§ 12. Ремонт смазочной системы
При малом и большом периодическом ремонте двигателей Д50 проверяют состояние зубьев шестерён привода масляного насоса и зазор между поводком привода и сухарями кронштейнов валоповоротного диска. Проверяют соединения трубопроводов, крепление корпуса привода и масляного насоса к картеру. Продувают воздухом маслоподводящие трубки.
Фиг. 182. Приспособление для снятия подшипников воздуходувки двигателя 2Д100: 1 - фланец; 2 - наконечник; 3 - отжимной болт
При всех видах ремонта, кроме малого и большого периодического, масляный насос и его привод у двигателей Д50 и 2Д100 разбирают и ремонтируют; регулируют редукционный клапан насоса. Насос проверяют на стенде. При всех видах ремонта фильтры разбирают и промывают, регулируют реле масляного давления.
Наиболее часто встречаются следующие неисправности масляной системы:
1) падение производительности и давления, создаваемого масляным насосом вследствие износа или задира его шестерён и корпуса;
2) трещины в корпусе насоса и привода;
3) поломка и износ шестерён привода из-за неправильного зацепления, ослабление шестерён на валу привода;
4) излом поводка и кронштейнов валоповоротного диска привода масляного насоса у двигателя Д50;
5) износ самоподжимного сальника;
6) повышенный износ подшипников и втулок привода масляного насоса из-за недоброкачественного материала деталей;
7) повреждение резиновых соединительных рукавов на маслопроводах.
Проверка зазора между поводком привода и кулачками кронштейнов валоповоротного диска двигателя Д50
Зазор между поводком привода и кулачками у тепловоза Т32 проверяют при помощи приспособления (фиг. 183), которое состоит из хомута 5, укрепляемого при помощи стяжного болта 6 на цилиндрической части ступицы шкива 1. Хомут снабжён рычагом А, на котором нанесена метка на расстоянии 180 мм от оси вала двигателя. Хомут закрепляют при направлении рычага вверх. Второй основной частью приспособления является державка 4, укрепляемая двумя болтами к крышке корпуса привода. На державке устанавливают индикатор 3, ножку которого располагают против метки рычага А.
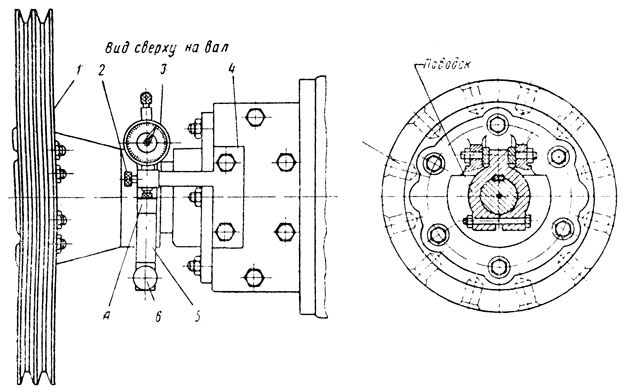
Фиг. 183. Приспособление для измерения зазора между поводком привода и кулачками валопоротного диска двигателя Д50 (тепловоз ТЭ2): 1 - шкив; 2 - винт; 3 - индикатор; 4 - державка; 5 - хомут; 6 - болт
Для измерения зазора необходимо покачать шкив 1; величину, показанную индикатором, делят пополам, что и является действительным зазором между поводком привода и кулачками кронштейнов. Нормальный зазор находится в пределах 0,20-0,30 мм. Уменьшение зазора делают за счёт смены кулачков или установки под них стальных прокладок. Для измерения зазора на тепловозах ТЭ1 применяют приспособление, по принципу действия аналогичное описанному, но отличающееся от него конструктивными размерами.
