7. Диагностика, ремонт и испытание холодильного оборудования
Диагностика. Внедрение общей и поузловой технической диагностики в систему технического обслуживания и деповского ремонта холодильного оборудования позволяет значительно сократить объем работ по разборке и сборке агрегатов и узлов без снижения их надежности в эксплуатации.
Для диагностирования технического состояния компрессора использована закономерность изменения его производительности от степени износа важнейших деталей компрессора в определенных диапазонах рабочих режимов. Снижение холодопроизводительности компрессора более чем на 10 % от номинального значения является той границей, когда ставится вопрос о необходимости его технического обслуживания с полной или частичной разборкой.
Для определения холодопроизводительности компрессора можно на жидкостной линии холодильной установки смонтировать постоянное расходомерное устройство, позволяющее измерять расход хладагента во всем диапазоне рабочих режимов.
Высокую точность измерений показывают расходомерные устройства в виде диафрагм с входным конусом.
Для определения холодопроизводительности компрессора используется стенд "Газовое кольцо" (рис. 66), который позволяет иммитировать условия работы компрессора под нагрузкой в комплекте холодильной установки.
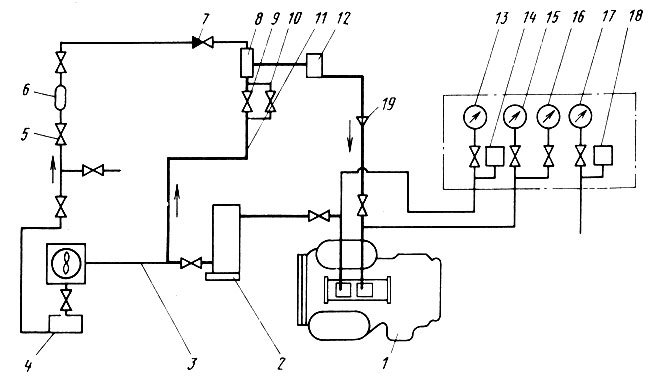
Рис. 66. Стенд 'Тазовое кольцо': 1 - компрессор; 2 - маслоотделитель; 3 - трубопровод; 4 - ресивер; 5 - вентиль; 6 - осушитель; 7 - терморегулирующий вентиль; 8 - смеситель; 9 - регулирующий вентиль; 10 - дозировочный вентиль; 11 - трубопровод; 12 - фильтр; 13 - нагнетательный манометр; 14 - реле максимального давления; 15 - всасывающий манометр; 16 - мановакуумметр; 17 - масляный манометр; 18 - реле минимального давления масла; 19 - мерное сопло
Контроль за работой стенда осуществляется манометрами давления: нагнетания 13, всасывания 15 и масла 17, степень разряженности во всасывающем трубопроводе определяется по мановакуумметру 16. Для защиты данной системы предусмотрена установка реле максимального давления хладагента и реле минимального давления масла. Циркуляция хладагента происходит по замкнутому кольцу (жирная линия) по трубопроводу, через регулирующий вентиль, смеситель, фильтр.
Часть сжатых паров хладагента по трубопроводу 3 попадает в конденсатор, где они конденсируются в жидкость и перетекают в ресивер 4.
Жидкий хладагент, проходя через осушитель 6, подается к терморегулирующему вентилю 7, где дросселируется и перетекает в смеситель. Впрыскивание в смеситель жидкого хладагента позволяет снизить температуру хладагента, нагретого при сжатии.
Давление паров, всасываемых компрессором, регулируется вентилем 9 и более точно дозируется параллельным вентилем 10. Терморегулирующий вентиль 7 при относительно высокой температуре всасывания уменьшает подачу жидкого хладагента и наоборот.
При испытании компрессора на стенде "Газовое кольцо" контролируется температура и давление паров всасывания и нагнетания, частота вращения коленчатого вала компрессора и потребляемая мощность.
