну с хромовым электролитом, где нагревают в течение 10 мин до температуры ванны.
Фиг. 109. Оправка с кольцами, смон тированная с анодом
Следующей операцией является декапирование, т. е. снятие окислов и остатков жировых загрязнений с хромируемой поверхности. Декапирование делают при плотности тока 20 а/дм2, температуре электролита 54-55° в течение 10-15 сек. После этого производится собственно хромирование: в первые 1-2 мин при плотности тока 70-100 а/дм2, а затем в течение 7 ч 50-60 а/дм2; температура электролита поддерживается 54-56°. Для проверки режима ванны используют амперметр, вольтметр и термометр.
Электролит составляют из 200-220 г/л хромового ангидрида (CrO3) и 2,0-2,2 г/л серной кислоты (H2SO4). После наложения слоя хрома с целью получения его пористости в той же ванне делают анодное травление по следующему режиму: плотность тока 60-80 а/дм2 продолжительностью 1-2 мин и далее плотность тока 40-45 а/дм2 в течение 8-10 мин.
После анодного травления кольца вынимают из ванны вместе с приспособлением и в течение 5 мин промывают горячей (70-80°), а затем в течение 3 мин холодной водой, после чего приспособление вынимают из промывочной ванны и кольца на оправке промывают вновь горячей водой и осматривают для определения качества покрытия. Кольца, признанные годными к дальнейшим операциям, полируют войлочными накатными кругами по тому же режиму, как и перед хромированием.
Затем оправку разбирают, кольца вынимают, вновь промывают горячей водой и протирают сухими салфетками, после чего делают термообработку при температуре 150-180° в течение 60 мин в сушильном шкафу. Контроль готовых колец производится при помощи лупы и эталонных образцов. Для определения толщины покрытия используют магнитный прибор, а для испытания на отслаивание - специальный прибор.
Перед постановкой на поршень с целью насыщения маслом хромового покрытия кольца выдерживают в течение 60 мин в масляной ванне при температуре 150-180°.
Ремонт пальца
Изношенные поршневые пальцы, имеющие овальность более 0,05 мм, шлифуют и хромируют. Поверхность хромированного пальца шлифуют и полируют, следы шлифовки не допускаются. Технологический процесс хромирования аналогичен процессу хромирования колец.
На фиг. 110 представлена оправка для шлифования пальца двигателя Д50. Она состоит из стакана 2, по концам которого приварены центры 1. Палец укрепляют шайбой 3 и гайкой 4.
Фиг. 110. Оправка для шлифования пальца двигателя Д50: 1 - центр; 2 - стакан; 3 - шайба; 4 - гайка
Окончательно обработанные пальцы проверяют магнитным дефектоскопом.
Ремонт шатуна и пригонка подшипников
Разобранные детали шатуна (шатунные болты и крышки) прощелачивают в ванне, промывают в чистой воде и продувают сжатым воздухом, после чего места, подверженные образованию трещин, осматривают, а крышки дополнительно обмеливают; забоины и заусеницы зачищают личным напильником. Для очистки шатуна и его деталей употребляют следующий состав компонентов на 1 л воды: кальцинированной соды - 33 г, едкого натра - 25 г, жидкого стекла - 1,5 г, мыла - 8,5 г.
Собирают нижнюю головку шатуна без вкладышей и проверяют щупом прилегание крышки к шатуну. Щуп толщиной 0,03 мм проходить не должен. Измеряют индикаторным нутромером диаметр отверстия нижней головки. При неплотном прилегании крышки и овальности отверстия поверхность крышки шабрят; торцевать шатун запрещается. Шатун, имеющий овальность отверстия нижней головки более 0,3 мм и увеличение отверстия более 0,15 мм против чертёжного размера, заменяют.
Исправленное отверстие нижней головки шатуна должно иметь цилиндрическую форму (чертёжный размер для двигателя Д50 - 225+0,045 мм и для двигателя 2Д100 - 191+0,027 мм). Овальность, конусность, корсетность и бочкообразность поверхности допускаются не более 0,02 мм. Прилегание вкладышей проверяется по краске.
