Глава III. Ремонт тяговых электродвигателей и вспомогательных машин
6. Тяговые электродвигатели
Тяговый двигатель тепловозов (рис. 13) представляет собой электрическую машину постоянного тока с последовательным возбуждением и принудительной вентиляцией. Он имеет литой восьмигранный остов 3, на котором выполнен прилив, образующий горловину для моторно-осевых подшипников 12. С двух сторон в продольном направлении в остов запрессовывают подшипниковые щиты 6. Со стороны коллектора 1 в остове имеются люки для осмотра якоря 4 (верхний, нижний, боковой) и прохода вентиляционного воздуха. На один верхний люк крепится брезентовая гармошка, соединенная с каналами воздухопровода тепловоза. Внутри остова расположены четыре главных 5 и четыре добавочных 14 полюса, каждый из которых прикреплен к остову тремя болтами. В подшипниковые щиты запрессованы роликовые подшипники 11. Подшипники смазываются через трубки на подшипниковых щитах.
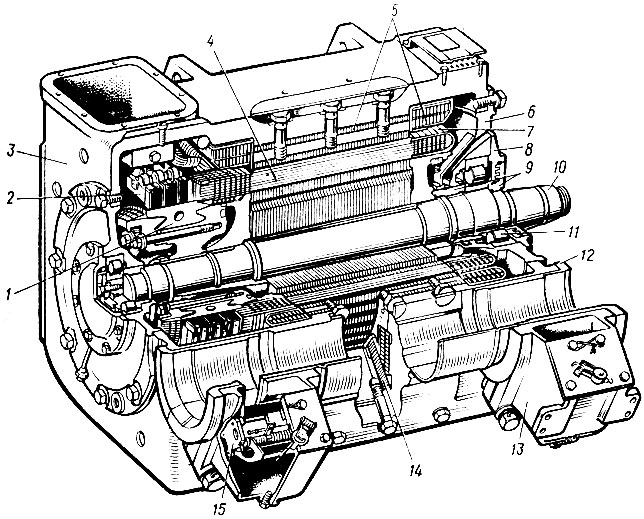
Рис. 13. Тяговый электродвигатель ЭД-118А: 1 - коллектор; 2 - щеткодержатель; 3 - остов; 4 - якорь; 5 - главный полюс; 6 - подшипниковый щит; 7 - бандаж; 8 - крышка подшипника; 9 - лабиринтные кольца; 10 - вал; 11 - роликовый подшипник; 12 - моторно-осевой подшипник; 13 - букса моторно-осевого подшипника; 14 - добавочный полюс; 15 - польстер
Со стороны, противоположной горловинам моторно-осевых подшипников, в средней части отлиты два опорных носика (верхний и нижний), между которыми размещена пружинная подвеска. Подача смазки к оси у тяговых двигателей ЭДТ-200Б и ЭД-107 осуществляется через подбивку с войлочной прокладкой, закрепленной на металлической пластине, которая под действием пружины прижимает подбивку к шейке оси. У тяговых двигателей ЭД-107А и ЭД-118А смазывание моторно-осевых подшипников осуществляется с помощью польстера 15.
Тяговые электродвигатели в процессе эксплуатации могут иметь такие же неисправности, которые бывают у генераторов постоянного тока (см. табл. 3).
Кроме того, у тяговых электродвигателей встречаются случаи размотки бандажа - при превышении допустимой частоты вращения якоря, при боксовании, а также при перекрытии по коллектору; перегрева моторно-осевых подшипников, а также проворота ведущей шестерни на валу тягового двигателя.
Характер неисправности тягового двигателя определяет локомотивная бригада в пути следования, а после прибытия тепловоза в депо - мастер. Локомотивные бригады должны уметь определять неисправности тяговых двигателей. Это позволит своевременно принять меры, не допустить "порчи" и сохранить двигатель для дальнейшей эксплуатации после его ремонта.
В депо при поиске неисправностей тяговых двигателей используются приборы для проверки сопротивления изоляции, приспособления для прослушивания моторно-якорных подшипников, различный мерительный инструмент и др.
Выкатка колесно-моторных блоков из-под тепловоза. На текущем ремонте ТР-3 выкатывают тележки из-под тепловоза, разбирают их и демонтируют с тележки тяговые электродвигатели. Для этого выкаченную тележку устанавливают на разборочную площадку, имеющую специальные подъемники, позволяющие приподнять остов электродвигателя на 17°, что дает возможность вывести из приливов станин верхние обоймы пружинных подвесок. С тележки снимают воздухопроводы и трубы для песка, буксовые струнки, распускают рычажную передачу и отсоединяют кабели. У бесчелюстных тележек вместо съема струнок отсоединяют фрикционные гасители колебаний от корпусов букс и буксовые поводки от кронштейнов рамы тележки. Затем тросом зачаливают раму тележки, приподнимают и снимают с колесно-моторных блоков (тяговый электродвигатель в сборе с колесной парой).
В ряде случаев из-за неисправности какого-либо тягового электродвигателя, возникшей в период между текущими ремонтами ТР-3, необходимо сменить один электродвигатель. Для этого в депо имеются скатоопускные канавы. Такая канава позволяет опускать с помощью подъемника колесно-моторный блок из-под локомотива вниз, откуда при необходимости переместить его по поперечному тоннелю и поднять на соседний путь или междупутье.
Подъемник состоит из платформы с рельсами и домкратов, на которые опирается колесно-моторный блок, подъемного механизма с гидравлическим или электромеханическим приводом и тележки для перемещения по рельсовому пути поперечного тоннеля. При одиночной выкатке тепловоз устанавливают таким образом, чтобы поврежденный колесно-моторный блок находился на подъемнике и впадины остова - над винтом домкрата (рис. 14). В таком положении колесную пару с обеих сторон заклинивают. Отсоединяют воздушные рукава, кабели и др. В челюстной тележке концы рессор приподнимают домкратами, а в бесчелюстной - сжимают пружинные комплекты технологическими болтами.
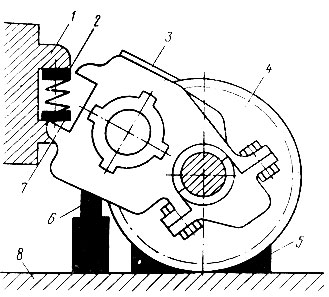
Рис. 14. Одиночная выкатка колесно-моторного блока: 1 - рама тележки; 2 - верхняя балочка пружинной подвески; 3 - тяговый электродвигатель; 4 - колесная пара; 5 - клин; 6 - домкрат; 7 - нижняя балочка пружинной подвески; 8 - электроподъемник
Постепенно опуская подъемник и одновременно поднимая домкратом остов тягового электродвигателя, выводят носики остова из пружинной подвески тележки. Разборка колесно-моторного блока сводится к отвинчиванию болтов крепления букс моторно-осевых подшипников и кожуха зубчатой передачи и выемке колесной пары.
Очистка, проверка перед разборкой. У снятого с колесно-моторного блока тягового электродвигателя сливают масло из моторно-осевых подшипников. Измеряют сопротивление изоляции цепей главных и добавочных полюсов и якоря тягового электродвигателя по отношению к корпусу для определения исправности изоляции и оценки степени увлажнения ее после мойки. Сопротивление изоляции замеряют мегаомметром до 1000 В, присоединяя один зажим прибора к выводу начала или конца каждой цепи (одна цепь - главные полюсы, другая - якорь и добавочные полюсы), а другой - к остову двигателя. Исправным считается тяговый электродвигатель, имеющий сопротивление изоляции относительно корпуса не менее 3 МОм. При меньшем сопротивлении для выяснения причины необходимо замерить сопротивление изоляции отдельных участков цепей, выявить поврежденное место и при ремонте устранить.
