2. Износ и повреждения деталей электровозов, методы восстановления работоспособности, упрочнения и контроля
В процессе эксплуатации узлы и детали электровоза, как известно, подвергаются значительным нагрузкам. Эти нагрузки и соответственно напряжения в деталях и узлах электровозов существенно возрастают при переходных и динамических процессах, когда механические силы. электрический ток и напряжение превышают номинальные значения. При таких условиях существенно возрастают нагрузки на механическую часть, недопустимо нагреваются обмотки электрических машин и пуско-тормозных резисторов, возникают пробои и перекрытия изоляции.
Влияние переходных процессов на износ и повреждение деталей и узлов электровоза усугубляется высокой запыленностью, влажностью и широким диапазоном температуры окружающего воздуха. В результате указанных причин происходит непрерывный, износ деталей электровозов в эксплуатации, действие которого, как указывалось выше, призвана нейтрализовать и компенсировать система технического обслуживания и ремонта.
Наибольший объем ремонтных работ вызывает механический износ, возникающий вследствие действия сил трения. Силы трения весьма чувствительны к малейшим загрязнениям фрикционных поверхностей. При наличии на поверхности трения смазочных материалов изменяются свойства поверхностных слоев. Износ деталей имеет различный характер.
Молекулярное схватывание происходит в отсутствии смазки и слоя окислов при трении скольжения с малыми скоростями и при давлениях, превышающих предел текучести металла. Вследствие пластической деформации поверхностных слоев металла в местах контакта возникают молекулярные связи. При относительном перемещении фрикционные поверхности разрушаются из-за вырывания частиц металла с менее прочного тела. Износ подобного рода наблюдается у деталей опор кузова, межтележечного соединения, хвостовика головки автосцепки.
Окислительный износ имеет место как при трении скольжения, так и при трении качения и является результатом разрушения слоев окислов при взаимном перемещении поверхностей. Интенсивность износа возрастает, если сжимающая сила переменная. Особую опасность окислительный износ представляет для тонкостенных конструкций, поскольку может значительно уменьшить площадь их сечения.
Тепловой износ образуется при трении скольжения с большими скоростями и давлениями. Высокая температура снижает прочность фрикционных поверхностей, вызывает схватывание и отрыв частиц металла. Такой износ характерен для тормозных колодок.
Абразивный износ возникает при трении скольжения вследствие попадания в зону контакта абразивных зерен, которые срезают частицы металла, Абразивные свойства проявляются у многих минеральных материалов, в том числе у песка, каменного угля. Обычно такому износу подвержены детали, конструктивно не защищенные от попадания на них абразивных материалов и работающие в условиях большой запыленности, например шарнирные узлы тормозной рычажной передачи, рессорного подвешивания, наличники челюстных букс.
Осповидный износ наблюдается при трении качения и нагрузках, превышающих предел текучести. В результате на фрикционных поверхностях возникают явления усталости металла. В зависимости от давления, материала, размера и формы поверхности на ней могут возникать различного рода мелкие выщербины. Такой износ характерен для поверхностей роликов и колец подшипников качения.
Помимо износа от сил трения, или, как его принято называть, механического износа, при эксплуатации электровозов детали подвергаются и износу других видов.
Термический износ возникает под действием тепла, выделяющегося в элементах электрических цепей при прохождении по ним тока. Выделение тепла влечет за собой снижение электрической прочности изоляционных материалов (старение изоляции), уменьшение механической прочности токоведущих элементов (отжиг меди), потерю запирающих свойств полупроводниками.
Элекроэрозионный износ связан с уносом металла с рабочей поверхности электрических аппаратов в момент разрыва ими электрической цепи. Возникающая при этом дуга разрушает рабочие поверхности контактов, вызывает их износ. Такой износ характерен для полозов токоприемников, контактов контакторов и выключателей, коллекторов электрических машин, а также токопроводящих контактов трения качения и трения скольжения (моторно-осевые и роликовые подшипники, зубчатые передачи и др.).
Коррозионный износ обусловлен окислением металлов кислородом воздуха. Этот повсеместный процесс может вызвать износ деталей электровозов. Процесс коррозионных повреждений ускоряется в условиях повышенной влажности, резкой смены температур, запыленности, т. е. в условиях, свойственных эксплуатации локомотивов.
