8. Вспомогательные электрические машины
Вспомогательные электрические машины тепловозов условно разделены на две группы: машины, используемые в схеме возбуждения тягового генератора (вспомогательные генераторы, возбудители, стартер-генераторы, тахогенераторы), и электрические машины для собственных нужд.
Электрические машины первой группы часто конструктивно выполняют по две в одном корпусе. Такие машины получили название двухмашинных или однокорпусных агрегатов. На тепловозах 2ТЭ10В установлен агрегат А-706 Б (рис. 33), в который входят возбудитель В-600 и вспомогательный генератор BIT 275/120. Возбудитель питает независимую обмотку тягового генератора, а от вспомогательного генератора получают питание размагничивающая обмотка возбудителя, обмотка возбуждения синхронного подвозбудителя, цепи управления, освещения, заряда аккумуляторной батареи и привода ряда механизмов тепловоза (топливоподкачивающий и маслопрокачивающий насосы, вентилятор калорифера и др.).
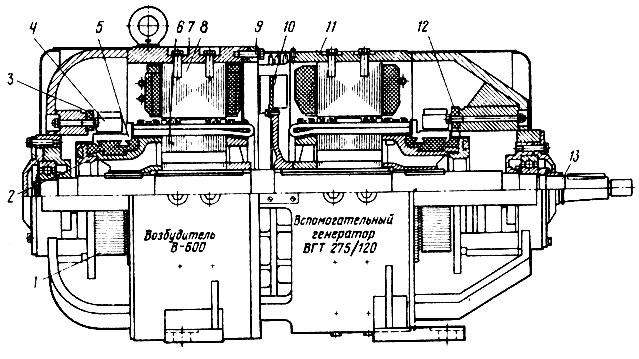
Рис. 33. Общий вид двухмашинного агрегата А-706 Б: 1 - коллектор; 2 - подшипник; 3 - траверса; 4 - щеткодержатель; 5 - обмотка якоря; 6 - сердечник якоря; 7 - станина возбудителя; 8 - сердечник главного полюса; 9 - болты крепления станины; 10 - вентилятор; 11 - станина вспомогательного генератора; 12 - контактные кольца; 13 - вал
Конструкция двухмашинных агрегатов тепловозов ТЭЗ и ТЭМ2 (возбудитель МВТ-25/9 и вспомогательный генератор МВГ-25/11), включающих вспомогательный генератор ВГТ 275/150 и возбудитель ВГ-275/120, аналогична агрегату А-706Б и отличается размером деталей, обмоткой и отсутствием контактных колец.
Однокорпусный агрегат А-705 А имеет в одном корпусе синхронный подвозбудитель ТС-500, представляющий четырехполюсный синхронный генератор и тахогенератор ТГ-83-35 (двухполюсный генератор постоянного тока для питания задающей обмотки магнитного усилителя). Тахогенератор заменяют бесконтактным блоком и поэтому взамен однокорпусного агрегата изготавливают возбудитель ВС-652, представляющий собой однофазный четырехполюсный синхронный генератор.
Для питания обмотки возбудителя тягового генератора переменного тока на тепловозе 2ТЭ116 установлен возбудитель ВС-650 В.
Стартер-генератор ПСГУ-2 - четырехполюсная машина постоянного тока, которая предназначена для работы в стартерном режиме, т.е. в качестве электродвигателя от аккумуляторной батареи при пуске дизеля, и в генераторном в качестве вспомогательного генератора.
На тепловозах с передачей переменно-постоянного тока часть энергии, вырабатываемой синхронным тяговым генератором, затрачивается на питание электродвигателей привода вспомогательных агрегатов. Например, на тепловозе 2ТЭ116 к такой системе подключены электродвигатели вентиляторов охлаждения тяговых двигателей передней и задней тележек, вентилятора выпрямительной установки и мотор-вентилятор холодильника.
Электродвигатели вентиляторов охлаждения тяговых -двигателей и выпрямительной установки выполнены на базе серийных асинхронных электродвигателей А2-82-6 и АОС2-62-6 на частоту 100 Гц с небольшим отличием в системе смазывания подшипников. В последние годы вместо этих поступают специально спроектированные для работы на тепловозе электродвигатели серии 4 АЖ, которые имеют массу и повышенную надежность. Двигатели рассчитаны на эксплуатацию с учетом вибрации и ударов, имеющих место при работе тепловоза, большого диапазона температур, изменений в широком пределе частот (35-100 Гц) и напряжения (240-500 В).
