5. Тяговый генератор переменного тока
На тепловозах, имеющих передачу переменно-постоянного тока, установлены тяговые генераторы переменного тока. Наибольший опыт эксплуатации накоплен по генератору ГС-501А (рис. 8), устанавливаемому на тепловозе 2ТЭ116.
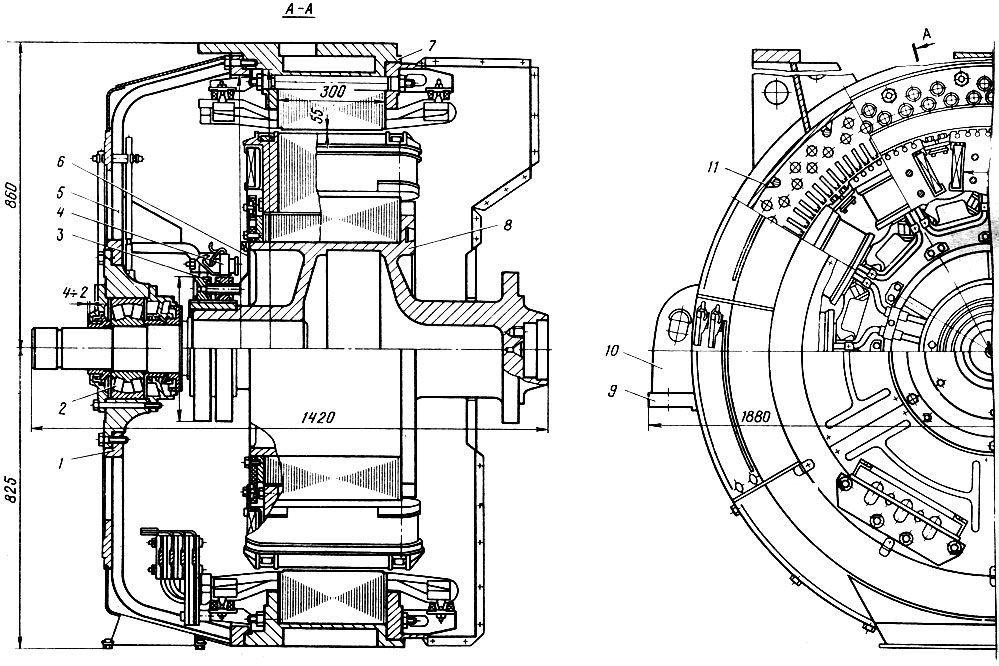
Рис. 8. Тяговый генератор ГС-501А: 1 - съемная ступица; 2 - роликовый подшипник; 3 - контактные кольца; 4 - щеткодержатель; 5 - подшипниковый щит; 6 - выводные шины; 7 - статор; 8 - ротор; 9 - лапы; 10 - ребра жесткости; 11 - кольцевой пакет пластин
Тяговый генератор ГС-501А имеет статор 7 (рис. 8) со сварным корпусом цилиндрической формы. По бокам расположены лапы 9 установки на поддизельную раму, а также ребра жесткости 10 с отверстиями для транспортировки. В верхней части статора приварены кронштейны для установки на генераторе синхронного возбудителя и стартер-генератора. В статор установлен кольцевой пакет пластин 11 с пазами, в которые уложена волновая двухслойная обмотка. Пакет пластин стянут болтами.
Ротор 8 имеет сварно-литой корпус, на котором закреплены двенадцать полюсов. Выводы катушек соединены между собой шинами 6, которые прикреплены к контактным кольцам 3.
Подшипниковый щит 5 сварной конструкции запрессован в статор и закреплен болтами. В щит запрессована съемная ступица /, дающая возможность смены роликового подшипника 2 без снятия щита с генератора. Крышки подшипникового узла стянуты болтами, проходящими через отверстия в теле ступицы. На внутренней поверхности подшипникового щита на изогнутых ребрах установлены щеткодержатели 4.