При заводском ремонте новые вкладыши подбирают по диаметру, соответствующему градационному размеру шейки, и проверяют натяг в приспособлении, аналогичном показанному на фиг. 54.
При текущем ремонте вынутые вкладыши осматривают. Разрешается оставлять для дальнейшей работы вкладыши, имеющие выкрашенные места не более 3 см2 около холодильников. Изношенные вкладыши, имеющие трещины или выкрашивание более 20% и коррозию поверхности более 30%, заменяют.
При постановке новых вкладышей или напайки "усов" устанавливают наименьший зазор в "усах", равный 0,05 мм.
Если между пальцем и втулкой шатуна имеется зазор, превышающий норму (0,20 мм), втулку выпрессовывают из головки, а вместо неё устанавливают новую с натягом 0,04-0,11 мм у двигателя Д50 и 0,01-0,06 мм у двигателя 2Д100.
Для выпрессовки и запрессовки втулки верхней головки шатуна двигателя Д50 применяют приспособление, изображённое на фиг. 111. Втулка выпрессовывается при помощи упора 2, в который ввёртывается винт 1, снабжённый рукояткой 6. Винт 1 через шайбу 7 опирается на стакан 4 сварной конструкции, снабжённый кольцом 3 и крышкой 5.
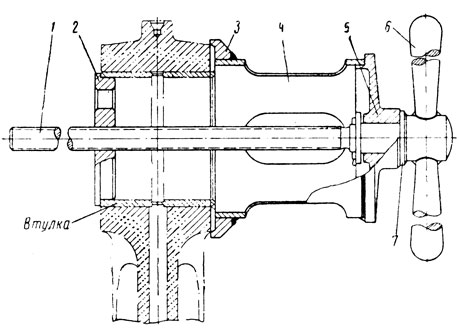
Фиг. 111. Приспособление для выпрессовки и запрессовки втулки верхней головки шатуна двигателя Д50: 1 - винт; 2 - упор; 3 - кольцо; 4 - стакан; 5 - крышка; 6 - рукоятка; 7 - шайба
Втулки двигателя Д50 изготовляют из бронзы ОЦСН-3-7-5-1, а у двигателя 2Д100 - из бронзы ОС-8-12.
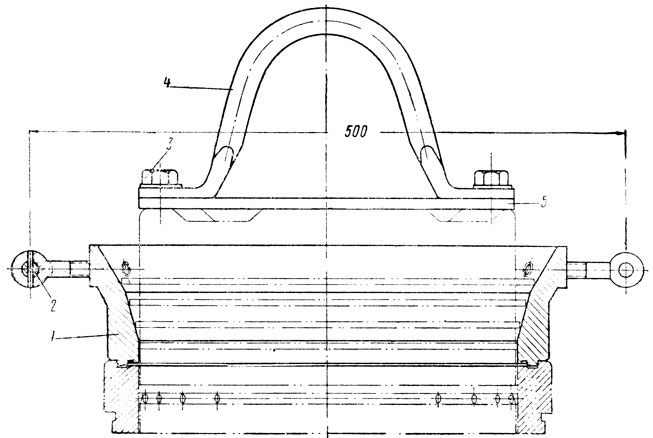
В случаях заклинивания или задира поршня, а также при разрушении вкладыша шатунного подшипника и смены втулки верхней головки при текущем ремонте производится проверка на скручивание тела шатуна и параллельность осей отверстий верхней и нижней головок. При заводском ремонте проверка производится вне зависимости от состояния шатунов. Проверка осуществляется на контрольной плите по схеме, показанной на фиг. 112.
Фиг. 112. Схема проверки шатуна на параллельность отверстий верхней и нижней головок и на скручивание стебля: 1 и 7 - призмы; 2 и 4 - оправки; 3 - тело шатуна; 5 - индикатор; 6 - стойка
Для проверки параллельности в отверстия головок вставляют оправки 2 и 4 длиной 500 мм, шатун 3 устанавливают в вертикальное положение на две призмы 1. Передвигая стойку 6 по контрольной плите, определяют непараллельность осей индикатором 5, ножку которого ставят на верхнюю часть оправки с удалением от торца на 15 мм. Отклонение индикатора, соответствующее разности А-Б, допускается не более 0,12 мм.
