54. Резисторы
Общий подход к проверке состояния и ремонту резисторов такой же, как при ТР-2. Пусковые и переходные резисторы подготавливают к ремонту так, чтобы можно было внимательно осмотреть все труднодоступные места, а при необходимости легко вынуть отдельные ящики или элементы и передать их на ремонт в аппаратный цех. Например все четыре блока резисторов электровоза ЧС2 после снятия токоприемников и расположенных под ними участков крышки вынимают из шахт и ставят для осмотра на специально отведенную площадку в цехе.
До разборки электровоза измеряют сопротивления всех блоков с помощью переносного измерительного моста. Сопротивления пусковых, переходных и резисторов ослабления возбуждения измеряют по секциям и позициям, подсоединяя выводы моста к контактам индивидуальных контакторов или групповых переключателей, управляющих
включением соответствующих секций. Если резисторы или контакторы снимались с электровоза, то после сборки локомотива, как правило, сопротивления измеряют повторно. Это делают для того, чтобы убедиться в правильности монтажа оборудования. Для демпферных резисторов и резисторов пусковых панелей допускаются отклонения от номинальных значений до ±10%. Если сопротивления оказались больше нормы, это указывает на ухудшение состояния выводных концов, обрыв или плохое соединение их у проволочных резисторов, наличие трещин и надломов в чугунных и фехралевых резисторах. Малое по сравнению с нормой сопротивление может быть следствием замыкания между отдельными витками, элементами или секциями резисторов.
Сопротивление изоляции пусковых резисторов измеряют мегаомметром раздельно для каждой группы в такой последовательности: элементы - шпильки, шпильки - корпус ящика, корпус ящика - земля.
В исправности изоляции других резисторов электровоза, как правило, убеждаются только путем измерения сопротивления изоляции всей силовой цепи.
Осматривают резисторы в том же порядке, как и при других текущих ремонтах, предъявляя более жесткие требования к состоянию отдельных узлов. Бракуют изоляторы, имеющие поврежденную глазурь на длине свыше 10% пути перекрытия. Одновременно с осмотром поверхность всех изоляторов протирают салфетками, смоченными бензином. Подтяжкой гаек проверяют крепление изоляционных шпилек ящиков резисторов. Для предотвращения порезов в изоляции элементами делают это так, чтобы не допустить вращения шпилек. Надежно закрепляют все ослабшие болтовые соединения, заменяют треснувшие или обгоревшие перемычки между элементами и устраняют другие мелкие дефекты.
Неисправный изолятор или шпильку легко заменить без разборки ящика пускорегулирующих резисторов с помощью приспособления, показанного на рис. 220. Со шпильки 1, подлежащей снятию, снимают все крепежные детали, после чего навинчивают на нее стержень 3 с подвижным бойком 4. Ударяя бойком по упору 5, выбивают шпильку, а на ее место с противоположной стороны ящика продвигают более тонкую временную шпильку с закругленным наконечником, соответствующим диаметру шпильки 1. Освободив место под дефектным изолятором, заменяют его новым. Затем ударами бойка по упору 2 ставят шпильку 1 на место.
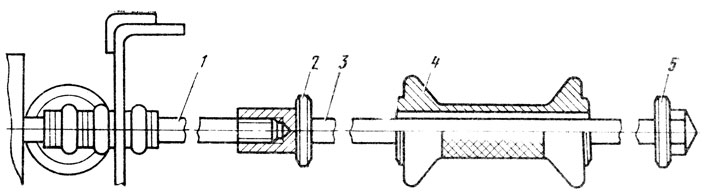
Рис. 220. Приспособление для монтажа и демонтажа изоляторов и шпилек ящиков резисторов
Если требуется провести ремонт с полной или частичной разборкой, ящик резисторов предварительно очищают в камере продувки сжатым воздухом давлением 200-300 кПа (2-3 кгс/см2). При разборке ящика снимаемые детали комплектуют по группам: элементы резисторов, шпилек, изоляторы, боковины, изоляционные и контактные шайбы, выводные пластины и перемычки. Затем осуществляют дефектировку неисправных деталей каждой группы.
