§ 4. Ремонт цилиндровых втулок
При большом периодическом и подъёмочном ремонте производится осмотр и измерение диаметра цилиндровых втулок. Эти же операции делаются при каждой выемке поршней. Цилиндровые втулки заменяются новыми при заводском ремонте и при выпуске из большого периодического и подъёмочного ремонта по достижении внутреннего диаметра 318,65 мм (Двигатель Д50).
Основные неисправности цилиндровых втулок двигателя Д50. Характерными неисправностями втулок являются следующие:
1) нарушение плотности у посадочных (уплотняющих) поясов вместе посадки втулки в блок и цилиндровой крышки на втулку, а также в местах установки резиновых колец;
2) разрушение поверхности со стороны охлаждающей полости вследствие кавитационных и коррозийных явлений;
3) образование рисок и задиров на внутренней поверхности;
4) износ внутренней поверхности, влекущий за собой при чрезмерной величине падение мощности двигателя и увеличение расхода топлива и масла.
Втулки изнашиваются неравномерно по длине. Наибольший износ наблюдается в верхней части, как это показано на фиг. 33,а и б. Первый пояс относится к месту наибольшего износа (80 мм от верхней кромки).
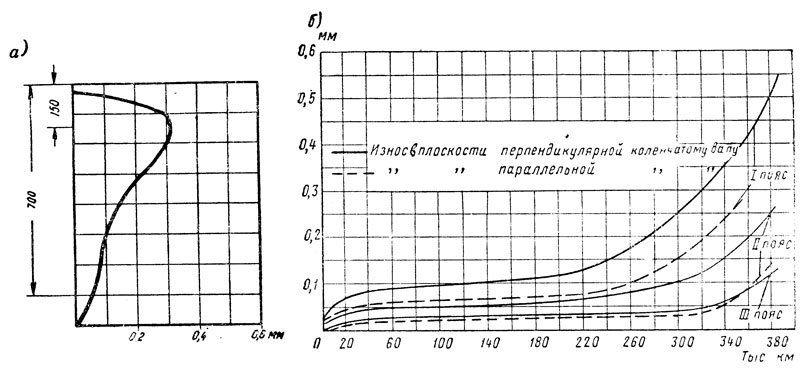
Фиг. 33. Характеристика износа цилиндровой втулки двигателя Д50: а - по высоте после пробега тепловоза 320 тыс. км; б - в различных поясах в зависимости от пробега тепловоза
Ремонт цилиндровых втулок и их уплотнение в блоке. Инструменты и приспособления. При текущем ремонте риски, забоины и мелкие задиры без следов подплавления металла зачищают шабером. Допускается оставлять втулки для дальнейшей работы, имеющие мелкие задиры и риски общей площадью не более 50 см2, глубиной до 0,5 мм у а также утонение стенки от кавитационных явлений на половину толщины. Наработок в верхней части, образующийся в месте расположения верхнего уплотняющего кольца, устраняется зачисткой до плавного перехода.
Выпрессовка втулок из блока в случае замены осуществляется при помощи приспособления, представленного на фиг. 34. Приспособление состоит из крестообразной плиты 5 с приваренными к ней четырьмя трубками 6, укреплёнными косынками 7. На плиту укладывают диск 14, в который вмонтирован шариковый подшипник 11. На шариковый подшипник опирается гайка 2 с приваренными к ней двумя рукоятками 4. Гайка удерживается от вертикального перемещения полукольцами 12, прикреплёнными к диску шестью винтами 13. В гайку ввёртывают длинный винт 1, в верхнем конце которого имеется рым 3, а в нижнем - выступ. В выступ упирается шайба 8, поворачивающаяся вокруг винта 9. При вращении гайки 2 винт 1 получает вертикальное перемещение, выжимая втулку при помощи шайбы 8 и диска 10.