Для проверки на скручивание шатун устанавливают в горизонтальное положение на три призмы. Разность расстояний С и Д допускается до 0,1 мм. Если отклонение индикатора в первом и втором случаях будет более нормы, разрешается править шатуны с последующей проверкой дефектоскопом, а также повторной проверкой на скручивание и параллельность методом, описанным выше. Проверку производят два раза.
У двигателей 2Д100 при осмотре шатуна проверяют состояние поверхности, соприкасающейся с уплотнительной ползушкой 10 поршня (см. фиг. 94). Поверхность должна быть чистой и не иметь задиров. От состояния этой поверхности и пружины зависит подача смазки к головке шатуна и на охлаждение поршня.
Проверка шатунных болтов, условия их браковки. Шатунные болты (заготовка) двигателей Д50 и 2Д100 изготовляются штамповкой из стали 18ХНВА, а гайка шатунного болта из стали марки Ст. 40.
Шатунные болты, снятые с двигателя, проверяют магнитным дефектоскопом. Трещины в любой части болта, а также заварка их не допускаются. Гайки должны плотно и без заеданий перемещаться по нарезке болтов. На заводах нарезку гаек и болтов проверяют резьбовыми калибрами. При наличии сорванных ниток резьбы гайки и болты бракуют.
При заводском ремонте шатунные болты проверяют на прилегание головок к телу шатуна по краске, а у гаек делают новую разметку рисок. Прилегание по краске головок болтов и гаек, навёрнутых на болты по опорным поверхностям, должно быть полным. Допускается не более двух разрывов отпечатка по окружности длиной не более 3 мм каждый.
Сборка поршня с шатуном и проверка положения их в цилиндре
Перед сборкой все детали поршня и шатуна должны быть чистыми и иметь состояние, соответствующее техническим условиям постановки их на двигатель. Детали при текущем ремонте подбирают по клеймам комплектности и номерам цилиндров.
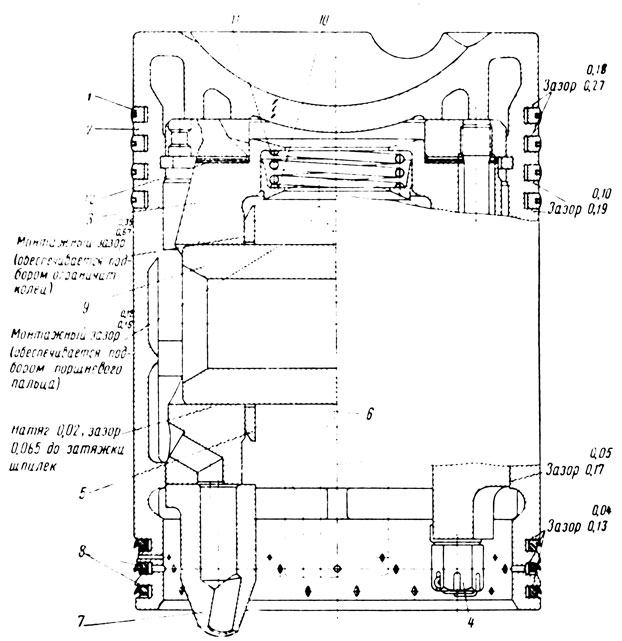
Шатун устанавливают на стенд и в него вставляют поршневой палец. Проверяют, нет ли заеданий при вращении и продольном перемещении пальца по втулке. Зазор между пальцем и втулкой должен быть для новых деталей у двигателей Д50-0,08-0,13 мм, а у двигателей 2Д100-0,12-0,16 мм, что обеспечивается подбором пальца, соответствующего по своему диаметру посадке в отверстиях поршня (Д50) или вставке (2Д100). У двигателей Д50 натяг в отверстиях поршня составляет 0,01 мм и зазор - 0,05 мм, у двигателей 2Д100 во вставке соответственно натяг - 0,02 мм и зазор - 0,065 мм, определяемые в холодном состоянии деталей.