Наиболее сложным является ремонт элементов пусковых и переходных резисторов. Их перебирают при обнаружении оплавлений, прогаров или изломов фехралевой спирали или трещин в ней. Подлежат переборке и те элементы, у которых обнаруживают последствия недопустимого нагрева: сильное коробление витков спирали и изменение цвета до красноватого оттенка. У элементов КФ трещины нередко наблюдаются в месте приварки вывода к спирали.
Для ремонта элемент обычно разбирают, снимая спираль с изоляторов. При заделке трещин поврежденное место зачищают до блеска, а затем разделывают и заваривают трещину газовой сваркой. При больших трещинах или других повреждениях фехралевой спирали поврежденное место вырезают или вырубают. Далее подбирают вставку с такими же сечением, размерами и числом витков, как и отрезанная часть. Длину последних витков вставки подбирают так, чтобы обеспечить соединение их с витками основной спирали внахлест на длине 15-20 мм. Соединяемые концы зачищают до блеска, соединяют струбцинами или оплавляют угольным электродом.
Наиболее часто встречающейся неисправностью элементов пусковых резисторов электровоза ЧС2 является разрушение седел, изготовленных из стеатита. Обычно при смене устанавливают новые седла из кордиерита. Но и у них могут наблюдаться трещины или сколы. Такие дефекты присущи и фарфоровым изоляторам элементов КФ. Операция замены седел или фарфоровых изоляторов также требует разборки элемента.
Сборку элементов КФ выполняют на специальном приспособлении. Фехралевую спираль укладывают между съемными гребнями 1 (рис. 221), шаг которых соответствует шагу между витками собираемого элемента. На рейки 3 и 5 укладывают необходимое число седел 2 и вводят их внутрь спирали. Затем рейки разводят с помощью клина 4 так, чтобы витки спирали вошли в прорези между гребнями изоляторов. Одновременно цапфа 6 реек выходит слева за пределы спирали. На нее надевают держатель 7 с вогнутыми внутрь упорами 8 и, протаскивая рейки вправо, внутрь изоляторов вводят до упора держатель. В завершение сборки отгибают упоры 8 и закрепляют держатель в изоляторах.
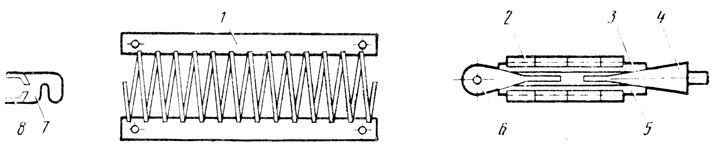
Рис. 221. Схема приспособления для сборки фехралевых элементов типа КФ
Фехралевые элементы электровоза ЧС можно собирать и на другом приспособлении (рис. 222). Его основанием служит плита 9, к которой приварены две подставки 10 для крепления элементов и гайка 13 распорного винта 14. Элемент резистора укладывают на подставки 10 уже подготовленным к сборке; на нижний 4 и верхний 8 держатели надеты седла 3 и спираль, крепления распорок 6 распущены. Закрепив элемент гайками 7, расправляют спираль по пазам седел и вращают винт 14. Держатели разводят до тех пор, пока все изоляторы не будут плотно охвачены спиралью, после чего затягивают крепление распорок.
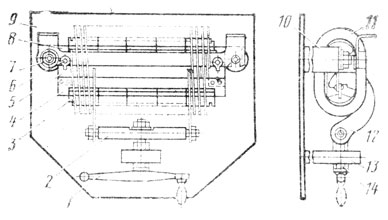
Рис. 222. Сборка элемента фехралевых резисторов электровоза ЧС2 с помощью приспособления: 1 - ручка; 2 - коромысло; 3 - седло; 4 - нижний держатель; 5 - распорка; 6 - крепление распорки; 7 - гайка; 8 - верхний держатель; 9 - плита; 10 - подставка; 11 - спираль; 12 - крюк; 13 - гайка; 14 - винт
Раму ящиков осматривают и при обнаружении трещин или коробления ремонтируют, после чего окрашивают черным масляно-битумным лаком. Собирая ящик, обращают внимание на постановку и расположение изоляторов, дистанционных втулок и перемычек между элементами. При сборке стремятся не допустить вращения шпилек, чтобы не порезать их изоляцию держателями элементов. В завершение сборки обязательно проверяют установочные размеры ящика.
