§ 8. Ремонт распределительных валов, рычагов и их приводов
При малом периодическом ремонте проверяют без разборки состояние рычагов, толкателей, штанг и роликов. Проверяют и устанавливают нормальные зазоры у рабочих клапанов. При большом периодическом ремонте клапанные коробки и штанги снимают, промывают и осматривают; регулируют зазоры у клапанов.
При подъёмочном ремонте рычаги клапанов и толкателей разбирают и ремонтируют, масляные каналы в рычагах прочищают и продувают. Трубки подвода смазки к подшипникам распределительного вала и валикам рычагов толкателей снимают, прочищают, промывают и осматривают. Регулируют зазоры у клапанов. Кроме того, при подъёмочном ремонте проверяют зазоры у подшипников распределительного вала.
При заводском ремонте производится полная разборка системы газораспределения; вынимаются распределительные валы и их приводы. Вынутые де-тали ремонтируются. В процессе сборки всю систему регулируют.
Неисправности распределительных валов, рычагов и их приводов
Возможны следующие неисправности распределительных валов, рычагов и их приводов:
1) трещины и выбоины на кулачках распределительных валов, появляющиеся при работе клапанов без зазоров, заедания клапанов, а у вала топливного насоса заедания толкателя;
2) задиры шеек и подшипников вследствие работы без смазки, коррозия баббитового слоя в результате попадания воды или употребления недобро-качественной смазки;
3) ослабление шестерён привода в местах посадки вследствие отвёртывания гайки или неправильной посадки на конус, а также неудовлетворительной подгонки шпонки;
4) ослабление подшипников в посадочных местах при недостаточном натяге;
5) увеличение зазоров вследствие износа и излом зубьев у шестерён распределения, что может произойти из-за отсутствия смазки или недоброкачественности металла шестерён и их неудовлетворительной термической обработки;
6) повышенные износы осей рычагов и их втулок, выкрашивание роликов, погнутие штанг и ослабление креплений;
7) изменение зазоров между бойком рычагов и колпачком клапанов.
Выпрессовка подшипников из блока. Установка новых подшипников
При выемке распределительного вала клапанов на нерабочие его части надевают предохранительные втулки, изготовленные из алюминиевого сплава. Это делают для предохранения подшипников от повреждений.
У двигателей Д50 разбирают кожух приводных шестерён и вал вместе с передаточной шестернёй вынимают вдоль оси блока. У вынутого и уложенного на стеллаж вала снимают предохранительные втулки; вал осматривают, обмеривают и проверяют магнитным дефектоскопом.
Для выемки распределительного вала топливного насоса двигателя Д50 необходимо снять лючок на кожухе приводных шестерён, верхнюю часть кожуха, водяной насос, концевую крышку со стороны регулятора числа оборотов и узел привода регулятора. При этом толкатели устанавливают в выключенное положение.
Подшипники распределительного вала втулочного типа в случае выплавления, задира, ослабления в посадке или износа, выходящего из нормы, выпрессовывают из гнезда с помощью приспособления, показанного на фиг. 127 для распределительного вала топливного насоса двигателя Д50.