Для привода вспомогательных агрегатов используются и электродвигатели постоянного тока. Электродвигатель 2П2К предназначен для привода тормозного компрессора тепловоза с питанием от стартер-генератора. Электродвигатель представляет четырехполюсную машину постоянного тока со смешанным возбуждением и конструктивно выполнен аналогично ПСГУ-2. Электродвигатели серии П (П11, П21, П51) применены для привода отопительно-вентиляционных агрегатов, топливного и масляного насосов, вентилятора кузова. По принципу действия эти электродвигатели не отличаются от обычных машин.
Неисправности вспомогательных электрических машин в процессе их эксплуатации аналогичны неисправностям других электрических машин (снижение сопротивления и пробой изоляции, межвитковые замыкания, износ щеток, коллектора и контактных колец и др.) и подробно описаны выше.
Способы обнаружения неисправностей у этих электрических Машин также традиционны: осмотр в эксплуатации и при ремонте, проверка состояния по приборам на пульте управления, замеры геометрических размеров и определение сопротивления обмоток и изоляции и др.
Демонтаж и разборка вспомогательных машин. Вспомогательные электрические машины снимают с тепловоза на текущем ремонте ТР-3, машины малой мощности (электродвигатели калорифера, вентилятора кузова и др.)- на текущих ремонтах ТР-2. Демонтаж их с тепловоза не представляет особой сложности - разъединяют токоведущие провода, отсоединяют приводные муфты и ремни. Мотор-вентилятор снимают после выемки верхних жалюзей вместе с основанием выходного коллектора шахты холодильника, электродвигатели привода насосов (масляного и топливного) - вместе с плитами, вентиляторы - с крыльчатками и кронштейнами. Болты, гайки и прокладки, используемые для центровки, сохраняют на местах.
Разборку большинства вспомогательных электрических машин производят примерно в одинаковом порядке. Снимают шкивы и муфты, защитные сетки, кожуха, щетки, щеткодержатели, подшипниковые щиты с деталями и вынимают якорь. Однако разборка некоторых машин отличается от указанного порядка и вызвана конструктивными особенностями этих машин.
Двухмашинные и однокорпусные агрегаты разбирают и ремонтируют на участке ремонта тяговых электродвигателей, другие машины - на участке вспомогательных электрических машин.
Двухмашинный агрегат разбирают на кантователе (рис. 34) с электрическим или пневматическим приводом. Агрегат устанавливают на столе кантователя и закрепляют станину возбудителя. Снимают кожуха коллекторных камер, защитную сетку над вентилятором, кольца крепления подшипников, отсоединяют крышку подшипника со стороны возбудителя, отвертывают болты крепления станины вспомогательного генератора к станине возбудителя. Затем поворачивают агрегат в вертикальное положение вспомогательным генератором вверх и, поддерживая якорь в месте крепления вентилятора, тросом снимают его станину и якорь агрегата вместе с подшипниковыми узлами. Поворачивая стол кантователя в горизонтальное положение, снимают станину возбудителя.
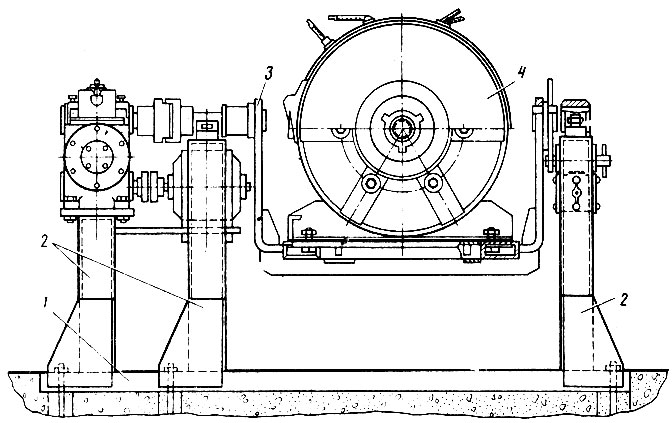
Рис. 34. Разборка и сборка двухмашинного агрегата на кантователе: 1 - основание; 2 - стойки; 3 - рама поворотная; 4 - двухмашинный агрегат
Для разборки подшипниковых узлов отвертывают винты на торце вала со стороны возбудителя и снимают шайбу, с противоположной стороны спрессовывают упорную втулку и съемником удаляют с вала подшипники. Вентилятор снимают в сторону возбудителя, если у него имеются трещины.
