Глава III. Ремонт вспомогательного оборудования
§ 11. Ремонт турбовоздуходувки и воздуходувки
При малом периодическом ремонте проверяют чистоту маслоподводящих трубок, состояние подшипников, осевой разбег и выбег ротора, а также радиальный зазор между лопатками турбины и сопловым аппаратом.
При большом периодическом, подъёмочном и заводском ремонте турбовоздуходувку снимают с тепловоза, разбирают и ремонтируют. Ротор после ремонта динамически балансируют. Турбовоздуходувку проверяют под нагрузкой на двигателе.
У турбовоздуходувок бывают следующие неисправности: трещины в корпусе; износ подшипников и упорной пяты, а также задир их вследствие непоступления смазки, что может повести к заклиниванию ротора; износ лопаток и бандажей турбины; изгиб и обрыв лопаток; увеличение зазоров у лабиринтных уплотнений вследствие износа подшипников; износ и коробление, соплового аппарата; вибрация и шум во время работы двигателя вследствие дисбаланса колёс; ослабление воздушного колеса в месте посадки и изгиб вала.
Проверка выбега и регулирование осевого разбега ротора
Выбег (период свободного вращения) ротора проверяют для того, чтобы определить состояние турбовоздуходувки.
При проверке снимают воздушный фильтр и запускают двигатель. После работы двигателя при 1-м положении рукоятки контроллера отжатием кнопки на пульте управления выключают вспомогательный топливный насос. От времени отжатия кнопки до прекращения вращения ротора должно проходить 1,0-1,5 мин. Время, меньшее 1,0 мин, характеризует наличие неисправности у турбовоздуходувки.
Для измерения осевого разбега необходимо отнять трубку (фиг. 168), подводящую масло к крышке 2 упорно-опорного подшипника, и снять крышку вместе с паранитовой прокладкой 3.
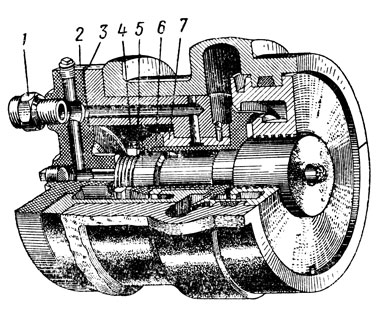
Фиг. 168. Упорно-опорный подшипник турбовоздуходувки: 1 - штуцер; 2 - крышка; 3 - прокладка; 4 - гайка; 5 - замочная шайба; 6 - пята; 7 - подшипник
Разбег измеряют индикатором в крайних положениях ротора при помощи приспособления (фиг. 169). Приспособление состоит из планки 1, устанавливаемой на шпильках, служащих для укрепления крышки опорно-упорного подшипника. На планку монтируется индикатор 2, ножка которого упирается в торец ротора. Для осмотра пяты следует отогнуть зуб у замочной шайбы 5 (см. фиг. 168), отвернуть гайку 4 специальным торцовым ключом, снять замочную шайбу и пяту 6. После этого следует осмотреть торец подшипника 7. Если будут обнаружены повреждения, то торец подшипника доводят шабровкой с проверкой по краске. Отпечаток краски по ширине должен быть не менее 5 мм.
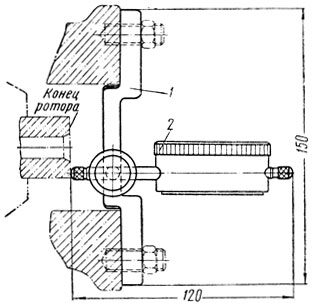
Фиг. 169. Приспособление для проверки осевого разбега ротора: 1 - планка; 2 - индикатор
Установка нормального разбега ротора осуществляется за счёт изменения глубины выточки пяты или её замены. (Чертёжный размер новой пяты 6,0+0,016 мм.)
Проверку осевого разбега после обработки или замены деталей делают с поставленной на место замочной шайбой и затянутой до отказа гайкой. Нормальный разбег ротора находится в пределах 0,1-0,20 мм браковочный - 0,30 мм.
Измеренный индикатором зазор не учитывает слой масла между торцами пяты и подшипника, поэтому действительный зазор может оказаться больше на 0,05 мм. Измерение диаметрального зазора в подшипниках производят при помощи приспособления и индикатора или при снятой пяте щупом.
Разборка турбовоздуходувки. Контрольные измерения при разборке
Наиболее рационален следующий порядок разборки турбовоздуходувки.
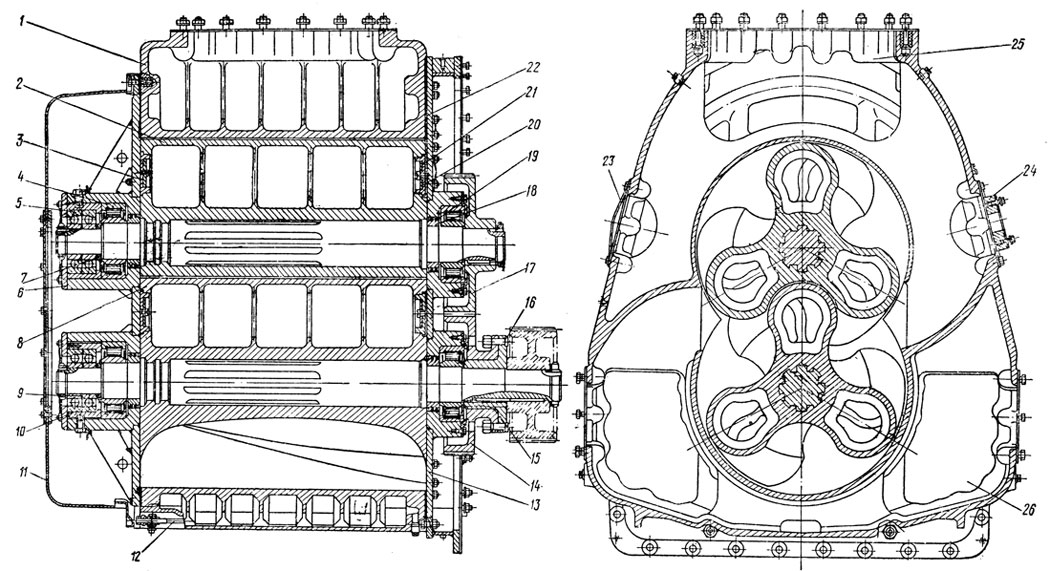
Расшплинтовывают и отвёртывают гайки шпилек крепления воздухо-приёмника 7 (фиг. 170) и крышек подшипников 10 и 18, которые отнимают от места. Отвёртывают гайки и снимают болты, соединяющие верхнюю и нижнюю части корпуса. Верхнюю часть при помощи рымов 24 и специального чалочного приспособления снимают с нижней.