Из всех видов износа наибольшее влияние на межремонтные пробеги оказывает механический износ. Именно по этой причине в большинстве случаев принимается решение о постановке электровоза в ремонт, где производятся замена и восстановление деталей.
Стремление к сокращению объема, трудоемкости и стоимости ремонтных работ заставляет выполнять комплекс мер, направленных на уменьшение износа деталей. Эти меры осуществляются, начиная с конструктивной разработки электровозов новых серий. Внедрение бесчелюстных буксовых узлов, отказ от сочленения тележек могут служить примером рациональных конструктивных решений, позволивших значительно сократить объем ремонтно-восстановительных работ экипажной части электровоза.
Большая роль в повышении долговечности узлов трения принадлежит рациональной технологии, повышению точности обработки поверхностей сопрягаемых деталей, правильному подбору трущихся пар, различным способам поверхностного упрочнения (механическому, термическому, термохимическому, гальваническому), а также применению полимерных материалов.
Интенсивность износа зависит от качества эксплуатации электровозов. Превышение расчетной массы поезда, нарушение установленных режимов вождения поездов, токовые перегрузки и разносное боксование колесных пар вызывают преждевременный износ оборудования электровозов и могут привести к аварийным повреждениям.
Для ремонта электровозов наряду с изготовлением новых деталей большое значение имеет восстановление и ремонт изношенных, находившихся в эксплуатации узлов. Из всех способов восстановления деталей наибольшее распространение при ремонте электровозов получили сварка и наплавка. В локомотивных депо применяются ручная электрическая дуговая сварка и наплавка штучным электродом, полуавтоматическая сварка, наплавка под флюсом, газовая и газопрессовая сварка, вибродуговая наплавка, сварка и наплавка порошковыми проволоками. Наиболее широко используют электрическую дуговую сварку.
Сваркой или наплавкой узлов и деталей поврежденные места восстанавливают до первоначальных размеров, при этом прочность их возрастает до первоначальной или даже превосходит ее. Наплавку выполняют механизированным (автоматическая и полуавтоматическая под флюсом, порошковой проволокой, в среде защитных газов, вибродуговая) и ручным (газопламенная, металлическим, угольным электродами) способами.
Все разнообразие наплавочных работ сводится, во-первых, к восстановлению изнашиваемых поверхностей до номинальных размеров и, во-вторых, к нанесению взамен изношенного слоя нового металла, обладающего повышенной износостойкостью или особыми физико-химическими свойствами. В первом случае наплавка называется восстановительной. Она выполняется с использованием обычных сварочных материалов с низким содержанием углерода и легирующих элементов. Наплавленная таким способом поверхность легко обрабатывается на металлорежущих станках. Во втором случае, при износостойкой наплавке, по существу получается биметаллическое соединение, поскольку на деталь наносится поверхностный слой из высоколегированной стали. В зависимости от условий работы наплавленному слою придают износостойкость, теплостойкость, коррозионную стойкость, магнитные или другие свойства. Последующую обработку наплавленной поверхности либо не производят, либо ведут специальными способами и особым инструментом.
При выборе способа наплавки, присадочных материалов и оборудования определяющим является качество восстановленной поверхности. Состав и свойства наплавленного слоя должны отвечать требованиям эксплуатации детали. Целесообразность применения ручной или механизированной наплавки определяется технико-экономической эффективностью каждого способа для восстановления конкретной детали.
Технологию заварки трещин выбирают с учетом места их расположения, напряженности детали или узла и возможности высококачественного выполнения сварочных работ. При подготовке трещин под заварку концы их засверливают и раззенковывают. Несквозные трещины подвергают U-образной разделке с применением электрода или газокислородного резака (рис. 2, а). Для сквозных трещин обычно применяют более простую V- или X-образную разделку ручным или пневматическим зубилом (рис. 2, б ив). Если заварку трещин выполняют в несколько слоев, то перед наложением каждого последующего слоя поверхность предыдущего обязательно тщательно очищают от шлаковой корки. Для уменьшения остаточных напряжений перед наложением первого слоя необходимо подогревать разделку и прилегающий к ней металл до температуры 200-250 °С.