Испытание проводится в два этапа. Первый этап осуществляют при значениях давления всасывания 0,27 МПа (температура всасывания +5 °С) и давлении конденсации 0,87 МПа (температура конденсации +40 °С). Второй этап - соответственно давление всасывания 0,03 МПа и температура конденсации +40 °С. Давление масла должно составлять 0,25-0,30 МПа.
Плотность автоматического запорного вентиля проверяют на специальном стенде. Внешнюю плотность проверяют сухим воздухом или азотом под водой при давлении 2,5-0,2 МПа. Сжатый газ подводится к фланцу всасывающего трубопровода, когда другие присоединения вентиля плотно закрыты заглушками. При этом не должно быть появления пузырьков.
Внутреннюю плотность (см. рис. 54) седла всасывающего клапана 20, седла нагнетательного клапана 24 и седла клапана управления 21 проверяют вместе. Фланец кожуха с всасывающим патрубком 18 плотно закрывают заглушкой. Штуцеры для измерения 23 и маслопроводов на крышке гидравлического цилиндра 15 также должны быть закрыты.
При постепенном повышении давления в течение 0,5 мин от 0 до 2,0 МПа на фланцах 8 и 12 нагнетательного и всасывающего трубопроводов и выдержки после этого вентиля 10 мин в ванне, не должна возникать утечка газа.
Работоспособность автоматического запорного вентиля контролируют на работающем компрессоре на. испытательном стенде или на работающей холодильной установке. При этом следует иметь в виду, что не позднее чем через 1 мин после остановки компрессора, вентиль должен быть закрыт, при этом слышится характерный звук закрывания (давление масла менее 0,04 МПа); при включении компрессора должен быть слышен звук момента открывания вентиля, но не позднее, чем при достижении давления масла 0,1 МПа. Эту проверку следует повторять до 5 раз.
Ремонт. Холодильный агрегат ремонтируют с полной разборкой после выработки им ресурса - 8000 ч. При наличии неисправностей до истечения срока капитального ремонта, объем работ по ремонту зависит от фактического состояния компрессора, определяемого в результате диагностирования или технического осмотра.
Объем работ по ремонту компрессора можно определять по ряду факторов: общего состояния компрессора, состояния компрессорного масла, остатков на магнитных стержнях всасывающего фильтра, характеристик встроенного электродвигателя и другим, используя богатый опыт эксплуатации компрессоров этого типа в целом ряде рефрижераторных депо.
Например, при большом повреждении статорной обмотки электродвигателя необходима полная разборка компрессора, а при слегка обгоревшей обмотке объем демонтажа определяется по состоянию компрессорного масла (черный цвет, наличие стружек) и подшипника шатуна четвертого цилиндра (высокого давления), когда при их нормальном состоянии компрессор не следует полностью разбирать. Если в компрессорном масле имеется небольшое количество медных и железных стружек, то первоначально демонтируют шатунно-поршневую группу и клапанный узел цилиндра высокого давления и при отсутствии заметных повреждений подшипника, шейки коленчатого вала и цилиндровой гильзы компрессор можно собрать, не проводя дальнейший демонтаж.
Наличие большого количества медных и железных стружек в масле указывает на необходимость полной разборки компрессора.
При частичной разборке, когда шатунный подшипник цилиндра высокого давления имеет сильный износ, следует далее демонтировать клапанный узел и шатунно-поршневую группу второго цилиндра. Если шатунный подшипник окажется в порядке, то компрессор можно вновь собрать, а если он имеет повреждения - то компрессор разбирается полностью.
Для демонтажа компрессора удобно использовать специальный монтажно-демонтажный стенд (рис. 67), на котором имеются поворотная ось 2 и фиксатор 1. Закрепленный на стенде компрессор 3 можно разворачивать на 90° и производить ремонтные операции. В нижней части стенда расположен поддон 5, в который собираются остатки вытекающего компрессорного масла, шлам и т. д.