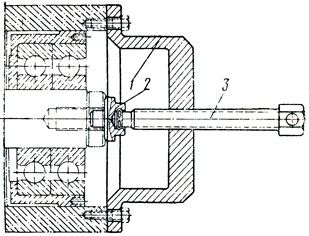
Разборка масляного насоса двигателя Д50 и его привода
Перед разборкой привода определяют зазор между поводком привода и кулачками способом, описанным выше. От масляного насоса и его привода отсоединяют масляный трубопровод и концы труб закрывают заглушками. Расшплинтовывают и отвёртывают гайку, укрепляющую приводной шкив на конусе вала привода 6 (фиг. 184). Приводной шкив спрессовывают с вала привода. Для того чтобы снять шкив, у тепловоза ТЭ2 снимают водяную трубу, соединяющую топливоподогреватель с двигателем, а у тепловозов ТЭ1 - ограждения и вентилятор охлаждения тяговых электродвигателей передней тележки. Отвёртывают гайки, крепящие крышку, и снимают её. Выпрессовывают два установочных штифта. Отвёртывают гайки 23 и 35 шпилек, укрепляющих корпус конической передачи 2 и корпус масляного насоса 20 к картеру двигателя. Привод в сборе с масляным насосом отнимают от места и устанавливают на разборочный стенд.
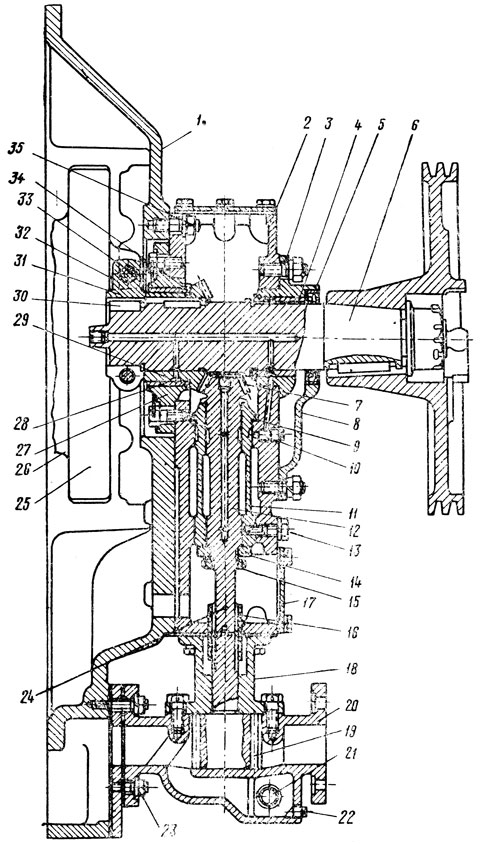
Фиг. 184. Привод масляного насоса двигателя Д50: 1 - корпус привода; 2 - корпус конической передачи; 3 - шпилька; 4 - втулка; 5 - сальник; 6 - вал привода; 7 - венец малой конической шестерни; 8 - крышка; 9 - прокладки для регулирования зазора в зацеплении шестерён; 10 - штуцер; 11 - втулка вертикального валика; 12 - вертикальный валик; 13 - стопорный болт; 14 - простаЕОчное кольцо; 15 - гайка; 16 - шлицевая втулка; 17 - люк с крышкой; 18 - крышка корпуса насоса; 19 - ведущая шестерня масляного насоса; 20 - корпус масляного насоса; 21 - редукционный клапан; 22 - заглушка; 23 и 35 - гайки; 24 - шплинт; 25 - валоповоротный диск; 26 - коленчатый вал двигателя; 27 - фланец; 28 - втулка; 29 - большая коническая шестерня; 30 - шпонка; 31 - поводок; 32 - кронштейн валоповоротного диска; 33 - болт; 34 - прокладки; шпилька
Перед разборкой привода измеряют индикатором, закреплённым на стойке, разбег вала и боковой зазор между шестернями при горизонтальном положении конической передачи, а также при помощи щупа определяют зазоры у втулочных подшипников.
