§ 15. Ремонт привода холодильника
При малом периодическом ремонте, в случае предшествующей ненормальной работы редуктора вентилятора, проверяют соосность валов; регулируют нажатие фрикционной муфты при её пробоксовывании и натяжение ремней привода при их провисании. В редуктор и зубчатые муфты тепловозов ТЭ1 добавляют масло. Проверяют действие и плотность закрытия жалюзи.
При большом периодическом, подъёмочном и заводском ремонте привод холодильника подвергается разборке, ремонту и регулированию. У тепловозов ТЭ2 и ТЭ3 при большом периодическом ремонте редуктор вентилятора и фрикционную муфту снимают только по требованию машиниста.
Наиболее часто встречающимися неисправностями холодильника являются следующие:
1) износ фрикциэнных дисков;
2) износ шарнирных соединений и подшипников качения;
3) нарушение соосности редуктора с приводным валом, вызывающее вибрацию привода и, как следствие, излом лап корпуса редуктора;
4) износ и излом шестерён редуктора;
5) ослабление вентиляторного колеса на валу, появление трещин у лопастей.
Разборка редуктора
Конструкция редуктора вентилятора действующего парка тепловозов различна. Общим признаком у них является наличие конических шестерён и подшипников качения горизонтального и вертикального валов. У тепловозов ТЭ1 фрикционная муфта смонтирована отдельно, а у тепловозов ТЭ2 и ТЭ3 присоединена к редуктору. На тепловозах ТЭ2 и ТЭ3 применены фрикционные муфты автомобильного типа, идентичные по конструкции. В качестве примера на фиг. 200 показан в разрезе редуктор тепловоза ТЭ3. Редуктор холодильника тепловоза ТЭ1 снимается вместе с вентиляторным колесом, а у тепловозов ТЭ2 и ТЭ3 - с фрикционной муфтой. Перед разборкой редукторов при помощи индикатора измеряют боковой зазор между зубьями передачи и осевой разбег валов.
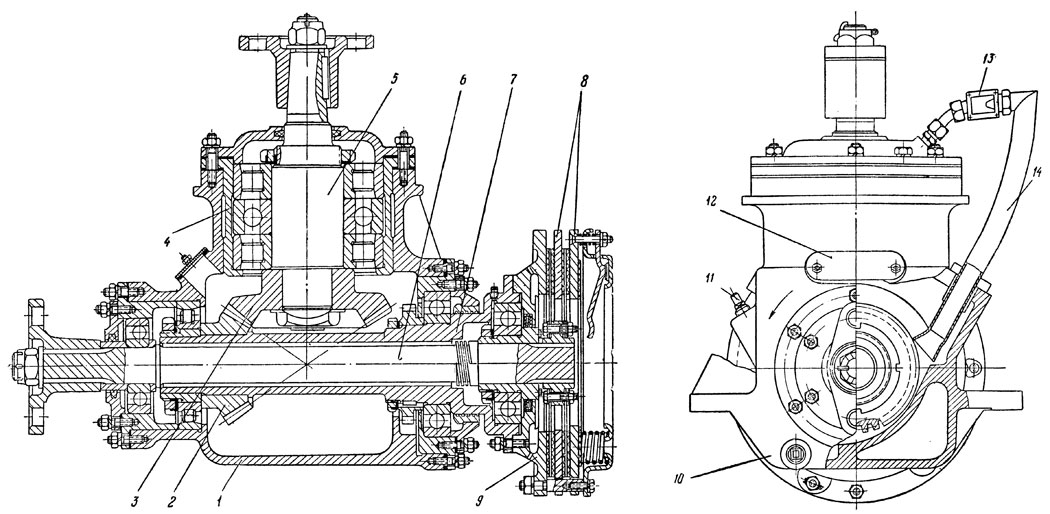
Фиг. 200. Редуктор привода вентилятора холодильника тепловоза ТЭ3: 1 - корпус; 2 - ведущая коническая шестерня; 3 - ведомая коническая шестерня; 4 - корпус подшипников вертикального вала; 5 - вертикальный вал; 6 - ведущий вал; 7 - ведомый вал; 8 - фрикционные диски; 9 - ведомый диск фрикционной муфты; 10 - пробка для слива масла; 11 - масломер; 12 - смотровой люк; 13 - фонарь для наблюдения за поступлением масла в корпус; 14 - масляная труба
Зазор между зубьями шестерён при выбранных внутрь корпуса осевых разбегах вертикального и горизонтального валов должен быть не менее 0,1 мм у тепловозов ТЭ1 и 0,2 мм у тепловозов ТЭ2 и ТЭ3. Этот же зазор при выбранных наружу корпуса осевых разбегах валов должен иметь величину не более 0,35 мм у тепловозов ТЭ1 и 0,55 мм у тепловозов ТЭ2 и ТЭ3. Осевой разбег ведущего вала тепловозов ТЭ1 должен находиться в пределах 0,07-0,12 мм. Величина измеренных зазоров должна быть учтена при последующей сборке, а регулировочные прокладки прессовки карданного вала привода обязательно сохранены.
