7. Ремонт деталей подвешивания тяговых электродвигателей
На большинстве отечественных тепловозов применяют опорно-осевую подвеску (рис. 28), когда тяговый электродвигатель 1 с одной стороны жестко опирается на ось колесной пары 3 через моторно-осевые подшипники 4, а другой стороной опорным приливом (носиком) 2 через траверсу с четырьмя пружинными подвесками 6 на раму тележки. Букса моторно-осевого подшипника 4 прикреплена к двигателю четырьмя болтами 13, которые фиксируются обвязочной проволокой 12. Тяговый редуктор закрыт кожухом 5, состоящим из верхней и нижней половин, крепится к остову тремя болтами 9. Разъем обеих половин кожуха уплотнен резиновой трубкой 11, а в месте крепления кожуха к остову установлены регулировочные прокладки 10. Букса имеет снегозащитный кожух 7.
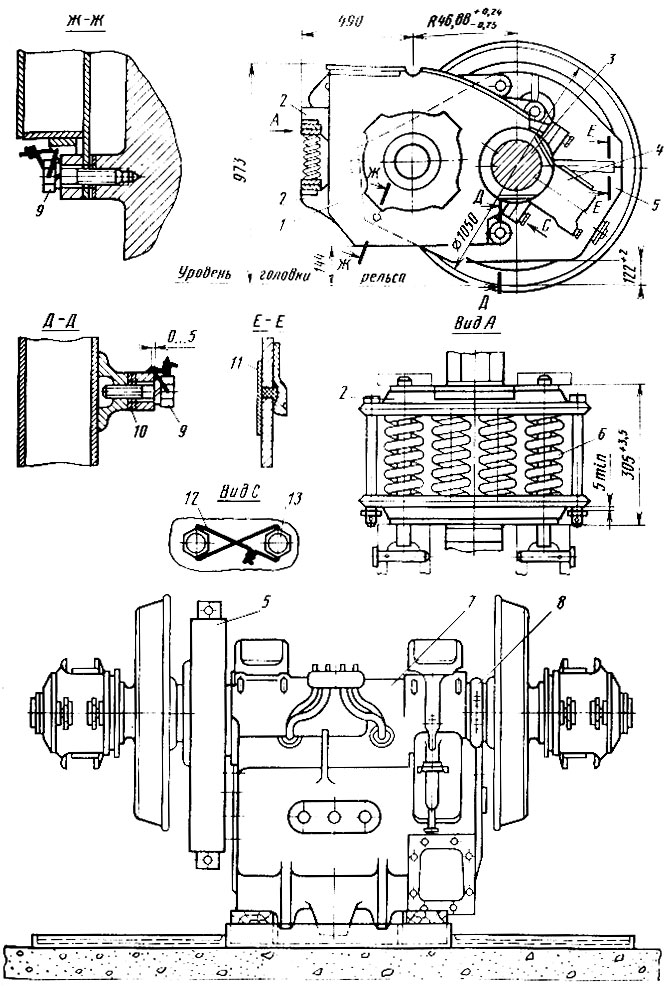
Рис. 28. Колесно-моторный блок тепловозов с опорно-осевой подвеской тягового электродвигателя
У выкаченного колесно-моторного блока перед разборкой вывертывают пробки и сливают масло из букс моторно-осевых подшипников и кожуха зубчатой передачи. Затем краном колесно-моторный блок устанавливают на специальную подставку вверх колесной парой, снимают уплотнительные кольца 8 (на двигателях ЭДТ-200Б и ЭД-107) или хомуты (на ЭД-107А и ЭД-118А) между колесным центром и буртами вкладышей моторно-осевого подшипника, вывертывают болты крепления кожуха зубчатой передачи и болты, соединяющие обе половины кожуха.