Подобранный палец вставляют в отверстие поршня и во втулку шатуна. При этом не следует забывать об установке на двигателе 2Д100 ограничительных колец 5 (см фиг. 94).
У двигателей 2Д100 устанавливают на место регулирующие прокладки 12 и вставку 3 укрепляют в поршне. Крепление гаек 4 вставки на поршне производится в такой последовательности: первоначально завёртывают все четыре гайки до упора ключом с рукояткой длиной 200 мм, затем, в таком же порядке завёртывают окончательно все гайки в 4-6 приёмов по четверти грани за приём.
Существенное влияние на работу поршневой группы у двигателей Д50 имеет величина натяга заглушки в поршне, которая должна быть в пределах 0,02-0,11 мм.
После запрессовки заглушек поршень вторично измеряют в нижней части, при этом овальность не должна быть более 0,08 мм. Поршень в сборе с шатуном двигателя Д50 на стенде представлен на фиг. 113.
Фиг. 113. Сборка поршня с шатуном на стенде
Подобранные по толщине вкладыши, соответствующие градационному диаметру вала и проверенные на наличие натяга, укладывают в тело и крышку шатуна. Проверяют прилегание вкладышей и головок шатунных болтов по краске. Собирают нижнюю головку, затягивая болты до совмещения установочных рисок, и проверяют внутренний диаметр вкладышей, после чего отвёртывают гайки шатунных болтов и разбирают нижнюю головку.
В случае замены поршня или цилиндровой втулки, а также втулки верхней головки шатуна или верхнего шатунного вкладыша обязательно производится проверка положения поршня в цилиндре - "привалка" поршней. Перекос поршня в цилиндре способствует ненормальному износу поршня и втулки, а также их задиру.
Перед "привалкой" поршня определяют зазор между втулкой и поршнем. Для определения диаметрального зазора у двигателя Д50 между втулкой и поршнем в верхней части измерение втулки делают выше расположения компрессионного кольца (60 мм от верхнего торца втулки), а поршня - на расстоянии 10 мм от торца.
Диаметральный зазор в нижней части определяют, измеряя втулку на расстоянии 700 мм от верхнего торца, а поршень - ниже последнего ручья маслосрезывающего кольца.
Измерения делают в двух взаимно перпендикулярных плоскостях, т. е. вдоль и поперёк оси пальца. Разность наибольшей величины измеренного диаметра втулки и наименьшего диаметра поршня в одной и той же плоскости по горизонтали даёт искомую величину диаметрального зазора.
Величина износа втулки определяется измерением её диаметра на расстоянии 80 и 60 мм от верхнего торца.
В табл. 15 приводятся нормы зазоров при выпуске из ремонта двигателей Д50.
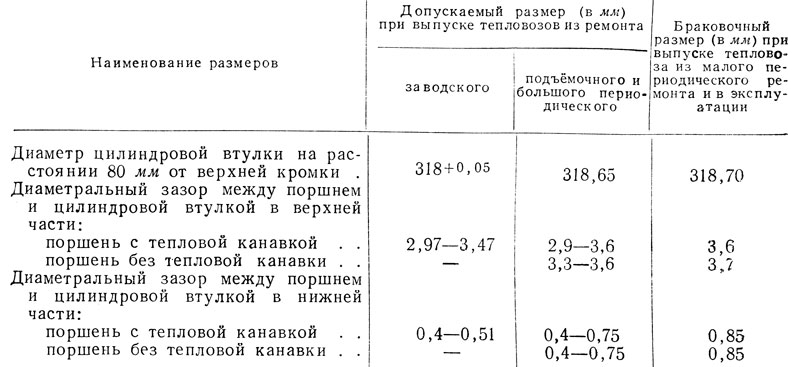
Таблица 15
Проверка положения поршня в цилиндре двигателей Д50 производится без поршневых колец в следующем порядке.
