§ 14. Ремонт секций холодильников
При малом периодическом ремонте секции холодильников очищают и продувают сжатым воздухом с наружной поверхности, не снимая с тепловоза.
При большом периодическом, подъёмочном и заводском ремонте секции масляного холодильника снимают с тепловоза, очищают и опрессовывают. То же делают и с водяными секциями, за исключением большого периодического ремонта. При неисправности секции жалюзи и их приводы ремонтируют.
Основными неисправностями секции являются течь трубок вследствие обрыва и нарушения пайки и загрязнение внутренних и наружных поверхностей секций отложениями.
Технология ремонта секций
Очистка масляных и водяных секций с внутренней поверхности производится на стенде путём циркуляции щелочного раствора, употребляющегося для размягчения нагара у поршней.
На фиг. 195 представлена схема стенда, разработанная конструкторским бюро Главного управления локомотивного хозяйства. Секции холодильников тепловозов ТЭ1, ТЭ2 и ТЭ3 на данном стенде промывают изнутри сначала раствором из бака 1, а затем горячей водой из бака 2. Одновременно на стенде промывают шесть секций. Вода в баке нагревается свежим паром посредством барбатёра 4, а раствор - при помощи теплообменника 3. Для контроля за температурой воды и раствора установлены термометры 5, снабжённые датчиками и световой сигнализацией. Датчики и сигнализация отрегулированы на подачу сигналов в пределах температур +95 и +80°С.
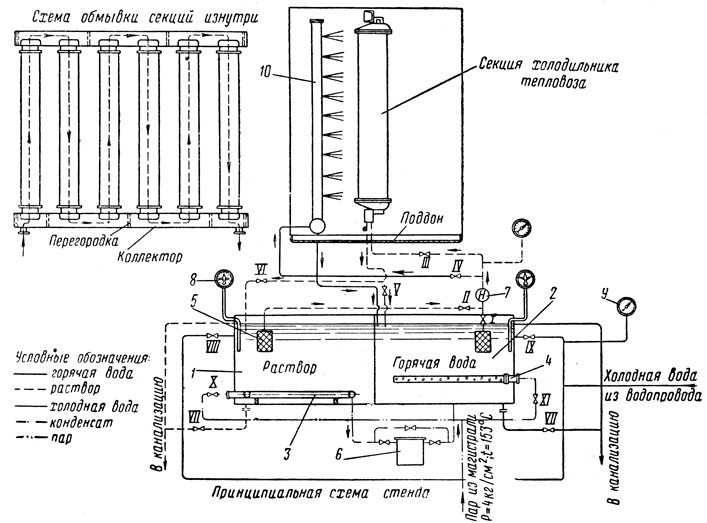
Фиг. 195. Схема стенда для промывки секций холодильников: 1 - бак с раствором; 2 - бак с горячей водой; 3 - теплообменник; 4 - барбатёр; 5 - фильтр; 6 - конденсационный горшок; 7 - нясос с электродвигателем; 8 - термометр; 9 - манометр; 10 - душевая система
Центробежный насос 7 приводится во вращение от электродвигателя и забирает через фильтр 5 раствор или воду, которую подаёт в секции, или только горячую воду, направляя её в душевую систему 10 для наружной обмывки секций. Регулирование подачи раствора или горячей воды на стенде осуществляется открытием вентилей. Очистка секций холодильника изнутри раствором производится в течение 30 мин, обмывка горячей водой - в течение 15 мин.
При промывке секций раствором должны быть открыты вентили II, III, VI и закрыты вентили I, IV, V; при промывке горячей водой открыты вентили I, III, V и закрыты II, IV, VI и при наружной обмывке открыты I и IV и закрыты II, III, V и VI Наружную обмывку секций нужно производить при закрытых дверях камеры и включённом вентиляторе отсоса пара из камеры.
Течь секций происходит в большинстве случаев вследствие появления трещин в трубках у кромки усилительной доски и в местах пайки трубок с трубной коробкой. Для доступа к трубкам обрубают шов, соединяющий трубную коробку с коллектором. Если у трубок лопнули стенки, то в повреждённую трубку вставляют пластину и отверстие запаивают наглухо. При текущем ремонте у каждой секции тепловозов ТЭ1 и ТЭ2 разрешается запаивать не более восьми трубок, а при заводском - не более четырёх.
При большем количестве текущих трубок и течи усилительной доски производится ремонт с заменой трубной коробки и усилительной доски. В этом случае концы трубок у усилительной доски обрезают и устанавливают новую доску и трубную коробку с увеличенным по высоте буртом и все трубки тщательно пропаивают с использованием медефосфористого припоя.