Для облегчения снятия кожуха необходимо максимально сдвинуть к остову его нижнюю половину, а затем повторить эту операцию при снятии верхней половины. Далее вывертывают болты и разбирают буксы моторно-осевых подшипников. У тяговых двигателей ЭД-107А крышку буксы снимают в сборе с польстерным устройством 6 с последующей выемкой коробки с фитилем 7 из направляющей польстера. У электродвигателей ЭД-118А (рис. 29) после разборки буксы следует отжать рукой наружную скобу от коробки фитилей и вынуть коробку из направляющей польстера. На электродвигателях ЭДТ-200Б и ЭД-107 вынимают на противень подбивку 3, состоящую из шерстяной пряжи с хлопчатобумажной путанкой; при необходимости снимают пластину 4, с пружиной 5. Затем гайковертом (или ключом) вывертывают болты крепления буксы 2 к остову и снимают ее вместе с верхним вкладышем 1 и шпонкой 8 моторно-осевого подшипника. Одновременно снимают и пылеводозащитный кожух между буксами. Забитые или неясные метки восстанавливают.
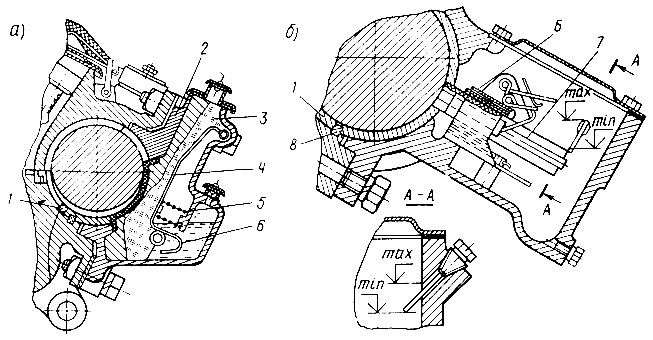
Рис. 29. Устройство для смазывания моторно-осевых подшипников: а - подшипник двигателя ЭДТ-200Б; б - подшипник двигателя ЭД-118А; 1 - верхний вкладыш подшипника; 2 - букса; 3 - подбивка; 4 - пластина; 5 - пружина; 6 - польстерное устройство; 7 - коробка с фитилем; 8 - шпонка подшипника
Для полной разборки определяют разбег тягового двигателя вдоль оси колесной пары - замеряют фактические зазоры между бортами вкладышей моторно-осевых подшипников и поверхностями контактирующих с ними деталей (промежуточные кольца, торец зубчатого колеса и др.). Колесную пару стропуют и вынимают из остова и после очистки передают на рабочее место, где ее и обе половинки моторно-осевых вкладышей подшипника осматривают и обмеряют.
После разборки колесно-моторного блока буксы моторно-осевых подшипников осматривают при помощи лупы или обстукиванием молотком, выявляя возможные трещины. Буксы заменяют при обнаружении трещин, ведущих к отколу привалочной части, а также занимающих более 20 % сечения. Проверяют масляную камеру буксы на герметичность, для чего покрывают меловым раствором наружные поверхности камеры, заливают в нее мыльный раствор или керосин и оставляют его в буксе в течение 1 ч. При появлении на меловой обмазке подтеков, следов керосина или мыльных пузырей отмечают такие места для последующего устранения дефекта. Дефектные места в камерах вырубают, разделывают и заваривают. После заварки буксу испытывают повторно. Если и после ремонта неплотность не устранена, буксу заменяют.
Определяют размер А (рис. 30) между посадочными поверхностями букс (шапок). Замер выполняют в начале и конце посадочной поверхности при помощи скобы шапок. Определяют натяг посадки шапки в остов. Для этого устанавливают скобу остова с зафиксированным размером в скобу шапок. Разность показаний является натягом, который должен быть 0,00-0,05 мм. При меньшем значении натяг восстанавливают электронаплавкой с последующей обработкой поверхности на строгальном станке.
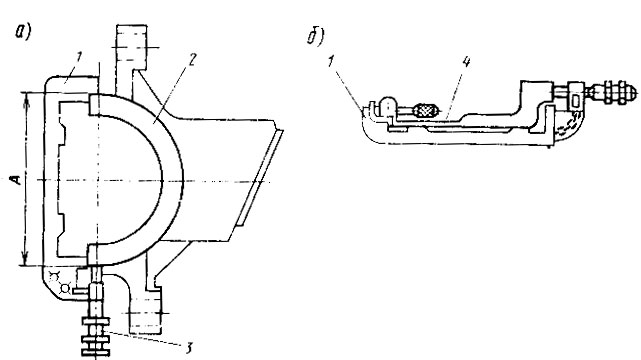
Рис. 30. Определение размера А между посадочными поверхностями шапок:а - установка скобы шапок по грани выступа шапки; б - установка скобы остова в скобу шапок; 1 - скоба шапок; 2 - шапка моторно-осевого подшипника; 3 - микрометрический винт скобы; 4 - скоба остова
Осматривают и проверяют также исправность крышки заливной горловины и крышки масленки, плотность их прилегания. Погнутые крышки снимают и выправляют. Пружины, потерявшие жесткость, а также порванные или устаревшие войлочные уплотнения заменяют.