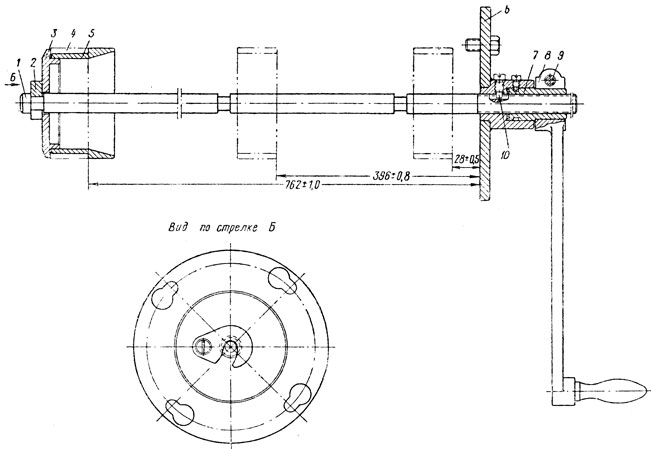
Фиг. 127. Приспособление для выпрессовки втулочных подшипников топливного насоса двигателей Д50: 1 - тяга; 2 - накидная шайба; 3 - нажимной диск; 4 - подшипник; 5 - направляющая втулка; 6 - корпус; 7 - гайка; 8 - рукоятка; 9 - болт; 10 - винт
Приспособление состоит из тяги 1, на конец которой накладывается шайба 2, прижимающаяся к нажимному диску 3. Нажимной диск упирается во втулочный подшипник 4, направляемый при выпрессовке втулкой 5. Для укрепления на картере насоса служит корпус 6, в котором вращается гайка 7, На выступе гайки для её вращения предусмотрена рукоятка 8 с укрепляющим болтом 9. Для направления тяги, имеющей на конце нарезку, в корпус ввёрнут винт 10.
Ослабшие в постановке подшипники восстанавливают до необходимого размера по наружной поверхности омеднением и запрессовывают с натягом 0,04-0,11 мм у топливного насоса (Д50) и 0,08-0,16 мм у блока цилиндров.
Новые втулочные подшипники изготовляют из бронзы ОЦС-3-12-5 и заливают баббитом БК2 по тому же технологическому процессу, что и подшипники коленчатого вала.
Соосность запрессованных подшипников проверяют валом-калибром, вставляемым в подшипники. Зазор на смазку допускается доводить шабровкой. Нормальный зазор между шейками распределительного вала и подшипниками у двигателя, выпускаемого из заводского ремонта, должен находиться в пределах 0,08-0,20 мм, а при выпуске из текущего-не более 0,28 мм.
Подшипники распределительного вала топливных насосов двигателя 2Д100 сделаны стальные, разъёмные с заливкой баббитом БК2. При увеличении зазора выше допускаемого подшипники могут быть перезалиты (номинальный зазор 0,077-0,147 мм).
Проверка и ремонт распределительных валов
Распределительные валы после промывки и обтирания насухо осматривают, обмеряют и проверяют магнитным дефектоскопом. У опорной части распределительного вала двигателя Д50 вывёртывают пробки масляной полости, которые тщательно очищают от отложений.
Распределительный вал или его часть, имеющие трещины, выкрашенные места или предельный износ кулачков, заменяют. При текущем и заводском ремонте разрешается оставлять для дальнейшей работы валы, имеющие на поверхности кулачков некучно расположенные волосовины. Изношенные шейки восстанавливают до чертёжного размера хромированием с последующей шлифовкой и полировкой. Овальность и конусность шеек при выпуске из текущего ремонта допускаются не более 0,08 мм, при выпуске из заводского - 0,05 мм
Шейки отдельных частей и всего собранного вала проверяют на биение индикатором с использованием призм. При выпуске из заводского ремонта у вала двигателя Д50, установленного первой, четвертой и седьмой шейками на призмах, допускается биение шеек второй, третьей, пятой, шестой и восьмой до 0,10 мм, а выносных цапф - 0,12 мм. У отремонтированных средних шеек биение доводится до 0,03 мм, а у выносных цапф - 0,05 мм. Биение у составных валов устраняют шабровкой стыковых поверхностей. Запрещается для устранения дефектов на шейках пользоваться наждачным полотном. Шлифовку шеек делают на станках с применением люнетов. Конечной операцией является полировка при помощи войлочных кругов с доведением чистоты поверхности до 11-12-го классов.
Ослабшие в соединениях распределительные валы разбирают и устанавливают новые шпильки.