Технологический процесс припайки трубок секций заключается в следующем:
1) обработка концентрированной серной кислотой трубной коробки и усилительной доски в течение 5-7 мин;
2) промывка их холодной водой;
3) механическое обезжиривание сухими опилками при помощи концов;
4) промывка горячей водой (80-90°);
5) промывка холодной водой;
6) травление соляной кислотой в течение 6-8 мин, склёпанной трубной коробки и усилительной доски в сборе с секцией. Соляная кислота применяется в виде 50%-ного водного раствора, протираемого по поверхности травления мягкой стальной щёткой;
7) промывка секции водой;
8) промывка горячей водой;
9) флюсование бурой с расплавлением её газовой горелкой;
10) пайка медефосфор истым припоем, состоящим из 92,35-90,75% меди, 6,9-8,0% фосфора и 0,75-1,25% серебра.
Пайка производится при помощи ацетиленовой горелки СУ с наконечником № 2 или № 3;
11) прочистка трубок оправкой в случае попадания в них флюса или припоя.
Качество пайки трубок секции до приварки коллектора проверяют в приспособлении, изображённом на фиг. 196.
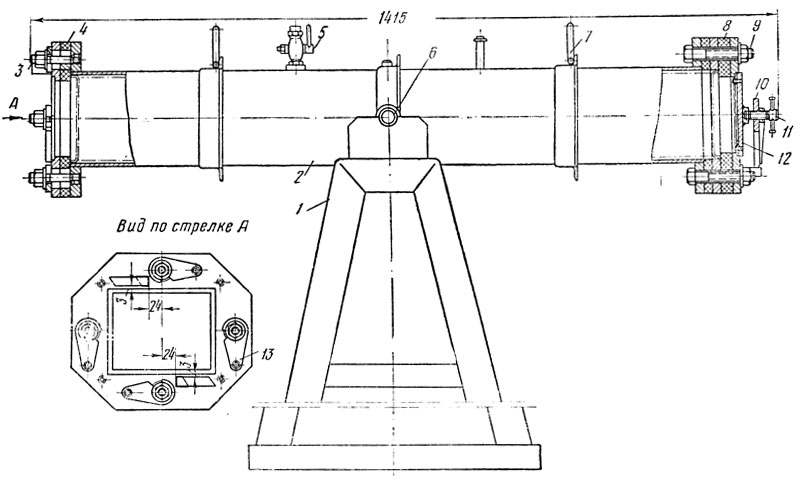
Фиг. 196. Приспособление для проверки плотности трубок секции холодильника: 1 - подставка; 2 - кожух; 3 и 9 - болты; 4 и 8 - резиновые прокладки: 5 - кран; 6 - цапфа; 7 - кольцо; 10 - траверса; 11 - винт; 12 - люк; 13 - собачка
Приспособление состоит из подставки 1 на которую укладывают кожух 2, снабжённый цапфами 6. На этих цапфах кожух можно устанавливать в различные положения. Внутри кожуха закладывают испытуемую секцию, которую зажимают болтами 3 и 9 и собачками 13 и уплотняют у трубной коробки резиновыми прокладками 4 и 8. С одной стороны приспособления предусмотрен люк 12, прижимаемый винтом 11, который проходит сквозь траверсу 10. В кожух через кран 5 подают воздух, а секцию, установленную вертикально, заполняют водой. О плотности трубок судят по отсутствию выхода из них пузырей воздуха. Для подъёма приспособления предусмотрены кольца 7.
После испытания трубок на плотность проверяют в собранном виде параллельность привалочных поверхностей секции при помощи приспособления, представленного на фиг. 197. Приспособление представляет собой подставку на которой при помощи винтов 3 укреплены планки 2. На эти планки укладывают привалочными поверхностями коллекторы секции. О правильности сборки секции судят по отсутствию зазора между планками и привалочными поверхностями секций. При наличии зазора делают подгонку коллекторов.
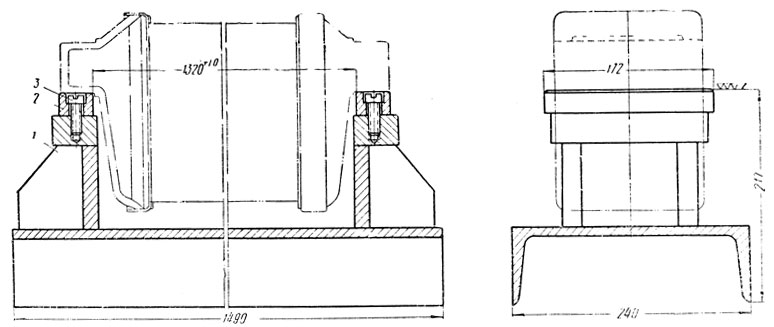
Фиг. 197. Приспособление для проверки привалочных поверхностей коллекторов секций холодильников: 1 - подставка; 2 - планка; 3 - винт
Проверенную в сборе секцию устанавливают на стенд (фиг. 198), где и осуществляют приварку коллекторов к трубной коробке. Стенд состоит из подставки 1, на которой смонтирована поперечина 2, поворачивающаяся на цапфах. Одну из цапф зажимают крышкой 5, откидным болтом 7 и гайкой 6. Штыри 4 входят в отверстия коллекторов, которые прижимаются откидными струбцинами 8. На этом стенде собранную секцию можно поворачивать на цапфах в вертикальной плоскости под любым углом. После приварки одного коллектора секцию вновь испытывают на плотность, для чего используют стенд, конструкция которого аналогична представленному на фиг. 196.
