50. Разрядники
Вилитовый (тервитовый) разрядник со счетчиком срабатываний, снятый для ремонта, транспортируют в цех в вертикальном положении фланцем вниз в специальной таре, исключающей повреждение фарфорового кожуха. Ремонт осуществляют в светлом чистом изолированном помещении. Разрядники, направляемые после ремонта в запас, хранят в сухом помещении при температуре не ниже 12 °С.
Разрядник протирают чистыми салфетками, а при сильном загрязнении моют теплой водой с добавкой моющих средств и затем тщательно протирают насухо. Осматривая разрядник снаружи, обращают внимание на целость фарфорового корпуса, его армировку и положение предохранительного клапана. Нередко после срабатываний происходит сдвиг клапана в сторону от фиксированного положения. Вилитовый рязрядник, имеющий сквозные трещины в фарфоровом корпусе и армировке, сколы фарфора и излом фланца, дальнейшему ремонту не подлежит. Сильные повреждения разрядников происходят при ошибочной подаче в контактный провод переменного тока на станциях стыкования двух систем тока. Исправные детали отбракованных разрядников используют в качестве запасных частей. Мелкие трещины в армировке и нарушения эмалевого покрытия фланца не представляют большой опасности: поврежденное место зачищают стеклянным полотном и покрывают влагостойкой изоляционной эмалью.
При осмотре нетрудно также выявить ослабление болта, крепящего кабельный наконечник, из-за ослабления его затяжки, повреждение резьбовых соединений крепления дна к основанию, излом кронштейна счетчика срабатывания и др.
Разрядники, не имеющие заметных повреждений, подвергают электрическим испытаниям. В холодное время года для того чтобы температура разрядников сравнялась с температурой помещения, их предварительно выдерживают в течение 8 ч. В первую очередь проверяют токи проводимости разрядника при постоянном напряжении 4 кВ. Разрядник РМБУ признают годным к эксплуатации, если токи проводимости находятся в пределах 70-130 мкА.
После этого проверяют пробивное напряжение разрядника при переменном токе. Регулирование напряжения осуществляют на первичной стороне высоковольтного трансформатора. Следя за приборами, плавно повышают напряжение до пробоя разрядника. Ограничение времени горения дуги и тока, протекающего через разрядник после пробоя, осуществляется с помощью демпферного резистора и реле тока, включенных в схему испытательной установки. Время горения дуги не должно превышать 0,1 с, а ток - 0,5 А.
Во время испытаний разрядник пробивают четыре-пять раз. Пробивное напряжение измеряют по амплитудному значению. Фактическое его значение определяют как среднее по результатам трех последних измерений. Амплитуда пробивного напряжения для разрядника РМБУ должна быть не менее 9 кВ и не более 11,5 кВ.
Разрядники, не удовлетворяющие установленным нормам, разбирают, ремонтируют и вновь испытывают, а затем передают в эксплуатацию.
Для разборки разрядник устанавливают на специальном стенде 8 (рис. 213) фланцем кверху. Отвернув крепящие болты, снимают дно вместе с предохранительным клапаном, протирают салфетками и осматривают. При нарушении плотности прилегания клапана ко дну заменяют обнаруженные поврежденные детали: донышко, шайбу, скобку, шпильку, ослабшую пружину, треснувшее и надорванное уплотнение клапана или гайки с сорванной и изношенной резьбой. Резиновое уплотнение 2 заменяют при нарушении эластичности, появлении надрывов и трещин. Осторожно, так, чтобы не уронить и не ударить, вынимают магниты 3, а за ними искровые промежутки 4, опорный фланец, блок 5 вилитовых дисков, фетровые прокладки и цилиндрическую прокладку 6 из электрокартона.
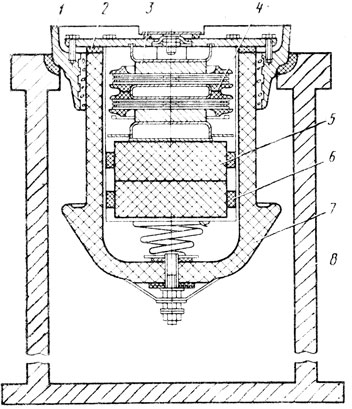
Рис. 213. Вилитовый разрядник на стенде: 1 - армированный фланец; 2 - резиновое уплотнение; 3 - магнит; 4 - искровой промежуток; 5 - блок вилитовых дисков; 6 - прокладка из электрокартона; 7 - фарфоровый корпус; 8 - стенд
Вилитовые диски со следами пробоя или со смещенным клапаном обязательна заменяют. Нарушенный слой обмазки блока вилитовых дисков восстанавливают составом, приготовленным на основе жидкого стекла плотностью 1,46-1,48 (50% по массе) с добавкой 20% мела и 30% талька. Толщина слоя обмазки не должна превышать 1,5 мм. Блоки вилитовых дисков сушат при температуре 70-80 °С в течение 8-12 ч. На металлизированной поверхности дисков наносят углем или карандашом дату их осмотра.