У редуктора тепловозов ТЭ1 В первую очередь спрессовывают С ведомого (вертикального) вала при помощи съёмника вентиляторное колесо. Затем после отвёртывания болтов комплектно вынимают корпус подшипника с крышкой, ведомый вал с верхними подшипниками, шестерней и внутренним кольцом нижнего роликового подшипника. В случае замены шестерни и шариковых подшипников весь узел ведомого вала разбирают. Наружное кольцо с сепаратором нижнего подшипника можно удалить из корпуса после отвёртывания болтов и снятия фланца, прижимающего кольцо к корпусу.
Ведущий (горизонтальный) вал вынимают из корпуса вместе с втулкой и подшипниками, для чего необходимо отвернуть укрепляющие болты и гайку, снять замочную шайбу и спрессовать вал с шестерни, которая при этом остаётся в корпусе и может быть вынута оттуда через верхнее отверстие.
У тепловозов ТЭ2 и ТЭ3 вначале разбирают фрикционную муфту. Отвёртывают гайки, укрепляющие верхнюю крышку, после чего вертикальный вал выпрессовывают из корпуса вместе с подшипниками и их корпусом. Далее выпрессовывают приводную муфту ведущего вала, отвёртывают гайки, укрепляющие крышку и втулку со стороны двигателя, отвёртывают гайку, крепящую внутреннее кольцо подшипника, и ведущий вал (внутренний) вынимают из ведомого, который после разборки фланцевых соединений выпрессовывают в сторону фрикционной муфты.
При необходимости замены и ремонта деталей производится дальнейшая разборка валов редуктора и кардана. При разборке привода используют выжимные приспособления, одно из которых (для карданного вала) представлено на фиг. 201. Приспособление состоит из траверсы 6, укрепляемой болтами с гайками 5 к фланцу кардана 3. Для выпрессовки служит винт 2 с рукояткой 1.
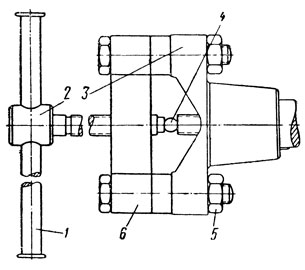
Фиг 201. Приспособление для выпресовки карданного вала привода холодильника тепловоза ТЭ2: 1 - рукоятка; 2 - винт; 3 - фланец кардана; 4 - шарик; 5 - болт с гайкой; 6 - траверса
Нажим винта на торец вала кардана производится через шарик 4.
Ремонт редуктора и привода вентилятора холодильника тепловозов ТЭ1. Сборка редуктора и его испытание
У корпуса редуктора заваривают холодным способом имеющиеся трещины и приваривают отломанные лапы.
Ослабшие в постановке конические шестерни и подшипники качения при текущем ремонте ставят на место в подогретом состоянии (в масле); для шестерён до 170-190° и для подшипников до 80-100° с предварительной металлизацией или электроискровой обработкой посадочных мест валов. Повреждённую резьбу на концах валов восстанавливают наплавкой. Шпонки у ослабших в постановке шестерён обязательно заменяют. Разработанные гнёзда для шпонок наплавляют и фрезеруют вновь в другом месте. Биение ведущего и ведомого валов по всей длине при проверке на станке допускается не более 0,05 мм. При заводском ремонте валы с такими дефектами заменяют новыми.
Шестерни, имеющие износ выше нормы, излом зубьев или групповые язвы (питтинги) на рабочей стороне зуба, заменяют. При текущем ремонте допускается оставлять для дальнейшей работы шестерни с вмятинами на каждом зубе глубиной до 0,4 мм и площадью до 50 мм2, а также выкрошенное место, если оно отстоит от торца зубьев на расстоянии не более 10 мм.
