52. Приборы электрического обогрева вагонов
Наиболее слабым местом системы электрического обогрева вообще являются междувагонные соединения, а на электровозе - высоковольтные розетки, распределительные коробки и штепсельные вилки, расположенные на наружных частях кузова. В корпусах этих приборов, изготовленных из чугуна, вследствие ударов нередко образуются трещины. Но даже при отсутствии трещин во время движения электровоза внутрь корпусов через малейшие неплотности могут интенсивно проникать пыль, грязь и влага. К тому же изоляционные поверхности деталей приборов обогрева имеют незначительные пути перекрытия.
При ремонте этих приборов принимают особые меры по удалению и предупреждению попадания влаги и загрязнений. Трещины в корпусах заваривают и приваривают отколотые части корпусов и других металлических деталей.
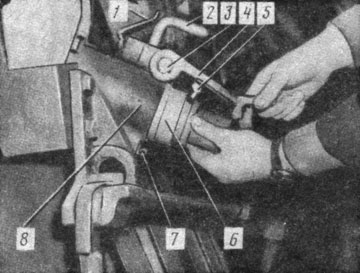
Проверяя надежность закрепления штепсельной вилки в корпусе, убеждаются в том, что замок четко срабатывает в соответствии с положением ключа и надежно фиксируется в заданном положении. Проверяют работу замка крышки 4 (рис. 218) розетки 8 и смазывают его техническим вазелином. Замок должен свободно открываться ключом 2 и обеспечивать надежное запирание крышки в закрытом и открытом положениях. У исправной розетки крышка легко поворачивается на оси 3, в закрытом положении плотно прижимается к фигурной резиновой прокладке в горловине корпуса и фиксируется пружинной защелкой 7.
В открытом положении зуб 5 крышки должен надежно удерживать головку штепсельной вилки, вставленной в розетку. Чтобы проверить это, в розетку вставляют используемую в качестве образца головку вилки. Затем, покачивая крышку, убеждаются в том, что возможность выпадения головки из розетки полностью исключена. Вместо головки штепсельной вилки для этой же цели удобно пользоваться специальным шаблоном 6 в виде легкого алюминиевого цилиндра.
Хорошо пригнанные крышки 1 замочных скважин предохраняют замки розетки и штепсельной вилки от проникновения дождя и замерзания. При необходимости заменяют оси крышек и неисправные пружины и смазывают шарнир двумя-тремя каплями машинного масла.
Расположенные на электровозе контактор, реле перегрузки и высоковольтные кабели цепи ремонтируют, как и другие аппараты такого рода. В конструкции и технологии ремонта электромагнитного контактора 6 SM электровозов ЧС имеется много общего с конструкцией и технологией ремонта электропневматических контакторов отечественных электровозов. В связи с увеличением числа вагонов в пассажирских составах и соответствующим увеличением мощности, потребляемой из контактной сети для электрического обогрева, в последние годы в ходе модернизации электровозов ЧС на них устанавливаются электропневматические контакторы отечественного производства.
При коротком замыкании цепи электрического обогрева вагонов ток к. з. нарастает очень быстро, поскольку эта цепь практически не имеет индуктивности, что может превести к свариванию контактов контактора. Примерное значение сваривающего тока для аппаратов
где P - нажатие силовых контактов, H (кгс) (его номинальное значение для контактора 6SM равно 30 Н);
k - коэффициент пропорциональности, равный для меди 40 000-60 000 A/H.
Следовательно, сваривание контактов контактора 6SM может произойти при токе 6,8-7,0 кА. Чтобы предупредить сваривание, необходимо регулировать нажатие контактов по верхнему пределу и повышать быстродействие защиты: правильно регулировать реле перегрузки и наладить его четкое взаимодействие с быстродействующим выключателем.
Ремонт приборов электрического обогрева, не считая контактора, занимает у слесаря 3-го разряда примерно 3 ч.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'