На тележку моечной машины ММД-12 устанавливают три тяговых электродвигателя одновременно. Чтобы предохранить электродвигатели от попадания влаги в процессе мойки, люки остова закрывают заглушками с гибкими шлангами, по которым подают сжатый воздух давлением до 0,5 МПа и температурой 80-90 °С. Большая температура воздуха способствует быстрому высыханию влаги, попавшей в двигатель. Кабели от увлажнения защищают стальными стаканами, одеваемыми на выводные концы.
Тяговые электродвигатели следует очищать в моечной машине, если обеспечена защита двигателя от попадания влаги внутрь. Если это условие нельзя выполнить, то электродвигатель очищают скребками и протирают ветошью, смоченной в керосине.
После мойки с тягового электродвигателя снимают заглушки, продувают сжатым воздухом и замеряют сопротивление изоляции. В случае пониженного сопротивления изоляции по сравнению с предыдущим замером электродвигатель направляется на сушку. Если сопротивление изоляции осталось нормальным, то тяговый электродвигатель подается на проверку и разборку.
Проверку состояния тягового электродвигателя производят при снятой с вала шестерне. Шестерню спрессовывают с использованием маслосъемника. При таком способе масло под большим давлением (до 400 МПа) подается к сопряженным поверхностям вала и шестерни. Под действием усилий; создаваемых маслом, шестерня увеличивает диаметр посадочной поверхности, натяг между валом и шестерней исчезает и шестерня легко снимается с вала. Чтобы обеспечить подачу масла к напрессованной шестерне с торца вала сверлят отверстие по его оси, а другое отверстие - с посадочной поверхности в радиальном направлении до соединения с осевым отверстием. В месте выхода радиального отверстия на поверхность вала делают кольцевую проточку. На торце вала в отверстии имеется резьба для крепления штуцера масляного насоса (или самого насоса). Масляный насос (рис. 15) ввертывают в хвостовик вала якоря. С помощью рукоятки 4 плунжер перемещается вверх, и масло из резервуара 2 под действием пружины 1 через клапан 5 поступает в полость под плунжером. При перемещении плунжера вниз под действием давления масла клапан 5 закрывается, открывается клапан 8 и масло подается в кольцевую проточку. Спрессовка шестерни не требует больших энергозатрат и осуществляется одним человеком. Однако для быстрого съема шестерни необходимо, чтобы конусные поверхности вала и шестерни были хорошо притерты и не имели рисок и повреждений, через которые могла бы происходить утечка масла.
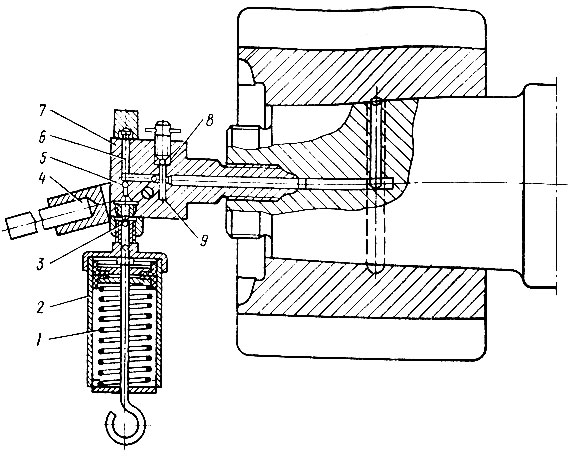
Рис. 15. Приспособление для съема ведущей шестерни: 1 - пружина; 2 - резервуар; 3 - штуцер; 4 - рукоятка; 5, 8 - клапаны; 6 - плунжер; 7 - корпус масляного насоса; 9 - игла
Для проверки состояния тягового электродвигателя снимают крышки вентиляционного патрубка верхнего коллекторного люка и тщательно осматривают, обращая внимание на состояние поверхности коллектора, бандажей, конуса вала, полюсов и щеток, крепления кабелей, перемычек, щеткодержателей. Щупом замеряют зазор между щеткодержателем и петушками коллектора, для чего сдвигают якорь в крайнее левое положение до упора, а затем в крайнее правое и замеряют зазор. Разница замеров показывает осевой разбег якоря, который должен быть не более 1 мм для всех типов электродвигателей.
Электродвигатель устанавливают на стенд и испытывают на холостом ходу при частоте вращения вала якоря 400 об/мин в течение 10-15 мин в одну сторону и столько же в другую сторону. Во время испытания тягового электродвигателя прослушивают работу подшипников. Исправный подшипник работает без щелчков, треска, заеданий, с равномерным шумом. Прослушивают подшипники при отключенном напряжении. На работающем электродвигателе измеряют вибрацию ручным вибрографом ВР-1, наконечник которого приводят в соприкосновение с корпусом двигателя. Вибрация более 0,15 мм, замеренная в любом месте остова, указывает на необходимость проведения динамической балансировки якоря.
Разборка тяговых электродвигателей. На разборку тяговые электродвигатели поступают в комплекте с буксами моторно-осевых подшипников. Перед разборкой сверяют номера букс и подшипниковых щитов с номером двигателя. В случае если номера где-либо нет, его необходимо выбить.
Тяговые электродвигатели в депо разбирают, как правило, на поточной линии. Разборку начинают со снятия крышек подшипниковых щитов, которые выполняют с помощью отжимных болтов, завертываемых в специальные резьбовые отверстия равномерно по 1-1,5 нитки резьбы, чередуя диаметрально противоположные. Снимают упорную шайбу с торца вала якоря со стороны коллектора, отгибая углы шайбы и отвертывая стопорные болты. Со стороны шестерни перед снятием крышки демонтируют лабиринтное кольцо. Кольцо снимают индукционным нагревателем или ручным отжимным приспособлением.
В случае удовлетворительной работы подшипников при проверке электродвигателя на холостом ходу замеряют радиальный зазор в роликовых подшипниках. При радиальном зазоре меньшим или большим нормативного подшипник бракуют.
Далее снимают крышки коллекторных люков, отсоединяют шунты от корпусов щеткодержателей и вынимают щетки. Подшипниковые щиты выпрессовывают из остова отжимными болтами или специальным кольцевым гидравлическим прессом. Три тяги наружного корпуса пресса при помощи маховиков ввертывают в отверстия для отжимных болтов щита до упора в остов. Внутренний корпус упирается в остов. К внутреннему корпусу крепится поршень, а наружному - цилиндр, куда подается масло под давлением до 5 МПа. Для выпрессовки подшипникового щита со стороны шестерни гидравлический пресс крепят к скобе, что позволяет щит вынимать из остова вместе с якорем в горизонтальном положении. При выемке из остова якорь не должен касаться полюсов. Допускается производить разборку и сборку вертикальным способом. Якорь из остова вынимают краном с помощью рым-болта, навернутого на торец вала.
Выпрессованный подшипниковый щит и якорь кладут на стеллаж с мягкой обкладкой и отсоединяют приспособление для выпрессовки и выемки. Подшипниковый щит снимают с якоря на стеллаже.
В депо допускается не выпрессовывать подшипниковый щит со стороны коллектора, если проверка покажет исправность всех деталей. В таком случае промывку оставшихся деталей (щит, смазочные трубки) производят на месте. Роликовые подшипники из щитов выпрессовывают при необходимости.
Остов, полюсы, подшипниковые щиты. После разборки остов тягового электродвигателя продувают сжатым воздухом снаружи и внутри в продувочной камере. Затем протирают горловины остова, подшипниковые щиты и их крышки, внутренние стенки остова, кабели, полюсы, буксы моторно-осевых подшипников. Горловины, наружные стенки остова, внутренние поверхности протирают (не касаясь полюсных катушек и кабелей) обтирочными концами, смоченными керосином, а затем насухо. Катушки полюсов и кабели протирают салфетками, смоченными бензином. Щеткодержатель снимают и передают для ремонта.