Шариковые и роликовые подшипники, имеющие диаметральный зазор больше нормы, заменяют, причём между наружным кольцом подшипников и посадочным местом должен быть зазор в пределах 0,00-0,06 мм. Защемление подшипника не допускается. Разрешается растачивать гнездо нижнего подшипника и в расточенное место устанавливать с натягом втулку толщиной не менее 2,5 мм.
Сборка редуктора осуществляется с проверкой зацепления конических шестерён. Для этого ещё до посадки шестерён используют оправку 7 и контрольный стержень 10 (фиг. 202). Оправку 7 нижней частью плотно вставляют в гнездо А нижнего роликового подшипника, а контрольный стержень 10 - между проставочным кольцом 6 и выступом Б оправки. Расстояние между торцом проставочного кольца и осью оправки, а следовательно и осью вертикального вала редуктора должно составлять 105 мм. Это расстояние регулируют толщиной проставочного кольца 6 и прокладок 4.
Регулирование осевого разбега горизонтального вала 1 производится прокладками 3. Нормальный осевой разбег этого вала, как указано выше, должен находиться в пределах 0,07-0,12 мм и измеряется при помощи индикатора, подводимого к торцу вала 1.
Боковой зазор между зубьями определяется при помощи крестовины, надеваемой на конусный конец вала В и индикатора, прикрепляемого к крышке 2 редуктора. При выбранных внутрь корпуса осевых разбегах горизонтального и вертикального валов боковой зазор между зубьями должен быть не менее 0,10 мм, а при выбранных осевых разбегах наружу коопуса - не более 0,35 мм. Зазор измеряется на радиусе крестовины, равном 76 мм, и регулируется прокладками 9 (фиг. 202), закладываемыми между корпусом редуктора 5 и корпусом шарикового подшипника 8 вертикального вала. Толщина прокладки в 0,1 мм соответствует изменению зазора на 0,05 мм.
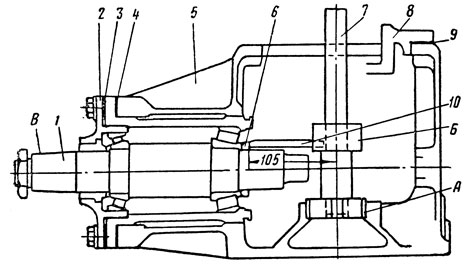
Фиг. 202. Контрольная проверка при сборке редуктора холодильника тепловоза ТЭ1: 1 - горизонтальный вал; 2 - крышка; 3 и 4 - прокладки; 5 - корпус редуктора; 6 - проставочное кольцо, 7 - оправка; 8 - корпус шарикового подшипника; 9 - прокладки; 10 - стержень контрольный
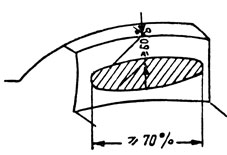
После установления зазора проверяют зацепление зубьев по краске. В зависимости от расположения отпечатка, правильное расположение которого изображено на фиг. 203, допускается некоторое подрегулирование за счёт изменения положения горизонтального и вертикального валов при помощи прокладок с изменением контрольного размера 105 мм. Собранный и смазанный редуктор должен свободно провёртываться от руки.
Фиг 203. Отпечаток краски у правильно собранных шестерён редуктора холодильника тепловоза ТЭ1
Валы привода с ослабшими в местах посадки зубчатыми соединительными муфтами и шарикоподшипниками ремонтируют путем металлизации или электроискровой обработки. У заменяемых зубчатых муфт зазор между зубьями устанавливается 0,1-0,28 мм. При текущем ремонте разрешается оставлять в работе зубчатые муфты, имеющие износ зубьев по толщине до 50% против чертёжного размера. Болты, соединяющие фланцы зубчатых муфт, вставляют на свои места с плотной посадкой. При слабине подшипников в корпусе выносного подшипника, в отводке или в шкиве посадочные места растачивают и в них запрессовывают втулки соответствующего размера.
При заводском ремонте зубчатые муфты и валы, имеющие износ в местах их посадки, а также в местах насадки подшипников качения, заменяют.
Ведущие диски и венцы фрикционной муфты, зубья которых имеют износ более 45% против чертёжного размера, заменяют при всех видах текущего ремонта. Диски проверяют на коробление по плите; коробление и непараллельность плоскостей допускается не более 0,2 мм.