Искровые промежутки протирают от копоти и влаги, восстанавливают их крепление, после чего промежутки сушат на воздухе в течение 10 ч. Неисправные искровые промежутки разбирают, снимая сначала верхнее кольцо, затем фиксатор и верхнюю стенку дугогасительной камеры. Слегка оплавленные электроды зачищают мелким стеклянным полотном, полируют рабочие поверхности с помощью пасты ГОИ, после чего очищают четыреххлористым углеродом. Электроды с сильными подгарами и оплавлениями и шунтирующие резисторы с трещинами и поврежденными выводами заменяют.
Ослабшие детали искровых промежутков надежно закрепляют, отрегулировав зазор между электродами до 1,22-1,25 мм. Если зазор не удается изменить ослаблением винтов, крепящих электроды, в одном из электродов отверстия под винты рассверливают под больший диаметр. После предварительной регулировки зазора устанавливают верхнюю миканитовую прокладку и фиксатор, проверяют пробивное напряжение при снятом верхнем кольце и окончательно корректируют расстояние между электродами.
Детали из картона и миканита просушивают на воздухе и перед сборкой обезжиривают. Собирая искровые промежутки, ставят в них фиксаторы из электрокартона и миканитовые прокладки, не имеющие складок, надрывов, расслоений, прогаров и следов чрезмерного нагрева. Вернее кольцо скрепляют с нижним двумя винтами М4X22, обращают внимание на отсутствие в кольцах трещин.
Отобранные по результатам осмотра и отремонтированные искровые промежутки по отдельности испытывают на пробой напряжением переменного тока нормальной частоты так же, как и сами разрядники. Пробивное напряжение исправного искрового промежутка находится в пределах 4,9-5,42 кВ при измерении по амплитудному значению (здесь и далее указываются данные для разрядников РМБУ-3,3).
После испытания на верхнее кольцо наносят эмалью дату проверки искрового промежутка и комплектуют промежутки попарно со смещением шунтирующих резисторов на угол 180° так, чтобы пробивное напряжение каждого комплекта находилось в пределах 9,8-10,8 кВ. Во избежание загрязнений подобранные комплекты заворачивают в бумагу или полиэтиленовую пленку и, если не используют сразу, хранят в сухом месте.
Осматривая магниты, убеждаются в отсутствии повреждения их шлифованной поверхности. При необходимости исправления поверхности магнит размагничивают, помещая его внутрь катушки 5 (рис. 214), и шлифуют электрокорундовым нормальным кругом мелкой зернистости (примерно 36-46) при малой подаче и обильном жидком охлаждении. Затем магнит вновь намагничивают.
Рис. 214. Стенд и приборы для ремонта и проверки магнитов вилитового разрядника: 1 - измерительные приборы; 2 - устройство для намагничивания магнитов; 3 - милливеберметр;
Намагничивание магнитов осуществляют с помощью специального устройства 2, основной частью его являются два установленных друг против друга электромагнита. Сердечник одного из электромагнитов укрепляют в катушке неподвижно, а сердечник другого с резьбой и воротком на хвостовике может перемещаться в катушке. Перемещая подвижной сердечник, магнит разрядника зажимают между сердечниками электромагнитов. При этом обращают внимание на соответствие полярности устанавливаемого магнита полярности электромагнитов, проверяя ее при необходимости магнитной стрелкой. Включив электромагниты, амперметром контролируют значение тока в катушках. Считается, что для правильного намагничивания м. д. с. должна быть около 2000 А на каждый сантиметр высоты магнита.
Все магниты проверяют с помощью магнитной стрелки. Стрелка, поднесенная к торцу магнита с правильно расположенной полярностью, устанавливается перпендикулярно его поверхности, а при поднесении к боковой поверхности - параллельно ей и практически не меняет своего положения при вращении магнита (рис. 215). Расположение стрелки компаса под углом к торцу магнита и движение ее за определенной точкой при вращении магнита указывают на наличие скрытых дефектов - трещин или раковин. Такие магниты ремонту не подлежат.
Обязательно проверяют индукцию магнитного поля в воздушных зазорах рабочей колонки магнитов. Для этого магниты устанавливают так, как они должны располагаться в разряднике, используя в качестве основания дно разрядника, а в качестве прокладок резисторы или другие изоляционные планки толщиной 6 мм. Измерения выполняют с помощью небольшой катушки 4 (см. рис. 214) высотой 5 мм и диаметром 15 мм, укрепленной на изоляционном стержне и соединенной с милливеберметром 3. Вводя измерительную катушку поочередно между каждой парой магнитов до их середины, замечают положение стрелки прибора α1 Затем катушку
удаляют, и записывают новое показание милливеберметра Значение индукции поля (в теслах) В=Ф/(ωS)105, где Ф - магнитный поток, мВб (Ф=α2-α1); ω - число витков измерительной катушки; S - площадь торца катушки, пронизываемая магнитным потоком Ф, измеренная по среднему диаметру, см2.