Механическую часть остова осматривают, используя лупу семикратного увеличения, для обнаружения трещинки обстукивают молотком. При трещинах снимают полюсы, разделывают и заваривают трещины. Не разрешается заварка трещин на посадочных поверхностях подшипниковых щитов, под полюсами и в поддерживающих носиках.
Определяют износ посадочных мест букс моторно-осевых подшипников, подшипниковых щитов и др. Проверяют состояние, износ и качество приварки сменных пластин на опорных поверхностях поддерживающих носиков, а также расстояние между опорными поверхностями. Пластины при износе более 2 мм заменяют. Расстояние между верхним и нижним носиком должно быть 305-312 мм.
Неплотности, щели в местах прилегания крышек коллекторных люков ведут к утечке охлаждающего воздуха и, как следствие, к перегреву якоря и катушек полюсов. При неплотном прилегании крышек заменяют прокладки, а крышки, имеющие вмятины, выправляют. Поврежденные вентиляционные сетки Заменяют новыми. Допускается при ремонте вентиляционных сеток уменьшить их сечение до 10 %. Неисправные замки верхнего коллекторного люка ремонтируют или заменяют. Проверяют качество приварки кронштейнов.
Полюсные болты подтягивают при температуре катушек 70-100 °С (после прогрева их током или после сушки остова в печи) попеременно, сначала средний болт, а затем крайние, так чтобы постепенно затянуть их до отказа. Полюсные болты с изношенными или забитыми гранями головок заменяют. Для замены болтов со стороны моторно-осевых подшипников с наружной поверхности остова около отверстий под болты срубают стопорные пластины, а затем после затяжки болтов их приваривают. Качество затяжки проверяют обстукиванием молотком болтов и фланцев катушек. При нормальной затяжке при обстукивании издается звук плотного цельного тела, вибрация и дребезжание указывают на неплотность соединения.
Затяжку болтов в нагретом состоянии производя? для того, чтобы не повредить микалентную изоляцию, хрупкую в холодном состоянии. У электродвигателей ЭД-107А и ЭД-118А, катушки полюсов которых выполнены без применения микалентной изоляции, подогрев перед затяжкой болтов не требуется.
Проверку полюсных болтов на наличие трещин проводят ультразвуковым дефектоскопом УЗД-64. Предварительно дефектоскоп настраивают на болтах-эталонах: болт без дефектов и болт с видимой трещиной-или поперечным пропилом глубиной 5-7 мм в месте, где чаще всего образуются трещины.
Осмотр электрической части остова начинают с оценки состояния магнитной системы. Плотность посадки катушек главных и добавочных полюсов на сердечниках при затянутых полюсных болтах проверяют по видимым следам смещения (потертость, зашлифованность на пружинных прокладках и поверхности катушек, ослабление диамагнитных угольников на сердечниках добавочных полюсов, появление ржавчины и др.), при постукивании по прокладкам, а также по перемещению катушек. Разрешается уплотнять посадку полюсных катушек на сердечники при помощи П-образных прокладок из пропитанного электрокартона. Сердечники полюсов подлежат замене, если имеются завальцованные поверхности или расслоение сердечника.
Замеряют сопротивление изоляции катушек. При заниженном сопротивлении изоляции и нормальной влажности (определение влажности изоляции приведено в разделе ремонта тяговых генераторов) следует выявить катушку с заниженным сопротивлением изоляции. Для этого разъединяют межкатушечные соединения, измеряют сопротивление изоляции катушек в отдельности. Нулевое показание мегаомметра указывает на наличие пробоя изоляции катушки или межкатушечного соединения. Пониженное сопротивление изоляции может быть и при увлажнении изоляции. В таких случаях сушат остов в сушильной печи при температуре 100-110 °С в течение 5 ч, после чего сопротивление изоляции проверяют вторично.
Если сопротивление изоляции восстановилось до нормы, катушки проверяют на межвитковое замыкание. Для этого замеряют сопротивление катушек полюсов.. При заниженном значении сопротивления катушки проверяют на межвитковые замыкания, а при завышенном значении - выявляют неплотности контакта в межкатушечных соединениях. Катушки полюсов на отсутствие межвитковых замыканий проверяют подключением источника переменного тока напряжением 36-60 В к концам неразъединенной цепи главных или добавочных полюсов и поочередно к сердечникам каждой пары рядом расположенных главных и добавочных полюсов прикладывают сердечник измерительной катушки, соединенной с амперметром (рис. 16). На всех исправных катушках прибор покажет одинаковое напряжение, а на полюсе, катушка которого имеет межвитковое замыкание,- пониженное значение напряжения.
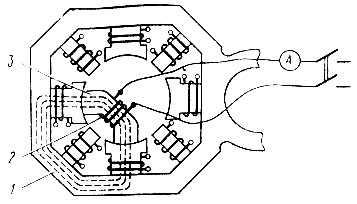
Рис. 16. Схема определения межвитковых замыканий в катушках полюсов в собранном остове: 1 - остов; 2 - катушка сердечника; 3 - сердечник
Проверку на межвитковое замыкание катушек можно проводить также при помощи импульсной установки ИУ-37, разъединив предварительно все межкатушечные соединения и подключая поочередно проверяемые катушки. Импульсная установка позволяет обнаружить неявно выраженные замыкания в катушках полюсов, т. е. выявить катушку с ослабленной межвитковой изоляцией. Измерение с помощью импульсной установки осуществляется путем сравнения испытуемой катушки с эталонной. Катушки соединяют друг с другом (рис. 17) и поочередно подают напряжение 1 кВ на испытуемую и эталонную катушки. При отсутствии межвитковых замыканий для обеих катушек на экране осциллографа будут синусоиды. Всплеск на экране осциллографа (рис. 17, б) означает наличие межвиткового замыкания.
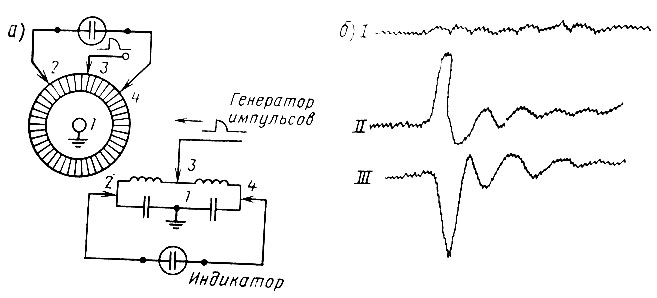
Рис. 17. Проверка катушки на межвитковое замыкание на импульсной установке ИУ-57: а - схема расположения электродов при контроле; б - характер кривых на экране; I - замыкание отсутствует;II - замыкание на участке 2-3; III - замыкание на участке 3-4; 1-3 - цепь импульсов
Плотность контактных соединений в цепи полюсов проверяют нагревом двойным номинальным током в течение 8-10 мин. О надежности судят по разнице нагрева мест соединений путем ощупывания после отключения тока, изменению показаний амперметра при покачивании мест соединений или по изменению сопротивления или по пожелтевшим участкам на серой эмали, которой обычно покрывают полюсы.
Катушки полюсов, имеющие пробой, повреждение изоляции и межвитковое замыкание, подлежат съему и замене новыми или отремонтированными.
Поврежденную катушку вынимают из остова в такой последовательности: снимают изоляцию с мест соединения проводов, разъединяют межкатушечное соединение, отвертывают болты и вынимают из остова поврежденный добавочный полюс. Для снятия главного полюса необходимо сначала вынуть из остова рядом находящийся добавочный полюс.
Снятый полюс устанавливают на пресс и вьтрессовывают сердечник. Далее сердечник полюса, фланец и катушку очищают и осматривают. При трещинах или изломах фланцы заменяют. Сердечники главных полюсов должны быть прочно стянуты заклепками, головки которых не должны выступать за плоскости боковин. Опорная поверхность сердечника не должна иметь выступов и заусенцев. На сердечнике добавочного полюса трещины, отколотые бурты, сорванная или ослабшая резьба не допускаются.