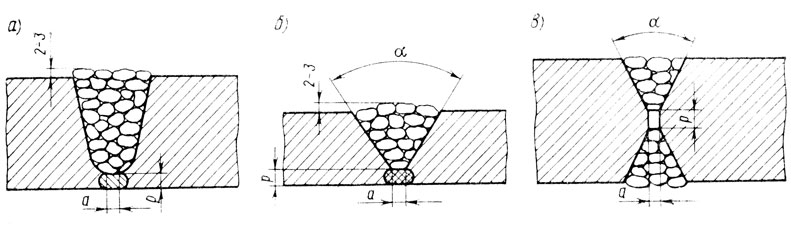
Рис. 2. Разделка трещин под заварку:а - U-образный шов; б - V-образный шов; в - X-образный шов (α=50÷60°; а=2÷4 мм. p=1,5÷2,5 мм)
Трещины обычно заваривают в горизонтальном (нижнем) или вертикальном положении. Лишь в исключительных случаях допускается заварка трещин в потолочном положении; ее должен выполнять наиболее квалифицированный сварщик.
Если заварки трещины недостаточно для обеспечения прочности, необходимо усилить место заварки. Усиление может быть произведено аргонодуговым оплавлением, поверхностным наклепом или постановкой усиливающих накладок, ребер жесткости, косынок. Усиление следует осуществлять по чертежам и инструктивным указаниям, утвержденным МПС.
Отремонтированные сваркой поврежденные детали должны обладать достаточной прочностью и надежностью на весь последующий срок их эксплуатации. В связи с этим при выполнении сварочных работ контролируют исходные материалы, подготовку поверхности или трещины, а также обращают внимание на качество сварных соединений и упрочняющей обработки. Качество сварных швов и соединений контролируют внешним осмотром и измерениями, ультразвуковым и другими методами, предусмотренными технологическим процессом. Швы заварочных трещин и усилений должны иметь форму и размеры, соответствующие стандартам, рабочим чертежам, нормалям. Не допускаются пороки в виде трещин, наплывов, прожогов, кратеров, а также пор, шлаковых включений и подрезов, выходящих за пределы допусков. Дефектные места в сварных швах исправляют повторной заваркой после зачистки и соответствующей подготовки.
Помимо сварки, для восстановления деталей электровозов применяют методы, основанные на электролитическом осаждении металла. В гальванических мастерских локомотивных депо, используя явление электролиза, осуществляют процессы железнения, меднения, декоративного и пористого хромирования, цинкования, никелирования и др. Все гальванические процессы требуют тщательной подготовки изношенных поверхностей. Как правило, при электролитическом восстановлении деталей толщина осаждаемого слоя невелика и не превышает десятых долей миллиметра. Лишь при железнении она достигает 2,5 мм. Достоинством этих методов следует считать, что после них детали не требуют механической обработки, за исключением шлифования.
Электролитические методы применяют для восстановления изношенных поверхностей валов, посадочных поверхностей колец подшипников и буксовых щитов тяговых двигателей (железнение), шеек коленчатых валов, стальных кулачков и шеек кулачковых валов групповых переключателей (хромирование), а также декоративно-защитного покрытия поручней лестниц (никелирование), защиты деталей электрических аппаратов от атмосферной коррозии (цинкование).
Для восстановления деталей широко применяют различные полимерные материалы. С их помощью склеивают детали, восстанавливают изношенные поверхности, заделывают трещины, защищают стальные поверхности от коррозии, наносят декоративные покрытия. В числе этих материалов синтетический клей (эластомер) ГЭН-150В и различные эпоксидные смолы.
При ремонте электровозов находят применение различные методы упрочнения деталей. Механическое упрочнение применяют для деталей, работающих под значительными знакопеременными нагрузками.
Оси колесных пар, коллекторы тяговых двигателей подвергаются накатке роликом с помощью специальных приспособлений. Поверхность деталей рессорного подвешивания (рессор, пружин) упрочняют наклепом дробью.
Термическому упрочнению подвергают детали, поверхности которых работают в условиях механического износа и ударных нагрузок (валики тормозной рычажной передачи, рессорного подвешивания, зубья шестерен, валики аппаратов).