На тяговых электродвигателях ЭД-107А и ЭД-118А смазывание моторно-осевых подшипников осуществляется польстерным устройством. Элементом, подающим смазку в таком устройстве, у двигателя ЭД-118А (рис. 29, б) является пакет 7, собранный из трех пластин тонкошерстяного каркасного войлока размером 13*157*190 мм. Каждая пластина состоит из четырех спрессованных слоев войлока, между которыми проложена ткань, состоящая из 50 % шерсти и 50 % штапельно-вискозного полотна. В качестве заменителя польстерный пакет можно собирать из двух войлочных пластин размером 8*157*190 мм и 12-ти хлопчатобумажных фитилей размером 80*200 мм, уложенных между пластинами в два ряда. На электродвигателях ЭД-107А войлочные фитили имеют размер 8*117*190 мм (2 шт.) и хлопчатобумажные - 120*200 мм.
Конструкция польстерного устройства у электродвигателей ЭД-107А оказалась несовершенной, и имели место частые задиры шеек оси (особенно в зимнее время), поэтому на двигателях ЭД-118А ролики были заменены плоскими пружинами, крепление корпуса выполнено к дну буксы, уменьшена площадь окна у вкладыша подшипника и тем самым снижены удельные нагрузки.
Вынутое из букс поврежденное польстерное устройство промывают в керосине, протирают насухо и тщательно осматривают на отсутствие изгибов, изломов, трещин, крепление осей и их роликов. Проверяют параллельность поверхности нижних полок направляющих относительно полки корпуса. При непараллельности более 1,5 мм корпус выправляют в холодном состоянии. Изношенные отверстия под оси роликов или места для пружинных креплений восстанавливают газовой сваркой. Пружины, потерявшие жесткость, а также изношенные ролики заменяют. Заменяют и коробки, имеющие выработку или трещины в любом месте. Проверяют состояние фитилей - порванные или сгнившие заменяют, у засаленных - подрезают торец фитиля.
Перед сборкой войлочные и хлопчатобумажные фитили просушивают в шкафу при температуре 60-70 °С в течение 2-3 ч. Собранный пакет устанавливают в коробку, чтобы фитиль выступал на 16 ±1 мм, а хлопчатобумажный, кроме того, должен выступать еще на 2 мм относительно войлочного. Коробку с собранным пакетом фитилей пропитывают в ванне с осевым маслом (в зависимости от времени года, марки Л или З), нагретым до 50-60 °С в течение 2-3 ч, вынимают и дают возможность стечь излишкам масла в ванну в течение 15-20 мин. Перед постановкой пакета проверяют подающую способность рабочего торца сжатием рукой - появившееся масло после прекращения сжатия быстро впитывается в фитиль.
У тяговых электродвигателей ЭДТ-200Б и ЭД-107А после разборки осматривают состояние предварительно очищенных, войлочной прокладки и мотков пряжи. Войлочные прокладки толщиной менее 3 мм, а также негодную пряжу заменяют. Внутреннюю полость буксы промывают керосином, протирают и осматривают. При ослаблении крепления оси пластины, ее износе или при необходимости замены ружины удаляют ось, пластину и пружину вынимают из полости буксы. При установке отремонтированных пластин и пружин (или новых) через отверстия в стенках буксы и проушин пластины пропускают ось и концы ее расклепывают. Погнутые пластины выправляют в холодном состоянии, при износе концов пластины можно отрезать и приварить новые концы с зачисткой швов заподлицо. Износ отверстий под ось восстанавливают наплавкой.
Перед заправкой букс подбивочным материалом внутреннюю полость их смазывают тонким слоем осевого масла. Подготовленную подбивку подают к месту заправки в закрытом баке или ведре во избежание ее загрязнения. После заправки промасленной подбивки с прокладкой заливку осевого сезонного масла производят через горловину масленки.