Чаще всего у катушек главных и добавочных полюсов можно обнаружить излом выводов и повреждение изоляции. Выводы катушек меняют на ремонтных заводах, в депо устраняют только местные повреждения изоляции. В таких случаях срезают изоляцию с постепенным уклоном до неизолированной части. Новую изоляцию накладывают так, чтобы заполнить место старой (местные утолщения не допускают). Каждый слой накладываемой изоляции промазывают изоляционным лаком. Изоляционную ленту накладывают ровно; без морщин с равномерным натягом. После этого катушку пропитывают, сушат и покрывают эмалью ГФ92-ХС. При ремонте катушек с перепайкой выводных кабелей также изоляцию снимают только у места впайки кабеля. При нанесении изоляции каждый слой должен укладываться с перекрытием предыдущего на половину ширины ленты.
Катушки полюсов тяговых двигателей ЭД-118А с изоляцией типа "Монолит" в депо не ремонтируют и при повреждениях их отправляют на завод.
Монтаж в остов полюсов производят с установкой снятых ранее прокладок (стальной, диамагнитной, изолирующей и пружинной). После окончательной затяжки болтов замеряют расстояние между главными и добавочными полюсами (рис. 18). Если размер больше нормального, то под полюс подкладывают прокладки, если меньше - подтягивают болты. Далее проверяют расстояние между рядом расположенными полюсами. Разница размера по всем полюсам не должна превышать 2 мм. Наименьшее расстояние между соседними катушками главных и добавочных полюсов допускается не менее 3 мм. Размеры между соседними катушками замеряют с обеих сторон остова. Изменение этих размеров достигается перемещением полюсов при ослабленных болтах с помощью ломика с упором в металлические детали.
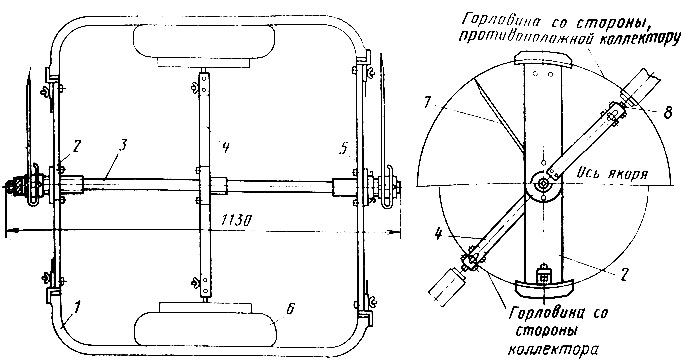
Рис. 18. Приспособление для проверки положения главных и добавочных полюсов относительно оси якоря: 1 - остов; 2,5 - центрирующие поперечины; 3 - штанга; 4 - линейка; 6 - полюс; 7 - установочная игла; 8 - выдвижной наконечник
Затем закрепляют межкатушечные соединения и проверяют правильность полярности катушек. Для этого цепь катушек подключают к аккумуляторной батарее с напряжением 6-8 В и подносят к катушкам компас. Полюс, к которому стрелка компаса поворачивается концом S, будет северным. При правильной полярности закрепляют окончательно межкатушечные соединения. Чтобы обеспечить хорошее соединение, вывод, наконечник и гайка должны быть облужены и иметь плоскую форму. Пластинчатую пружину необходимо ставить выпуклой стороной к наконечнику, а болты - затянуть. Место соединения покрывают изоляционной замазкой (выравнивание неровностей), тремя слоями стеклолакоткани и одним слоем стеклянной ленты. Далее межкатушечное соединение прикрепляют к остову с помощью металлического хомута, чтобы исключить перетирание их между собой.
После соединения выводов катушек устанавливают щеткодержатели. Щеткодержатель заводят в углубление кронштейна и прикрепляют с помощью накладки и болта. Пальцы щеткодержателя плотно зажимают между кронштейном и накладкой. К щеткодержателям присоединяют кабели в соответствии со схемой соединений каждого типа электродвигателя. Окончательно щеткодержатели закрепляют после установки якоря в остов.
Подшипниковые щиты после очистки и обмывки осматривают и обмеряют по всем посадочным поверхностям. Наружный размер подшипникового щита определяют по трем диаметрам со сдвигом на 120° по окружности, вычисляют средний диаметр. Полученные данные позволяют подсчитать натяг посадки щитов в остов, который должен находиться в пределах 0,05-0,08 мм. Овальность и конусность посадочной поверхности подшипникового щита допускается не более 0,08 мм. Если овальность и конусность превышают норму, то их Устраняют обточкой с минимальным снятием металла и с сохранением натяга в пределах нормы.
Для определения натяга наружного кольца роликового подшипника размер гнезда подшипникового щита измеряют по двум взаимно перпендикулярным диаметрам в трех плоскостях по глубине гнезда (в начале, середине, конце). По полученным данным подсчитывают натяг посадки подшипника в щит. При овальности и конусности, превышающих норму, гнездо растачивают до выведения дефекта с минимальным снятием металла и сохранением натяга.
Лабиринты подшипниковых щитов и лабиринтные кольца, имеющие раковины в лабиринтных нитях до 6 мм, но не более 15 % общей длины, оставляют. Крышки подшипника и уплотнительные кольца со стороны шестерни осматривают. Обнаруженные в литье трещины вырубают и заваривают.
Замеряют размеры резьбовых отверстий. Разработанную, сорванную или забитую резьбу восстанавливают метчиком, а при невозможности выполнения этой операции восстанавливают наплавкой.
Износ посадочных поверхностей щитов, крышек и уплотнительных колец, не превышающий 0,15 мм на сторону, восстанавливают путем нанесения пленки эластомера ГЭН-150 (В). При большем износе наплавляют на автоматической установке под слоем флюса. Такая установка производит наплавку при вращении щита с автоматической подачей электродной проволоки и флюса. При отсутствии автоматической установки наплавку ведут вручную. После наплавки посадочные и привалочные поверхности обтачивают на токарном станке до чертежных размеров. Подшипниковые щиты протачивают с одной установки.
Щеточный аппарат, соединительные и выводные кабели. Щеткодержатели (рис. 19) устанавливают по вертикальной и горизонтальной осям тягового двигателя и крепят при помощи двух стальных пальцев 5 к кронштейну, который приварен к торцовой стенке остова. Щеткодержатель имеет литой латунный корпус б, в который запрессованы два пальца 5. Пальцы изолированы от корпуса. На них одеты фарфоровые (или из пресс-материала К-78-51) изоляторы 4. В корпусе щеткодержателя имеются гнезда для установки щеток 1. Щетки прижимаются к коллектору спиральными пружинами 2, нажатие которых регулируется поворотом втулки.