Поршень, соединённый с шатуном, опускают в цилиндр на верхний шатунный вкладыш, предварительно смазанный маслом. Далее собирают нижнюю головку шатуна с затяжкой шатунных болтов до контрольных рисок. Проверяют зазор в подшипнике и продольный разбег шатуна по шейке коленчатого вала, который у двигателей Д50 при выпуске из текущего ремонта должен быть 0,6-1,8 мм.
После проверки зазора коленчатый вал провёртывают на один оборот и поршень вновь устанавливают в верхней мёртвой точке. Поршень заклинивают при помощи пластинки щупа (фиг. 114). Далее измеряют зазор между головкой поршня и втулкой на глубине первого ручья или тепловой канавки (Д50) в точке А. После этого поршень заклинивают с другой стороны и измеряют зазор в точке Б. Аналогичные операции осуществляются при положении поршня в нижней мёртвой точке.
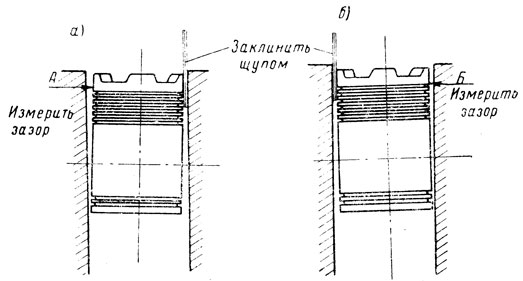
Фиг. 114. Схема проверки 'привалки' поршня
Разность зазоров в точках А и Б (между собой) на глубине первого ручья или тепловой канавки допускается не более 0,25 мм; при этом зазор в нижней части должен быть 0,20-0,25 мм на каждую сторону, а разность измерений для точки А или Б при положении в верхней мёртвой и нижней мёртвой точках - не более 0,15.
В случае превышения указанных допусков перекос поршня устраняется заменой втулки верхней головки шатуна, шабровкой или заменой верхнего вкладыша шатунного подшипника. Шабровку следует применять в крайних случаях. Качество шабровки вкладыша проверяют при помощи шаблона, как это показано на фиг. 115.
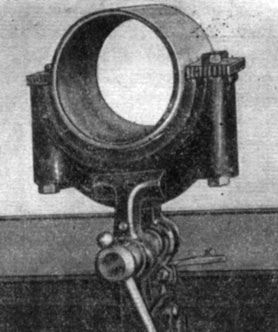
Фиг. 115. Проверка вкладышей шатуна
На проверенный в цилиндре поршень надевают при помощи приспособления компрессионные и маслосрезывающие кольца. У колец двигателей 2Д100 разводить замок свыше 50 мм не допускается.
Установлены следующие нормы зазоров в ручьях: для первых двух компрессионных колец двигателей Д50 при заводском ремонте 0,23-0,27 мм, при текущем ремонте - 0,23-0,35 мм; для остальных компрессионных колец при заводском ремонте - 0,18-0,22 мм, при текущем - 0,18-0,30 мм для маслосрезывающих колец соответственно при заводском ремонте 0,13-0,17 мм и при текущем - 0,13-0,25 мм. У двигателей Д100 в ручьях первого и второго компрессионных колец зазор 0,18-0,27 мм; в ручьях третьего и четвёртого - 0,10-0,19 мм и у всех трёх маслосрезывающих колец - 0,02-0,11 мм. Перед постановкой на поршень кольца проверяют на просвет, зазор в замке и упругость.
Перед постановкой в цилиндры проверяют вес всех поршней в сборе с шатунами, причём разница их весов для одного двигателя Д50 не должна быть более 0,45 кг и двигателя 2Д100 у верхних поршней - более 0,25 кг, а у нижних - более 0,45 кг. Необходимый вес поршней у двигателя 2Д100 допускается подгонять за счёт замены сливного масляного патрубка алюминиевым, а у двигателя Д50 - за счёт проточки нижней поверхности поршня до размера по высоте 448 мм.
Собранный с кольцами поршень и шатун опускают в цилиндр, используя приспособление для сжатия колец (фиг. 116).