Разборку возбудителя ведут горизонтальным способом с применением Г-образной скобы, которую крепят к свободному концу вала. Перед выемкой якоря отжимными болтами выпрессовывают из станины и снимают подшипниковый щит со стороны контактных колец (предварительно отсоединив крышки подшипника). Таким же образом выпрессовывают и другой подшипниковый щит. Следует отметить, что подшипниковые щиты у вспомогательных электрических машин запрессованы в станину с незначительным натягом или зазором и поэтому их выпрессовывают, как правило, при помощи отжимных болтов. Дальнейшую разборку возбудителя производят по необходимости.
Разборку мотор-вентилятора (рис. 35) начинают с отсоединения и съема вентиляторного колеса с вала ротора с -использованием трех отжимных болтов. Затем проводят проверку крепления лопастей и состояния сварных швов. Далее вынимают вал ротора и проверяют состояние подшипников, для чего отсоединяют нижнюю крышку подшипника и, постукивая по нижнему концу вала медной выколоткой, выпрессовывают вал ротора из втулки статора.
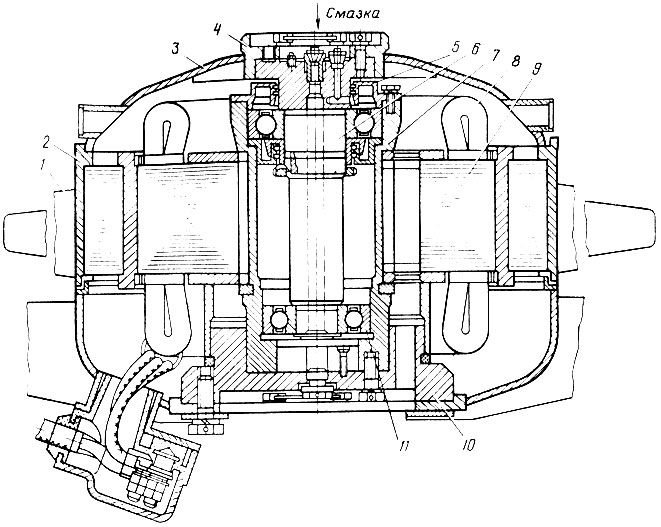
Рис. 35. Общий вид мотор-вентилятора холодильной камеры: 1 - лопасть; 2 - ротор; 3 - днище; 4, 7 - втулки; 5 - верхняя крышка; 6 - вал ротора; 8 - обмотка статора; 9 - сердечник; 10 - основание; 11 - подшипник
Подшипниковые щиты электродвигателей типа П и ЭКТ-5 запрессованы под центрирующий поясок наружной поверхности остова. Однако снимают их так же, как и другие щиты. У преобразователей ПО-300В (рис. 36) после удаления колпаков, защищающих щеточные аппараты, спрессовывают вентилятор, отсоединяют выводы, снимают крышку подшипника со стороны контактных колец и выпрессовывают подшипниковый щит. Затем снимают центробежный регулятор частоты вращения и выпрессовывают подшипниковый щит со стороны коллектора. Освобожденный якорь вынимают из станины и с него прессовывают подшипники.
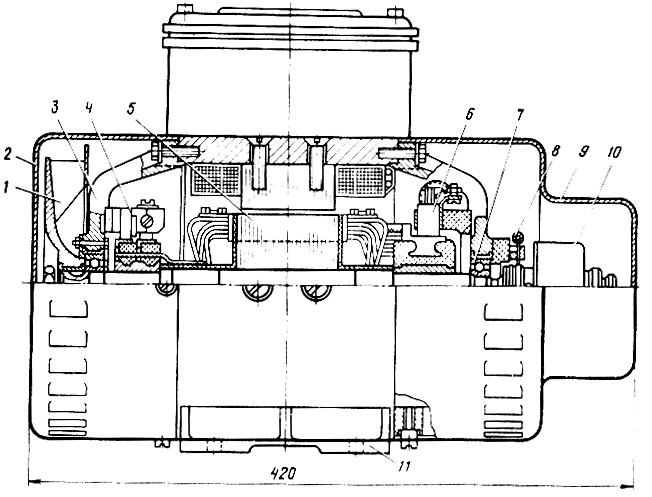
Рис. 36. Преобразователь ПО-300В:1 - вентилятор; 2 - колпак; 3 - щит подшипниковый; 4 - щетка контактных колец; 5 - якорь; 6 - щетка коллектора; 7 - подшипник; 8 - щетка центробежного регулятора; 9 - колпак; 10 - регулятор центробежный; 11 - лапы
Ремонт машин. Ремонт вспомогательных электрических машин выполняют по той же технологии, что и тяговых электрических машин. После разборки и очистки узлы вспомогательных машин (остовы и статоры с катушками, подшипниковые щиты, роторы и якоря) поступают на дефектировку и ремонт.