У бывших в эксплуатации магнитов индукция магнитного поля не должна быть меньше 465-10-4 Тл. Если индукция проверяемого магнитного поля незначительно занижена по сравнению с этим значением, измерения повторяют после укладки на верхний магнит опорного фланца. При повторном отрицательном результате проверяют в отдельности каждый магнит с помощью специальной измерительной катушки, подсоединенной к милливеберметру. Магнит кладут на деревянный стол или другую немагнитную плоскость и надевают на него измерительную катушку. Стрелку милливеберметра устанавливают на нуль, затем быстро снимают измерительную катушку и записывают показание прибора. Измеряемый магнитный поток постоянного магнита Ф=α/ω, где α - показания прибора, мВб. Так, при числе витков измерительной катушки ω - 15 магнитный поток Ф=0,0667".
Расчет магнитного потока делают один раз, а в дальнейшем оценку проводят по показаниям прибора. В сборку допускаются магниты, имеющие поток не менее 0,30 мВб (для магнитов высотой 44 мм) и 0,09 мВб (для магнитов высотой 22 мм). Магниты, не удовлетворяющие этим требованиям, подмагничивают.
Приступая к сборке разрядника, устанавливают его на стенде (см. рис. 213) фланцем вверх и протирают внутреннюю поверхность фарфорового корпуса чистыми салфетками. Убеждаются в плотности сборки верхнего узла корпуса и при наличии слабины затягивают гайку. Сб-ращают внимание на исправность пружины, заменяют негодную перемычку из медной ленты. Уплотняющее резиновое кольцо не менее чем за 3 ч до сборки покрывают глиф- талевым лаком ГФ-95, пленка которого обладает высокой масло- и дугостойкостью.
После протирки укладывают в корпус цилиндрическую прокладку из электрокартона, обращая внимание на отсутствие надрывов, трещин, распушений и подгаров. Положив на пружину блок вилитовых дисков, укладывают фетровые прокладки и опорный фланец. Магниты протирают чистыми салфетками, еще раз по их притяжению проверяют полярность и устанавливают в разряднике так, чтобы искровые промежутки располагались между разноименными полюсами. Искровые промежутки освобождают от бумаги непосредственно перед установкой, убеждаются в наличии отметки даты осмотра на вилитовых дисках и искровых промежутках. Торец фарфорового корпуса промазывают лаком ГФ-95 и прокладывают по нему заранее покрытое лаком резиновое кольцо. Установив дно разрядника с предохранительным клапаном, равномерно затягивают диаметрально противоположные болты.
При электрических испытаниях собранного разрядника сначала проверяют ток проводимости при постоянном напряжении 4 кВ, а затем - пробивное напряжение на переменном токе нормальной частоты. Такая последовательность объясняется тем, что нагрев разрядника при испытании на пробой может сказаться на результатах проверки тока проводимости.
Прошедший электрические испытания разрядник устанавливают дном вверх и проверяют его герметичность. К контрольному отверстию в донышке клапана прижимают ниппель с резиновой шайбой и штуцер шланга, подходящего к форва- куумному насосу. Включив насос, создают вакуум 600 мм рт. ст. Разрядник исправен, если после выключения насоса в течение 20 мин вакуум сохраняется на одном уровне. Плохое уплотнение нижнего или верхнего узла разрядника устраняют сменой прокладок. После испытания контрольное отверстие в донышке клапана запаивают. Прошедший проверку разрядник регистрируют в специальном журнале с указанием объема ремонта. На предохранительном клапане красной краской указывают дату испытания.
Выполнение ревизии разрядника без ремонта или замены отдельных элементов требует от слесаря 4-го разряда затрат времени 30-40 мин.
При осмотре счетчика числа срабатываний рязрядника РВР снимают верхнюю крышку корпуса, отводят чуть в сторону группу контактных пружин и осторожно снимают с оси барабанчик с цифрами. Стенки корпуса и детали очищают от нагара, удаляют остатки сгоревших плавких вставок и натягивают десять новых плавких вставок из нихромовой проволоки диаметром 0,1 мм. Держа контактную группу по-прежнему отведенной чуть в сторону, устанавливают отсчетный барабанчик на оси и закручивают пружины вращением диска на пять оборотов. Закрывая прибор, проверяют состояние угольных контактов и для лучшей герметизации место разъема крышки и корпуса смазывают лаком ГФ-95.
Действие регистратора числа срабатываний проверяют на специальном стенде пропусканием импульса напряжения 2,5-3,5 кВ. При этом сгорает плавкая вставка, соответствующая положению К на циферблате регистратора.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'