Приложение 8. Консервация и расконсервация тепловоза
Антикоррозионная обработка дизеля (консервация)
1. При остановке дизеля на срок до 15 суток один раз за двое суток проворачивать вал дизеля на 1-2 оборота и по возможности прокачивать через дизель масло от маслопрокачивающего насоса. При остановке дизеля на срок более 15 суток произвести антикоррозионную обработку дизеля.
2. Антикоррозионную обработку производить:
а) не ранее чем через 8-10 ч после остановки дизеля;
б) в закрытом помещении при температуре помещения не ниже -f-10° С;
в) фильтрованным маслом, употребляемым для смазки дизеля, и обезвоженным - путем прогрева в течение 1-2 ч при температуре 110-120° С.
Температура масла и дизеля при консервации должна быть не выше 30° С.
3. При подготовке дизеля к антикоррозионной обработке надо:
а) в зимнее время непосредственно перед антикоррозионной обработкой пустить дизель, проработать 15-20 мин на наименьшем числе оборотов холостого хода и остановить дизель;
б) при температуре воды и масла не выше +40° С провернуть вал дизеля генератором до появления давления масла (по манометру) в верхнем масляном коллекторе. При этом подача топлива должна быть выключена кнопкой аварийного выключения на дизеле;
в) продуть наружные поверхности дизель-генератора сухим сжатым воздухом;
г) слить топливо, масло и воду (с регулятора числа оборотов масло не сливать);
д) открыть все люки на верхней крышке блока, на отсеке воздушного ресивера, на отсеках нижнего коленчатого вала, на передней крышке блока и на отсеке вертикальной передачи;
е) снять сетки картера дизеля, удалить остатки отработанного масла и загрязнения и промыть внутренние полости картера осветительным керосином;
ж) осмотреть все доступные детали дизель-генератора на предмет выявления коррозии. Обнаруженную коррозию удалить легкой зачисткой шкуркой (зерно 200), смоченной маслом.
Зачищенные места протереть салфеткой, смоченной в бензине, затем вытереть чистой салфеткой и смазать. На алюминиевых деталях зачистку производить шабером. При зачистке предохранить от загрязнений ближайшие поверхности деталей.
4. При внутренней антикоррозийной обработке дизеля надо:
а) вспрыснуть в каждый цилиндр 300-350 см3 масла через люки воздушного ресивера при помощи шприца со специальным разбрызгивающим наконечником;
б) провернуть коленчатый вал дизеля вручную на два полных оборота.
При поворачивании коленчатого вала залить масленкой холодное масло на шестерни редуктора воздуходувки второй ступени, вертикальной передачи, приводов водяных и масляного насосов и привода регулятора числа оборотов и мощности через соответствующие люки;
в) смазать при помощи кисти торцы шатунов и вкладышей коренных и шатунных подшипников, а также детали вертикальной передачи;
г) закрыть все люки;
д) закрыть выпускные трубы плотными колпаками;
е) слить масло из фильтров турбокомпрессоров;
ж) в формуляре дизель-генератора записать о произведенной внутренней антикоррозионной обработке.
5. Наружную антикоррозионную обработку производить после внутренней обработки при открытых отсеках топливных насосов:
а) продуть наружные поверхности дизель-генератора сухим сжатым воздухом;
б) нанести кистью слой пушечной смазки на все неокрашенные поверхности металлических деталей (топливные насосы, форсунки, адаптеры, индикаторные краны, рубашки цилиндров, трубки высокого давления, валоповоротный механизм, муфта привода генератора и др.)- При этом резиновые и дюритовые детали предохранить от смазки;
в) внести в формуляр дизель-генератора запись о наружной антикоррозионной обработке.
6. Для контроля состояния дизеля надо:
а) открывать все люки и осматривать дизель для выявления коррозии не реже одного раза в месяц.
Если детали недостаточно смазаны, то следует их дополнительно смазать тем же маслом, которое применялось при антикоррозионной обработке (по записям в формуляре). Во время осмотра не следует прикасаться к деталям грязными, влажными или потными руками;
б) проворачивать вручную коленчатый вал дизеля на 2-3 оборота во время хранения через каждые 10-15 дней.
Запасные дизель-генераторы (не установленные на тепловозах) должны храниться в закрытых и отапливаемых помещениях. Контроль за состоянием их консервации производить не реже чем через каждые три месяца.
При выпуске с завода-изготовителя турбокомпрессор подвергается консервации, которая обеспечивает его сохранность в течение 6 месяцев со дня отгрузки, если турбокомпрессор хранится в сухом закрытом помещении.
По истечении этого срока (а при неблагоприятных условиях хранения раньше) консервация должна периодически возобновляться.