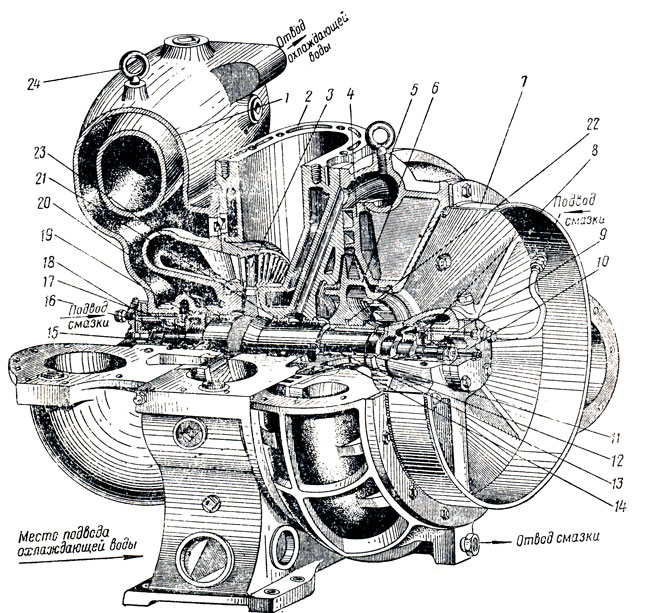
Фиг. 170. Общий вид турбовоздуходувки: 1 - корпус газовой турбины; 2 - корпус средний; 3 - газовое колесо; 4 - лопаточный диффузор; 5 - корпус воздуходувки; 6 - воздушное колесо; 7 - воздухоприёмник; 8 - ступица подшипника; 9 - втулка подшипника; 10 и 18 - крышки подшипника; 11, 14, 19, 20 и 21 - лабиринтные уплотнения вала ротора; 12 - гайка крепления воздушного колеса; 13 - вал ротора турбовоздуходувки; 15 - пята упорного подшипника; 16 - ступица упорно-опорного подшипника; 17 - втулка упорно-опорного подшипника; 22 - кольцо; 23 - сопловой аппарат; 24 - рым
У ротора, лежащего в нижней части корпуса, проверяют разбег в подшипниках 9 и 17, зазоры на смазку, зазоры между газовым колесом 3 и сопловым аппаратом 23, а также между воздушным колесом 6 и лопаточным диффузором 4 в плоскости разъёма. Далее отгибают замочные шайбы, отвёртывают гайки с обоих концов ротора, после чего шайбы и гайки, а также упорную пяту 15 и подшипники снимают. Ротор вынимают из корпуса
Верхнюю часть корпуса турбовоздуходувки разбирают в такой последовательности. Отвёртывают болты у средней 2 и наружных частей 1 и 5 корпуса. Обе половины соплового аппарата 23, лопаточный диффузор и части корпуса отнимают от места. Привалочные поверхности очищают от герметика латунным шабером. В такой же последовательности разбирают и нижнюю часть корпуса.
Ремонт ротора
Ротор очищают от отложений, промывают керосином или прощелачивают в выварочной ванне и обдувают воздухом, после чего устанавливают на станок и проверяют биение. Наиболее правильно производить проверку биения при снятом воздушном колесе, когда внутренние лабиринты могут быть удалены с ротора.
На фиг. 171 представлено приспособление для спрессовки воздушного колеса. Ротор устанавливают под винтовой пресс 2 на стол 1, к которому прикрепляется полукольцо 4. В столе 1 с одной стороны сделан вырез для постановки ротора. В нижней части стола закреплена резиновая шайба 5 для того, чтобы смягчить удар падающего ротора. Для предохранения от повреждения на торец ротора надевают предохранительный стакан 3.
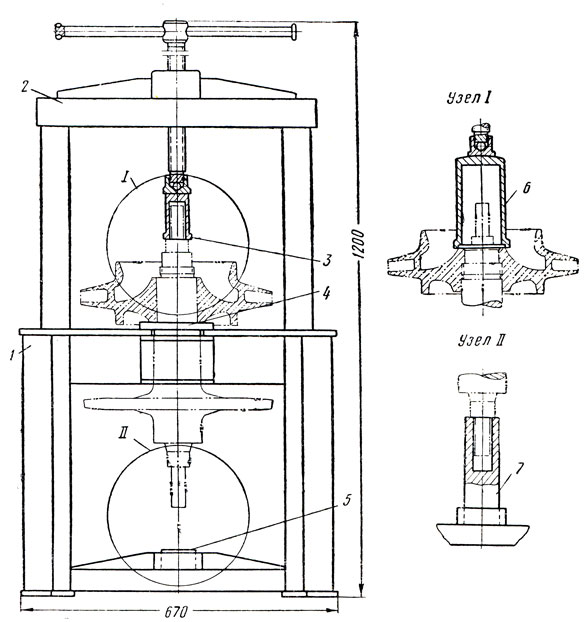
Фиг. 171. Приспособление для спрессовки и напрессовки воздушного колеса: 1- стол; 2 - винтовой пресс; 3 - предохранительный стакан; 4 - полукольцо; 5 - резиновая шайба; 6 - стакан для напрессовки; 7 - стойка
Максимальное биение вала ротора при выпуске из текущего ремонта допускается у ступиц не более 0,03 мм и в месте установки лабиринтов - до 0,05 мм, а при выпуске из заводского ремонта - соответственно не более 0,01 мм и 0,03 мм.