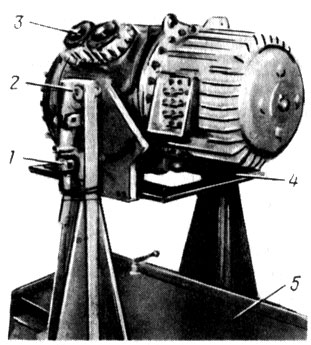
Рис. 67. Стенд для монтажа компрессора
Компрессор на стенде закрепляют четырьмя болтами M12 к крепежной раме 4, после чего его разбирают.
При работе необходимо руководствоваться строгой последовательностью разборки с нумерацией демонтированных деталей шатунно-поршневых групп, гильз и т. д., раскладки этих деталей по ячейкам специально смонтированного секционного ящика; чтобы при последующей сборке исправные детали установить на свои приработавшиеся места, а по неисправным деталям можно было бы определить точное место их расположения для правильного анализа причины неисправности.
Разбирают компрессор в такой последовательности. Отвинчивают в нижней части компрессора нагревательные элементы масляной ванны, сливают через маслоспускную пробку масло с компрессора в чистое ведро. Затем отсоединяют нагнетательный трубопровод, маслопровод между картером и автоматическим запорным вентилем и автоматический запорный вентиль. После снятия соединительного трубопровода между цилиндровыми головками вывертывают по 16 болтов M12 на каждой головке, разбирают клапанные узлы на картере и складывают их по ячейкам в специальный ящик.
Далее компрессор поворачивают так, чтобы корпус электродвигателя был направлен вертикально вверх, отворачивают крепежные гайки и снимают корпус с вмонтированным в него статором электродвигателя компрессора. Если статор бракуют, то его демонтируют, отвинчивая от корпуса электродвигателя вводы силового кабеля и измерительного соединения с последующей отпайкой соединительных проводов. В горизонтальном положении компрессора отворачивают крепежные гайки и снимают крышку картера, после чего открывается доступ к кривошипно-шатунному механизму и масляному насосу. Отвинтив три болта, вынимают масляный насос с всасывающим фильтром и масляный трубопровод, а затем отвинчивают всасывающий фильтр и редукционный клапан от маслонасоса. Фильтр промывают, проверяют исправность шестерни привода маслонасоса, свободность вращения насоса и при наличии испытательного стенда проверяют его работоспособность.
Отогнув кромку предохранительных пластин шатунных болтов, вывертывают болты и снимают крышку шатунов. Вынимают все цилиндровые гильзы и шатуны с поршнями вверх из картера.
Затем устанавливают на стенде компрессор так, чтобы ротор 3 (рис. 68) был направлен вверх, отворачивают восемь болтов М8 у коренного подшипника 2, отжимают его от посадочного места двумя болтами, ввертывают в торец коленчатого вала рым-болт 4 и с помощью подъемного устройства за рым-болт вынимают из картера 1 коленчатый вал с коренным подшипником и ротором.
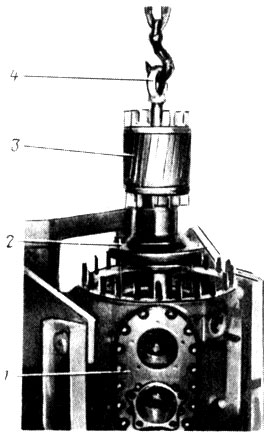
Рис. 68. Схема демонтажа коленчатого вала
Ротор с коленчатого вала снимают специальным съемником, затем выжимают из коленчатого вала призматическую шпонку с помощью отжимного болта М6 и снимают упорные шайбы и коренной подшипник.
После полного демонтажа компрессора картер снимают со стенда, остатки уплотнений удаляют (необходимо следить за тем, чтобы не повреждались уплотнительные поверхности).
Шейки коленчатого вала, подшипники и места опоры вала осматривают.
Не допускается износ и риски в отверстиях для подшипников; торцовый износ втулок подшипников, ослабления посадки втулок подшипников; синий налет на поверхностях шеек коленчатого вала и подшипников.