Разборку начинают со стороны масляного насоса. Выталкивают два конических штифта, забитых во фланцах корпуса конической передачи 2 и крышке насоса 18, отвёртывают болты и снимают нижнюю крышку люка 17. Выталкивают шплинт 24 и сдвигают шлицевую втулку 16 вверх. Отвёртывают гайки, крепящие крышку масляного насоса к корпусу конической передачи 2. Масляный насос снимают. Фланцы открытых полостей насоса закрывают фанерными или картонными крышками. Снимают поводок 31 и его шпонку 30 с вала привода 6, предварительно расшплинтовав гайку и вынув стяжной болт. Расшплинтовывают и вывёртывают болты фланца 27 корпуса. Отвёртывают гайки крепления крышки 8 корпуса привода и снимают её вместе с сальником 5 и втулкой 4 вала привода. Снимают фланец 27 корпуса вместе с прокладками и вынимают вал привода конической шестернёй наружу, отвёртывают стопорный болт втулки валика и вынимают её вместе с валиком и регулировочными прокладками. Далее отгибают ус стопорной шайбы на валике 12, отвёртывают специальным ключом гайку 15, снимают стопорную шайбу, вынимают проставочное кольцо 14 и валик 12.
Валы привода масляного насоса проверяют дефектоскопом.
Масляный насос разбирают в следующем порядке: снимают редукционный клапан 21, отвёртывают болты, снимают шайбы и установочные штифты, после чего крышку корпуса 18 насоса отнимают от корпуса. Вынимают ведущую 19 и ведомую шестерни. Затем отвёртывают пробки, служащие для заглушки торцов масляных каналов, которые в последующем прочищают, промывают и продувают. Перед выемкой на торцах шестерён наносят технологические метки, чтобы в последующем собрать их приработанными зубьями.
У масляного насоса наблюдается износ втулок или отверстий корпуса и крышки, зубьев шестерён и их цапф, торцовых поверхностей корпуса и крышки; поэтому в процессе разборки производится измерение зазоров между этими деталями.
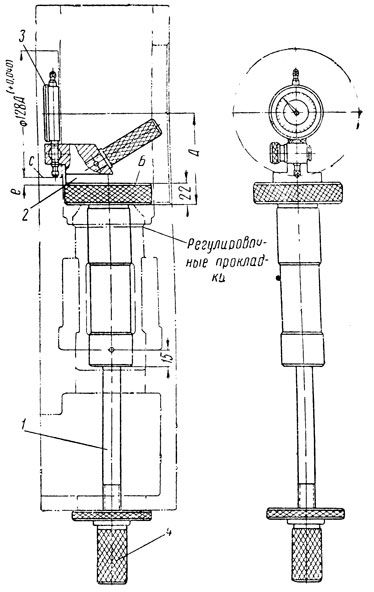
Для определения бокового зазора между зубьями шестерен масляного насоса используют приспособление, представление на фиг. 185. Приспособление представляет собой разрезной хомут 7, надеваемый на вал ведущей шестерни и стягиваемый винтом 2. Ножка индикатора приставляется к лепестку 3 хомута. Покачивая ведущую шестерню по индикатору, определяют величину бокового зазора.
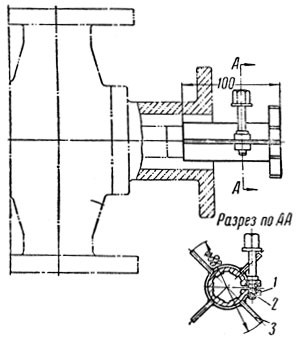
Фиг. 185. Приспособление для определения бокового зазора между зубьями шестерён масляного насоса: 1 - хомут; 2 - винт; 3 - лепесток
Углубление шестерён в корпус вследствие износа проверяют планкой 1 (фиг. 186), прикрепляемой к корпусу болтами 2. Толщина щупа, вставляемого между планкой и торцом шестерён, определяет зазор. Измерение выработки у крышки насоса даёт возможность определить торцовый зазор между крышкой и шестернями насоса и таким образом найти величину, на которую должны быть обработаны торцы крышки и корпуса для доведения зазора до нормы. При помощи этого же приспособления и щупа можно проверить также боковой зазор между зубьями (вид по стрелке А), так как отверстия в планке под цапфы шестерен имеют межцентровое расстояние такое, как у насоса.