При большей величине биения и наличии рисок и выработки от лабиринтов глубиной более 2 мм вал протачивают с уменьшением диаметра в местах установки лабиринтов не более чем на 4 мм и в местах напрессовки ступиц не более 0,25 мм против чертёжного размера.
Изогнутый вал ротора, у которого биение не может быть устранено обточкой, подвергают правке с нагревом. Для этого ротор без лабиринтов и воздушного колеса устанавливают в центрах и индикатором определяют места и величину прогиба, после чего составляют эпюру прогиба.
Ротор, установленный на ложные подшипники, нагревают в месте наибольшего прогиба с выпуклой стороны до 400-450°, что проверяют термопарой или температурным карандашом. Выправленный вал охлаждают на воздухе, после чего снова измеряют прогиб. Если прогиб не устранён, то нагревают вторично. Нагрев и охлаждение повторяют до тех пор, пока дефект не будет ликвидирован. Если прогиб после неоднократного нагрева всё же имеется, то нагретый ротор выправляют домкратом; в этом случае даётся прогиб в другую сторону с таким расчётом, чтобы у остывшего ротора прогиб отсутствовал.
Ступицы ротора, имеющие неровную поверхность или задиры, шлифуют на станке до ремонтного размера (37,75-0,15-0,17 мм) и к ним подбирают подшипники в соответствии с необходимыми зазорами. Для спрессовки ступиц, сменяемых по износу или повреждениям, используют приспособление (фиг. 172), причём стяжные болты 2, проходящие сквозь фланец 3, ввёртывают в три отверстия ступицы. Для упора винта в торец вала ротора служит шарик 4 и грибок 5.
Поломанные и ослабшие лопатки ротора заменяют, а лопатки, имеющие заусеницы, зачищают личным напильником.
Во время осмотра газового колеса проверяют шаблоном проходные сечения межлопаточных каналов. Расстояния по нормали между выходными кромками соседних лопаток, измеренные на их концах, должны быть 6,5±0,5 мм. При необходимости кромки лопаток подгибают медным молоточком и проверяют шаблоном. Выходная кромка лопатки после подгибки не должна иметь волнистости.
Погнутые бандажи выправляют. Подгибка бандажной проволоки разрешается в плоскости вращения ротора.
При ремонте ротора удобно пользоваться подставкой (фиг. 173). Подставка состоит из плиты 1, к которой приварены листы 2 с косынками 3. В верхней части листов приварены постели 4. К одной из постелей на шарнире прикрепляют зажим 5, укрепляемый шпилькой 6 и рукояткой 7. Для предохранения зажимаемых мест ротора от повреждений предусмотрены приклеенные к постели и зажиму прокладки 8 и 9 из тканевых ремней.
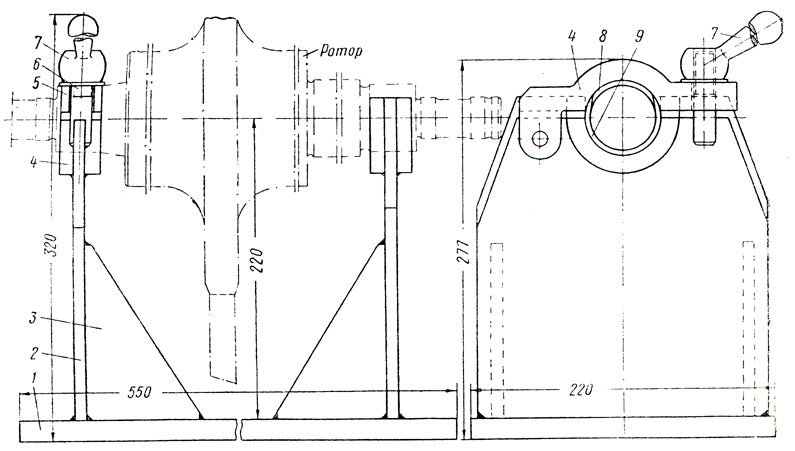
Фиг. 173. Подставка для ротора турбовоздуходувки: 1 - плита; 2 - лист; 3 - косынка; 4 - постель; 5 - зажим; 6 - шпилька; 7 - рукоятка; 8 и 9 - прокладки
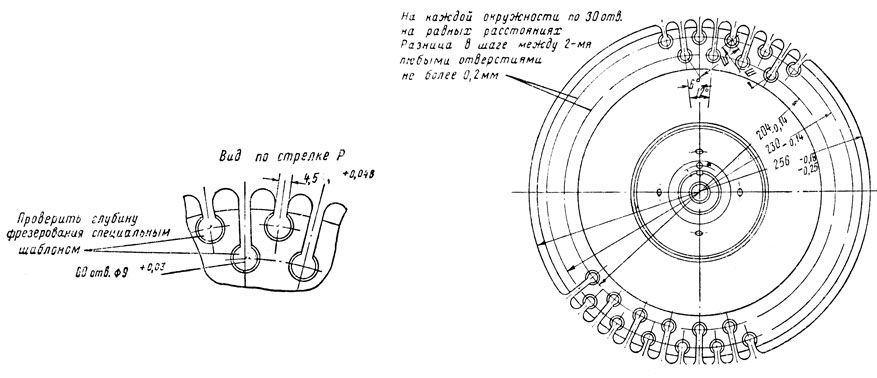
В зависимости от степени и количества повреждённых лопаток и бандажей производится частичная или полная их смена. Разница в весе отдельных лопаток каждого вида должна быть не более 3 г, а в комплекте - не более 1 г, что достигается подбором лопаток по весу. В комплект входят лопатки одного пучка и бандажная проволока. Из общего числа 60 лопаток 6 комплектов имеют по 5 лопаток, каждые следующие 6 - по 4 и последние 2 - по 3 лопатки. При частичной замене комплекты с одинаковым числом лопаток располагают диаметрально-противоположно. После установки лопаток в диск при помощи шаблона проверяют ширину выходного сечения между лопатками. Расклёпывание лопаток делают сначала с одной стороны диска, а затем с другой.