Существенное улучшение работы моторно-осевых подшипников достигается внедрением циркуляционной системы смазывания, применяемой на тяговых электродвигателях ЭД-118Б (рис. 31). Такая система представляет собой замкнутый круг циркуляции масла через единый моторно-осевой подшипник, имеющий два польстерных устройства, масляные камеры которых соединены с маслосборником системой каналов. В маслосборнике установлен шестеренный насос, который приводится от колесной пары через шестерню 1 и зубчатое колесо 2 на валу насоса. Для монтажа шестерни без расформирования элементов колесной пары ее изготавливают разъемной.
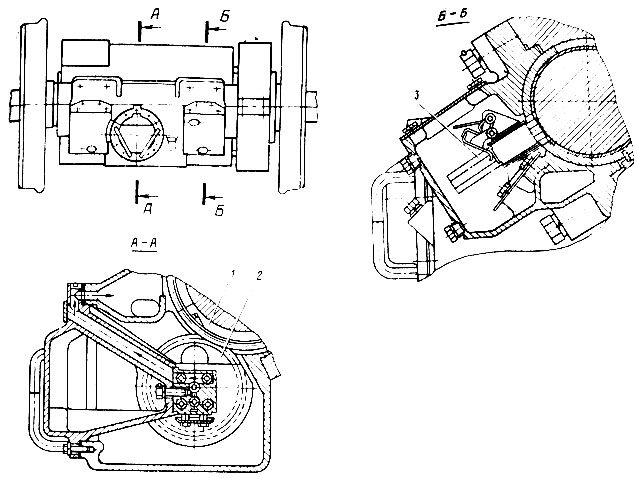
Рис. 31. Устройство для принудительной подачи смазки в моторно-осевые подшипники:1 - шестерня; 2 - зубчатое колесо; 3 - польстерное устройство
При трогании тепловоза с места и до скорости 25 км/ч смазывание подшипника обеспечивается польстерным устройством. При большей скорости тепловоза, когда насос обеспечивает подачу масла в достаточном количестве, масло поступает в польстерные камеры, далее самотеком через окна во вкладыше подшипника проникает в зазор между шейкой оси колесной пары и вкладышем и затем сливается в маслосборник.
Вкладыши моторно-осевых подшипников обмывают, осматривают и замеряют. Для обнаружения трещин вкладыши обстукивают легкими ударами молотка по нерабочей части и при трешинах заменяют. При изнашивании буртов, рабочей или посадочной поверхностей вкладыши в депо восстанавливают наплавкой бронзовым электродом, обжатием под прессом и заливкой посадочной поверхности алюминием, разжатием на прессе каждого вкладыша на 2 мм с последующей заливкой рабочей поверхности баббитом. После восстановления половинки вкладышей соединяют между собой хомутом и обрабатывают на токарном станке с одной установки, принимая во внимание размеры определенного колесно-моторного блока: диаметр моторно-осевых шеек колесной пары, расстояние между ступицами зубчатого колеса и колесного центра или уплотнительного кольца, разбег тягового электродвигателя вдоль оси колесной пары, натяг на посадку подшипника в горловину остова, радиальный зазор подшипника на оси колесной пары.
Необходимую толщину буртов Л1 или Л2 (рис. 32) подшипников с учетом износа сопрягаемых деталей (колец, центров, колес) разбега, определяют из выражения
где Т - расстояние между ступицами колес или уплотнительными кольцами и ступицей, мм; Р - длина остова тягового двигателя под внутренние крышки буртов вкладышей, мм; Н - осевой допускаемый разбег тягового двигателя на оси колесной пары, мм.