На тепловозах 2ТЭ121, ТЭП75 для уменьшения массы и размеров устанавливают тяговый агрегат, который включает тяговый синхронный генератор и синхронный генератор собственных нужд. Ротор агрегата имеет общий безвальный корпус, на котором расположены две самостоятельные системы полюсов двух генераторов. Контактные кольца машин крепятся на валу за генератором собственных нужд. Для придания необходимой жесткости статора установлен промежуточный щит. Конструкция тягового генератора агрегата подобна генератору ГС-501 А.
Неисправности механической части тяговых генераторов переменного тока во многом подобны неисправностям генераторов постоянного тока: трещины статора, износ посадочных поверхностей у статора, подшипникового щита, вала, повреждение роликового подшипника, износ и повреждение щеткодержателей, износ щеток и др. Основные неисправности по электрической части появляются в основном из-за загрязнения, вследствие чего имеют место утечки тока, снижение сопротивления изоляции и др.
Порядок снятия, разборки тягового генератора. При текущем ремонте ТР-3 тяговый генератор снимают с тепловоза, очищают от пыли и грязи, проверяют состояние узлов и деталей, их крепления, качество изоляции, заменяют смазку в подшипнике и определяют износы. По результатам оценки состояния выполняют необходимый ремонт. Выемку тягового генератора производят и на неплановых ремонтах, если устранение неисправности требует его полной разборки. Порядок выемки, разборки и сборки генераторов и ремонт подшипниковых щитов подобен таким же операциям тяговых генераторов постоянного тока.
Статор. Ремонт механической части статора аналогичен ремонту механической части станины тяговых генераторов постоянного тока. Дополнительно к рассмотренному ранее проводят операции по проверке затяжки гаек обмоткодержателей (гаечным ключом) и состояния системы выводом. При ослаблении затяжки гаек обмоткодержателя их подтягивают, причем подтяжку ведут равномерно, чтобы оба конца, на которые опираются накладки обмоткодержателей, не смещались относительно друг друга. При осмотре состояния выводов обращают внимание на наличие трещин, следов подгара и оплавлений. Контактные поверхности шин и наконечников должны быть ровными и чистыми (без следов перегрева).
Проверка состояния электрической части сводится к визуальному осмотру, к замеру сопротивления изоляции и сопротивления обмоток. При осмотре обращают внимание на целостность изоляции, выступающие части обмотки, соединительные шины (повреждение их случается при разборке или транспортировке генератора), правильность положения и исправность изоляционных гильз, целостность изоляции и отсутствие трещин на кольцах, места пайки обмотки и соединения демпфирующей обмотки.
Проверяют плотность посадки пазовых клиньев обмотки статора простукиванием молотком. Дребезжание клина в пазу допускается не более чем на одну треть длины клина. Устраняют ослабление путем добавления под клин прокладок из стеклотекстолита (СТЭФ-Р или СТЭФ-1) толщиной 0,35 мм, при этом допускается рациональное выступание клиньев не более 1,5 мм над сердечником статора.
При повреждении покровной изоляции секции или нарушении пайки в хомутиках заменяют секцию обмотки статора. Для этого распаивают хомутики тринадцати секций, за первую принимают поврежденную, т. е. распаивают один шаг секции. Далее выбивают клинья и снимают пазовые прокладки, поднимают верхние стороны секций из пазов, снимают обмоткодержатели с поврежденной секции и заменяют поврежденную секцию новой. Затем устанавливают и закрепляют обмоткодержатели, укладывают верхние стороны секций в пазы и обмоткодержатели, прокладывают пазовые прокладки и устанавливают клин (предварительно при необходимости заменив корпусную изоляцию секции). Пайка хомутиков и катушек производится электродуговым паяльником припоем ПСр 2,5. Концы секций изолируют слюдинитовой лентой в два слоя с перекрытием 1/2 ширины и стеклолентой, также с перекрытием 1/2 ширины. Ленту слюдинитовую следует плотно стянуть стеклолентой ЛЭС 0,1*20.