Сборка частей распределительного вала двигателя Д50 осуществляется в следующем порядке. Упорную и среднюю части вала устанавливают на плиту. Риски, нанесённые при изготовлении валов на заводе по углам заклинивания кулачков, должны совпадать. Обе части собирают на две монтажные шпильки, входящие в отверстия с зазором. Остальные отверстия развёртывают и в них притачивают новые шпильки с допуском по диаметру в пределах: зазор - 0,025 мм, натяг - 0,006 мм. Шпильки с обеих сторон закрепляют гайками и шплинтами. Затем из первых двух отверстий удаляют монтажные шпильки и устанавливают (после разделки отверстий) новые. Аналогичным образом присоединяют концевую часть вала к средней.
Для удобства развёртывания отверстий во фланцах частей вала используют две слесарные развёртки 3 длиной 85 и 105 мм (фиг. 128) и специальный упор 1, внутри которого делают нарезанное отверстие для винта 2 с квадратным углублением на торце для входа конца развёртки. Для соосности отдельных частей вала и разгрузки шпилек от срезывающих усилий центрирующий бурт А частей вала при сборке должен входить в углубление с допуском: зазор - 0,035 мм, натяг - 0,008 мм. Приводную шестерню при посадке на вал проверяют по краске и в случае необходимости притирают; поверхность соприкосновения должна быть не менее 90%.
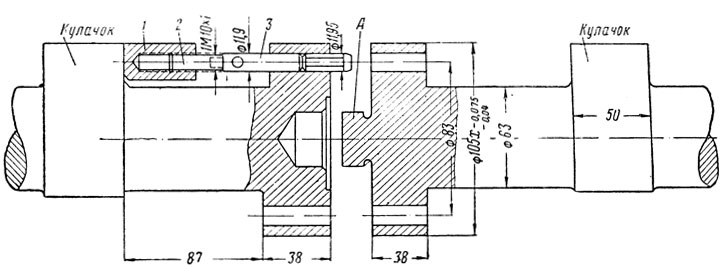
Фиг. 128. Схема развёртки отверстий частей распределительного вала двигателя Д50: 1 - упор; 2 - винт; 3 - развёртка
Сборка распределительных шестерён и проверка зазоров между их зубьями
Установка шестерён привода распределительного вала клапанов и топливного насоса двигателя Д50 производится при положении колена вала первого и шестого цилиндров в верхней мёртвой точке, которая определяется по меткам, выбитым на ободе поворотного диска или при наличии поршней прибором (регляжем). На фиг. 129 представлен прибор для определения верхней мёртвой точки поршня.
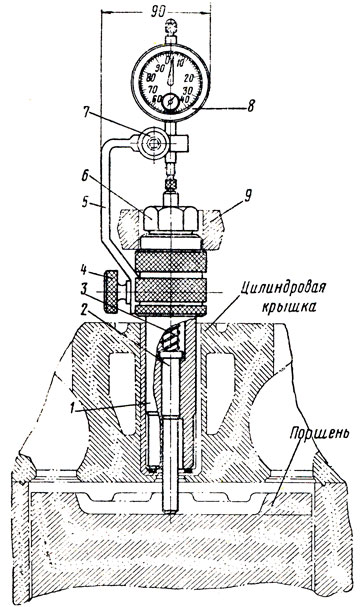
Фиг. 129. Прибор для определения верхней мёртвой точки поршня: 1 - корпус; 2 - стержень; 3 - пружина; 4 и 7 - винты; 5 - скоба; 6 - штуцер; 8 - индикатор; 9 - фланец
Прибор состоит из корпуса 1, в который вставлен стержень 2. В бурт стержня упирается пружина 3, которая вторым концом упирается в штуцер 6. На верхний конец стержня устанавливают ножку индикатора 8, укрепляемого к корпусу скобой 5, снабжённую винтами 4 и 7.
Прибор вставляют в форсуночное отверстие крышки шестого цилиндра и укрепляют при помощи фланца 9 и шпилек форсунки. Колено вала шестого цилиндра боксуют в положение, не доходящее до верхней мёртвой точки, и замечают деление на градуированном диске, закрепляемом на конце вала привода масляного насоса, и положение стрелки индикатора.
