8. Ремонт электрооборудования
Уменьшение сопротивления изоляции электрических проводов и кабелей может способствовать пробоям изоляции на корпус и отказу силовой цепи питания потребителей или цепей автоматического управления. Кроме того повреждение изоляции является основной причиной пожаров.
Снижение качества изоляции проводки происходит в основном из-за естественного старения, действия резких перепадов температуры и влажности окружающей среды, разрушающего действия дизельного топлива, масла и электролита, а также механического повреждения.
Наблюдение за состоянием изоляции в сетях трехфазного переменного тока с изолированной нейтралью осуществляется с помощью трех вольтметров, смонтированных на специальном распределительном щите. При снижении сопротивления изоляции одной из шин проверяемой сети показание вольтметра, подключенного к ней, будет меньше, чем на двух других. В этом случае можно определить сопротивление изоляции каждой шины по формуле
где R - сопротивление изоляции; rB - внутреннее сопротивление вольтметра; U - рабочее напряжение; U1 - показание вольтметра шины.
Для измерения сопротивления изоляции в цепях переменного тока, находящихся под напряжением, применяют мегаомметры. При нарушении изоляции сети мегаомметр окажется замкнутым и по отклонению стрелки прибора можно определить сопротивление изоляции. В ряде случаев достаточно измерить сопротивление изоляции одной фазы, чтобы охарактеризовать состояние изоляции всей сети.
Сопротивление изоляции сети постоянного тока, например распределительного щита, контролируют путем измерения напряжения между шинами и корпусом. По полученным данным вычисляют сопротивление изоляции.
Для измерения сопротивления изоляции кабелей при включенных потребителях производят хотя бы одно измерение между любой из жил кабеля и корпусом.
Если сопротивление какой-либо цепи ниже нормы, то выявляют причину. Провода на новые заменяют в соответствии с классом изоляции и сечением. Если сечение провода неизвестно, то его можно подобрать, зная ток предохранителя этой цепи, согласно приведенным соотношениям.

Сопротивление изоляции и целостность жил силовых, управленческих и температурных междувагонных электрических соединений можно проверять на специальном стенде (рис. 92), состоящем из трансформатора 220/24 В, переключателя П, имеющего 34 положения ручки, мегаомметра МΩ, реле Р1, светового табло с лампами 1-34, выключателей ПВ, T1, Т2.
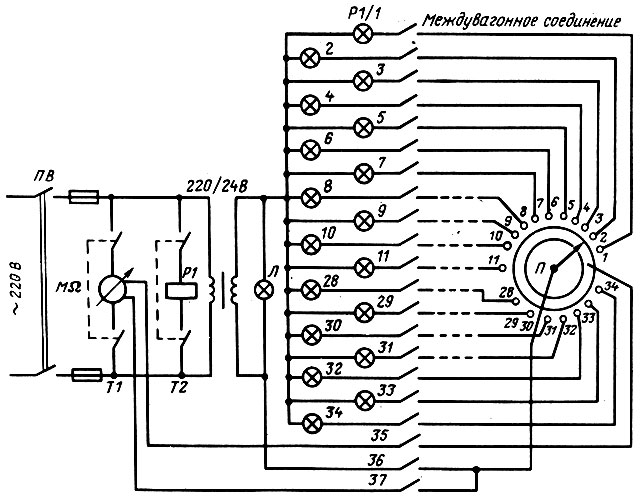
Рис. 92. Стенд для проверки междувагонных соединений
Для проверки сопротивления изоляции четырех кильных (силовых) или 34-жильных (управленческих) междувагонных соединений переключатель П устанавливают в положение 1 и включают выключатель 77. В этом положении все провода от второго до 34-го (для 34-жильного кабеля) замкнутся накоротко, а через контакты 35, 36, 37 реле Р1 замкнется мегаомметр - переключатель П - проверяемый провод 1. При вращении ручки мегаомметр покажет сопротивление изоляции провода 1 по отношению к остальным 33. Последовательно переключая переключатель Я, проверяют сопротивление изоляции одного из проводов по отношению к остальным.