Для замены корпусной изоляции секции статора снимают старую поврежденную изоляцию, покрывают секцию лаком КО-916 и накладывают три слоя микаленты (с перекрытием 1/2 ширины) и один слой стекло ленты, пропитанной эмалью КО-911, также с перекрытием 1/2 ширины ленты.
При механическом повреждении изоляции лобовых частей секции статора производят подизолировку поврежденного места тремя слоями стекло ленты, пропитанной в лаке КО-916, и покрывают эмалью КО-911.
Сопротивление изоляции обмотки статора по отношению к корпусу определяют мегаомметром на 1000 В. Для замера один щуп мегаомметра подсоединяют к одному из выводов первой обмотки 1С1, 1С2, 1С3, 10, а второй щуп - к корпусу статора. Затем эту же операцию повторяют со второй обмоткой, подсоединяя щуп к выводам 2С1, 2С2, 2С3, 20 (рис. 9). Сопротивление изоляции каждой обмотки должно быть не ниже 2,0 МОм.
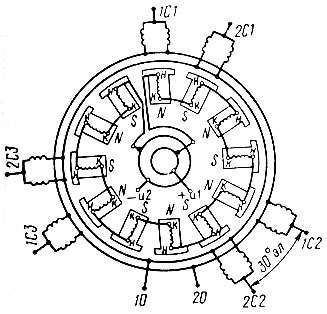
Рис. 9. Схема соединения тягового генератора ГС-501А
Для проверки возможного межвиткового замыкания и обрыва фазы замеряют сопротивление фаз секций обмоток. Нормативы сопротивления приводятся для температуры обмотки 20 °С. Если же температура обмотки секции во время замеров отличается от требуемой, после замера пересчитывают сопротивление по формуле
где RT - сопротивление обмотки секции при температуре Т, ОМ; Т - температура, при которой замеряли сопротивления, °С.
Сопротивления замеряют с помощью моста постоянного тока. Концы выводов прибора соединяют поочередно с выводами фаз 1С1, 1С2, 1С3 первой обмотки, а затем с выводами 2С1, 2С2, 2С3 второй обмотки. Значение сопротивления каждой фазы должно соответствовать 0,0011 ±10 % Ом. При нормальном сопротивлении фаз испытания статора заканчиваются. Если же будет иметь место заниженное значение сопротивления, то в этом случае может быть межвитковое замыкание, а при завышенном значении - возможный обрыв фазы и рядом дальнейших проверок необходимо выявить причину.
Проверку статора на межвитковое замыкание и обрыв обмоток фаз производят с использованием мегаомметра.
В этом случае необходимо щупы мегаомметра подсоединять попарно к выводам обмоток (1С1-1С2, 1С1-1С3, 1С2-1С3). При обрыве в двух замерах мегаомметр покажет сопротивление изоляции (отсутствие цепи), а в одном - ноль (наличие соединения). Таким лее образом проверяют и обмотки 2С1, 2С2, 2С3.
Допускается проверка на межвитковое замыкание при помощи "магнитного башмака" (рис. 10). Магнитный башмак имеет катушку, которая подключается к источнику переменного напряжения 6-12 В и частотой 500-1000 Гц. При наложении на зубцы статора башмак создает переменное магнитное поле, которое наводит э. д. с. в витках катушек, находящихся в перекрываемых им пазах. При замыкании в витке возникает ток, который обнаруживается щупом в виде стальной пластины. Щуп прикладывают к зубцам, охватывающим паз, где лежит вторая сторона катушки с короткозамкнутым витком.