Продолжая боксование коленчатого вала, замечают возвращение стрелки индикатора к ранее отмеченному показанию и положение градуированного диска. Число градусов, полученное по градуированному диску от начала движения стрелки индикатора до её возвращения в первоначальное положение, делённое пополам, будет средним положением.
Вращая коленчатый вал, устанавливают отмеченное среднее положение на градуированном диске против стрелки указателя, что и будет соответствовать верхней мёртвой точке поршня шестого цилиндра.
Для проверки полученного результата операцию по определению верхней мёртвой точки повторяют два раза, после чего, не проворачивая коленчатого вала, подводят нулевое деление градуированного диска, где нанесены метки 1-6 верхней мёртвой точки к стрелке указателя, и в таком положении закрепляют диск, а затем приступают к установке распределительных шестерён.
Определив верхнюю мёртвую точку поршня шестого цилиндра, вводят зуб паразитной шестерни в зацепление с ведущей шестернёй коленчатого вала, устанавливают шестерню привода распределительного вала клапанов на шпонку, вводят её в зацепление с паразитной шестернёй так, чтобы метка 2 (фиг. 130), нанесённая на ободе шестерни, точно располагалась против метки 2 корпуса привода и крышки. В этом случае метка 5, выбитая на шестерне распределительного вала клапанов должна располагаться вверху, влево от вертикальной оси. Установку шестерни привода топливного насоса производят таким образом, чтобы метка 3, нанесённая на её ободе, располагалась в плоскости разъёма корпуса привода, а метка 2, выбитая на шестерне, находилась вправо от вертикальной оси.
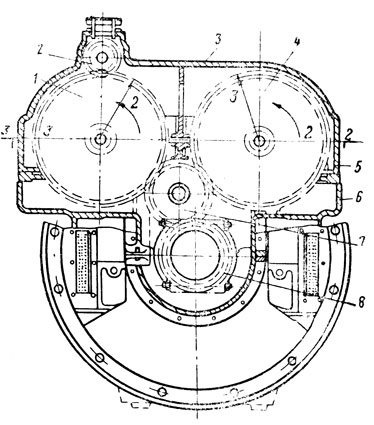
Фиг. 130. Привод распределительных шестерён двигателя Д50: 1 - шестерня вала привода топливного насоса; 2 - шестерня вала привода водяного насоса; 3 - верхний кожух шестерён; 4 - шестерня привода распределительного вала клапанов; 5 - нижний кожух шестерён; 6 - картер; 7 - паразитная шестерня; 8 - ведущая шестерня
Соединение распределительного и приводного валов топливного насоса производится по рискам. При совмещении риски 2 на фланце кулачкового вала с риской О на корпусе насоса положение распределительного вала топливного насоса должно быть таким, чтобы у шестого цилиндра происходил такт сжатия.
Боковой зазор между зубьями всех шестерён, измеряемый щупом или свинцовой выжимкой, при выпуске из заводского ремонта, должен быть в пределах 0,1-0,6 мм, а при выпуске из текущего ремонта - 0,1-0,65 мм.
Шестерни проверяют на торцовое и радиальное биение при помощи индикатора. На фиг. 131 представлен момент установки распределительных шестерён на блок и проверка их биения при помощи индикатора. Биение должно быть не более 0,2 мм. Валик паразитной шестерни заменяют, если овальность и конусность превышают 0,04 мм. Осевой разбег этой шестерни, измеряемый щупом, регулируют при помощи шайб; при выпуске из заводского ремонта он составляет 0,04-0,08 мм, а из текущего - не более 0,18 мм.