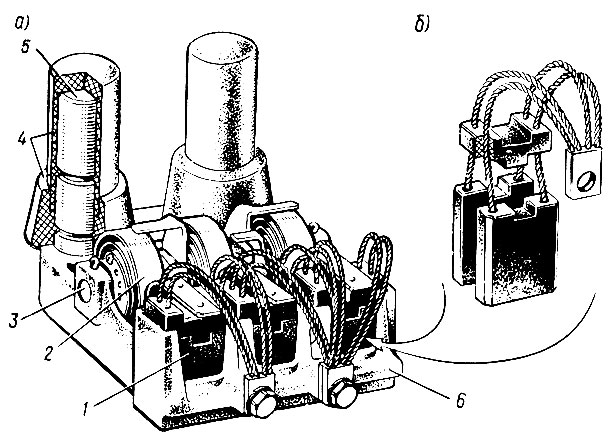
Рис. 19. Общий вид щеткодержателя: а - щеткодержатель; б - щетка; 1 - щетка; 2 - пружина; 3 - ось; 4 - изоляторы; 5 - палец; 6 - корпус
При разборке тягового электродвигателя щеткодержатель снимают для освидетельствования и ремонта. Перед осмотром щеткодержатель и пальцы протирают салфеткой, смоченной в бензине, а затем сухой. Измеряют сопротивление изоляции пальцев мегаомметром на 2,5 кВ. Сопротивление изоляции пальцев должно быть не менее 50 МОм. При заниженном сопротивлении изоляции пальцы щеткодержателя просушивают при температуре 110-130 °С до требуемого значения. Осматривают изоляцию пальцев, проверяют целостность фарфоровых изоляторов и их посадку на пальцы и плотность запрессовки пальцев в корпус щеткодержателя. Пальцы, имеющие трещины и прожоги изоляции, ослабление посадки в корпусе щеткодержателя, подлежат замене.
Щеткодержатели разбирают в такой последовательности: вынимают шплинты из оси 3 и ослабляют пружину 2 во втулках, для чего выводят конец их из прорези втулки, выбивают ось 3 и снимают пружины 2 с втулкой, срубают заклепку, выбивают ее из отверстия и выпрессовывают палец 5 (при необходимости замены пальца щеткодержателя).
Корпус 6 щеткодержателя осматривают при помощи лупы. При обнаружении трещин у прилива для крепления пальцев щеткодержателя, а также при трещинах, могущих вызвать откол литья у окна под щетку, корпус щеткодержателя подлежит замене. Трещины заваривают по следующей технологии: концы трещины засверливают сверлом диаметром 3 мм, выполняют разделку трещины под углом 60°, корпус подогревают до температуры 400-450 °С и заваривают газосваркой, используя припой - латунную проволоку Л-62 диаметром 5 мм и флюс, состоящий из 70 % буры, 20 % хлористого натрия и 10 % борной кислоты. Восстанавливают сваркой большой износ в отверстии под оси пружины щеткодержателя и под резьбу. После сварочных работ швы опиливают и при необходимости сверлят отверстия под оси и резьбу с последующей ее нарезкой.
Фарфоровый изолятор 4 заменяют при обнаружении на нем трещин, сколотых краев, поврежденной и потемневшей глазури. В этих случаях после снятия дефектного изолятора с пальца щеткодержателя Удаляют изоляционное покрытие из асбестовой ленты, наматывают новую ленту из электроизоляционного асбеста, пропитанную эпоксидно-бакелитовым лаком (30 % эпоксидной смолы и 70 % основы бакелитового лака) с предварительной промазкой канавок тем же лаком. Далее насаживают фарфоровый изолятор на изолированный палец, покрывают торец изолятора эмалью ГФ 92-ХК с добавлением 60-70 % талька и просушивают на воздухе.
Пропитанную асбестовую ленту наматывают на палец щеткодержателя в один слой, закрепляют по канавке асбестовой нитью и помещают палец в нагретую до температуры 60-70 °С печь и сушат в течение 1,5-2 ч. После сушки наматывают еще несколько слоев свежеприготовленной асбестовой ленты и насаживают изолятор. Собранный палец щеткодержателя сушат в печи при температуре 60-70 °С в течение суток и затем изолятор испытывают напряжением 2 кВ переменного тока в течение 1 мин.
Износ окон под щетки в корпусе щеткодержателя проверяют проходным и непроходным шаблоном. При неравномерной выработке окон их опиливают, если размер окна после этой операции будет находиться в пределах ремонтного допуска. Восстанавливают, размеры окон корпуса щеткодержателя до чертежных размеров методом электролитического меднения. Приведенный способ восстановления позволяет нарастить необходимую толщину слоя на стенки окон, а затем точно обработать их протягиванием. Перед меднением контур окна выравнивают по наибольшему износу. Слой меди наносят с учетом припуска 0,2 мм на обработку протягиванием.
Для сборки щеткодержателя после ремонта вставляют ось в корпус щеткодержателя и во втулки, заводят загнутые концы пружин в прорези втулок, чтобы пружина обеспечивала нажим на щетки, зашплинтовывают втулки с осью и ось с корпусом, устанавливают щетки. Щетки предварительно притирают на специальном барабане. Далее собранный щеткодержатель устанавливают в приспособление и с помощью динамометра измеряют нажатие на щетки, которое должно быть 42-48 Н. Нажатие регулируется поворотом втулки. Минимально возможное изменение нажатия обеспечивают поворотом втулки на 9°, что соответствует изменению нажатия на щетку в пределах 4-6 Н.
При всех видах ремонта проверяют состояние выводных и соединительных кабелей. Кабели, имеющие обрыв жил более 10 % сечения или перегрев, определяемый по наличию хрупкой и потрескавшейся изоляции, заменяют или ремонтируют. При осмотре особое внимание обращают на состояние кабелей при выходе их из остова, где наиболее часто встречаются случаи повреждения изоляции. Поврежденную изоляцию кабелей восстанавливают, если длина места повреждения не более 100 мм. В таких случаях в месте повреждения изоляцию вырезают с плавным изменением основной изоляции с каждой стороны на длине 20-25 мм. Новую изоляцию накладывают лентой из натуральной резины или лакоткани в полуперекрышку без морщин, промазывая каждый слой клеящим лаком, чтобы общая толщина новой изоляции была не менее толщины основной изоляции. Сверху покрывают двумя слоями прорезиненной изоляционной ленты, перекрывающей нижние слои на 10 мм.
Якорь и коллектор. После выемки якорь осматривают. Якоря, имеющие явное повреждение изоляции обмотки, разрушение коллектора, бандажей, трещины и повреждения вала, нажимных шайб и сердечника, подлежат отправке на заводы для выполнения капитального ремонта.
Проверку состояния якоря начинают с измерения сопротивления изоляции и сопротивления обмотки якоря. Сопротивление изоляции якоря замеряют мегаомметром на 1000 В, и оно должно быть не менее 20 МОм. Якорь с заниженным сопротивлением изоляции сушат в печи в течение 12-24 ч при температуре 110-120 °С с последующим замером сопротивления изоляции. Если и после сушки сопротивление изоляции будет занижено, то необходимо проверить влажность якоря прибором контроля влажности после остывания якоря до температуры не выше 40 °С. Порядок проверки влажности якоря описан в разделе ремонт якоря тягового генератора. Якорь, высушенный и имеющий заниженное сопротивление изоляции, подлежит заводскому ремонту.
Для замера сопротивления якоря при петлевой обмотке измерительные провода подключают к 1-й и 55-й коллекторным пластинам для тяговых двигателей ЭД-107, ЭД-107А и ЭД-118А и к 1-й и 38-й пластинам для ЭДТ-200Б и полученное сопротивление делят на три. Сопротивление обмотки якоря при температуре +20 °С должно быть 0,00532 Ом для двигателей ЭДТ-200Б и 0,012 Ом для ЭД-107, ЭД-107А, ЭД-118А.
Обмотку якоря проверяют на отсутствие межвитковых замыканий при помощи специального щупа с изолирующей ручкой путем замыкания поочередно соседних коллекторных пластин, между которыми находится виток с поврежденной изоляцией. Если обнаруженное замыкание устранить невозможно приведением в исправное состояние коллектора, якорь отправляют в капитальный ремонт.
Осматривают состояние рабочей поверхности коллектора. На поверхности коллектора не допускается подгар коллекторных пластин, следы выплавления припоя на петушках, забоины, задиры и местные выжиги глубиной более 0,5 мм. Забоины и выжиги глубиной до 0,5 мм выводят обточкой, а глубиной более 0,5 мм - заплавляют припоем ПОСС-61 с фиксацией этой операции в техническом паспорте.