Термохимическое упрочнение в отличие от термического обеспечивает не только упрочнение металла, но и изменение его химического состава путем насыщения поверхностного слоя углеродом (цементация), азотом (азотирование) либо азотом и углеродом одновременно (цианирование и нитроцементация). Указанные методы применяют для повышения износостойкости поверхностей особо напряженных деталей (межтележечные соединения, опоры кузова, валики тормозной рычажной передачи).
Одним из важнейших средств совершенствования системы технического обслуживания и ремонта электровозов является внедрение технической диагностики. В условиях усложнения конструкции электровозов обеспечение достаточной надежности их в эксплуатации предполагает значительное расширение использования средств технической диагностики. С помощью этих средств определяют явные отказы или повреждения и прогнозируют надежность на период эксплуатации до очередного вида технического обслуживания или планового ремонта.
В зависимости от назначения и устройства различают следующие системы диагностирования: по степени охвата изделия - локальные и общие; по характеру взаимодействия объекта и диагностического устройства - функциональные и тестовые; по используемым средствам - универсальные и специализированные, встроенные и внешние; по степени автоматизации - автоматические, автоматизированные и ручные.
Стационарным средством технической диагностики э. п. с. является проверочная универсальная машина-автомат (ПУМА-Э), предназначенная для проверки электровозов ЧС2. С ее помощью можно проверять сопротивление изоляции силовых цепей, сопротивление пусковых резисторов, развертку главного переключателя, последовательность срабатывания аппаратов управления, защиты, АЛСН и др.
При определенных условиях целесообразно использовать средства, специализированные на выполнении одной или нескольких операций технической диагностики. Специализированные стенды, переносные и передвижные установки могут быть объединены в комплексную систему деповской или заводской диагностики.
Наиболее предпочтительно внедрение автоматических и автоматизированных средств диагностики. Они обладают высоким быстродействием, дают возможность за короткое время выполнить большое число измерений, необходимых для всесторонней оценки состояния объекта. Благодаря объективности диагностирования исключаются случаи выпуска электровозов из ремонта или технического обслуживания с неустраненными неисправностями и последующие отказы в эксплуатации. Техническая диагностика позволяет уменьшить число и объемы плановых ремонтов и технических обслуживаний, поскольку работы по поддержанию и восстановлению работоспособности проводятся только на тех узлах, которые действительно в этом нуждаются. Благодаря ликвидации ревизий и разборок агрегатов для оценки их состояния снижается трудоемкость и повышается эффективность ремонта.
В практике технического обслуживания и ремонта электровозов широкое применение находят различные методы дефектоскопии. Для обнаружения трещин и металлургических пороков в ответственных деталях электровозов может быть использована ультразвуковая, магнитная, цветная и люминесцентная дефектоскопия. Наибольшее распространение на железнодорожном транспорте получила магнитно-порошковая дефектоскопия. Стальные детали для проверки этим методом должны быть либо намагничены, либо находиться в магнитном поле, создаваемом специальным аппаратом. Для обнаружения дефектов используют порошок, содержащий множество тонко размельченных ферромагнитных частиц, которые, взаимодействуя с электромагнитным полем, перемещаются к дефекту и осаждаются на его краях. При этом образуется видимое изображение дефекта, легко обнаруживаемое при визуальной проверке деталей. Для уменьшения силы трения между поверхностью проверяемой детали и частицами порошка его обычно применяют в смеси с трансформаторным или компрессорным маслом и керосином. В 1 л жидкости обычно размешивают 200 г порошка.
Для контроля деталей, имеющих темную необработанную поверхность, применяют сухой магнитный порошок с добавкой 15% (по массе) красителя - окиси цинка или двуокиси титана.
Магнитный порошок, применяемый для дефектоскопии, должен быть однородным, чистым и достаточно измельченным. Немагнитных примесей не должно быть более 10%. В локомотивных депо используют порошки ПЖ6М и ПЖ6ВМ, отличающиеся размером частиц железа. Качество применяемых магнитных порошков должно подвергаться лабораторному контролю.