Фиг. 186. Приспособление для измерения углубления шестерён масляного насоса в корпусе и зазора между зубьями шестерён: 1 - планка; 2 - болт
Ремонт деталей масляного насоса и его привода
Цапфы шестерён шлифуют под ремонтный размер, если конусность и овальность их достигают 0,05 мм, и затем полируют.
Уменьшение торцового зазора между шестернями, с одной стороны, и корпусом и крышкой, - с другой, осуществляется шлифовкой или шабровкой корпуса и крышки. Нормальный торцовый зазор, определяемый приспособлением, показанным на фиг. 186, после обработки должен быть в пределах 0,13-0,15 мм прилегание обработанных поверхностей проверяют по краске.
Наработок на шестернях зачищают. Боковой зазор между зубьями определяют приспособлением, показанным на фиг. 185; этот зазор при выпуске из текущего ремонта должен находиться в пределах 0,1-0,4 мм и из заводского - 0,1-0,3 мм. Разность зазоров между отдельными зубьями не должна превышать 0,1 мм, а соприкосновение зубьев, определяемое по краске, должно быть не менее 80% длины зуба на обеих сторонах профиля; шестерни, имеющие предельный износ, отколы и трещины в зубьях, заменяют.
Для установления нормальных зазоров между цапфами шестерён, корпусом и крышкой в них запрессовывают сменные втулки с постановкой фиксирующих винтов для предохранения от проворачивания. Втулки изготовляют из бронзы и запрессовывают с натягом 0,03-0,07 мм. Окончательную расточку втулок по внутреннему диаметру делают после их запрессовки и установления нормального торцового зазора между шестернями и крышкой. Радиальный зазор между зубьями шестерён и корпусом при раздвинутых шестернях должен быть в пределах 0,06-0,13 мм при выпуске из заводского ремонта и до 0,15 мм при выпуске из текущего ремонта и диаметральный зазор между цапфами шестерён и втулками - 0,06-0,18 мм. Для нормального зацепления шестерён проверяют соосность запрессованных втулок при помощи цилиндрической оправки. Допускается непараллельность до 0,05 мм на длине 115 мм.
Правилами текущего ремонта предусматривается замена корпуса насоса при достижении предельного зазора между корпусом и шестернями (0,17 мм), а также при наличии трещин. В некоторых депо износ бронзового корпуса компенсируют наплавкой и последующей обработкой. При вращении от руки собранного после ремонта и смазанного насоса ведущий валик с шестернёй должен провёртываться без заеданий и заклинивания.
Заправляемые на места заглушки после расточки втулок под цапфы шестерён выпрямляют до полного устранения течи, что проверяется опрессовкой.
Вал привода 6 (см. фиг. 184), поводок 31 и болт 33 проверяют магнитным дефектоскопом. Шестерни привода, имеющие излом зубьев или выкрашивание поверхности, заменяют новыми. При ослаблении большой конической шестерни 29 на валу привода и износе в месте самоподжимного сальника правилами текущего ремонта разрешается производить его наплавку. Наплавка и заварка в месте посадки поводка запрещаются. Следует помнить, что вал привода изготовлен из стали марки 45, поэтому после наплавки перед механической обработкой необходимо произвести нормализацию. Более рациональным способом исправления этих мест является хромирование. После хромирования и шлифования в месте посадки шестерни должен быть натяг 0,026 мм. Шпонка должна входить в своё гнездо плотно, без зазоров.