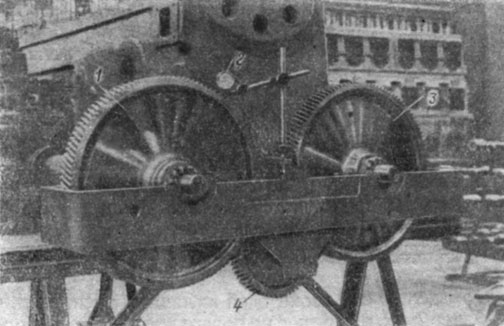
Фиг. 131. Проверка биения у распределительных шестерён двигателя Д50: 1 - шестерня привода топливного насоса; 2 - индикатор; 3 - шестерня привода распределительного вала клапанов; 4 - паразитная шестерня
Осевой разбег распределительных валов регулируют изменением толщины баббитового слоя упорных полуколец и при выпуске из заводского ремонта он должен быть в пределах 0,15-0,35 мм, а при выпуске из текущего ремонта может быть допущен до 0,55 мм.
Для правильной работы привода ступенчатость у шестерён после их установки не должна превышать 3 мм.
Установка конических шестерён вертикального вала двигателей 2Д100 производится по нанесённым заводом меткам с боковым зазором между зубьями 0,3-0,5 мм, когда коленчатый вал сдвинут в противоположную сторону, и 0,2 мм, когда коленчатый вал сдвинут на шестерню.
Регулируют зазор за счёт прокладок, устанавливаемых под опорную поверхность большой конической шестерни. Прокладки изготовляют из белой жести.
Разбег вала топливных насосов двигателя 2Д100 регулируют наплавкой баббита на бурт упорного подшипника (номинальный разбег 0,10-0,25 мм).
Смена и ремонт втулок и осей у распределительных рычагов
Втулки рычагов рабочих клапанов и толкателей штанг заменяют при ослаблении в посадке или достижении предельного зазора в сочленении. Втулки, не вышедшие из предела по зазору, но ослабшие в постановке, восстанавливают омеднением.
Для выпрессовки втулок рычагов применяют выжимные приспособления. На фиг. 132 представлено приспособление для выпрессовки втулок рычагов всасывания двигателей Д50. Приспособление состоит из скобы 4У приваренной к кольцу 7, вставляемому в рычаг всасывания, винта 1 с захватами 8, соединяющимися с ним при помощи штифтов 9, гайки 2 с рукоятками 3 и кольцом 5 и разжимного винта 6. Для других рычагов применяют аналогичные приспособления.
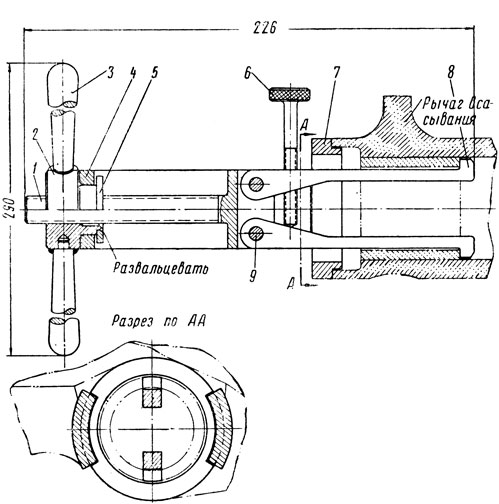
Фиг. 132. Приспособление для выпрессовки втулок рычагов всасывания: 1 - винт; 2 - гайка; 3 - рукоятка; 4 - скоба; 5 - кольцо; 6 - разжимной винт; 7 - кольцо; 8 - захват; 9 - штифт
У двигателей Д50 новые втулки рычагов толкателя, всасывания, и выхлопа, а также ось ролика и боёк изготовляются из бронзы АЖМц 10-3-1,5, имеющей временное сопротивление ≥ 56 кг/мм2, относительное удлинение ≥ 8% и твёрдость HВ ≥ 170.
Оси рычагов клапанов и штанг толкателей прошлифовывают до ремонтных размеров. После шлифования поверхность осей полируют, причём овальность и конусность должны быть не более 0,04 мм. При выпуске из текущего ремонта овальность и конусность осей допускаются до 0,08 мм.
Ролики, изготовленные из стали марки 20 с цементацией поверхности, в случае дефектности последней прошлифовывают с уменьшением диаметра не более чем на 2 мм.