Для создания магнитного поля при дефектоскопии деталей электровозов применяют дефектоскопы различных конструкций. Наибольшее распространение имеют дефектоскопы седлообразные МД-12ПС, эксцентричные МД-12ПЭ и шеечные МД-12Г1Ш. Стальные детали после воздействия на них постоянного и переменного магнитного поля остаются намагниченными. Чтобы снять намагниченность, используют дефектоскопы или демагнитизаторы. Магнитной дефектоскопии подвергают оси колесных пар, зубья и венцы больших зубчатых колес, зубья шестерен, коренные листы рессор и другие детали.
При техническом обслуживании и ремонте электровозов все большее применение находит ультразвуковая дефектоскопия. Она основана на способности ультразвуковых волн при распространении в твердых телах отражаться от разрывов сплошности. Под разрывами сплошности понимают неоднородности материала (трещины, раковины и другие пороки), акустическое сопротивление которых отличается от акустического сопротивления основной среды.
Коэффициент отражения зависит от размера и характера препятствия, встретившегося на пути распространения колебаний. По виду изображения отраженных колебаний, получаемому на электроннолучевой трубке дефектоскопа, можно судить о наличии дефекта в проверяемой детали. В локомотивных депо и на локомотиворемонтных заводах используют главным образом ультразвуковые дефектоскопы УД-10П и УД-ЗОП. С их помощью проверяют оси и бандажи колесных пар, зубчатые колеса и шестерни, валы и болты тяговых двигателей и другие детали электровозов.
В случаях когда использование магнитного или ультразвукового дефектоскопа затруднительно либо невозможно, используют метод цветной дефектоскопии. Он основан на проникновении смачивающей жидкости (обычно подкрашенной красной краской) в поверхностные трещины и поры под воздействием капиллярных сил.
Проверяемые детали предварительно тщательно очищают органическими растворителями (авиационным бензином, ацетоном), а затем подвергают сушке - естественной или с обдувом воздухом. Волосяными кистями или валиками из губчатого материала на контролируемую поверхность наносят проникающую жидкость. Через 10-15 мин эту поверхность очищают масляно-керосиновой смесью и наносят на нее распылителем или мягкой волосяной кистью тонкий слой белой проявляющейся краски. Спустя некоторое время контролируемую деталь подвергают тщательному осмотру через лупу. Вместо проникающей жидкости можно использовать жидкость, изготовленную на осветительном керосине. В этом случае в качестве проявителя применяют суспензию мела в ацетоне.
К цветной дефектоскопии близок люминесцентный метод контроля. Он основан на свойстве некоторых веществ (люминофоров) светиться собственным видимым светом под воздействием ультрафиолетовых лучей. К таким веществам относятся минеральные масла, дизельное топливо, керосин и др.
Так же как и при цветной дефектоскопии, при люминесцентном методе деталь, подлежащую проверке, тщательно очищают и смачивают индикаторной жидкостью, представляющей собой обычно керосино-масляную смесь. Затем эту жидкость удаляют и покрывают поверхность проявителем (меловой суспензией). При последующем осмотре детали в ультрафиолетовом свете светящаяся линия люминофора четко повторяет контуры дефекта. В качестве источника ультрафиолетового излучения обычно используют ртутно-кварцевые (ДРШ), ксеноновые (ДКсШ) или йодные кварцевые (КИ) лампы, а также люминесцентные дефектоскопы.
Методы цветной и люминесцентной дефектоскопии находят применение при проверке деталей из цветных металлов, немагнитных сплавов, фарфора, пластмасс и других материалов, а также таких крупногабаритных деталей, как рама тележки. Появляется возможность дефектоскопии деталей без полной разборки узлов. Во всех случаях указанные методы имеют преимущество перед магнитно-порошковой дефектоскопией. К недостаткам этих методов следует отнести необходимость тщательной подготовки поверхности, большую продолжительность контроля, невозможность обнаружения внутренних дефектов. При люминесцентном методе контроля, кроме того, появляется необходимость применения ультрафиолетовых источников света.
В некоторых случаях для проверки особо ответственных сварных швов, а также для обнаружения внутренних дефектов изделий применяют рентгеноскопию, т. е. просвечивание проверяемых деталей рентгеновскими лучами. Рентгеноскопию можно проводить как при визуальном наблюдении за экраном рентгеновского аппарата, так и с получением отпечатков на фотопленку.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'