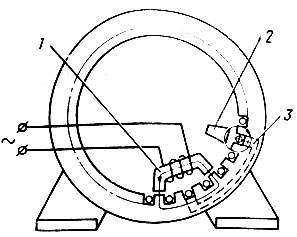
Рис. 10. Проверка обмотки статора на межвитковое замыкание при помощи магнитного башмака: 1 - магнитный башмак; 2 - стальная пластина; 3 - катушка, имеющая межвитковое замыкание
При смене секций, замене корпусной изоляции секций, трещинах в изоляции и лаковой пленке обмотки статор пропитывают в лаке КО-916к с последующей сушкой. Если неисправности не обнаружены, внутреннюю поверхность статора покрывают эмалью горячей сушки КО-911 с очисткой и предварительной сушкой. Предварительно статор сушат в специальной печи в течение 16 ч при температуре 175±5 °С с последующим охлаждением на воздухе. Процесс пропитки начинают с предварительной сушки и охлаждения статора на воздухе до температуры 50-60 °С. Далее статор погружают в ванну с лаком КО-916к, чтобы обмотка полностью покрылась лаком. Время пропитки - 30 мин. Затем статор вынимают и выдерживают на воздухе в течение 1-1,5 ч для стока излишков лака, промывают ксилолом выводы и посадочное место под подшипниковый щит и помещают в печь, где выдерживают 2 ч при температуре 110-130 °С и 16 ч при температуре 170-180 °С. Далее повторяют пропитку в течение 10 мин и сушку при температуре 110-120 °С в течение 2-3 ч и температуре 170-180 °С в течение 24 ч. После сушки сопротивление изоляции обмотки при температуре 110-120 °С должно быть не менее 1 МОм. При меньшем значении сопротивления изоляции сушку необходимо продолжить. Если после этого сопротивление изоляции не достигло требуемого уровня, то проверяют влажность изоляции при температуре 40 °С. Если проверка на влажность показывает, что статор высушен, а сопротивление изоляции ниже нормы, следует установить причину и устранить ее. Если причину установить не представляется возможным, тогда статор отправляют на капитальный ремонт.
После пропитки внутреннюю поверхность статора покрывают эмалью КО-911 при температуре 60-70 °С, а сушку производят ступенчатую: в течение 2 ч при температуре 110-120 °С и 6 ч при температуре 140-160 °С.
Заключительной операцией по ремонту статора является испытание электрической прочности изоляции обмоток фаз напряжением 1900 В переменного тока частотой 50 Гц в течение 1 мин. Испытательное напряжение прикладывают к одной из фаз первой обмотки (1С1, 1С2, 1С3, 10 см. рис. 9) и к корпусу статора, при этом фазы второй обмотки (2С1, 2С2, 2С3) и корпус статора заземляют. Затем прикладывают напряжение к одной из фаз второй обмотки (фазы первой обмотки и корпус статора заземляют).
Щеткодержатели. При осмотрах тяговых генераторов всегда обращают внимание на состояние щеточного аппарата и при выявлении таких дефектов, как трещины корпуса, чрезмерный износ в корпусе под оси, износ окон под щетки, неисправности нажимного рычага, большие смятия гребенки, щеткодержатель снимают и разбирают.
Трещины в корпусе щеткодержателя заваривают газовой сваркой с разделкой их под угол 60° и предварительным подогревом до температуры 400-430 °С.Запрещается заваривать трещины у основания прилива для крепления щеткодержателя. При износе oтверстий под оси свыше 0,5 мм восстановление их также производят газовой сваркой. При небольшом количестве сварочных работ допускается местный прогрев завариваемого места пламенем сварочной горелки. При сверловке отверстий после наплавки корпус щеткодержателя устанавливают в кондуктор с фиксацией по щеточному окну и закреплением боковых поверхностей. При отсутствии кондуктора отверстия размечают по чертежу.
Износ окна под щетки в корпусе определяют проходным и непроходным шаблоном (рис. 11) или штангенциркулем. Щеткодержатели, имеющие увеличенные окна., восстанавливают электролитическим меднением.
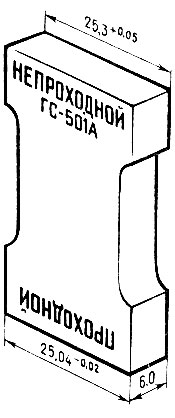
Рис. 11. Шаблон для проверки ширины окна для щеток
Проверяют состояние нажимного рычага и гребенки корпуса. Рычаги, у которых обнаружены перекос витков, ослабшие витки или потеря упругости пружины, заменяют. При смятии и срыве ниток более 20 % площади гребенку восстанавливают, если же менее 20 % площади - впадину ниток очищают шабером.