У фрикционной муфты поломанные отжимные пружины, сработанные по толщине выше предела, фрикционные диски, ослабшие заклёпки, изношенные валики и ролики заменяют. Пружины, получившие остаточную деформацию, восстанавливают до первоначальной высоты термообработкой. Разрешается при текущем ремонте использовать для дальнейшей работы диски с толщиной, уменьшенной на 2,5 мм против чертёжного размера. В собранном состоянии между роликами и кольцом нажимного диска у включённого привода зазор не допускается.
У правильно отрегулированной муфты при подвешивании груза в 50 кг на рычаге с плечом от оси вала 1 000 мм муфта должна проскальзывать, а при грузе в 45 кг - проскальзывания не должно быть. Регулирование (увеличение) нажатия осуществляется поворотом крестовины по часовой стрелке и установкой фиксирующего штифта. При выключенном приводе между ведущим и нажимным дисками должен быть зазор по всей окружности.
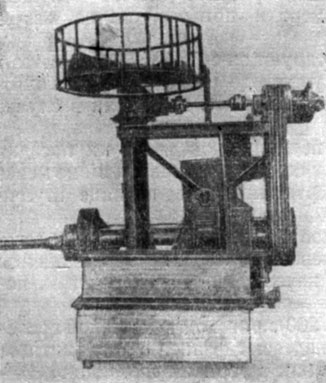
Привод вместе с редуктором и крыльчаткой в условиях завода и мастерских испытывают на стенде (фиг. 204). Во время испытания редуктор должен издавать звук высокого тона. Для приведения в действие привода применяется электродвигатель.
Фиг. 204. Испытание на стенде привода и редуктора с крыльчаткой холодильника тепловоза ТЭ1
Регулирование положения шкивов привода на тепловозе производится перемещением подшипников или шкивов вместе с валом. Прокладки под корпуса подшипников подбирают с таким расчётом, чтобы ось вала редуктора совпадала с осью вала привода, что проверяют скобами, снабжёнными установочными винтами. Одна скоба укрепляется на конец горизонтального вала редуктора, а вторая - на конец вала привода вместо фланца зубчатой муфты. На радиусе 100 мм разность торцовых и радиальных зазоров, измеряемых щупом в четырёх положениях, допускается не более 0,25 мм. Продольный разбег промежуточного вала с зубчатыми муфтами должен быть в пределах 1-2 мм.
Натяжение приводных ремней регулируют, сдвигая натяжной ролик наружу с таким расчётом, чтобы усилие в 4 кг, приложенное в средней части набегающей ветви ремня, оттягивало ремень на 30-50 мм. Натяжение всех ремней должно быть равномерным.
Приводные ремни заменяют новыми только комплектно. Отклонение средних линий ручьёв шкивов привода вентилятора фрикционной муфты и натяжного шкива допускается не более 0,5 мм.
Ремонт редуктора и привода вентилятора холодильника тепловозов ТЭ2 и ТЭ3. Сборка редуктора и его испытание
Корпус редуктора, имеющий трещины или отломанные лапы, восстанавливают сваркой холодным способом. Посадка шестерён и условия их браковки те же, что и у тепловозов ТЭ1.
Поверхности дисков сцепления фрикционной муфты при разборке проверяют на плите, а для выравнивания поверхности - на станке. Коробление и непараллельность сторон дисков для прочного сцепления допускаются не более 0,2 мм, а уменьшение толщины дисков при выпуске из текущего ремонта - на 2,5 мм против чертёжного размера и при выпуске из заводского ремонта - на 0,7 мм.
Износ шарниров карданного вала компенсируют за счёт бронзовых глухих втулок, которые запрессовывают в отверстия ушков до плотного упора в бурт. Втулки изготовляют из бронзы АЖМЦ 10-3-1,5. Концы крестовин в случае износа подвергают шлифованию.
В случае ослабления наружных колец подшипников места их посадки растачивают и в них вставляют сменные втулки со стенками толщиной не менее 2,5 мм. Для предохранения втулок от провёртывания на границе втулки и корпуса ставят винты.
Прилегание конических поверхностей валов к насаживаемым на них деталям, проверяемое по краске, должно быть не менее 75%. Шлицевые соединения восстанавливаются наплавкой с применением качественных электродов и последующей обработкой на станке.