Шестерню 29 насаживают на приводной вал в нагретом до 150° состоянии и затем проверяют на станке; при наличии биения свыше 0,05 мм цилиндрическую поверхность шестерни шлифуют и полируют под ремонтный размер 111,85 мм. После полирования овальность поверхности должна быть не более 0,02 мм. Если диаметральный зазор между цилиндрической поверхностью шестерни 29 и втулкой 28 превышает 0,25 мм, то втулку заменяют, а у тепловозов ТЭ1 раннего выпуска предварительно растачивают фланец 27. Втулку запрессовывают с натягом 0,06-0,09 мм с последующей постановкой винтов, предохраняющих её от провертывания. Запрессованную втулку растачивают в соответствии с диаметром шлифованной поверхности шестерни с соблюдением необходимого зазора в пределах 0,1-0,2 мм при выпуске из заводского ремонта и до 0,28 мм при выпуске из текущего ремонта.
При увеличении зазора между втулкой 4 и валом привода более 0,30 мм, а также в случае выкрашивания баббитового слоя втулку заменяют или вновь заливают баббитом БК2 центробежным способом. Залитую втулку растачивают в сборе с крышкой.
Приводной шкив на конической поверхности приводного вала должен сидеть плотно, поэтому посадку шкива проверяют по краске; прилегание его должно быть не менее 75% поверхности. Радиальное и торцовое биение посаженного на шпонке шкива допускается не более 0,4 мм.
Вертикальный валик привода 12 при овальности и конусности более 0,05мм шлифуют на станке под ремонтный размер 44,85 мм, овальность и конусность при этом допускается не более 0,02 мм. Для восстановления зазора между валиком и втулкой 11 валик хромируют. При зазоре между валиком и втулкой более 0,30 мм втулку при текущем ремонте заменяют.
Износ торцовой опорной поверхности втулки 11, вызывающий повышенный разбег валика, компенсируют постановкой утолщённых прокладок 9 с доведением разбега до 0,20-0,35 мм.
Поводок 31, имеющий трещины, заменяют, так как в эксплуатации поломка поводка вызывает остановку двигателя вследствие прекращения подачи масла. Изношенный самоподвижной сальник 5 заменяют новым. Чтобы не произошло провертывания, натяг на запрессовку сальника в крышку должен быть в пределах 0,05-0,16 мм. Нормальное нажатие сальника на приводной вал устанавливают натяжением пружины, которое регулируют изменением её длины.
Трещины в корпусе привода 1 устраняют электродуговой сваркой холодным способом таким же порядком, как и других чугунных деталей двигателя (блок, картер).
У двигателя 2Д100 (выпуска 1956 г.) при ремонте масляного насоса проверяют остукиванием плотность посадки на валы шестерён и укрепляющих их гаек и штифтов. Кроме того, о том, что гайки не сошли со своих мест, судят по трем кернам, выбитым на каждой гайке.
Торцовый зазор у шестерён насосов всех выпусков уменьшают за счёт смены пластин, расположенных между корпусом насоса и плитами 6 и 9 (фиг. 187) подшипников. Эти пластины изготовляют из стали марки 20 с цементацией на глубину 1-1,6 мм до твёрдости HRC=54÷63. Редукционный клапан масляного насоса регулируют на давление 4,2 ати.
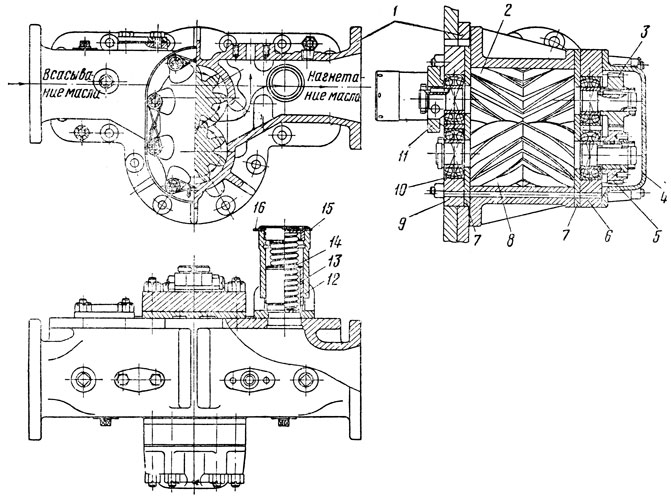
Фиг. 187. Масляный насос двигателя 2Д100: 1 - корпус; 2 - шестерня рабочая ведущая; 3 - шестерня синхронная ведущая; 4 - крышка; 5 - шестерня синхронная ведомая; 6 - плита подшипников наружная; 7 - пластина; 8 - шестерня рабочая ведомая; 9 - плита подшипников внутренняя; 10 - шарикоподшипник; 11 - поводок; 12 - корпус редукционного клапана; 13 - поршень; 14 - пружина; 15 - гайка нажимная; 16 - шплинт
Сборка привода масляного насоса двигателя Д50
Перед сборкой все детали привода промывают и продувают воздухом, смазочные каналы очищают от масляных отложений.