Собирают щеткодержатели в последовательности, обратной разборке. У собранного щеткодержателя проверяют динамометром усилие нажимного рычага на щетки, которое должно быть в пределах 1,8-2,0 Н.
После монтажа щеткодержателей на подшипниковый щит замеряют сопротивление изоляции цепи щеткодержателей относительно корпуса подшипникового щита мегаомметром на 1000 В. Сопротивление изоляции должно быть не менее 100 МОм. При заниженном или нулевом сопротивлении изоляции проверяют состояние изоляторов. Проводят испытания и на оценку электрической прочности изоляции цепи щеткодержателя относительно корпуса подшипникового щита напряжением 2,5 кВ переменного тока частотой 50 Гц в течение 1 мин. Изоляция цепи щеткодержателя считается выдержавшей испытание, если не произошло перекрытия по поверхности миколексовых изоляторов.
Ротор. В продувочной камере ротор обдувают сухим сжатым воздухом. Далее переставляют ротор на стеллаж и протирают обмотки катушек полюсов обтирочными концами, смоченными бензином, контактные кольца - чистыми сухими безворсовыми салфетками, фланец корпуса, вал - обтирочными концами, смоченными керосином, а затем насухо. Мегаомметром на 500 В замеряют сопротивление изоляции обмотки возбуждения, которое должно быть не менее 20 МОм. Для замера сопротивления изоляции один щуп мегаомметра прикладывают к валу ротора, а второй - к одному из контактных колец. После замера необходимо разрядить обмотку, соединяя вал ротора с контактными кольцами проводом, один. конец которого прикладывают к валу, а другой - к кольцу. Ротор с заниженным сопротивлением изоляции подлежит сушке с последующим замером сопротивления изоляции. Если после сушки сопротивление изоляции не достигнет требуемого значения, необходимо проверить влажность изоляции при температуре ротора не выше 40 °С. Изоляцию считают сухой, если соотношение С2/С50≤1,4 (C2 - емкость ротора при напряжении частотой 2 Гц, С50 - емкость ротора при частоте 50 Гц). Если ротор при сухой изоляции имеет низкое ее сопротивление, то его Передают на капитальный ремонт.
Ремонт механической части ротора аналогичен ремонту механической части якоря тяговых генераторов постоянного тока.
При осмотре электрической части ротора проверяют крепление болтов и гаек выводов шин и дуг, состояние поверхности контактных колец, качество пайки демпферных стержней в полюсах ротора, состояние изоляции полюсов, сопротивление изоляции обмотки и др.
Сопротивление изоляции обмотки замеряют прибором с мостом постоянного тока. Выводы прибора прикладывают к двум кольцам ротора. Сопротивление обмотки возбуждения должно быть 0,52±10 % Ом. При завышенном значении сопротивления обмотки проверяют крепление шин, а при заниженном - межвитковое замыкание.
Проверка обмотки ротора на межвитковое замыкание производится аналогично проверке статора генератора. При обнаружении межвиткового замыкания в обмотке следует определить полюс, имеющий это замыкание. Для этого поочередно отсоединяют выводы катушек полюсов и проверяют каждый полюс. При обнаружении межвиткового замыкания полюс заменяют.
Полюс ротора представляет монолитную конструкцию, катушки его выполнены с изоляцией "Монолит-2". Полюс подлежит ремонту при незначительных дефектах (трещины в изоляционных слоях, сколы изоляции, места поверхностных перекрытий). Эти дефекты устраняют с помощью эпоксидного клея. При значительных дефектах полюс заменяют.