Сборка редуктора тепловоза ТЭ3 (см. фиг. 200) производится в такой последовательности. На ведомый (пустотелый) вал надевают фланец с лабиринтным уплотнением и напрессовывают шарикоподшипник в горячем состоянии (80-100°). На шарикоподшипник надевают внутренний фланец и к нему прикрепляют наружный. Между фланцами закладывают прокладку, толщину которой подбирают таким образом, чтобы наружное кольцо было в зажатом состоянии. Далее в гнездо вала закладывают шпонку, надевают цилиндрическую шестерню и завёртывают гайку, отгибая затем замочную шайбу. Затем подогревают шестерню до 170-190° (в масле) и насаживают до упора в бурт вала. Вслед за шестернёй насаживают втулку. Ведомый вал с установленными на него деталями вставляют в корпус редуктора и посредством фланца со стороны муфты закрепляют на шпильках. Одновременно на левый конец ведомого вала с натягом 0,003-0,046 мм по диаметру внутреннего кольца и с зазором 0,0-0,065 мм по диаметру наружного кольца напрессовывают роликовый подшипник, который закрепляют гайкой со стопорной шайбой. Сборка редуктора тепловоза ТЭ2 отличается от сборки редуктора тепловоза ТЭ3 постановкой распорной втулки между шестернёй и шариковым подшипником.
Ведущий вал собирают в следующем порядке: на правый конец вала в нагретом состоянии насаживают втулку, на которую в свою очередь ставят с натягом 0,003-0,038 мм шарикоподшипник, укрепляемый гайкой со стопорной шайбой. В таком виде ведущий вал вставляют в ведомый, при этом наружное кольцо шарикового подшипника входит с зазором 0,00-0,065 мм в выточку ведомого вала.
С наружной стороны ведомого вала укрепляют на шпильках фланец с самоподжимным сальником и маслоотражательным щитком. На противоположной стороне с натягом 0,003-0,038 мм на шейку ведущего вала устанавливают шарикоподшипники и затем распорную втулку. У тепловоза ТЭ2 шарикоподшипник закрепляют гайкой.
На правый конец ведущего вала монтируют фрикционные диски муфты, внутри которых размещают ведомый (средний) диск. На вертикальный вал 5 в нагретом состоянии монтируют подшипники, закрепляя их гайкой со стопорной шайбой и заправляют его в корпус подшипников 4. Надевают на вал шестерни в нагретом состоянии, затем стопорную шайбу и закрепляют гайкой. Собранный узел вставляют в корпус 1.
Проверку бокового зазора между зубьями шестерён и осевых разбегов валов делают так же, как и у тепловозов ТЭ1. Зазор в зацеплении зубьев шестерён регулируют набором прокладок, закладываемых между корпусом и нижней плоскостью корпуса подшипников вертикального вала.
Нажатие дисков при сборке фрикционной муфты регулируют затяжкой или ослаблением пружин путём отвёртывания или завёртывания диаметрально противоположных гаек на одинаковое количество граней. При выключенном состоянии муфты суммарный зазор между ведущими фрикционными дисками и рабочими поверхностями ведомых дисков должен находиться в пределах 0,5-0,9 мм.
При включённой муфте между торцами колец упорного подшипника отводки и концами рычажков должен быть обеспечен зазор в пределах 0,5-1,5 мм; разница между зазорами каждой стороны допускается не более 0,3 мм.
Упорный подшипник должен свободно поворачиваться при включённой муфте. Зазор между регулировочным винтом и диском при включённой муфте должен быть не более 0,8 мм. Собранный редуктор испытывают на стенде в течение одного часа при рабочем числе оборотов.
При сборке подпятника сначала насаживают на вал в горячем состоянии верхний шариковый подшипник, затем распорную втулку, а за ней нижний подшипник, который укрепляют гайкой со стопорной шайбой. После этого вал с подшипниками вставляют в корпус подпятника и на прокладках ставят верхнюю и нижнюю крышки, причём в последнюю закладывают самоподжимной сальник. Подпятник укрепляют на балках шахты холодильника.
Устанавливаемый на тепловоз редуктор центрируют по приводному шкиву в четырёх диаметральных положениях по торцу и радиусу шкива. На фиг. 205 представлено приспособление для проверки соосности вала двигателя с валом редуктора тепловоза ТЭ2. Основной частью приспособления является каркас 3, к одному концу которого приварена фасонная плита 4, прикрепляемая болтами 5 и гайками 6 рукоятками 7 к фланцу приводной муфты вала редуктора. На противоположном конце каркаса приварена скоба у которой поставлены два контрольных винта 1 и 2, расположенных перпендикулярно один другому. Поворачивая вал редуктора и измеряя расстояние между винтами 1 и 2 щупом, закладываемым между ними и шкивом, определяют отклонение оси редуктора от оси двигателя. Разность зазоров между остриями винтов 1 и 2 и поверхностями шкива в диаметрально противоположных положениях допускается не более 0,4 мм. Соосность валов доводится до нормы перемещением редуктора в горизонтальном направлении и прокладками, устанавливаемыми под корпус редуктора. После центрирования редуктор фиксируют коническими штифтами.