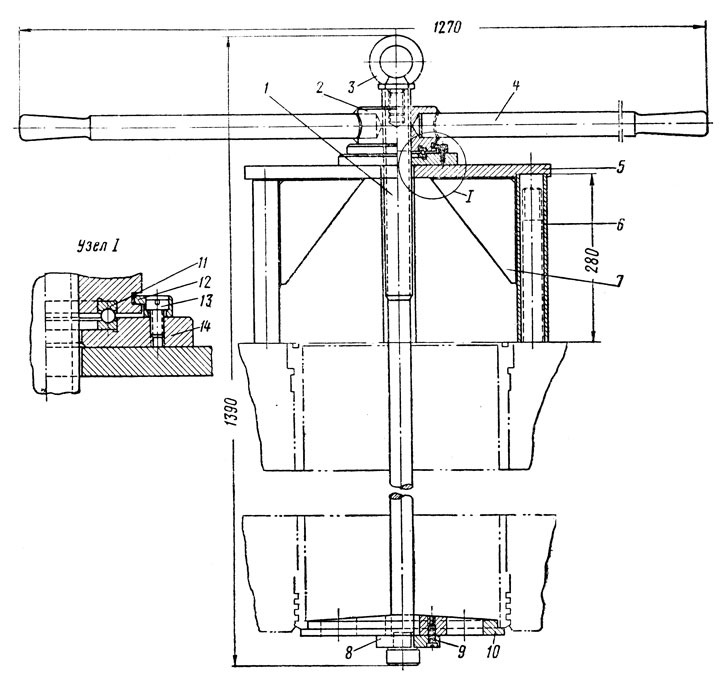
Фиг. 34. Приспособление для выпрессовки цилиндровых втулок двигателя Д50: 1, 9, 13 - винты; 2 - гайка; 3 - рым; 4 - рукоятка; 5 - плита; 6 - трубка; 7 - косынка; 8 - шайба; 10 - диск; 11 - шариковый подшипник; 12 - полукольцо; 14 - диск
Втулку, вынутую из блока, очищают от накипи и нагара и хранят во избежание деформации в вертикальном положении.
Перед постановкой втулки в блок производится измерение диаметра внутренней поверхности при помощи индикаторного нутромера. Измеряются направляющие поверхности в блоке и у втулки. Овальность поверхности в блоке более 0,15 устраняется шабровкой. Местное увеличение зазора между цилиндровой втулкой и блоком при заводском ремонте допускается не более 0,25 мм, а при текущем - не более 0,35 мм. Допускается опиливание верхнего направляющего пояса втулки при зажиме её в блоке вследствие овальности.
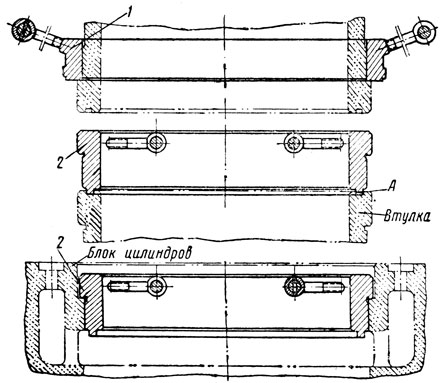
Фиг. 35. Кольца для проверки цилиндровой втулки и блока двигателя Д50: 1 - кольца для проверки посадочного бурта втулки: 2 - кольца для проверки посадочного бурта в блоке и уплотняющей канавки втулки
Для запрессовки втулок используют приспособление, изображённое на фиг. 36. Запрессовка осуществляется винтом 5, ввёртываемым в плиту 4, усиленную втулкой 3 и рёбрами 2. Плиту надевают на две шпильки цилиндрового блока. Винт нажимает на втулку через фланец 10, сваренный для получения жёсткости со стержнем 7, рёбрами 9, бобышками 8 и направляющими планками 11, которые вставляются в углубление для клапанов. Винт вращается рукояткой 1, снабжённой упорными кольцами 6. Овальность рабочей части втулки при выпуске из большого периодического и подъёмочного ремонта допускается не более 0,42 мм. Овальность и конусность рабочей поверхности новой втулки до постановки в блок должны составлять не более 0,04 мм, а после постановки - не более 0,08 мм, что объясняется деформацией втулки при запрессовке.
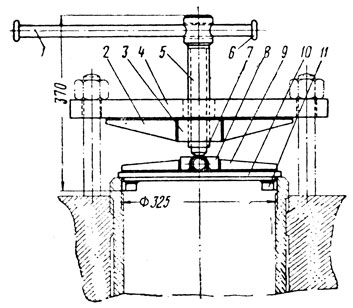
Фиг. 36. Приспособление для запрессовки цилиндровой втулки в блок двигателя Д50: 1 - рукоятка; 2 - ребро; 3 - втулка; 4 - плита: 5 - винт; 6 - кольцо; 7 - стержень; 8 - бобышка; 9 - ребро; 10 - фланец; 11 - планка
Плотность посадки втулки в блоке проверяется опрессовкой водой давлением 2,5 ати в течение 3-5 мин (см. фиг. 30). Запрещается устанавливать в блок втулки, имеющие трещины, или стенки, поражённые вследствие кавитационных явлений более чем на половину своей толщины, а также производить сварочные работы на втулках.