Осматривая проволочные резисторы, обращают внимание на отсутствие временных скруток, замыкания между витками спирали, обрывов, изломов и следов чрезмерного нагрева, проверяют состояние болтовых и других контактных соединений. Заменяют новыми треснувшие спиральные изоляторы и миканитовые шайбы с помятыми краями. При ослаблении посадки седел, изготовленных из стеатита или кордиерита, демпферных резисторов электровозов ЧС2, ЧС2т и ЧС3 их закрепляют на металлическом каркасе портландцементом. Ослабшую или поврежденную спираль перематывают. У проволочных резисторов ПП отечественных электровозов внутри спирали пропускают асбестовый шнур, притягивающий ее ко дну канавки. Благодаря этому витки не слабнут во время нагревания. Разрыв шнура приводит к ослаблению спирали, замыканию витков и даже к обрыву самой спирали. Поэтому резистор с обрывом шнура перематывают, причем допускается применять для ремонта шнур из стекловойлока. После намотки проволока должна быть хорошо натянутой и лежать в прорезях изоляторов.
Когда отсутствует проволока требуемого размера, оборванную спираль можно восстановить при помощи болтового соединения. В зависимости от диаметра проволоки для соединения применяют болт М4 или М6.
Осматривая шпильки, проверяют состояние изоляционного покрытия и резьбы. Характерным повреждением является расслоение формовочного миканита. При повреждениях изоляционного слоя целесообразно заменить формовочный миканит однонаправленной стеклолентой ЛСБ-120/130 (ЛСБ-F) или поставляемой в роликах стеклотканью, пропитанной совмещенным эпоксидно-фенолоформальдегидным лаком ПС-ИФ/ЭП-70. Освободив шпильку от миканита, стеклоленту наматывают на токарном станке с припуском 2 мм по диаметру относительно чертежного размера.
Изолированную шпильку подвергают термообработке при температуре 125±5°С в течение 10 ч. После остывания шпильку шлифуют на станке или протачивают до требуемого диаметра, а затем подрезают концы изоляции, сводя их на нет.
Проверив диаметр калибром по всей длине, отшлифованные шпильки покрывают кремнийорганической эмалью КО-918 или КО-936 (ПКЭ-14) и сушат в течение 2-3 ч при температуре 200°С. Электрическую прочность изоляции готовой шпильки проверяют в течение 1 мин напряжением 10 кВ.
Если причиной снижения сопротивления изоляции является ее увлажнение, изоляционную шпильку помещают в печь для сушки при температуре 100-110°С. После сушки и положительных результатов измерений сопротивления изоляции поверхность миканита покрывают тонким слоем глифталевого лака или кремнийорганической эмали. Если же после сушки в течение 24 ч сопротивление изоляции не повышается, ее заменяют.
Поврежденное место со срывом резьбы более чем у трех ниток наплавляют и вновь нарезают резьбу прежнего размера. При наплавке изолированную часть шпильки закрывают влажным асбестом.
У трубчатых резисторов, применяемых в основном в качестве ограничивающих в цепях различных приборов и реле, проверяют на ощупь крепление трубок и пайку выводных концов и перемычек. Измеряют сопротивление и убеждаются в отсутствии обрывов. Резисторы с большими повреждениями покровного слоя изоляции или обрывом витков заменяют.
На ремонт ящика пусковых резисторов КФП-10 электровоза ВЛ10 со сменой элементов и изоляторов слесарь 4-го разряда затрачивает 1,5 ч. На ремонт ящика пусковых резисторов электровоза ЧС2 затрачивается времени вдвое больше, а на полный ремонт одного элемента требуется 20-25 мин.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'