Станины и подшипниковые щиты осматривают для выявления трещин, обращая внимание на опорные лапы станины и кромки отверстий для крепления подшипниковых щитов. Разрешается заваривать трещины в лапах станины, если их не более двух и они расположены по диагонали. Посадочные поверхности станины и подшипниковых щитов измеряют для определения натягов. Измерение диаметров производят три раза со сдвигом на 120° по окружности, после чего подсчитывают средний размер. При натяге менее 0,2 мм посадочную поверхность щита восстанавливают нанесением пленки эластомера ГЭН-150 В. Измеряют отверстия под болты, крепящие щит к станине. При изнашивании отверстия восстанавливают заваркой с последующей рассверловкой (до чертежного размера), а резьбовые отверстия - нарезкой соответствующей резьбы.
Коробки выводов проверяют и при необходимости ремонтируют. Изоляционные детали (панель, колодка, клицы) протирают салфетками, смоченными в бензине, и осматривают. При обнаружении следов обгорания, трещин или отколов эти детали заменяют.
Катушки полюсов осматривают и, если поверхность их ровная одинакового цвета, заделка выводов хорошая, с полюса не снимают! При механических повреждениях изоляции катушку заменяют. Ремонт катушек со сменой корпусной изоляции и межвитковыми замыканиями в депо не выполняют. Если все детали магнитной системы исправны, катушки покрывают из пульверизатора изоляционной эмалью, сушат и в нагретом состоянии замеряют сопротивление изоляции (не менее 3 МОм).
Валы в местах посадки шкива или муфты и подшипников проверяют дефектоскопом. При обнаружении трещины вал бракуют. При износе шпоночной канавки в месте посадки вентилятора производят ее уширение до 1 мм, а при большем износе восстанавливают заваркой с последующей фрезеровкой. Устанавливают вал в центрах и измеряют биение в местах посадки подшипника и вентилятора. Изгиб вала устраняют механической правкой или наплавкой металла с механической обработкой. Натяг на посадочных поверхностях под подшипники восстанавливают эластомером ГЭН-150 В (до 0,2 мм), гальваническим железнением или вибродуговой наплавкой под слоем флюса с последующим упрочнением накаткой. Восстанавливают посадочные поверхности и постановкой специальной ремонтной втулки толщиной не менее 3 мм с натягом 0,06-0,08 мм.
Пропитку якорей производят в вертикальном положении в нагретом состоянии лаком ПЭ-933. Попавший под торец петушков лак удаляют промывкой. Снимать лак с торца петушков резцом запрещается. Якоря двухколлекторных машин пропитывают в горизонтальном положении обливанием.
Вентиляторы заменяют при слабине в посадке, трещинах или изломах лопастей. Изогнутые стальные вентиляторы правят. До установки вентилятор балансируют статически, а после установки на якорь производят динамическую балансировку.
Сборка, проверка и испытание. Сборку вспомогательных электрических машин ведут в порядке, обратном разборке. Для сборки подшипниковых узлов подбирают детали по маркировке, произведенной в процессе разборки: подшипниковые щиты, лабиринтные крышки и кольца, крышки смотровых люков, подшипники, траверсу в сборе со щеткодержателями и крепежные детали. При сборке подшипникового щита со стороны коллектора траверсу устанавливают по заводской метке на траверсе и в щите и временно ее закрепляют. Наружные кольца роликовых подшипников запрессовывают в подшипниковый щит после установления радиального зазора подшипника. Шариковые подшипники устанавливают на валу якоря после предварительного нагрева в нагревателе или масляной ванне до температуры 90-100 °С. Во избежание заклинивания машины в процессе работы суммарный натяг колец подшипника на валу и в гнезде должен быть меньше радиального зазора подшипника.
Станину ставят вертикально, запрессовывают подшипниковый щит с щеткодержателями и закрепляют его. После этого переворачивают станину противоположной стороной вверх или ставят горизонтально и осторожно вставляют якорь с напрессованным на него подшипниковым щитом. Для удобства заведения якоря в подшипниковый щит в торец вала якоря ввертывается специальная монтажная шпилька. Болты, расположенные диаметрально друг против друга, завертывают равномерно, так, чтобы не было перекоса щита при его запрессовке. Далее приступают к сборке подшипниковых узлов: присоединяют внутренние и наружные лабиринтные крышки, устанавливают необходимые шайбы и кольца и измеряют осевой разбег. Если осевой разбег мал, торцовую часть лабиринтного кольца прошлифовывают на необходимый размер; при большем разбеге заменяют лабиринтные кольца или устанавливают технологические прокладки.