Диск ротора с новыми лопатками, имеющий биение, обтачивают на величину не более 0,2 мм и проверяют шаблонами, после чего обточенные поверхности полируют.
Припоем для пайки бандажей и лопаток является бронза ОФ 6,5-0,4 в виде прутков длиной 500 мм, диаметром 3 мм.
Химический состав этого припоя следующий: олово - 6-7%; фосфор - 0,3-0,4%; медь - остальное. Механические свойства припоя в исходном состоянии: предел прочности при растяжении σ≈44 кг/мм2, относительное удлинение δ=18%. Температура плавления 1050°.
Места, подлежащие пайке, тщательно обезжиривают промывкой чистым авиационным бензином. Бандажная проволока должна свободно передвигаться через отверстия пакета лопаток вдоль последнего и иметь двусторонний зазор с соседними пакетами.
Пайка лопаток с бандажной проволокой производится с вогнутой стороны односторонним нагревом мест, подлежащих пайке пламенем газовой горелки до красного цвета. Нагрев производится периодически приближающимся пламенем горелки, имеющем небольшой избыток ацетилена. Во время пайки лопатки устанавливают в горизонтальное положение. Когда место спая нагреется до красного цвета, в пламя горелки вносят припой, предварительна "смоченный" флюсом. В качестве флюса применяется обезвоженная бура. Двусторонний нагрев под пайку запрещается. После расплавления припоя и затекания его в место спая пруток припоя удаляют из пламени, а место спая слегка прогревают с двух сторон менее интенсивным пламенем.
Пайка лопаток производится в следующем порядке. Первоначально пайке подвергается первая лопатка первого пакета, затем первая лопатка второго пакета и т. д. После того как будут запаяны все первые лопатки в каждом па-кете, следует производить пайку всех вторых лопаток и т. д. (направление пайки сверху вниз). Запрещается производить пайку лопаток на сквозняке.
Лопатки и бандажи очищают от флюса погружением ротора в сосуд с кипящей водой, после чего лопатки и бандажную проволоку осматривают для выявления трещин и установления качества пайки. При определении качества пайки руководствуются эталонами, представляющими собой пакет лопаток, спаянный настоящим припоем и флюсом. Качество пайки признаётся неудовлетворительным, если лопатки окажутся "недопаянными", т. е. соединение по сечению лопатки вдоль бандажной проволоки окажется не заполненным припоем на высоту более 1,0 мм с любой стороны лопатки. Не допускается пропайка рабочей поверхности лопаток в радиусе более 7-мм от бандажной проволоки. Для выявления трещин осмотр ротора производится с помощью 3-5-кратной лупы. При полной замене лопаток бандажная проволока длиной 360 мм, охватывающая двадцать лопаток, не припаивается к последним, а только фиксируется в средней части при помощи двусторонней электронаплавки электродом из стали IX18H9T. В этом случае диаметр бандажной проволоки должен быть 5±0,08 мм, а не 4,8±0,08 мм, как это имеет место при пайке лопаток с бандажной проволокой.
Вышедшие из нормы по диаметру или неисправимые по прогибу концы вала ротора на заводе заменяют. Для этого старые концы отрезают на станке и вместо них запрессовывают и приваривают новые изготовленные из стали марки 40 (фиг. 174 и 175). Диск изготовляют из стали ЭЯ1Т. Концы вала обрабатывают по диаметру с таким расчётом, чтобы был натяг 0,024- 0,11 мм и запрессовывают в диск в нагретом до 550-600° состоянии, что обеспечивает свободный заход буртов в выточки диска.
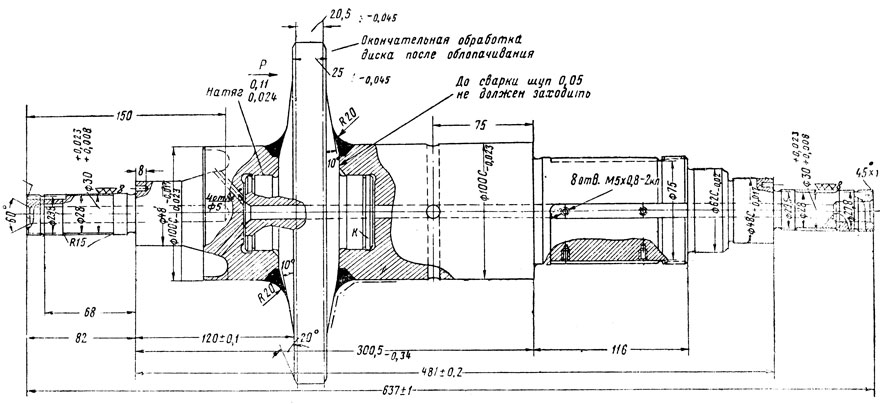
Фиг. 174. Ротор турбовоздуходувки с приваренными концами
Для обеспечения высококачественной сварки поверхности свариваемых кромок и сами кромки должны быть свободны от окалины, грязи и масла. Окалину удаляют абразивным кругом, а обезжиривание производится чистым бензином или ацетоном. Перед сваркой диск прихватывают в трёх местах на равных расстояниях по окружности с длиной прихватки около 30 мм и катета не менее 8 мм с усилением в 1,5 мм. Кратеры перекрывают возвратом электрода на наплавленный металл до 10 мм. Для удобства сварки собранный вал устанавливают в центры под углом 30-50°. Сварка производится постоянным или переменным током. Вначале наносят первый слой катетом не менее 8-10 мм, обязательно выдерживая равномерность наложения валика и усиление не менее 1,5 мм. Края наплавленного металла должны иметь хорошее сплавление с основным металлом, переход должен быть плавным. Кратеры закрываются, как и при прихватках. После наложения первого валика накладывают второй и т. д. Всего накладывают 4-5 валиков на каждую разделку. После наложения каждого валика шов очищают от шлака и брызг. Заваренный по одной разделке вал поворачивают на другую сторону и те же операции производят с другой разделкой. Вовремя сварки вал поворачивают в центрах со скоростью 0,5-0,7 об/мин.