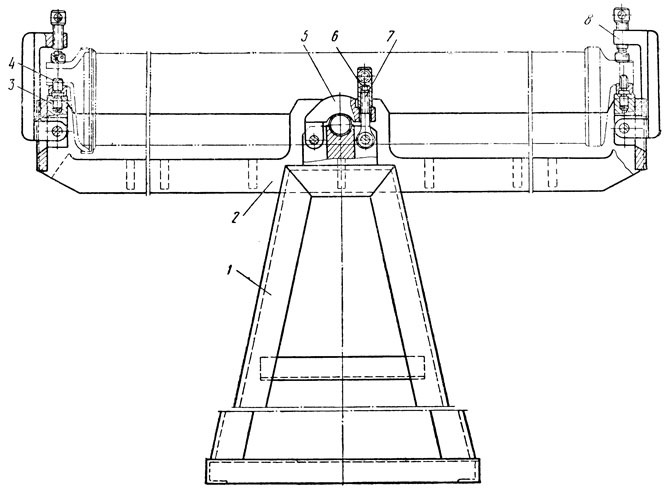
Фиг. 198. Стенд для установки свариваемых секций холодильника: 1 - подставка; 2 - поперечина; 3 - планки; 4 - штырь; 5 - крышка; 6 - гайка; 7 - откидной болт; 8 - струбцина
Трубную коробку приваривают газовым пламенем по всему периметру к коллектору припоем ПМЦ-54 или латунью Л-62. Ширина наложенного шва должна быть не менее 5 мм.
Испытание секций
Секции после ремонта испытывают на плотность и проверяют чистоту внутренних поверхностей трубок. Водяные секции испытывают на плотность водой при давлении 5 ати, а масляные - 8 ати.
Чистота .внутренних поверхностей трубок определяется на стенде (фиг. 199) по времени истечения воды из напорного бака от верхнего до нижнего уровня, которое для масляных секций тепловозов ТЭ1, ТЭ2 и ТЭ3 должно быть не более 25 сек и для водяных-не более 65 сек. Стенд состоит из каркаса 1, на котором установлен напорный бак 4, снабжённый водомерным стеклом 6 и запорным клапаном 3. Из днища бака выходит труба 2 диаметром 21/2". К нижнему концу трубы приваривают коллектор 11, к которому при помощи рычага 10 и рукоятки 9 прижимается коллектор испытываемой секции. Для поднятия клапана предусмотрен вал 8 с рукояткой 7, воздействующий на трос 5, прикрепляемый к стержню клапана. Для слива воды из секции установлен сливной бак 12 со спускной трубой 13.
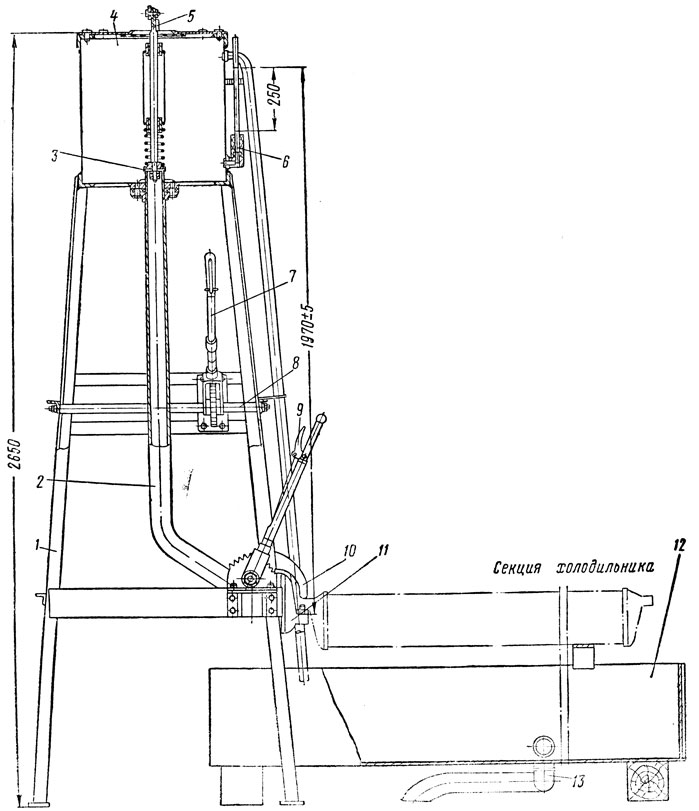
Фиг. 199. Стенд для испытаний секций холодильника на истечение воды: 1 - каркас; 2 - труба; 3 - клапан; 4 - напорный бак; 5 - трос; 6 - водомерное стекло; 7 и 9 - рукоятки; 8 - вал; 10 - рычаг; 11 - коллектор стенда; 12 - сливной бак; 13 - спускная труба
Время прохождения воды через систему стенда без секций при том же понижении уровня должно составлять 15-17 сек.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'