Для проверки целостности проводов междувагонного соединения необходимо включить пакетный выключатель ПВ и выключатель Т2 (загорается контрольная лампа Л и замыкаются контакты Р1/1 реле Р1). Последовательно переключая переключатель П во все 34 положения, проверяют целостность всех жил по загоранию ламп на световом табло. При этом для имитации движения поезда кабель междувагонного соединения покачивают. Если сопротивление изоляции меньше нормы или нет контакта в одной из жил, то соединение разбирают и заменяют кабель, панель или штыри. После ремонта междувагонное соединение снова проверяют на стенде.
Ремонт вышедших из строя кислотных аккумуляторных батарей проводят в следующей последовательности: вывертывают пробки и сливают электролит; высверливают и снимают перемычки; размягчают мастику; снимают с помощью специального съемника крышку с банки; вынимают блоки с помощью приспособления и устанавливают в кислотоупорную ванну из диэлектрического материала; промывают блоки дистиллированной водой. Кроме этого, в зависимости от необходимости заменяют неисправные сепаратор и полублок; удаляют налет сульфата на пластинах полублока; заменяют карболитовую банку с трещинами. Допускается заделывать трещины клеем на эпоксидной основе. Затем моноблок вставляют в банку, закрывают крышкой; припаивают борны к перемычкам; заделывают шнуровым асбестом и заливают расплавленной мастикой зазоры между элементами.
После ремонта аккумуляторную батарею заливают электролитом, пропитывают в течение 5-6 ч, следя за уровнем, затем ставят на зарядку.
Аккумуляторные кислотные батареи выпускаются с завода в сухо-заряженном состоянии. Они способны сохранять работоспособность длительное время. В период хранения пробки должны быть плотно завернуты, а под ними должны стоять резиновые диски.
Последовательность операций при приведении аккумуляторных батарей в рабочее состояние следующая: выворачивают пробки и снимают резиновые диски; заливают электролитом, плотностью 1,280 ±0,005 г/см3 приведенным к температуре +15 °С. Уровень электролита аккумуляторной батареи должен быть выше пластин на 10 - 15 мм; заряжают аккумуляторные батареи после пропитки электролитом в течение 3 ч током 6А для батареи ВАЕ-105. Продолжительность зарядки 8-10 ч. В процессе зарядки температура электролита не должна превышать 35 °С. Время отключения тока на период остывания электролита в продолжительность зарядки не входит; в процессе зарядки проверяют плотность электролита и напряжение на элементах. В течение 2 ч (последних) зарядки плотность и напряжение должны быть постоянны; в случае необходимости производят корректировку плотности. Плотность к концу заряда повышается и доведение ее до нормы производится добавлением дистиллированной воды. После этого необходимо Для выравнивания плотности электролита продолжать зарядку не менее 30 мин. При необходимости в конце заряда для увеличения плотности добавляют раствор серной кислоты плотностью 1,400 г/см3 с продолжением зарядки в течение 30 мин.
Контакторы, выключатели, реле подвергаются ремонту, который сводится в основном к восстановлению контактов. Незначительные подгары или оплавления устраняют шлифовальной шкуркой № 3 и 4 с последующей продувкой сжатым воздухом и протиркой технической салфеткой, смоченной спиртом. Если подгар не устраняется шкуркой, то можно его удалить сначала надфилем с очень мелкой насечкой, затем шкуркой и спиртом. Большое значение имеет характер поверхностей соприкосновения контактов и расстояние между ними, которые должны строго соответствовать данному типу контактора и указываются в его заводской характеристике. Если оставшаяся толщина рабочих частей менее 0,5 мм, то контакты заменяют. Изношенные дугогасительные камеры контакторов (толщина стенок менее 50 % номинальной) заменяют.
Площадь прилегания якоря к сердечнику контактора и реле должна быть не менее 70 % общей их площади. Большое значение для нормальной работы силовых контактов контакторов имеет их одновременное соприкосновение. Проверяют смещение неподвижного и подвижного контактов относительно друг друга в стороны. Оно не должно превышать 0,5 мм.
Катушки контакторов, имеющие обрывы или замыкания витков, а также следы подгара, заменяют новыми. Все параметры (число витков, диаметр провода, материал) должны соответствовать данным завода-изготовителя.