Фиг. 175. Ротор турбовоздуходувки с приваренными концами (вид сбоку и по стрелке Р см. фиг. 174)
Для сварки применяются электроды из стали марки ЭИ-478 или из стали Х20Н10Г6. Обмазка для электродов состоит из мела или мрамора - 42%, плавикового шпата - 37%, доломита - 8%, ферросилиция - 8%, поташа - 5% и жидкого стекла. Для электродов диаметром 5 мм рекомендуется ток 220- 260 а, а для электродов диаметром 6 мм - 280-300 а. После сварки ротор проходит стабилизирующий отпуск при температуре 600°.
Состояние воздушного колеса определяют наружным осмотром. Места, где возможно появление трещин, осматривают при помощи лупы. Образовавшиеся от лабиринтов канавки глубиной до 2 мм при текущем ремонте оставляют без исправления. Колесо воздуходувки, имеющее выработку от лабиринтов более 2 мм и трещины, исправляют наплавкой и заваркой; по тому же технологическому процессу, что и поршни двигателя.
Отремонтированное воздушное колесо подвергают статической балансировке, причём дисбаланс допускается не более 10 гсм. Дисбаланс устраняют высверловкой металла в ободе (у лабиринтов) сверлом диаметром 7 мм глубина сверления должна быть не более 30 мм и шаг по окружности - не менее 12 мм. Допускается для устранения дисбаланса опиловка литых каналов колеса в пределах чертёжных размеров.
Динамическая балансировка ротора. Отремонтированный собранный ротор (без лабиринтов) подвергается динамической балансировке.
На фиг. 176 представлен станок для динамической балансировки ротора турбовоздуходувки, применяемый на заводах. Станок состоит из станины 1, сделанной из проката корытного профиля. На станине смонтированы плиты 13, по которым на шариках 12 могут перемещаться стойки 8 с подшипниками 5. Над подшипниками на кронштейнах 2 установлены бачки для масла 3, снабжённые запорными кранами. Масло поступает в воронки 4, установленные на подшипниках. Между кронштейнами и стойками поставлены пружины 10, в стойки ввёрнуты винты 9 и закреплён индикатор 11. Для разгона ротора на одном конце станины смонтирован электродвигатель 7 A31-4 мощностью 0,6 кет с числом оборотов 1 500 в мин, на валу которого предусмотрена поводковая муфта 6. Между стойками на станине расположен воздушный подъёмник 14, служащий для перестановки ротора при балансировке.
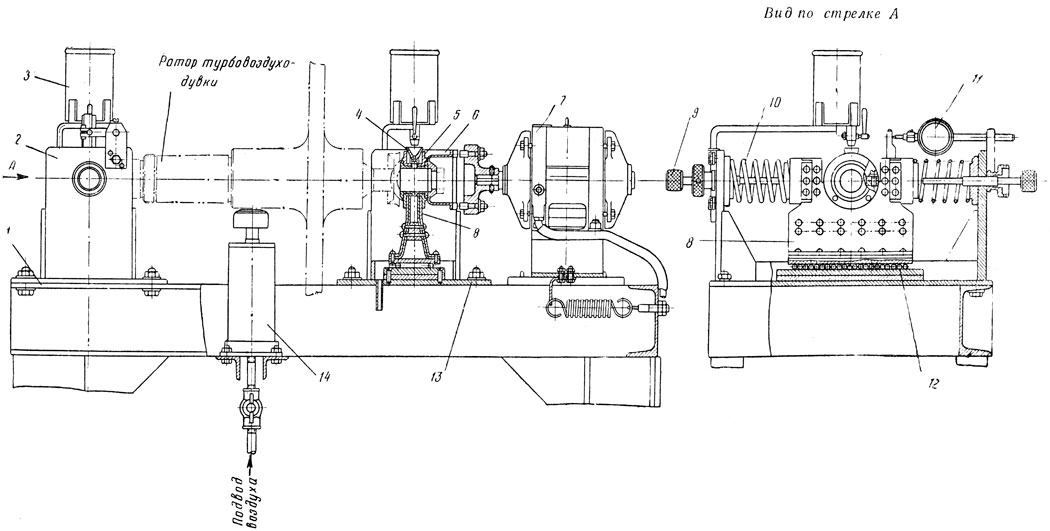
Фиг. 176. Станок для динамической балансировки ротора турбовоздуходувки: 1 - станина; 2 - кронштейн; 3 - бачок для масла; 4 - воронка; 5 - подшипник; 6 - поводковая муфта; 7 - электродвигатель; 8 - стойка; 9 - винт; 10 - пружина; 11 - индикатор; 12 - шарики; 13 -плита; 14 - воздушный подъемник
Для получения необходимой точности пружина должна соответствовать следующей характеристике: внутренний диаметр - 70 мм, полное число витков - 6,5, рабочее число витков - 5, диаметр проволоки 5 мм, высота в свободном состоянии - 107 мм, максимальная нагрузка - 4,6 кг, что соответствует прогибу 72 мм.
Чтобы определить, какая часть ротора (газовое или воздушное колесо) не уравновешена, балансировку делают в такой последовательности.
Включают электродвигатель, соединяют его через поводковую муфту с ротором и доводят число оборотов до 400-800 в мин. Затем муфту отводят, выводят из соприкосновения со стойками винты, расположенные со стороны газового колеса, и по мере уменьшения числа оборотов при помощи индикатора определяют величину колебания. То же самое делают с воздушным колесом, выводя из соприкосновения винты, расположенные со стороны воздушного колеса, оставляя поставленными в упор со стойками винты со стороны газового колеса. После этого последовательно закрепляют в отмеченных мелом местах на газовом и воздушном колёсах пробный грузик весом в 1 г, разгоняют ротор электродвигателем и определяют место расположения неуравновешенной части. Это место будет там, где пробный грузик даёт максимальное отклонение стрелки индикатора.
Плоскостью размещения грузиков у газового колеса служит плоскость бандажей, а у воздушного колеса - плоскость торцовой части обода со стороны газового колеса.