Установку щеткодержателей производят так, чтобы расстояние от обоймы щеткодержателя до рабочей поверхности коллектора было в пределах 2-3 мм. Если размер не соответствует норме, щеткодержатель опускают или поднимают на бракете траверсы.
Щетки перед установкой притирают на специальном приспособлении и по коллектору, обернув его шлифовальной стеклянной шкур-' кой и вращая якорь от руки. При регулировании нажатия пружин проверяют легкость перемещения нажимных пальцев, правильность положения относительно середины щетки, отсутствие перекосов пружин. Нажатие на щетки регулируют затяжкой пружины, а в некоторых машинах - подгибкой деталей нажимного механизма.
Вспомогательные электрические машины переменного тока собирают в такой же последовательности, как описано выше.
Конструктивное выполнение мотор-вентилятора тепловоза 2ТЭ116 совершенно иное, и поэтому технология его сборки принципиально отличается от сборки других электрических машин. Сборку начинают с монтажа верхнего шарикового подшипника на валу ротора, для чего напрессовывают наружную крышку, подшипник, внутреннюю лабиринтную крышку и закрепляют этот узел на валу гайкой. До упора в бурт запрессовывают шариковый подшипник и фиксируют его положение стопорным кольцом. Далее подогревают основание мотора до температуры 100-150 °С (без масла) и запрессовывают его в статор. После этого статор переворачивают вниз основанием и вставляют во втулку статора вал ротора в собранном виде. Затем колесо вентилятора с ротором устанавливают на вал и закрепляют. После сборки измеряют зазор между ротором и статором. Разность наибольшего и наименьшего значений в диаметрально противоположных точках должна быть не менее 0,1 мм. Собранный мотор-вентилятор должен вращаться свободно от руки в обе стороны без заедания и притормаживания.
После сборки у электродвигателей проверяют правильность маркировки и расположения выводных кабелей и проводов, измеряют сопротивление изоляции обмоток. У холодного двигателя сопротивление изоляции обмоток должно быть не менее 20 МОм.
Далее проводят испытания двигателей на холостом ходу при частоте вращения 35 % номинальной, где оценивают качество взаимной приработки деталей, работы подшипников и притирки щеток по коллектору. Исправные подшипники должны работать без особого шума, стука и вибрации. Качество притирки щеток определяют по состоянию контактной поверхности, которая должна иметь блестящий вид с почти незаметными рисками. Уровень вибрации измеряют ручным вибрографом ВР-1 при номинальной частоте вращения на подшипниковых щитах в плоскости, перпендикулярной оси вращения. Вибрационное смещение должно быть не более 0,055 мм.
После остановки термопарой или термометром измеряют температуру нагрева подшипников, которая не должна быть больше 95 °С и превышать температуру наружного воздуха на 55 °С. На горячей машине замеряют сопротивление изоляции обмоток (не менее 1,5 МОм) и проводят испытания электрической прочности изоляции обмоток относительно корпуса и между собой.
Кроме перечисленных, проводят испытания, которые требуют Правила ремонта для определенного типа машины. Так, для машин постоянного тока на стенде взаимной нагрузки проверяют коммутацию, у мотор-вентиляторов - механическую прочность узлов и жесткость обмотки статора при воздействии максимальных значений электромагнитного момента во время пуска двигателя повышенным напряжением и др.
Монтаж на тепловозе. Электрические машины монтируют на тепловозе, предварительно их закрепляют, соединяют фланцы муфт и устанавливают контрольные скобы для выполнения центровки якоря относительно вала привода. На тепловозе ТЭЗ при монтаже двухмашинного агрегата разность зазоров между штифтами в четырех положениях вала привода должна быть не менее 0,35 мм на радиусе 125 мм. Этот зазор доводят до нормы за счет подкладок под лапы станины и смещения агрегата по горизонтали. Допускается распиловка отверстий лап под болты крепления до 2 мм. У тепловозов, где привод агрегатов осуществляется клиновидными ремнями, проверяют натяжение ремней, которое регулируют перемещением станины при помощи установочных болтов.
- Какие неисправности встречаются у вспомогательных машин и каковы способы их определения?
- Как снимают вспомогательные машины с тепловоза и как проводят их разборку?
- Какова технологическая последовательность сборки двухмашинных агрегатов, мотор-вентилятора и преобразователя?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'