Для снятия дефектного полюса необходимо: разъединить демпферные дуги дефектного и смежных полюсов; отсоединить шины от выводов катушки дефектного полюса и по одной соединительной шине с выводов смежных к дефектному полюсу катушек; снять две секции, контактные с соединительными шинами; подвести со стороны контактных колец клиновое приспособление узкой стороной (рис. 12) к торцу выбиваемой шпонки полюса; сместить правую шпонку относительно левой ударом молотком по клиновому приспособлению; подвести со стороны фланца клиновое приспособление к торцу выбиваемой шпонки; сместить и выбить окончательно правую шпонку. Дефектный полюс снимают с ротора тросом, зачаливая его за концы дуг полюсов.
Рис. 12. Клиновое приспособление
Контактные кольца, вызывающие искрение и сколы щеток при работе генератора, обтачивают на токарном станке (вместе с ротором) с минимальным снятием стали за два приема (вторая обточка чистовая) с последующей обработкой шлифовальной шкуркой. Шлифуют кольца с применением абразивных брусков марки Р-16 или Р-17. Запрещается при обточке контактных колец опиливать рабочую поверхность.
Ротор испытывают на прочность изоляции электрической цепи напряжением переменного тока 1150 В, частотой 50 Гц в течение 1 мин. Для этого один электрод испытательного напряжения прикладывают к контактному кольцу, а второй - к валу ротора. Испытание производят на стенде проверки электрической прочности изоляции.
Прежде чем подать отремонтированный ротор на сборку тягового генератора в случаях, если в процессе ремонта заменили полюс или имела место потеря балансировочного груза, необходимо произвести динамическую балансировку ротора. Неуравновешенность ротора должна быть не более 1,200 Н*см. По окончании всех работ по ремонту заполняют смазкой весь свободный объем подшипника, посаженного на вал ротора, вровень с краями уплотнительных колец.
Сборка тягового генератора и монтаж его на тепловозе. Сборка и монтаж тягового генератора переменного тока на тепловозе осуществляются в той же последовательности, как и генераторов постоянного тока. Разница заключается только в выполнении ряда контрольных операций и допусках на положение ротора относительно статора. Так, зазор под полюсами должен быть в пределах 4,2-5,4 мм. При этом на одном генераторе разница между наибольшим и наименьшим значениями не должна превышать 0,5 мм. На генераторах выпуска до 1975 г. зазор между полюсами в диапазоне 4,7-5,9 мм. Биение контактных колец замеряют, укрепив стойку индикатора струбциной к верхнему коллекторному люку в подшипниковом щите, чтобы ножка индикатора касалась рабочей поверхности контактных колец. При замере поворачивают коленчатый вал дизеля на 360° и наблюдают за показанием индикатора. Биение допускается не более 0,06 мм в горячем состоянии. Допускается разница биения в холодном и горячем состоянии не более 0,03 мм.
Проверка и испытание тягового генератора после ремонта. После ремонта тяговые генераторы подвергают приемно-сдаточным испытаниям, где определяют: сопротивление изоляции обмоток в холодном состоянии (не менее 20 МОм); сопротивление при температуре +20 °С (±10 °С) статора 0,0011 Ом, ротора генератора ГС-501А - 0,52 и ГС-504А - 0,535 Ом; электрическую прочность межвитковой изоляции в течение 5 мин напряжением 600 В, подаваемым на коллектор, для генератора ГС-501А и 645 В для ГС-504А; сопротивление изоляции обмоток в горячем состоянии - 1 МОм; вибрацию в режиме холостого хода. Вибрационное смещение должно быть не более 0,07 мм в режиме холостого хода при максимальной частоте вращения.
- Какие характерные неисправности возможны на тяговых генераторах переменного тока?
- Как измерить сопротивление обмотки статора и пересчитать его для температуры 20 °С?
- Каким образом проверить статор на межвитковое замыкание при помощи "магнитного башмака"?
- Как определить износ окна под щетки у щеткодержателя?
- Какие особенности ремонта ротора по сравнению с ремонтом якоря тягового генератора постоянного тока?
- Какие параметры тягового генератора переменного тока проверяют на испытательной станции депо?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'