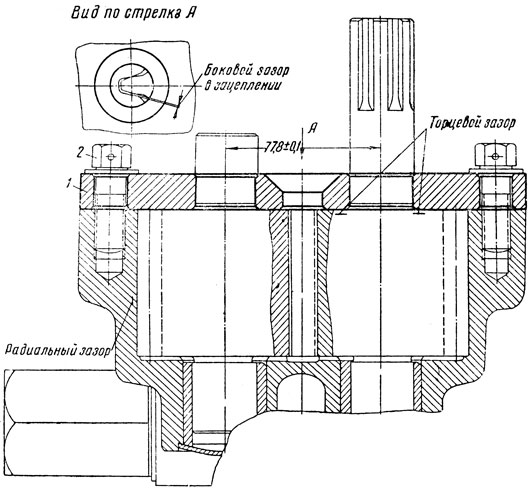
Существенное значение для нормальной работы конических шестерён имеет правильное их зацепление. При сборке работавшие шестерни устанавливают в зацепление, руководствуясь старыми метками. Прежде чем собрать привод передачи, регулируют монтажное расстояние А (фиг. 188). Для этого корпус конической передачи устанавливают в вертикальное положение. Вставляют в него вместе с регулировочными прокладками втулку валика. Во втулку вкладывают оправку 1 (фиг. 188), снабжённую в верхней части грибком. Оправку закрепляют гайкой 4. На грибок ставят стойку 2 с индикатором 3. Ножку индикатора сначала устанавливают на торец Б грибка оправки 1 и стрелку подводят к 0, затем, перемещая стойку 2 с индикатором, устанавливают ножку на нижнюю точку отверстия. Расстояние е должно находиться в пределах 6,77-6,79 мм. Изменяют эту величину регулировочными прокладками, закладываемыми под бурт втулки. Если отверстие, по которому производится проверка, имеет величину, отличающуюся от 128+0,04, что проверяется индикаторным нутромером, то расстояние до торца грибка соответственно изменяется.
Фиг. 188. Приспособление для проверки положения валов привода масляного насоса: 1 - оправка; 2 - стойка; 3 - индикатор; 4 - гайка
Определив расстоянием и сняв приспособление, ставят на место крышку и фланец с запрессованными в них втулочными подшипниками и при помощи ступенчатой оправки определяют их соосность. Собирают валик 12 (см. фиг. 184) вместе с втулкой 11, регулировочными прокладками 9, проставочным кольцом 14 и стопорной шайбой, закрепляя их гайкой 15. Пакет прокладок под втулкой должен иметь толщину не белее 2,0 мм. Собранный таким образом узел запрессовывают в корпус конической передачи 2 и закрепляют стопорным болтом 13. Втулка 11 должна сидеть плотно, а валик вращаться без заеданий. Проверяют осевой разбег валика. Осевой разбег, измеряемый индикатором, регулируют проставочным кольцом 14.