Измеряют диаметр и выработку коллектора под щетками и глубину продорожки миканита. Диаметр обточенного коллектора должен быть не менее 380 мм для всех типов двигателей. Диаметр коллектора замеряют с помощью скобы с микрометрической головкой (до 400 мм) в местах наибольшей выработки. При выработке более 0,3 мм коллектор обтачивают с минимальным снятием меди.
Состояние бандажей и пазовых клиньев проверяют легким осту-киванием. Бандажи, имеющие расслоения, трещины лакового слоя, сдвиги витков, ослабления, вздутия и прожоги ленты, заменяют. Клинья, ослабшие в пазу или поврежденные, подлежат замене. Новый бандаж наматывают на бандажировочном станке (рис. 20), состоящем из станины Z, передней 2 и задней 12 бабок, каретки 49 служащей для Направления укладываемой ленты, и системы роликов для предварительного натяжения бандажной ленты. Передняя бабка приводится в движение электродвигателем 9 через клиноременную передачу. Якорь 6 вращается с частотой 15 об/мин. На каретке расположен динамометр 5, показывающий натяжение проволоки. Станок оборудован приспособлением для выполнения продорожки коллектора.
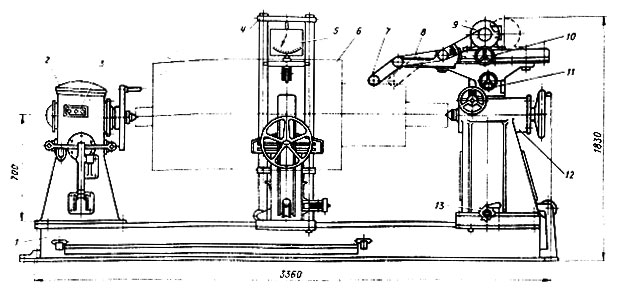
Рис. 20. Станок для бандажировки якорей: 1 - станина; 2 - передняя бабка; 3 - панель управления; 4 - каретка; 5 - динамометр; 6 - якорь; 7 - фреза; 8 - ременная передача; 9 - электродвигатель; 10, 11 - маховики; 12 - задняя бабка; 13 - храповой механизм
Бандаж делают из стеклобандажной ленты, изготовленной из непрерывных стеклянных нитей, скрепленных между собой электроизоляционным лаком ПЭ-933. Стеклобандажную ленту наматывают с определенным для каждого типа тягового двигателя натяжением и числом витков (например, для двигателя ЭДТ-200Б усилие натяжения должно быть в пределах 1,4-1,5 кН). Ленту укладывают на изоляционные прокладки из электрокартона. Ленту наматывают в полуперекрышу равномерно по ширине бандажа. По окончании намотки снижают натяжение ленты на 50 %, а ее конец заправляют под предпоследний виток бандажа с последующим закреплением нагретым паяльником, подогревая и разглаживая всю поверхность. Бандаж запекается в печи одновременно с сушкой якоря. Начальная температура не должна превышать 60-70 °С, далее повышают ее до требуемого значения со скоростью 25-30 °С в 1 ч. Вновь наложенный бандаж должен иметь глянцевую поверхность; отслоение витков и повреждение лаковой пленки не допускается.
Обмотку якоря необходимо проверить на качество пайки петушков коллектора методом, при котором сравнивают падение напряжения между каждой парой соседних коллекторных пластин при помощи измерительной вилки (рис. 21). На обмотку подают постоянное напряжение 10-12 В. Устанавливают контакты на коллекторные пластины по шагу обмотки. Милливольтметром, присоединяемым поочередно к каждой паре соседних коллекторных пластин, измеряют падение напряжения в витках обмотки между пластинами. В исправном якоре отклонение стрелки прибора от среднего не более 20 %. Завышенное или отсутствие показания прибора указывает на плохую пайку петушков коллектора или обрыв витков. Этим приспособлением можно определить и межвитковое замыкание (заброс стрелки).
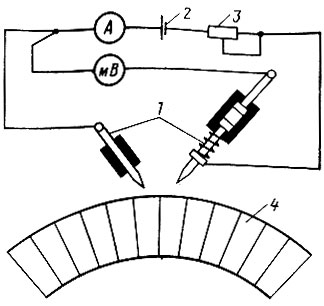
Рис. 21. Принципиальная схема проверки качества пайки петушков к обмотке якоря: 1 - измерительная вилка; 2 - источник питания; 3 - резистор; 4 - коллектор
Пайку петушков выполняют контактным способом. К петушку, имеющему плохую пайку, подводят угольный электрод, а к рабочей части той же пластины - другой электрод и подают на них напряжение 12 В. Петушок разогревается до температуры 300 °С (светло-красного цвета), после чего проводят по торцу разогретого петушка прутком припоя до заполнения шлицы. Для предотвращения затекания припоя внутрь обмотки, что может привести к межвитковому замыканию, якорь при пайке располагают под углом 30-35° коллектором вниз.
Продорожку коллектора выполняют на глубину 1-1,5 мм, если канавки между пластинами коллектора будут менее 0,5 мм. Увеличение глубины продороживания свыше 1,5 мм нецелесообразно, так как это может привести к скоплению грязи в дорожках и замыканию пластин.
Приспособление для продорожки укрепляют на станке (см. рис. 20), имеющем электродвигатель 9, ременную передачу 8 и фрезу 3. Частота вращения фрезы - 3000-4000 об/мин. Привод фрезы установлен на салазках, которые могут перемещаться горизонтально от маховика 10 и вертикально от маховика 11. Вращающуюся фрезу устанавливают над миканитовой пластиной, опускают на требуемую глубину и маховиком 10 перемещают с наружной стороны к петушкам. При большой программе ремонта на специализированных участках депо устанавливают станки-полуавтоматы, у которых поворот якоря, подъем и перемещение фрезы из одного паза в другой автоматические. Дорожки между пластинами можно углублять вручную с использованием приспособления (рис. 22).
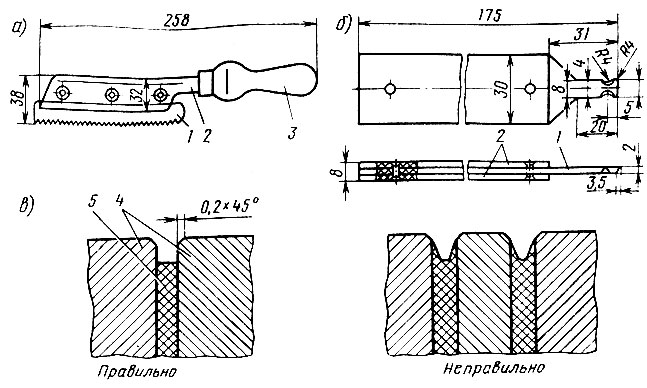
Рис. 22. Приспособления для продороживания якорей: а - для продороживания; б - для снятия фасок; в - дорожки; 1 - ножовочное полотно; 2 - держатель; 3 - ручка; 4 - коллекторные пластины; 5 - миканит
После продорожки с кромок пластин коллектора снимают фаски размером 0,2 мм*45°. Далее коллектор шлифуют полотном с мелким стеклянным зерном или абразивными брусками. Применять для шлифования коллектора шкурку запрещается. Шлифование коллектора выполняют при частоте вращения якоря 300-500 об/мин, продольной подаче - 0,2 мм/об. Якорь после шлифования обдувают сухим воздухом под давлением 0,2-0,5 МПа.
В процессе ремонта у якоря могут быть заменены бандажи, клинья,4 произведена пропитка обмотки, пайка коллектора и др., что может нарушить сделанную ранее балансировку, привести к повышению вибрации, а вибрация в свою очередь - к механическим разрушениям. Поэтому в депо производят динамическую балансировку якоря после ремонта. Небаланс не должен превышать 0,055 Н*м у двигателей ЭДТ-200Б и ЭД-107 и 0,04 Н*м - у ЭД-107А и ЭД-118А. Небаланс устраняют перемещением балансировочных грузов с креплением их болтов с гайкой.