Детали компрессора проверяют на соответствие размерам чертежей. Неисправные детали или узлы заменяются новыми или ремонтируются.
Сборка компрессора производится в обратном порядке.
При появлении в работе неисправностей автоматического запорного вентиля (не открывается или не закрывается) его необходимо снять с компрессора и с помощью специальных стендов отремонтировать.
Ремонтируют вентиль в следующем порядке.
На снятом с компрессора автоматическом запорном вентиле снимают байпасный трубопровод. Далее вентиль закрепляют в монтажном приспособлении (рис. 69, а) таким образом, чтобы поршни клапанов вентиля на всасывающей и нагнетательной стороне можно было закрепить вращением ручек фиксирующего устройства. Используя монтажное приспособление (рис. 69, б), установить в направляющей шине 7 автоматический вентиль с верхней частью 3 приспособления, чтобы можно было на вентиле вывернуть стяжные болты, снять крышку со стороны нагнетания и байпасный клапан, а затем снять кожух с нагнетательным патрубком и седло нагнетательного клапана. Затем закрепить верхнюю часть монтажного приспособления 3 с оставшимися деталями вентиля на нижней части приспособления 1 так, чтобы поршень нагнетательного клапана находился на стороне зажимного устройства 6. После этой операции вжать поршень-клапан на стороне нагнетания в блок управляющего механизма зажимным устройством 6, освободить фиксирующие устройства 2 и 4,а затем отпустить зажимное устройство 6. Демонтировать все остальные детали, удалить остатки уплотнений.
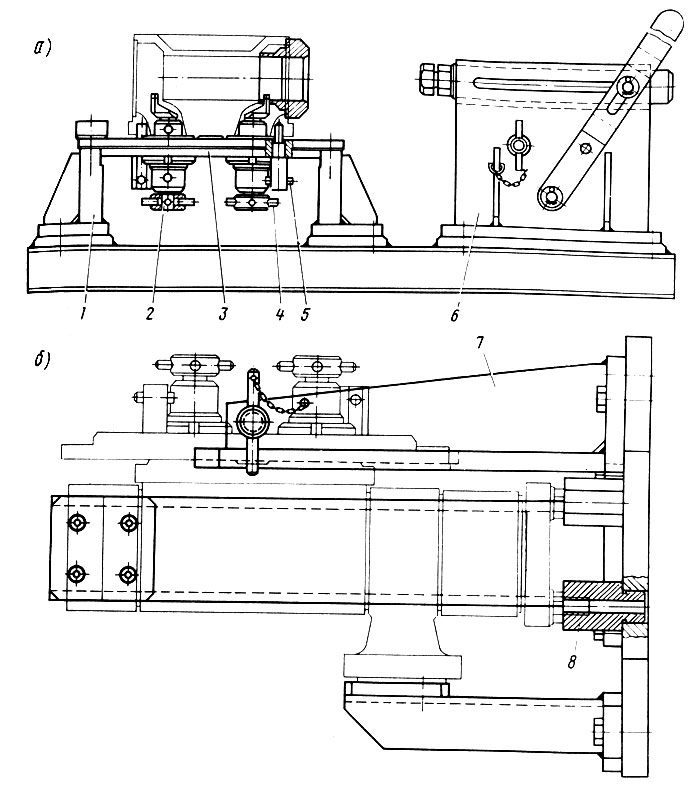
Рис. 69. Монтажное приспособление для автоматического запорного вентиля
При определении состояния деталей автоматического запорного вентиля необходимо следить за тем, чтобы кольца из политетрафторэтилена поршней-клапанов не имели повреждений, опорные кольца клапанов из политетрафторэтилена лежали равномерно в пазах, внутренние поверхности были чистыми, а поверхности цилиндров не имели рисок или следов коррозии.
После устранения неисправностей автоматический запорный вентиль собирают.