Величина дисбаланса определяется по формуле
М=gr,
где М - дисбаланс в гсм;
g - вес уравновешивающего грузика в г;
r - радиус, на котором закрепляется грузик, в см.
Вес уравновешивающего грузика определяется по формуле
где g1 - вес пробного грузика в 1 г;
а0 - амплитуда колебаний освобождённого подшипника станка без пробного грузика;
аmax - максимальная амплитуда колебания подшипника, определяемая по индикатору, с грузиком в 1 г.
Вычисленная по формуле величина дисбаланса не должна превышать для газового колеса 20 гсм и для воздушного колеса - 15 гсм. Если будет получена большая величина дисбаланса, то уравновешивающий грузик соответственно увеличивают.
Для того чтобы быть уверенным, что место расположения и величина дисбаланса найдены правильно, уравновешивающие грузики закрепляются на диаметрально противоположных сторонах колёс. В этом случае амплитуда колебаний освобождённых от винтов подшипников должна быть около нуля. Уравновешивание колёс делается за счёт снятия некоторого количества металла, равного весу уравновешивающего грузика и расположенного на противоположной от него стороне. Снимаемый металл собирают и взвешивают, после чего балансировку колёс повторяют в таком же порядке.
Металл у газового колеса снимают опиловкой бандажей с выпуклой стороны лопаток, а у воздушного колеса за счёт сверления на ободе (у лабиринтов) колеса отверстий.
Таким же порядком производится балансировка рабочих колёс воздуходувки двигателя 2Д100, причём балансировка делается с приводными координирующими шестернями. Для уравновешивания служат балансировочные шайбы, укреплённые к пробкам, расположенным с торца колёс. Максимальный дисбаланс с каждой торцовой стороны колёс допускается не более 50 гсм.
После балансировки с вала спрессовывают ступицы и воздушное колесо, причём отмечают место их расположения.
В депо балансировку производят на станках типа 48-1 методом, аналогичным применяемому при балансировке якорей тяговых электродвигателей (см. стр. 228).
Окончательную сборку ротора делают в следующем порядке: укрепляют на валу четыре шпонки колеса воздуходувки, одевают на вал два средних лабиринта и один лабиринт колеса воздуходувки, напрессовывают при помощи пресса воздушное колесо с использованием стакана и стойки (узлы I и II фиг. 171). На фиг. 177 представлен момент запрессовки воздушного колеса на прессе.
Фиг. 177. Запрессовка воздушного колеса на вал ротора турбовоздуходувки
Перед запрессовкой посадочное место воздушного колеса смазывают белилами, затем навёртывают гайку и надевают крайний (большой) лабиринт со стороны колеса воздуходувки, после чего напрессовывают ступицу подшипника со стороны воздуходувки. Далее ставят на место лабиринты СО стороны турбины И опорно-упорного подшипника (крайний), проверяют зазоры между лабиринтами и ротором.
После этого напрессовывают ступицу со
стороны турбины. Затем на ступицы надевают оба подшипника и между ними и ступицами проверяют зазор, который должен быть в пределах 0,15-0,22 мм, в случае необходимости подшипники додшабривают.
На фиг. 178 представлен ротор турбовоздуходувки в собранном виде с указанием величин зазоров при выпуске из заводского ремонта. При замере радиальных зазоров у ротора, уложенного в корпус турбовоздуходувки, зазоры у лабиринтов в нижней части допускаются на 0,05 мм меньше указанных на фиг. 178 за счёт зазора в подшипниках.
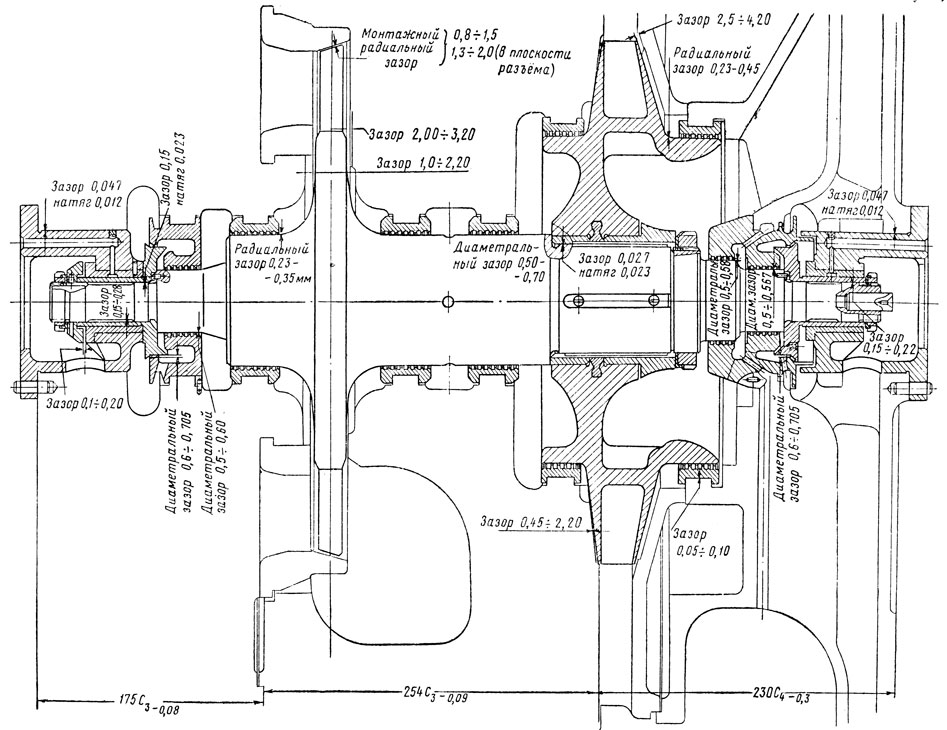
Фиг. 178. Ротор турбовоздуходувки в собранном виде с подшипниками
Ремонт корпуса. Разобранный на части корпус очищают от шлама раствором такого же состава, каким очищают цилиндровые крышки, промывают проточной водой и продувают сжатым воздухом. Для удобства выполнения этих операций и осмотра вывёртывают заглушки.