Для возобновления консервации необходимо:
а) удалить консервирующую смазку с неокрашенных металлических поверхностей снаружи;
б) вскрыть полости подшипников и вынуть подшипники;
в) удалить с подшипников и концов вала консервирующую смазку;
г) обезжирить подшипники и концы вала, протерев их бензином;
д) поставить подшипники на место;
е) прокачать подшипники обезвоженным авиационным маслом МС-20 или МК-22 ГОСТ 1013-49;
ж) покрыть при помощи кисти подшипники и конец вала этим же маслом;
з) закрыть полости подшипников;
и) обезжирить неокрашенные металлические поверхности снаружи и покрыть их обезжиренной консервирующей смазкой (рекомендуется обезвоженная смазка пушечная УНЗ ГОСТ 3005-51).
Все работы по возобновлению консервации вести в сухом помещении с температурой не ниже +10° С и относительной влажностью не выше 70%.
После обезжиривания к деталям не прикасаться голыми руками, работать в нитяных перчатках. Для обезвоживания консервирующую смазку нагревают до температуры 115° С и выдерживают в течение 1 ч, пока не прекратится легкое потрескивание и выделение влаги в виде пены. Несоблюдение этих условий сокращает срок действия консервации, а при грубых нарушениях делает консервацию неэффективной. О переконсервации обязательно сделать отметку в формуляре турбокомпрессора.
7. Все детали, которые могут быть подвергнуты коррозии, должны быть смазаны антикоррозионной смазкой.
Для консервации применяется консервирующая смесь, состоящая из 50% пушечной смазки УНЗ (ГОСТ 3005-51 или ВТУ 511-54) и 50% авиационного масла (ГОСТ 1013-49), или только пушечная смазка, или смазка универсальная низкоплавкая УН (вазелин технический) ГОСТ 782-59.
Смесь должна прогреваться при температуре 110-120° С при периодическом перемешивании до прекращения ценообразования. Температура смеси или смазки при покрытии должна быть 60-70° С для пушечной смазки, 30-40° С для смазки универсальной низкоплавкой УН ГОСТ 782-59. Смесь или смазка с наличием кислот и влаги, превышающим нормы ГОСТа, к употреблению не допускается. Все материалы, применяемые для промывки и консервации, должны иметь документ о годности.
8. Предохранение поверхности деталей, узлов и агрегатов покрытием антикоррозионной смазкой защищает от коррозии на 2 месяца.
Все поверхности, подлежащие покрытию антикоррозионной смазкой, предварительно должны быть тщательно очищены от грязи, коррозии и других наслоений, промыты бензином или уайт-спиритом и насухо протерты чистой салфеткой. Подготовленные поверхности должны быть без промедления покрыты антикоррозионной смазкой при помощи волосяной кисти равномерным слоем без пробелов. Обмазка смежных поверхностей, не подлежащих покрытию, а также разбрызгивание смазки по машине не допускаются.
Перечень консервируемых деталей и способы консервации указаны ниже:
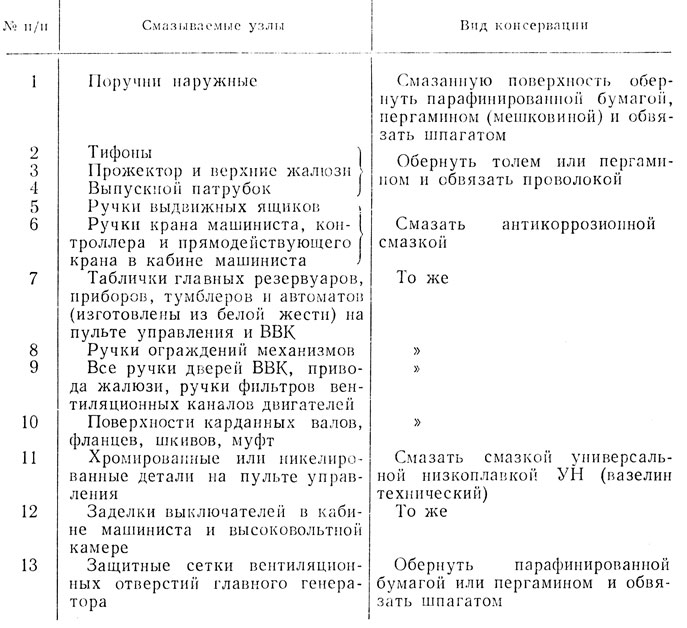
или пергамином и обвязать проволокой
( Примечание. Детали из цветных металлов смазываются смазкой универсальной низкоплавкой УН (вазелин технический) ГОСТ 782-59. )
9. Перед вводом тепловоза в эксплуатацию должна быть проведена расконсервация деталей и узлов и подключен к редуктору привод скоростемера. Поверхности, покрытые смазкой, должны быть сначала протерты чистой салфеткой, смоченной в бензине, затем протерты насухо салфеткой и, наконец, салфеткой, слегка смоченной в авиамасле. Заправку, пуск и осмотр тепловоза произвести согласно требованиям настоящей инструкции.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'