В корпус 2 вставляют вал привода 6, укрепляют крышку и фланец 27 с подобранным пакетом прокладок общей толщиной не более 2,5 мм. Крышку корпуса ставят на герметике с шёлковой нитью. Измеряют осевой разбег вала привода, который должен находиться в пределах 0,05-0,08 мм. Его величину регулируют прокладками, закладываемыми под фланец 27 и между конической шестернёй и буртом вала привода (прокладки 34). Прокладка толщиной 0,1 мм изменяет боковой зазор между зубьями на 0,08 мм. Болты крепления фланца корпуса зашплинтовывают проволочкой. Далее на вал 6 надевают поводок и закрепляют его стяжным болтом, на хвостовик валика 12 надевают шлицевую втулку, которая должна свободно перемещаться по шлицам валика. Проверяют прилегание зубьев по краске, а также боковой зазор при помощи индикатора или свинцовой выжимки. Отпечаток краски должен быть в виде сплошного пятна или в виде отдельных пятен. Располагаясь у делительного конуса, начало отпечатка должно отстоять от торца зубьев со стороны малого диаметра не далее чем на 3 мм.
После этого запрессовывают самоподжимной сальник 5. Собранный масляный насос привалочным фланцем присоединяют к корпусу конической передачи, а вал ведущей шестерни - к шлицевой втулке вертикального валика, забивают установочные штифты, а шлицевую втулку шплинтуют. При смене масляного насоса производят центровку насоса относительно корпуса 2 на специальном кондукторе или корпусе привода, после чего сверлят отверстия под установочные штифты, которые и забивают.
В случае замены корпуса привода 1, корпуса конической передачи 2, картера двигателя, коленчатого вала и втулочных подшипников вала привода 6 проверяют соосность привода с валом двигателя. Для этого используют технологическую втулку, которую насаживают на хвостовик горизонтального вала привода 6. Наружный диаметр втулки должен соответствовать отверстию поворотного диска коленчатого вала с зазором 0,06-0,10 мм. Корпус конической передачи вместе с валом 6 и технологической втулкой прикрепляют к корпусу привода 1 и проверяют лёгкость вращения вала. Если вал вращается туго, то, сдвигая корпус на шпильках до положения, когда вал будет вращаться свободно, производят сверловку отверстий под контрольные штифты, которые затем и устанавливают.
Испытание на стенде масляного насоса двигателя Д50. Регулирование редукционного клапана
Испытание масляного насоса на правильность сборки, герметичность и производительность производится на масле, применяемом для смазки двигателей.
При обкаточных и контрольных испытаниях масляного насоса двигателя Д50 на стенде производятся следующие операции:
1) редукционный клапан завёртывают до отказа;
2) число оборотов насоса постепенно доводят до 1 680 в минуту, противодавление в нагнетательной полости поднимают постепенно до 8 ати в течение 30 мин и насос работает с этим противодавлением 10 мин. В этот период времени проверяют его герметичность;
3) давление снижают и производят регулирование редукционного клапана при 1 680 об/мин на давление 5,3 ати;
4) определяют производительность масляного насоса с отрегулированным клапаном на 5,3 ати при числе оборотов 1 680 об/мин, давлении 5 ати и температуре масла 80±5°С. Производительность должна быть не менее 17 000 л/час. На фиг. 189 представлена схема стенда для испытания масляного насоса.