Фиг. 116. Опускание поршня в цилиндр двигателя Д50: / - направляющая втулка; 2 - рукоятка; 3 - болт; 4 - скоба; 5 - планка
Приспособление представляет собой втулку 1 с конусными поверхностями. Для удобства пользования втулка имеет рукоятки 2. К поршню болтами 3 привёртывают скобу 4 и планку 5.
Затяжка шатунных болтов двигателей Д50 производится в следующем порядке.
В начале завёртывают гайки шатунных болтов до упора и проверяют щупом толщиной 0,03 мм полное прилегание стыка крышки шатуна. За упор следует принимать резкое изменение усилия при затяжке гаек одним человеком ключом с рукояткой длиной 300 мм; затяжка гаек до упора производится по диагонали в порядке 1-4-3-2.
Затем завёртывают гайки окончательно на 9-12 делений (90-120°) в 6-8 приёмов, по 1,5 деления за приём, до совпадения установочной удлинённой риски на цилиндрической поверхности гайки с риской на крышке нижней головки шатуна. Затяжка производится усилием одного-двух человек ключом с рукояткой длиной не более 1-1,2 м в той же последовательности, что и при установке до упора. Если какая-либо гайка будет затянута больше чем на 9-12 делений, то необходимо полностью отвернуть все четыре гайки, установить их до упора и вновь затянуть до совпадения меток. Если при ремонте шатунов производилась зачистка торцов гаек шатунных болтов или торца крышки или производилась замена шатунных болтов, то установочную риску на гайке следует спилить, а затяжку производить следующим образом:
1) завернуть гайки шатунных болтов до упора, как указано выше;
2) убедиться в отсутствии зазора между торцами гаек и крышкой нижней головки шатуна (щуп толщиной 0,03 мм не должен проходить в зазор);
3) проверить по краске прилегание торцов головок болтов к шатуну, предварительно отвернув все четыре гайки, ранее установленные до упора;
4) вновь завернуть до упора все шатунные гайки;
5) поставить метку карандашом на одной из рисок гайки, которая совпадает с риской на крышке шатуна;
6) завернуть равномерно гайки на 9-12 делений, ведя отсчёт между карандашной меткой и риской на крышке шатуна, соблюдая правила затяжки в два приёма. После этого деление гайки, совпадающее с риской на крышке шатуна, удлинить и при следующем ремонте во время затяжки болтов пользоваться им, как контрольным. После затяжки гайки зашплинтовать. Шплинты должны сидеть в прорезях гаек и сверлениях шатунных болтов плотно, без качки. При демонтаже шатунов гайки отвёртывают только по диагонали во избежание деформации вкладышей.
Для завёртывания гаек шатунных болтов удобно пользоваться динамо-метрическим ключом, ограничивающим усилие.
Регулирование камеры сжатия
Объём камеры сжатия у четырёхтактных двигателей складывается из объёма, образующегося в углублении днища поршня, объёма, замкнутого между верхней кромкой поршня и днищем крышки, и объёма углубления клапанов в крышку. У двухтактных двигателей с встречно движущимися поршнями (2Д100) объём складывается из объёма углублений в днищах поршней и объёма между кромками обоих поршней.
Все эти объёмы могут изменяться в процессе ремонта, но так как значительная часть общего объёма находится в углублениях днищ поршней, которые практически не изменяются, достаточно произвести измерение расстояния между кромкой днища поршня и крышкой у четырёхтактного двигателя и между кромками поршней у двухтактных двигателей с расходящимися поршнями.
У четырёхтактных двигателей измерение линейной высоты камеры сжатия производится следующими способами:
1. Измеряют бурт цилиндровой крышки и по его высоте и канавке у цилиндровой втулки судят об объёме камеры сжатия.
2. При снятой цилиндровой крышке на край головки поршня диаметрально кладут два свинцовых кубика. Накладывают цилиндровую крышку и закрепляют на шпильках двумя диаметрально расположенными гайками. Коленчатый вал пробоксовывают с таким расчётом, чтобы поршень прошёл мёртвую точку. Затем крышку снимают и измеряют высоту кубиков, которая у двигателей Д50 должна быть 4-5,83 мм.