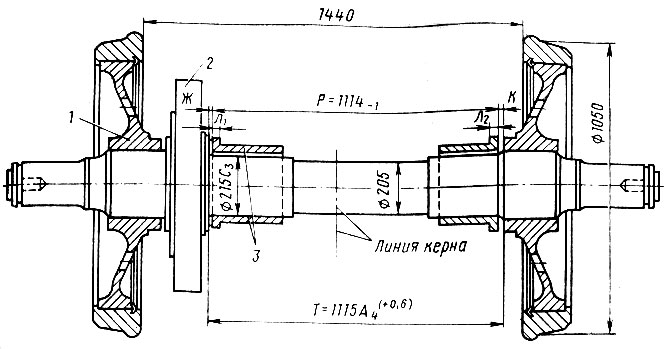
Рис. 32. Подбор вкладыше моторно-осевых подшипников:1 - колесный центр; 2 - кожух зубчатой передачи; 3 - вкладыши моторно-осевых подшипников
Осевой разбег складывается из суммы зазоров между буртом вкладыша 3 и центром колеса 1 с одной стороны (размер К), и между буртом и кожухом зубчатой передачи 2 с другой (размер Ж), т. е. Н = Ж + К. Размер его допускается в пределах 1,0-2,6 мм для новых вкладышей, при выпуске из текущего ремонта ТР-2 и ТР-3 - до 4 мм, в эксплуатации - до 8 мм. По найденным размерам и припуску на обработку производят обточку восстановленных наплавкой буртов подшипника. При этом биение поверхности торца после проточки не более 0,1 мм относительно его продольной оси. Диаметр шейки оси под моторно-осевой подшипник при ее изготовлении равен 215-0,09 мм. В эксплуатации допускается уменьшение этого размера до 209 мм. С учетом изменения диаметра шейки и обеспечения зазора между вкладышем и осью (при выпуске после ремонта 0,5-0 9 мм, в эксплуатации до 2 мм) подбирают вкладыши подшипников.
Уплотнительные кольца 8 (см. рис. 28) осматривают и обстукивают золотком. При обнаружении трещин кольцо заменяют При замене одного из полуколец новое необходимо подогнать, чтобы несовпадение кромок полуколец по плоскости разъема в поперечном направлении было не более 1 мм, а после соединения их встык щуп толщиной 0,2 мм не должен проходить. Уплотнительные кольца, имеющие расслоения полос, разрыв и другие дефекты, заменяют, ослабшие заклепки подтягивают. Выступ колец допускается не более 1 мм. Ослабшие штифты заменяют ступенчатыми, т. е. несколько большего иаметра запрессовываемой части, и устанавливают с натягом 1,055-0,065 мм.
На тяговых электродвигателях ЭД-107А и ЭД-118А при осмотре плотнительных колец следует убедиться в наличии и креплении итифтов, отсутствии трещин в обечайках хомута, состоянии войлочных прокладок и креплении их к обечайкам. При необходимости амены войлочной прокладки новую приклеивают к обечайке клеем БФ-1. Обечайки, имеющие трещины или изломы, заменяют. Перед остановкой хомута с войлочной прокладкой на прежнее место полу-Кольца окунают в осевое масло.
Ремонт кожуха зубчатой передачи в основном сводится к устранению неплотностей и заварке трещин и пробоин, выправке вмятин и короблений, смене изношенных или порванных резиновых уплотнений по крышке заливной горловины и оси колесной пары. У отремонтированного и собранного кожуха проверяют зазоры в местах приварки лап, уплотнительных накладок к маслосборнику (несовпадение наружных кромок по плоскости разъема допускается не более 1 мм). Проверяют также расстояние между осями бонок и соосность отверстий под ось колесной пары и вала тягового электродвигателя (смещение осей отверстий относительно плоскости разъема кожуха допускается не более 2 мм и отклонение от соосности отверстий - не более 0,5 мм).
Перед сборкой колесно-моторного блока подбирают спаренные по меткам отремонтированные или новые колесную пару с зубчатым колесом и тяговый электродвигатель с моторно-осевыми подшипниками и шестерней с модулем, однозначным зубчатому колесу, а также устройство для смазывания подшипников и кожух зубчатой передачи.
В условиях депо допускается комплектовать новое зубчатое колесо со старогодной шестерней, имеющей износ зубьев не более 0,5 мм, новую шестерню спаривать со старогодным зубчатым колесом только с наименьшим износом зубьев, подбирать старогодное зубчатое колесо и шестерню в пару с наиболее близкими износами зубьев.