Заключительная операция ремонта якоря - испытание электрической прочности обмотки относительно корпуса напряжением 1600 В переменного тока частотой 50 Гц в течение 1 мин.
Сборка тягового двигателя. Перед началом сборки якорь и остов протирают сухой салфеткой, сверяют номера остова, подшипниковых щитов и букс моторно-осевых подшипников, проверяют радиальный зазор роликовых подшипников. Для оценки радиального зазора наружное колесо подшипника с комплектом роликов надевают на внутреннее кольцо, насаженное при сборке якоря. Далее щупом проверяют радиальный зазор между внутренним кольцом и роликом, который должен быть 0,095-0,22 мм со стороны коллектора и 0,125-0,26 мм со стороны шестерни для всех типов электродвигателей. Насаженный на вал подшипник должен свободно вращаться от руки.
Наружные кольца роликовых подшипников запрессовывают в гнездо подшипникового щита на прессе с натягом в соответствии с требованиями и нормами для каждого типа тягового двигателя. Разрешается устанавливать наружное кольцо при нагреве гнезда подшипникового щита индукционным нагревателем.
После посадки колец подшипников приступают к сборке тягового двигателя. Подшипниковые щиты запрессовывают в остов с использованием той же оснастки, что и при разборке. Первым-запрессовывают щит со стороны коллектора. Затем устанавливают на вал противоположный подшипниковый щит и совместно с подшипниковым щитом якорь заводят в остов. При горизонтальной сборке якорь заводят при помощи Г-образной скобы, при вертикальном способе - опускают в остов.
При горизонтальном способе сборки индукционный нагреватель (рис. 23) прижимается сбоку при помощи специального приспособления, перемещающегося вдоль рабочих тумб, на которых установлены остовы.
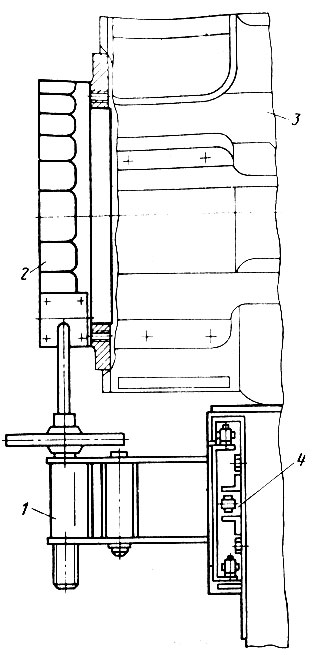
Рис. 23. Индукционный нагреватель: 1 - механизм перемещения; 2 - нагреватель; 3 - остов; 4 - подставка для электродвигателя
После запрессовки щитов проверяют легкость вращения якоря. Якорь должен вращаться свободно от руки, без заедания и задевания. Замеряют снова радиальный зазор и торцовое биение в роликовых подшипниках.
Торцовое биение поверхности наружного кольца относительно плоскости перпендикулярной оси проверяют при помощи приспособления (рис. 24), которое закрепляют на валу якоря. В оправке устанавливают индикатор, который ножкой прикасается к торцу наружного кольца подшипника. Рукояткой 4 вал якоря медленно проворачивают и индикатор показывает биение подшипника, которое не должно превышать 0,2 мм. Превышение этого значения указывает на неправильный монтаж подшипникового щита или несоответствие размеров посадочных мест (овальность поверхности выше допустимой). В таких случаях подшипниковый щит выпрессовывают, проверяют посадочные поверхности и устраняют причины, приведшие к перекосу.
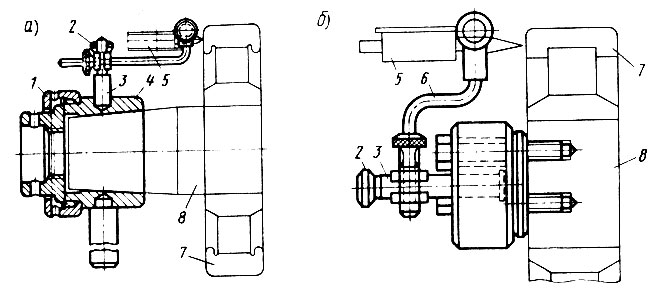
Рис. 24. Приспособление для проверки торцового биения якорных подшипников: а - со стороны шестерни; б - со стороны коллектора; 1 - гайка; 2 - винт; 3 - стержень; 4 - втулка; 5 - индикатор; 6 - оправка; 7 - роликовый подшипник; 8 - вал якоря
Перед установкой крышек подшипников и лабиринтных колец во внутреннюю полость подшипника закладывают смазку (2/3 объема), в полость задней лабиринтной крышки смазку не закладывают. В смазочную трубку, ввернутую в подшипниковые щиты, запрессовывают смазку.
Устанавливают на вал якоря наружное уплотнительное кольцо со стороны шестерни, доводя его до упора в торец подшипника, обеспечив зазор в лабиринте крышки и уплотнительного кольца в пределах 0,8-1,3 мм для всех типов тяговых двигателей.
После сборки проверяют осевой разбег якоря (измерения проводят так же, как и при разборке), замеряют биение коллектора, измеряют воздушный зазор между сердечником якоря и полюсами. Биение коллектора замеряют при помощи приспособления (рис. 25), укрепленного струбциной к верхнему коллекторному люку остова.
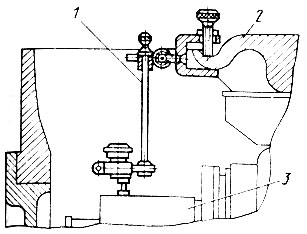
Рис. 25. Приспособление. для замера биения коллектора: 1 - приспособление; 2 - остов; 3 - коллектор
Биение коллектора допускается не более 0,08 в горячем и 0,07 мм в холодном состоянии для всех типов тяговых двигателей. Воздушный зазор измеряют щупом под всеми полюсами в трех положениях якоря через 120°, используя смотровые люки. Воздушный зазор между поверхностью якоря и главными полюсами для тяговых двигателей ЭДТ-200Б должен быть 4-5 мм, а ЭД-107 и ЭД-118А - 6,5-7,5 мм и между якорем и добавочными полюсами - соответственно 6-7 и 9,5-10,5 мм.
При монтаже щеткодержателей необходимо обеспечить расстояние между корпусом щеткодержателя и рабочей поверхностью коллектора 2-4 мм для всех типов тяговых двигателей и между корпусом щеткодержателя и торцовой поверхностью петушков для двигателя ЭДТ-200Б 6,5-17 и 18,5-20,5 мм - для ЭД-107 и ЭД-118А (рис. 26). Эти расстояния замеряют при крайнем положении якоря в сторону щеткодержателя.
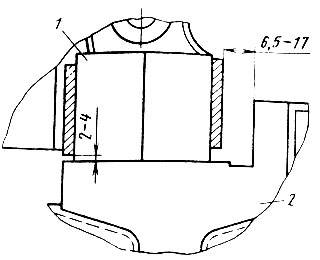
Рис. 26. Установка щеткодержателя на коллекторе: 1 - щетка; 2 - коллектор
Для безыскровой работы тяговых двигателей большое значение имеет установка щеток на геометрической нейтрали. В неподвижной машине к двум соседним щеткодержателям подключают гальванометр, шкала которого имеет ноль посередине. От постороннего источника питания в обмотку главных полюсов подают ток, равный 1-5 % номинального тока возбуждения. При включении тока стрелка прибора будет отклоняться. Поворотом траверсы в ту или иную сторону Добиваются наименьшего отклонения стрелки. Чтобы не повредить прибор при повороте траверсы, его следует отключать. Для проверки правильности найденного нейтрального положения необходимо довернуть якорь и снова проверить нейтраль. Если отклонение стрелки прибора будет незначительным, траверсу закрепляют окончательно и проверяют еще раз.