Перед сборкой все детали смазывают компрессорным маслом. Закрепив блок управляющего механизма вентиля на верхней части 3 монтажного приспособления с помощью валика в положении, когда поршень-клапан на стороне всасывания будет находиться на стороне зажимного устройства, вставить в него поршень-клапан нагнетательной стороны и закрепить его поворачиванием маховика фиксирующего устройства. Установить закрывающую пружину. Вставить в блок поршень-клапан всасывающей стороны, предварительно установив в нем поршень управления с вспомогательной пружиной; вдвинуть его вовнутрь, преодолевая сопротивление закрывающей пружины с помощью зажимного приспособления 6 и зафиксировать валиком 5.
Верхнюю часть 3 монтажного приспособления с собираемым вентилем снять с нижней части 1 и установить в направляющей шине 7 монтажного приспособления, на которой в штуцерах 8 с резьбой предварительно были установлены стяжные болты вентиля.
Дальнейший монтаж производится в обратном порядке, описанном при демонтаже. Необходимо следить за правильным положением кожухов с всасывающим и нагнетательным патрубками. Стяжные болты затягивают равномерно крест-накрест.
Испытание. После ремонта холодильный агрегат испытывают на плотность. Схема работы агрегата при испытании показана на рис. 70. Отремонтированный холодильный агрегат заполняют хладагентом. Для этого при открытых магнитных вентилях 1 и 12 к заправочному угловому вентилю 2 через заполнительный трубопровод с фильтром-осушителем 5 присоединяют баллон 3 с хладагентом. Заправочный трубопровод имеет крестообразный фитинг 8, от которого отходят два трубопровода: один к угловому вентилю 11 компрессора 10, другой - к месту присоединения А на уравнительной линии ТРВ со встроенным ручным запорным вентилем 13. Полностью открывают вентиль 11, ручной запорный вентиль перед ресивером 9, заправочный вентиль 2 приводят в среднее положение, открывают ручные запорные вентили перед манометрами и вентиль 13 на присоединительной линии.
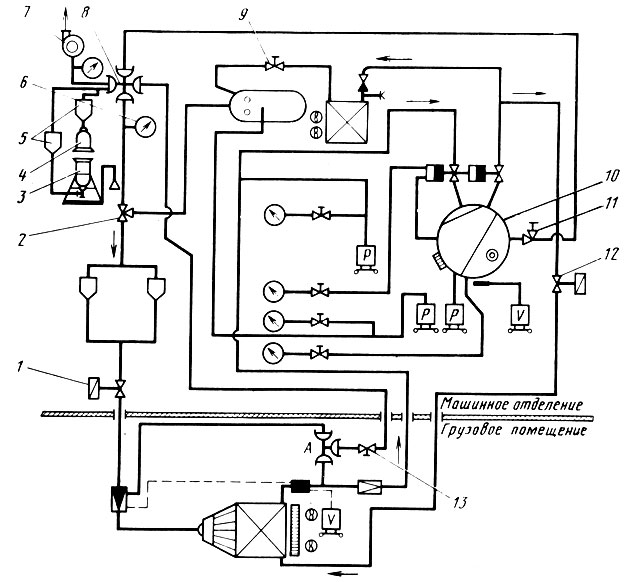
Рис. 70. Схема работы агрегата на испытании
Медленно открывают вентиль на баллоне 3 с хладагентом и заполняют систему хладагентом (около 1,5 кг при отсутствии перед испытанием в системе хладагента). Затем закрывают вентиль на баллоне с хладагентом, угловой вентиль 11 и ручной вентиль 13 на присоединительной линии, полностью открывают заправочный угловой вентиль 2, тем самым открывается система циркуляции хладагента и закрывается заполнительный патрубок.