Изменение, объёма камеры сжатия производится за счёт проточки днища крышки.
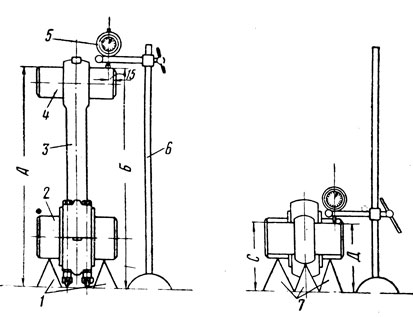
3. В случае необходимости проверки высоты камеры сжатия при установленной на месте цилиндровой крышке используют приспособление, представленное на фиг. 117. Приспособление состоит из крыльев 1, удерживаемых в горизонтальном положении пружиной 8. Крылья шарнирно соединены состержнем 5, снабжённым рукояткой 6 и ограничительным винтом 4. Стержень вставлен в трубу 2, устанавливаемую на цилиндровую крышку фиксатором 3. Крылья убираются в трубу перемещением стержня кверху и в таком положении вставляются в форсуночное отверстие цилиндровой крышки. В это время поршень должен находиться в положении, соответствующем углу поворота кривошипа 90° от мёртвой точки. При перемещении стержня вниз крылья пружиной устанавливаются в горизонтальное положение. Пробоксовывая коленчатый вал на полоборота, т. е. давая возможность поршню пройти верхнюю мёртвую точку, определяют линейную величину камеры сжатия измерением толщины свинцовых кубиков 7, вставляемых на концах крыльев.
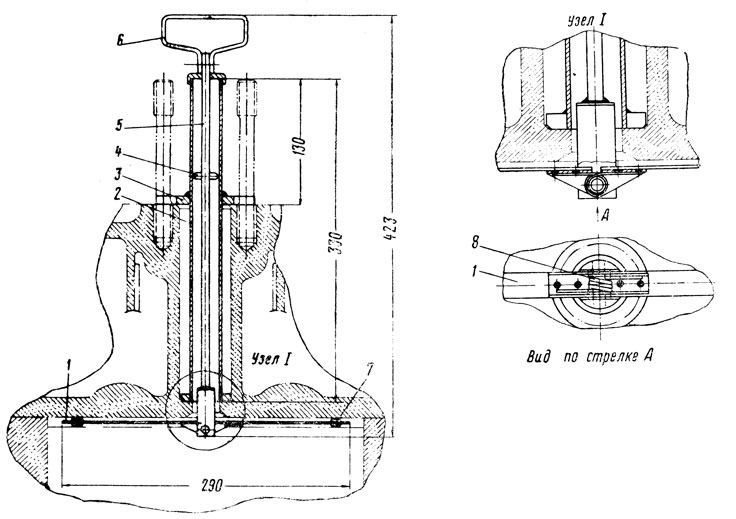
Фиг. 117. Приспособление для измерения линейной величины камеры сжатия двигателя Д50: 1 - крыло; 2 - труба; 3 - фиксатор; 4 - ограничительный винт; 5 - стержень; 6 - рукоятка; 7 - свинцовый кубик; 8 - пружина
Проверку высоты камеры сжатия двигателя 2Д100 делают в случае смены поршней и подшипников. При этом могут быть два случая.
1. Вертикальная передача отсоединена от коленчатых валов. В данном случае нижний поршень устанавливают во внутреннюю мёртвую точку, а верхний вал боксуют до тех пор, пока верхний поршень не пройдёт мёртвую точку. Высоту камеры сжатия, которая должна находиться в пределах 2,92-3,43 мм, проверяют свинцовой палочкой через форсуночное отверстие.
2. Вертикальная передача соединена с обоими коленчатыми валами. В этом случае при опережении нижнего колена на 12° зазор между головками поршней должен быть 4,62-5,13 мм. Необходимый зазор устанавливается добавлением или снятием прокладок между поршнем и вставкой. Изменение толщины прокладок на 1 мм даёт изменение сжатия на 7,35 ати.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'