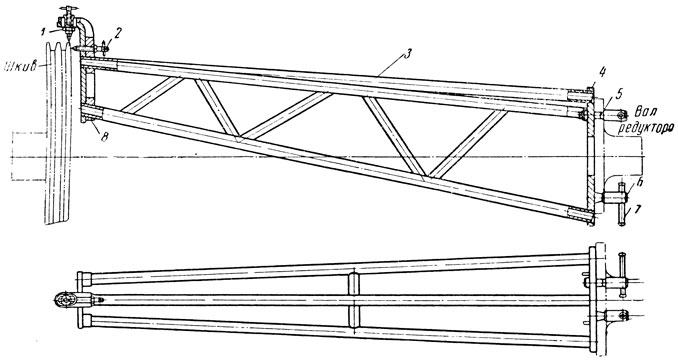
Фиг. 205. Приспособление для проверки соосности вала двигателя с валом редуктора вентилятора тепловоза ТЭ2: 1 и 2 - контрольные винты; 3 - каркас; 4 - плита; 5 - болт; 6 - гайка; 7 -рукоятка; 8 - скоба
Ремонт колеса вентилятора
Колесо вентилятора заменяют, если общая длина продольных трещин превышает 500 мм или концы поперечных трещин находятся ближе 60 мм от краёв лопастей, а также в случае излома лопастей. Мелкие трещины в лопастях заваривают качественными электродами Э42 с предварительной разделкой трещин и засверловкой их концов. После сварочных работ колесо статически балансируют вместе со шпонкой на станке. На фиг. 206 представлена конструкция одного из таких станков.
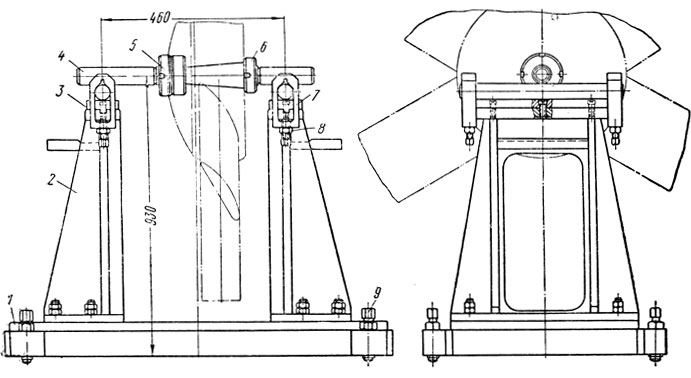
Фиг. 206. Станок для статической балансировки колеса вентилятора: 1 - плита; 2 - стойка; 3 - опорная планка; 4 - оправка; 5 и 6 - установочные гайки; 7 - серьга; 8 - болт; 9 - регулировочные винты
Станок состоит из плиты 1 на которой смонтированы две стойки 2. К стойкам при помощи винтов привёрнуты опорные планки 3, на которые устанавливают валики, прикрепляемые к опорным плитам серьгами 7, снабжёнными болтами 8. Станок устанавливают по уровню регулировочными винтами 9. Балансировку колеса делают на оправке 4, у которой предусмотрены установочные гайки 5 и 6. Дисбаланс колеса допускается не свыше 200 гсм. Дисбаланс устраняют приваркой балансировочных грузов на нижнем диске. На этом же станке производится статическая балансировка других вращающихся частей узлов тепловоза, например: воздушного колеса турбовоздуходувки, крыльчатки водяного насоса и колеса вентилятора продувки тяговых электродвигателей.
Зазор между лопастями вентилятора и цилиндрической поверхностью диффузора при монтаже допускается от 6 до 12 мм у тепловозов ТЭ1 и 6-8 мм у тепловозов ТЭ2.
Регулирование этого зазора производится за счёт передвижки корпуса редуктора у тепловозов ТЭ1 или подпятника у тепловозов ТЭ2 и ТЭ3, фиксируемых затем на балках коническими штифтами. При текущем ремонте разрешается дозодить зазор до нормы приваркой к диффузору полосовой стали.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'