Части корпуса, имеющие трещины, заваривают по той же технологии, что и картер двигателя, а раковины с несквозным выходом зашурупливают. После осмотра заглушки устанавливают на место с обмазкой суриком. Оборванную нарезку под шпильки нарезают вновь до следующего большего диаметра.
Затем верхнюю и нижнюю части корпуса укладывают одна на другую для проверки прилегания по горизонтальной плоскости разъёма. Прилегание проверяют щупом толщиной 0,05 мм, который не должен проходить. В случае необходимости производится шабровка.
Затем верхнюю часть корпуса снимают и ротор опускают в нижнюю часть для проверки. Далее производится предварительная затяжка гаек крепления
Собранные верхнюю и нижнюю части корпуса проверяют отдельно на соосность постелей подшипников и лабиринтов контрольным приспособлением (фиг. 179). При необходимости делают шабровку постелей. Накернивание постелей запрещается. Наружные поверхности лабиринтов притачивают с таким расчётом, чтобы они вращались в постелях без заедания и качки. При этом малые лабиринты устанавливают с зазором 0,01-0,07 мм и большие - 0,02-0,11 мм. Зазор между буртами лабиринтов и постелями должен находиться в пределах 0,05-0,10 мм. При текущем ремонте этот зазор* может, быть увеличен до 0,15 мм.
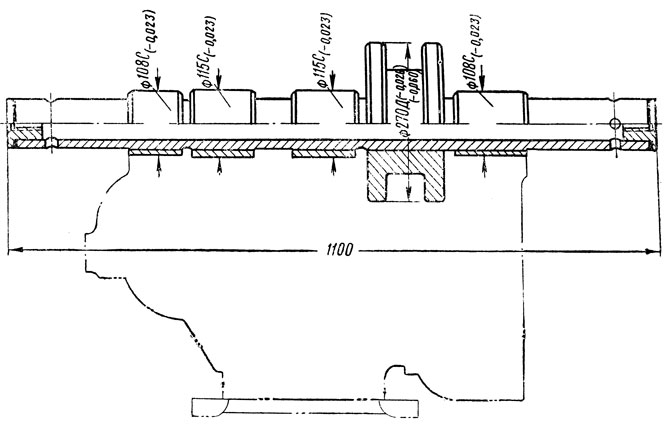
Фиг. 179. Контрольное приспособление для проверки постелей корпуса турбовоздуходувки
подшипников к корпусу и проверяются зазоры в лабиринтах между газовым колесом и сопловым аппаратом, между воздушным колесом и направляющим аппаратом, а также корпусом. Помимо проверки зазоров, проверяют плавность вращения ротора.
Ремонт соплового аппарата. Лопнувшие лопатки соплового аппарата при плотном их укреплении зачищают в местах надрыва и заваривают. Лопатки изготовляют из тонколистовой углеродистой конструкционной стали марки CTIV Г-ЮКП (ГОСТ 914-47). Руководствуясь химическим составом этой стали, следует подбирать электроды. В частности, для этой цели возможно применять качественные электроды УОНИ-13/55.
Погнутые лопатки, хорошо сидящие в местах заливки, выправляют с проверкой по шаблону. При осмотре иногда обнаруживают надрывы чугунных дисков в местах заливки лопатки. Такие сопловые аппараты при текущем ремонте не исправляют - их разрешается оставлять для дальнейшей работы. При заводском ремонте сопловые аппараты с надорванными дисками заменяют.
Если при проверке радиальных зазоров обнаружится недостаточный зазор между лопатками газового колеса и сопловым аппаратом, то такой сопловой аппарат растачивают с доведением зазоров до 0,8-1,5 мм при заводском ремонте и до 2,2 мм при текущем ремонте. Расточка каждой половины ведется отдельно с таким расчетом, чтобы центр растачиваемой поверхности (диаметром 222 мм) был смещен на величину, соответствующую уменьшению зазора между лопатками газового колеса и сопловым аппаратом в направлении, перпендикулярном плоскости разъема.
Для обеспечения нормальной работы турбовоздуходувки суммарная площадь выходных сечений соплового аппарата должна быть в пределах 148-150 см2 для обеих половин в сборе.
Для этого измеряют высоты В и в (фиг. 180, эскиз У) у всех 16 каналов. Измерение делают с точностью до 0,1 мм.
Суммарная высота у наружного обода будет составлять:
Всум = В1 + В2 + В3 +... + В16 мм.
Соответственно суммарная высота у внутреннего обода:
всум = в1 + в2 + в3 +... + в16 мм.
Затем измеряют выходные сечения по кромкам лопаток - размер Д по четырем диаметрально-противоположным лопаткам, как указано на эскизе 2, и подсчитывают среднюю длину выходных сечений Дср:

Суммарная площадь выходных сечений в квадратных сантиметрах подсчитывается по формуле

При величине суммарной площади выходных сечений больше чем 150 см2 производится подгибка выходных кромок лопаток для уменьшения площади до нормальной величины (эскиз 3). Лопатки в плоскости разъёма не подгибают. Стрела подгибки определяется по табл. 17.

Таблица 17
Если лопатки подвергались подгибке, выбитая величина площади сечения до подгибки должна быть "зарублена" с сохранением возможности прочитать её, и рядом выбивают окончательную величину сечения с клеймом приёмщика. У сопловых аппаратов двигателей Д50 повышенного наддува суммарная площадь выходного сечения имеет другую величину.
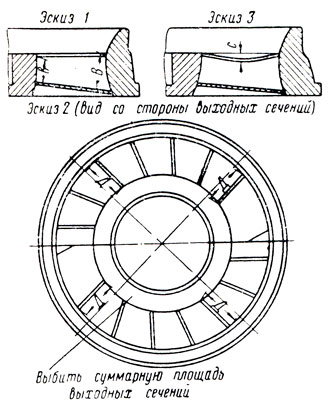
Фиг. 180. Схема определения суммарной площади выходных сечений oсоплового аппарата двигателя Д50
Ремонт воздушного фильтра. Воздушный фильтр турбовоздуходувки периодически очищают и промывают дизельным топливом от пыли и грязи, а затем продувают сжатым воздухом. Очищенный фильтр смачивают дизельным маслом, подогретым до 40-50°, и после этого устанавливают на один час над масляной ванной для стока излишнего масла. Порванные сетки фильтра при всех видах ремонта заменяют.