Сборка колесно-моторного блока идет в последовательности, обратной разборке. После опускания колесной лары на нижние вкладыши моторно-осевых подшипников необходимо установить колесную пару в среднее положение, т. е. на одинаковое расстояние от торцов нижних вкладышей (равное половине суммарного осевого разбега электродвигателя на колесной паре). Далее проверяют щупом зазор между зубьями шестерни и зубчатого колеса и прилегание зубьев друг к другу. Боковой зазор замеряют по нескошенной стороне для четырех зубьев, расположенных через 90° друг от друга. Допускается боковой зазор для ЭДТ-200Б, ЭД-107, ЭД-107А менее 6,5 мм, для ЭД-118 с упругим венцом зубчатого колеса зазор не замеряют.
Протирают салфеткой, смоченной в осевом масле, верхние вкладыши моторно-осевых подшипников и устанавливают их по меткам спаренности на соответствующую ось колесной пары до упора в шпонки горловины остова. Затем ставят на место пылеводовоздушный кожух, спаренные буксы и закрепляют их. Подмена букс моторно-осевых подшипников без подготовки их по посадочным поверхностям и отверстиям в горловине остова тягового электродвигателя запрещается. Не разрешается оставлять или ставить вновь крепежные болты и гайки букс (это же относится и к кожуху зубчатой поверхности), имеющие сорванную резьбу, трещины в любом месте болта с непроверенной резьбой, а также применять пружинные шайбы с притуплёнными стопорящими кромками.
Щупом замеряют радиальный зазор моторно-осевых подшипников через окна в защитном кожухе или верхнее отверстие в корпусе буксы (ЭД-107А, ЭД-118А). Далее вставляют,в направляющие корпуса коробку польстера, предварительно оттянув и поставив на предохранитель рычаг польстерного устройства, после чего рычаг отпускают на заплечики коробки, прижав фитили к шейке оси. Линейкой проверяют зазор между заплечиком коробки и корпусом польстера, который должен быть 10-18 мм. Ставят на свои места и укрепляют буксы, маслоуказательные щупы, сливную пробку, обвязывают головки болтов стальной отожженной проволокой диаметром не менее 2 мм.
После установки и затяжки болтов кожуха зубчатой передачи колесно-моторный блок обкатывают на холостом ходу при питании его от источника постоянного тока пониженного напряжения 250 В и частоте вращения колесной пары 350-450 об/мин в течение 30 мин в обоих направлениях. При испытании колесная пара должна вращаться плавно, без рывков и заклинивания в зубчатой передаче, моторно-осевых и буксовых подшипниках, утечка масла из любого места колесно-моторного блока не допускается, а местный нагрев не должен превышать 60 °С. При обнаружении ненормальных шумов, скрежета, стука узел разбирают для выявления причин и устранения неисправности. При задевании зубчатой передачи о стенки кожуха устанавливают зазор между ними постановкой регулировочных шайб между бонками кожуха и остовом.
После приемки колесно-моторного блока мастером или приемщиком кожуха зубчатой передачи заправляют сезонной смазкой СТП, а буксы моторно-осевых подшипников - осевым маслом марок Л (летнее) и З (зимнее) или С (северное), а при необходимости заливают и "Антифриз-65" или Тосол-40. Далее устанавливают и укрепляют болтами хомуты, уплотнительные полукольца, уплотнения вентиляционных и выпускных каналов остова.
Колесно-моторный блок с подвязанными кабелями зачаливают краном и транспортируют к месту его подкатки под тележку тепловоза. Перед подкаткой на тяговый электродвигатель устанавливают траверсу, пружины и другие детали. Установку тягового электродвигателя в тележке выполняют строго в порядке, обратном его выкатке.
- Каковы основные повреждения тяговых электродвигателей?
- Каковы основные причины возникновения искрения под щетками?
- В чем состоит процесс продороживания коллектора?
- Как осуществляется пайка петушков коллектора?
- Как замерить сопротивление обмотки якоря?
- Как проверить обмотку якоря на наличие межвитковых замыканий?
- Каким образом выполняют бандажировку якоря?
- Какой порядок разборки и сборки тягового электродвигателя?
- Как замерить торцовое биение якорного подшипника?
- Как измерить осевой разбег якоря?
- Как установить щетки на геометрической нейтрали?
- Каков порядок проверки и испытаний тяговых электродвигателей после сборки?
- Как осуществляют выемку одиночного колесно-моторного блока?
- Каковы основные повреждения польстеров?
- Для каких целей используют скобу шапок и скобу остова?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'