Далее необходимо вместо баллона с хладагентом присоединить баллон 4 с азотом, оборудованный редукционным клапаном, открыть угловой вентиль 11 на компрессоре 10, ручной вентиль 13 на присоединительной линии и заправочный вентиль 2 отрегулировать на среднее положение. Медленно открыть вентиль на баллоне 4 с азотом, наблюдая за показаниями манометра, до достижения давления 1,85 МПа, после чего закрыть угловой вентиль 11 и ручной вентиль 13 на присоединительной линии, а заправочный вентиль 2 полностью открыть, чем достигается плотное перекрытие заправочного штуцера. Отсоединить заправочный трубопровод от баллона с азотом. Течеискательным прибором проверить разъемные соединения, а также места уплотнений, подтянуть неплотные соединения. Затем снимают показания манометров.
Если показания манометров через 1 ч останутся неизменными (с учетом температуры окружающей среды), то испытание на плотность считается законченным.
Вакуумирование, заправка хладагента. Цель вакуумирования холодильного агрегата заключается в полном удалении из сисстемы посторонних сред (смеси азота с хладагентом, влаги, воздуха и т. д.), попавших в систему циркуляции хладагента после проведения крупных ремонтных работ. Для удаления влаги необходимо создать максимальный вакуум в системе при возможно высокой температуре окружающей среды. Вакуумирование производится только вакуумным насосом.
Вакуумирование системы холодильного агрегата производится следующим порядком.
К крестообразному фитингу 8 заполнительного трубопровода, смонтированному для испытания агрегата на плотность, присоединяют вакуумный насос 7 посредством соединительного трубопровода с ваккумметром 6.
Открывают магнитные вентили 1 и 12 (вентиль 1 открывается путем включения агрегата при шунтировании цепи питания вентиля напрямую от сети, вентиль 12 открывается принудительно ручным приводом), ручной запорный вентиль 9, угловой вентиль 11, ручные вентили манометров, запорный вентиль на присоединительной линии, а угловой вентиль 2 приводят в среднее положение. Включают вакуумный насос. Как только вакуум достигает 4000-К3325 Па, закрывают угловой вентиль 77, чтобы исключить дальнейшее вакууми-рование компрессора 10, и продолжают вакуумирование установки до 1300 Па, после чего открывают полностью угловой вентиль 2, закрывают ручной вентиль 13 на присоединительной линии, выключают вакуумный насос и дают холодильному агрегату простоять в течение 30 мин.
Затем вместо вакуумного насоса к соединительному трубопроводу с фильтром осушителем 5 присоединяют баллон 3 с хладагентом, продувают хладагентом соединительный трубопровод, открывают угловой вентиль 77 и ручной вентиль 13, приводят угловой вентиль 2 в среднее положение.
Медленно открывают вентиль на баллоне с хладагентом и при достижении давления 0,02 МПа закрывают его, а также закрывают угловой вентиль 77 и ручной вентиль 13.
Полностью открывается угловой вентиль 2, снимают соединительный трубопровод с ответвительными трубопроводами.
При замене деталей или ремонте отдельных элементов, когда в систему могли попасть воздух или влага, производят частичное вакуумирование, т. е. вакуумирование отдельных участков системы циркуляции хладагента. Вакуумированный участок равен части трубопровода от заправочного углового вентиля 2 до очередного запорного узла. Вакуумирование следует производить до 800-530 Па.
После вакуумирования производится заправка, холодильный агрегат заправляют хладагентом.
Для заправки системы баллон с хладагентом устанавливают головкой вниз на специальном стенде на весах. Между баллоном и заправочным угловым вентилем 2 монтируют заполнительный трубопровод с фильтром-осушителем. Продувают хладагентом заправочный трубопровод. Угловой вентиль 2 переводят в среднее положение, затем медленно открывают вентиль на баллоне и заполняют в холодильный агрегат 15±0,5 кг хладагента. Систему заполняют специальным насосом или включают холодильный агрегат в сеть.
При этом угловой вентиль 2 должен быть закрыт, а ручной вентиль 9 открыт. После заполнения системы вентиль на баллоне закрывают, угловой вентиль 2 полностью открывают и заправочный трубопровод демонтируют. Агрегат подвергают пробной обкатке.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'