Сборка турбовоздуходувки
Отремонтированные и проверенные ротор, нижнюю и верхнюю части корпуса собирают в следующем порядке.
Уложив собранный ротор в нижнюю часть корпуса, закрепляют подшипники, совместив отверстия под штифты; проверяют зазоры между валом, ротором и лабиринтами, газовым колесом и сопловым аппаратом, воздушным колесом и направляющим аппаратом; затем кладут войлочное кольцо под крайний лабиринт со стороны газового колеса и сшивают его. Ставят на место резиновые уплотняющие кольца, наносят на плоскость разъёма нижней части корпуса герметик, укладывают шёлковую нить и опускают верхнюю часть на нижнюю. Вставляют приточенные и свободные болты, соединяющие верхнюю и нижнюю части корпуса, закрепляют их гайками крестообразно.
Проверив наличие контрольных штифтов у подшипников, ставят прокладки и крышки, закрепляя их гайками четырёх шпилек. Проверяют плавность вращения ротора при помощи сжатого воздуха. Ротор должен выходить из состояния покоя при крутящем моменте 0,2 кгм. Проверяют осевой разбег ротора, который должен быть в пределах 0,1-0,2 мм, и зазор между газовым колесом и сопловым аппаратом со стороны выхлопного патрубка. Водяные полости опрессовывают давлением в 3 ати в течение 5 мин.
Собранную турбовоздуходувку проверяют в работе на двигателе.
Особенности ремонта воздуходувки двигателя 2Д100 и её привода
При разборке воздуходувки двигателя 2Д100 (фиг. 181) ведущую 14 и ведомую 17 шестерни рабочих трёхлопастных колёс спрессовывают с их валов при помощи приспособления. Подшипники качения заменяют при достижении зазора между кольцами и роликами или шариками 0,30 мм. На фиг. 182 представлено приспособление для снятия подшипников. Рабочие колёса и их приводные шестерни заменяют только комплектно после балансировки.
При сборке воздуходувки рабочие колёса устанавливают по меткам, поставленным на заводе. Зазор между задней плитой 3 (см. фиг. 181) и рабочими колёсами должен составлять 0,55-0,75 мм. Тот же зазор у передней плиты 13 должен находиться в пределах 0,7-0,9 мм.
Фиг. 181. Воздуходувка двигателя 2Д100: 1 - корпус; 2 - рабочее колесо верхнее; 3 - плита задняя; 4 - роликоподшипник; 5 - шарикоподшипник; 6 - шайба упорная; 7 - прокладка регулировочная; 8 - рабочее колесо нижнее; 9 и 10 - кольца поставочные; 11 - кожух; 12 - трубка сливная; 13 - плита передняя; 14 - шестерня ведущая 15 - втулка; 16 - болт приточенный; 17 - шестерня ведомая; 18 - маслоуловитель; 19 - кольцо уплотнительное; 20 - пробка балансировочная; 21 - шайба балансировочная; 22 - прокладка; 23 и 24 - крышки, 25 - всасывающее окно; 26 - нагнетательные окна
Между корпусом и плитами для соблюдения необходимого зазора устанавливают новые прокладки, подбираемые по толщине. Прокладки покрывают графитированной смазкой, составленной из 25% графита и 75% дизельного масла. У этих прокладок должны быть предусмотрены отверстия для стока масла. Зазор между рабочими колёсами и корпусом должен находиться в пределах 0,55-0,85 мм, а между лопастями рабочих колёс - 0,7-1,2 мм. Эти зазоры проверяют при всех положениях рабочих колёс с обеих сторон. Осевой разбег рабочих колёс должен находиться в пределах 0,05-0,15 мм. Для доведения зазора между лопастями рабочих колёс до нормы допускается их за-чистка по всей длине профиля.
Боковой зазор между зубьями ведущей и ведомой шестерён рабочих колёс при выпуске с завода составляет 0,05-0,2 мм. Колебание зазора для пары шестерён допускается не более 0,08 мм. Прилегание шестерён (которые составляют пару), проверяемое по краске, должно быть не менее 60% длины и 50% высоты зубьев.
Собранную воздуходувку испытывают на стенде без противодавления и с противодавлением на режимах, приведенных в табл. 18.
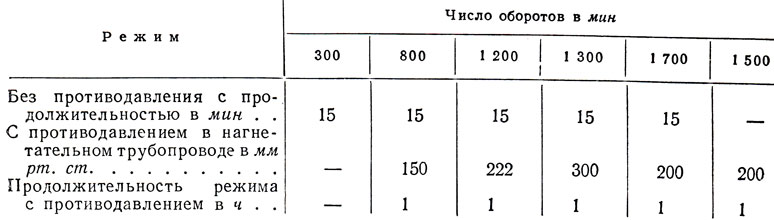
Таблица 18
В конце испытания в течение последних 10 мин определяют производительность при режиме 1 500±10 об/мин, давлении нагнетания 200±5 мм рт. ст. и разрежении на всасывании 700-850 мм вод. ст. Производительность должна быть не менее 250 м3/мин. При испытании не допускается перегрев деталей, шум, сотрясения, вибрации и просачивание масла в местах соединений.
При ремонте эластичного привода воздуходувки изношенные бронзовые втулки заменяют новыми, сделанными из бронзы ОЦС 5-5-5. Поломанные пружины заменяют новыми. Просевшие пружины подвергают термообработке (для восстановления размеров), после которой испытывают на сжатие; при этом после трёхкратного обжатия до соприкосновения витков пружины не должны иметь остаточной деформации. Высота пружины в свободном состоянии составляет 76,5+1,5-1,0 мм и при нагрузке 336±35 кг - 60 мм.
Шестерни привода собирают с зазором между зубьями 0,1-0,25 мм.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'