После ремонта контакторы, автоматические выключатели и реле испытывают в такой последовательности:
- многократным включением и выключением проверяют четкость включения и потребляемый ток. При этом в цепи управления сначала устанавливают напряжение, составляющее 85 % номинального, а затем доводят его до 110 % для пускателей и 105 % для контакторов. Во всем этом диапазоне контактор или пускатель должен иметь четкое срабатывание;
- снижают напряжение в цепи управления до 65 % номинального. При этом прибор должен выключиться;
- проверяют тепловую защиту. Для этого ток в силовой цепи пускателя или контактора повышают до 1,2 номинального. Время срабатывания тепловой защиты должно быть не более 20 мин;
- замеряют электрическое сопротивление изоляции магаомметром на 500 В. Оно должно быть не менее 1 МОм;
- проверяют электрическую прочность изоляции напряжением, соответствующим паспортным данным для испытываемого аппарата.
У пакетных выключателей и переключателей производят: проверку четкости включения и выключения; замер переходного омического сопротивления внутренних контактов; проверку целости рукоятки и отсутствия зазора ее на оси пакетного выключателя.
Основой в технологии ремонта электрических машин является осмотр и при возможности испытание в рабочем режиме.
При поступлении в ремонт неисправных электродвигателей, генераторов их осматривают, очищают и обдувают сжатым воздухом, измеряют сопротивление изоляции мегаомметром на напряжение 500 В, демонтируют подшипниковые щиты, выпрессовывают подшипники и вынимают ротор; далее, если изоляция обмоток занижена, то ее сушат, а если повреждена, то заменяют новой. Затем ремонтируют коллектора, щеточные механизмы, валы, подшипниковые щиты.
После ремонта ротор подвергают статической балансировке при частоте вращения до 1000-об/мин, а свыше - динамической балансировке.
Испытание электромашин производится согласно руководству по их ремонту. Сопротивление изоляции обмоток должно быть не менее 0,5 МОм.
Испытание на электрическую прочность изоляции обмоток производится на специальном стенде. Повышая напряжение на нем до требуемого значения и выдерживая в течение 1 мин, проверяют прочность обмотки. В случае пробоя изоляции резко падает напряжение на контрольном приборе и выделяется дым с обмотки.
Одной из важнейших операций в ремонте электрических машин является сушка и пропитка обмотки.
Для удаления влаги и воздуха, находящихся в слоях обмотки и в изолировочных материалах, обмотки перед пропиткой сушат в сушильных печах с вытяжкой пропуском по ним электрического тока (для статоров асинхронных электродвигателей) или вакуумным способом. В процессе сушки периодически замеряют сопротивление изоляции. Если она остается неизменной в течение 3-5 ч, сушку прекращают. При этом сопротивление электрической машины должно быть не ниже 2,5 МОм.
Обмотку статоров асинхронных двигателей сушат с помощью электротока напряжением, составляющим 18-20 % номинального. При этом ротор затормаживается. Обмотку статора можно также сушить с вынутым ротором. В этом случае напряжение на статоре не должно превышать 15 % номинального.
Пропитка обмоток после сушки специальными лаками препятствует проникновению влаги и пыли в поры в процессе эксплуатации электрических машин, чем удлиняет срок службы. Пропитку следует начинать после остывания обмотки до температуры 60-70 °С, так как при погружении горячей обмотки в лак происходит его бурное испарение, способствующее удалению необходимых для качественной пропитки компонентов.
В качестве пропиточного лака служат шеллачный лак, битумно-масляные лаки,- глифталево-масляный лак ГФ-95 в смеси с меламиноформальдегидной смолой. Широкое распространение получили лаки на основе синтетических смол.
После пропитки и сушки лобовые части обмоток покрывают защитной эмалью. Образующаяся при этом пленка улучшает влагозащитные и маслозащитные свойства изоляции катушек.
Ремонт коллектора с протачиванием, шлифованием, продороживанием и полированием производится на собранном якоре электрической машины. При наличии радиального биения более 0,7 мм, неровностей более 0,2 мм коллектор необходимо проточить на токарном станке. Затем коллектор продороживаютна специальном приспособлении вручную или на том же токарном станке с приставкой, имеющей электродвигатель с фрезой.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'