Для определения расстояния между осями щеток достаточно выставить на пластины, секции которых лежат на нейтрали, щетки одного щеткодержателя. Установку остальных щеток контролируют бумажной лентой. Для этого вокруг коллектора прокладывают бумажную ленту и по отпечаткам щеток измеряют расстояние. Разница расстояний по окружности коллектора между осями любых пар щеток не должна превышать 2 мм. Этот размер в основном задается при изготовлении тягового двигателя и сохраняется неизменным. Нарушения могут появиться при заварке трещин в корпусе щеткодержателя так как корпус может деформироваться.
На собранный электродвигатель устанавливают крышки коллекторных люков, вентиляционные сетки и проверяют качество крепления болтов. Крышки люков должны плотно прилегать к остову и легко сниматься и устанавливаться на остов.
Проверка и испытание тягового электродвигателя после сборки. Тяговый электродвигатель после ремонта передают на испытательную станцию. При испытании проверяют и заносят в журнал следующие параметры: сопротивление обмотки глазных и добавочных полюсов и якоря, измеренное перед стендовыми испытаниями; температуры нагрева обмоток главных, добавочных полюсов и якоря; частоту вращения якоря в обе стороны при номинальной мощности; следы перебросов и кругового огня; сопротивление изоляции; электрическую прочность изоляции; проверку на повышенную частоту вращения.
Сопротивления обмоток тягового электродвигателя измеряют в холодном состоянии перед стендовыми испытаниями. Для замера сопротивления обмотки якоря поднимают щетки у всех щеткодержателей и подкладывают под них изоляционные прокладки.
Тяговые электродвигатели на стенде испытывают методом взаимной нагрузки. Для этого на бетонированную площадку стенда устанавливают два тяговых электродвигателя и соединяют их валы муфтой стенда, монтируют вентиляционные патрубки, заменяют крышки верхних коллекторных люков специальными крышками со стеклянным окном и подсоединяют выводные кабели к зажимам стенда.
Испытание на нагревание электродвигателей проводят в течение 1 ч при напряжении на коллекторе у двигателей ЭД-107, ЭД-107А, ЭД-118А - 463 В и токе 800 А, а у тяговых двигателей ЭД-200Б - 275 В и 970 А соответственно. Во время испытания двигатели охлаждаются продуваемым через них воздухом в объеме 75 м3/мин для ЭД-107, ЭД-107А, ЭД-П8А и 55 м3/мин - для ЭДТ-200Б. При этих испытаниях один тяговый двигатель работает в режиме генератора, а другой -электродвигателя. Тепловой режим считается одинаковым для обоих электродвигателей. Через 30 мин после начала испытания переключают режимы работы тяговых двигателей, т. е. двигатель, работавший в режиме генератора, далее работает в режиме электродвигателя, а другой двигатель - в режиме генератора. Режимы переключают после остановки тяговых двигателей.
Замер сопротивления обмотки якоря выполняют 4-5 раз через определенные промежутки времени на тех же коллекторных пластинах, на которых замеряли сопротивление обмотки в холодном состоянии. По подученным измерениям строят кривую остывания обмотки и определяют температуру нагрева обмотки в момент остановки тяговых двигателей. Допустимое превышение температуры обмоток над температурой окружающего воздуха в конце испытания на нагрев не должно превышать для добавочных полюсов, якоря и коллектора всех типов тяговых двигателей соответственно 130, 120, 85 °С и главных полюсов у ЭДТ-200Б - 130, а ЭД-107, ЭД-107А, ЭД-118А - 180 °С.
Проверку частоты вращения и реверсирования тяговых двигателей выполняют при номинальной мощности. Отклонение частоты вращения не должно превышать более ±3 % для электродвигателей ЭД-107А, ЭД-118А и 4 % - для ЭДТ-200Б и ЭД-107, Разность между частотами вращения в одну и другую стороны не более 3 % среднего арифметического обеих частот вращения.
Испытания на повышенную частоту вращения производят для проверки механической прочности узлов тяговых двигателей. Испытания проводят на нагретых двигателях в течение 2 мин, на холостом ходу, при частоте вращения якоря у ЭДТ-200Б 2650 об/мин, а ЭД-107, ЭД-107А, ЭД-118А - 2750 об/мин. После выключения прослушивают работу двигателя. Так, стук щеток является признаком выступания коллекторных пластин.
Коммутацию у тяговых двигателей проверяют при вращении в обе стороны по 30 с. При неудовлетворительной коммутации проверяют притирку щеток по коллектору, соответствие марки и размера щеток, нажатие на щетки, зазор между корпусом и щеткой, а также между щеткодержателем и коллектором. Площадь прилегания щеток к коллектору должна быть не менее 75 %. Повторно оценивают биение коллектора, правильность разбивки щеткодержателей относительно коллектора, соответствие типа установленного якоря типу магнитной системы, воздушный зазор между якорем и полюсами, число прокладок под сердечниками добавочных полюсов, надежность крепления траверсы, совпадение меток на щите и остове, поставленных при предыдущих испытаниях. Если эти параметры соответствуют нормам,а искрение более допустимого - проверяют установку нейтрали.
Измерение сопротивления изоляции обмоток тягового двигателя по отношению к корпусу после испытания на нагрев выполняют мегаомметром на 1000 В (не менее 3 МОм). Электрическую прочность изоляции обмоток относительно корпуса проверяют переменным током частотой 50 Гц в течение 1 мин напряжением 1400 В для всех типов тяговых двигателей. Испытания проводят в такой последовательности: сначала подают треть испытательного напряжения в течение 10 с, затем полное напряжение - 1 мин, и далее снижают до 1/3 испытательного напряжения и отключают.
Полное испытание тягового электродвигателя проводят на испытательной станции депо. Однако допускается в депо производить ограниченные испытания на холостом ходу при частоте вращения якоря 400 и 1000 об/мин в течение 30-40 мин и повышенной частоте вращения 2640 об/мин в течение 2 мин.
После испытаний на выводные концы кабелей надевают защитные рукава, устанавливают буксы моторно-осевых подшипников и насаживают шестерню на конус вала с натягом 1,2-1,5 мм. Перед посадкой необходимо произвести притирку шестерни по конусу вала. Притирочную смесь готовят непосредственно на конусе вала. Для этого на несколько участков поверхности конуса вала наносят трансмиссионное масло и посыпают на него стеклянный порошок. Шестерню притирают по конусу в течение 4-5 мин, смесь заменяют и повторяют процесс. После притирки поверхности промывают бензином. Качество притирки оценивают по окраске посадочных поверхностей - поверхности должны приобрести матовый оттенок не менее чем на 75 % общей площади прилегания. Далее холодную шестерню насаживают на вал, .постукивают по ее наружному торцу специальным молотком и замеряют размер от торца шестерни до торца вала (рис. 27). Шестерню снимают с конуса, нагревают и насаживают на конус, обеспечивая заданный натяг. После горячей посадки расстояние от торца вала до торца шестерни должно быть не менее 1,5 мм. Затем на конце вала затягивают гайку и загибают замковую шайбу. Собранный и испытанный тяговый двигатель подают на сборку колесно-моторного блока.
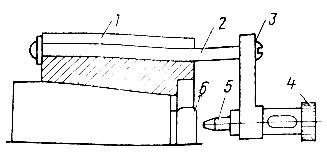
Рис. 27. Приспособление для проверки посадки ведущей шестерни: 1 - ведущая шестерня; 2 - стержень; 3 - кронштейн; 4 - микрометрический винт; 5 - штифт; 6 - вал якоря
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'