Согласно существующим правилам ремонта обработка внутренней поверхности втулок, бывших в употреблении и сменённых по предельному износу и задирам, не производится.
Для выемки цилиндровой втулки двигателя 2Д100 используют более простое приспособление, состоящее из двух выжимных болтов 3 (фиг. 37), ввёртываемых во фланец втулки, планки 1 и рыма 2. Чтобы не допустить падения планки на втулку, предусмотрены штифты 4.
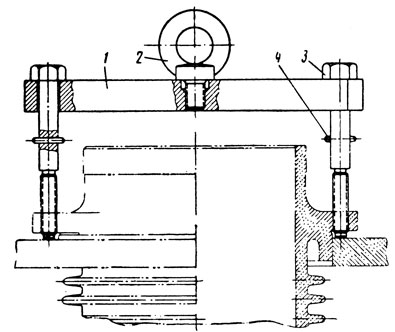
Фиг. 37. Съёмник цилиндровой втулки двигателя 2Д100: 1 - планка; 2 - рым; 3 - выжимной болт; 4 - штифт
У двигателя 2Д100 водяная полость охлаждения сделана незначительной величины ввиду того, что камера сгорания расположена в средней части цилиндровых втулок, окружённых специальными рубашками. В случае течи воды или повреждения вынутой из блока цилиндровой втулки рубашку спрессовывают с помощью приспособления, изображённого на фиг. 38. Захваты 1 приспособления, сделанные в виде стержней, своими зубьями упираются в торцовую поверхность рубашки. Спрессовка осуществляется гайками 4, упирающимися в цилиндровую втулку через шайбы 3 и коромысло 2. Чтобы предупредить соскальзывание захватов, используют хомут 6, прижимаемый к втулке болтами 5.
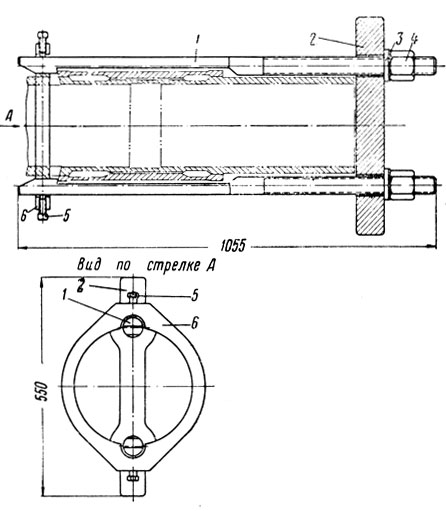
Фиг. 38. Съёмник рубашки цилиндровой втулки двигателя 2Д100: 1 - захват: 2 - коромысло; 3 - шайба; 4 - гайка; 5 - болт; 6 - хомут
Измерения цилиндровых втулок двигателей (кроме двигателя 2Д100) производятся при всякой выемке поршней с помощью индикаторного нутромера в трёх поясах и по двум взаимно перпендикулярным диаметрам (вдоль коленчатого вала и перпендикулярно к нему). Пояса для различных серий тепловозов располагаются согласно табл. 8.
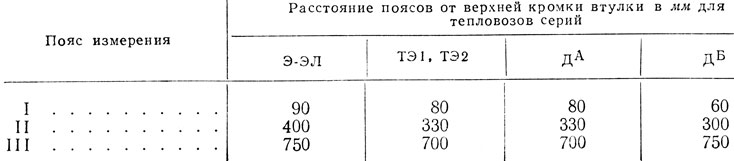
Таблица 8
У двигателя 2Д100 измерение внутреннего диаметра втулки делают в шести поясах согласно фиг. 39.
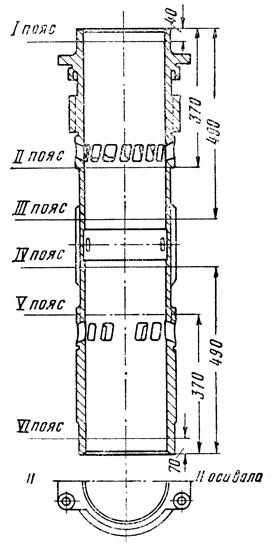
Фиг. 39. Схема расположения поясов измерений у втулки двигателя 2Д100
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'