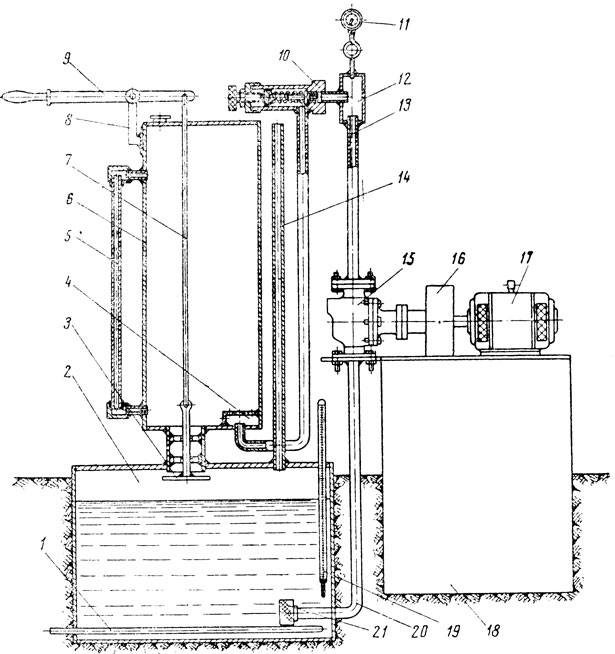
Фиг. 189. Схема стенда для испытания масляного насоса: 1 - змеевик обогрева; 2 - нижний бак; 3 - разобщительный клапан; 4 - глушитель; 5 - масломерное стекло; 6 - верхний бак; 7 - тяга разобщительного клапана; 8 - кронштейн; 9 - рычаг разобщительного клапана; 10 - регулирующий клапан стенда; 11 - манометр; 12 - компенсатор; 13 - нагнетательная труба; 14 - вестовая труба; 15 - масляный насос; 16 - редуктор; 17 - электродвигатель АД = 7,8 квт; 18 - фундамент; 19 - контрольный термометр; 20 - всасывающая труба; 21 - фильтр (сетка 1 Х 1)
Стенд оборудован двумя баками 2 и 6, позволяющими измерять производительность насоса 15, и манометром 11. Для подогрева масла предусмотрен паровой змеевик 1.
Регулирование реле масляного давления
Реле масляного давления (РДМ-1А-1) служит для контроля за давлением масла в масляной системе двигателя. Оно состоит из датчика в виде гофрированной трубки со штуцером и собственно реле с магнитной системой. Реле 2 устанавливается на пресс 7 (фиг. 190), служащий для проверки манометров. Для контроля давления служит манометр 1. Регулирование реле производится регулирующим болтом 6, воздействующим на затяжку пружины 5, и эксцентриковым валиком 3, регулирующим положение магнита, который с большей или меньшей силой удерживает подвижной контакт 4 во включённом положении, чем и достигается точная регулировка величины давления в 1,6 ати, при котором реле выключается. Для питания реле служит провод 8, подключаемый к сети постоянного тока. После проверки реле пломбируют.
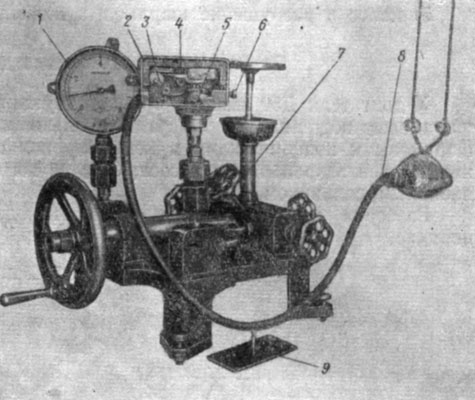
Фиг. 190. Стенд для регулирования реле масляного давления: 1 - контрольный манометр; 2 - реле масляного давления; 3 - эксцентриковый валик; 4 - подвижной контакт; 5 - пружина; 6 - регулирующий болт; 7 - пресс; 8 - провод; 9 - крышка реле масляного давления
Промывка масляных фильтров и опрессовка трубопроводов
Масляные сетчатонабивные и пластинчатые фильтры (двигатель Д50) при ремонте разбирают и промывают керосином или дизельным топливом. Сетчатонабивные фильтры заполняют хлопчатобумажными концами (путанка №60) в количестве 2,7-3 кг. При ремонте сеток разрешается уменьшать их полезную площадь на 15%. Шарики клапанов, имеющие раковины, заменяют новыми. Раковины или задиры на притирочном пояске корпуса клапана устраняют расточкой. Поломанные пластины у пластинчатых фильтров заменяют новыми.
После ремонта двигателя производится опрессовка масляного трубопровода от отдельно стоящего насоса, присоединяемого к месту постановки щелевых фильтров. В процессе работы этого насоса следят за давлением по манометру, а через люки проверяют плотность всех маслопроводов, расположенных внутри и снаружи двигателя, и течение масла из подшипников, жиклёров, турбовоздуходувки и распределительного устройства. При опрессовке маслопроводов рекомендуется пробоксовывать вал двигателя вручную
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'