При установке роликов толкателей смещение осей кулачков распределительного вала допускается не более 2 мм, а перекос по поверхности соприкосновения - не более 0,03 мм.
Погнутые рычаги выправляют в нагретом состоянии. Рычаги, имеющие трещины, подлежат замене. Незначительно погнутые штанги выправляют в холодном состоянии.
При подъёмочном ремонте клапанные коробки разбирают, детали промывают и после сборки проверяют давлением 0,5 ати. Утечка масла, подогретого до 45°, допускается не более 30 капель в минуту. Кожаные манжеты заменяют, если они ломаются при изгибе на 180°. Сальники, не выдерживающие испытания (нормы утечки масла), заменяют новыми.
У рычагов клапанов при промывке вывёртывают жиклёры. Установка жиклёров на место осуществляется следующим образом. Жиклёры завёртывают в сверление рычага до упора, затем отвёртывают на 1-2 оборота и паз направляют в сторону клапана. В этом положении жиклёр закрепляют гайкой и после регулирования клапанов шплинтуют проволокой с ударником, в котором для этого предусмотрены отверстия.
Проверка монтажа распределительного вала и установка зазоров у клапанов
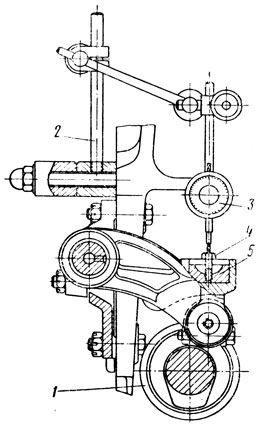
Помимо проверки установки распределительных шестерён по меткам, про-изводится проверка правильности установки распределительного вала (фиг. 133) непосредственно по ходу поршня шестого цилиндра.
При снятых штангах газораспределения этого цилиндра в пяты 5 ввёртывают болты
При снятых штангах газораспределения этого цилиндра в пяты 5 ввёртывают болты 4 длиной 15 мм. Над болтами на кронштейне 2 устанавливают индикатор 3.
Для впускных клапанов коленчатый вал провёртывают по ходу до подъёма головки болта на 5 мм. Этому подъёму соответствует угол поворота коленчатого вала в пределах 29-35° до верхней мёртвой точки поршня шестого цилиндра. Для выпускных клапанов подъёму болта в 5 мм соответствует положение поршня в нижней мёртвой точке.
Изменение зазора у клапанного привода зависит от степени износа подшипников, кулачков распределительного вала, ударника, бойка, колпачка, верхней и нижней частей штанги, углубления клапанов в крышку при притирке и толщины прокладки под клапанной коробкой (корпусом привода клапанов). Для компенсации износов периодически проверяют зазоры у клапанов, которые у двигателей Д50 в холодном состоянии устанавливают в пределах 0,5-0,6 мм.
Следует иметь в виду, что увеличенные против нормы зазоры повышают динамическую нагрузку в системе газораспределения, а уменьшенные ведут к порче клапанов и цилиндровых крышек. Как в том, так и в другом случае изменяются фазы распределения, нарушающие нормальное течение процесса в цилиндре двигателя.
При регулировании зазора обоих клапанов (впускных или выпускных) коленчатый вал провёртывают до положения, когда ролик 9 встанет против цилиндрической части кулачка 1 (фиг. 134) проверяемого цилиндра. Зазор проверяют щупом между бойком 6 ударника 4 и колпачком 7 клапана.
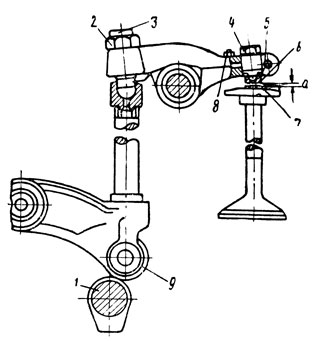
Фиг. 134. Установка зазоров у клапанного привода: 1 - кулачок распределительного вала; 2 - гайка; 3 - толкатель; 4 - ударник; 5 - зажимной болт; 6 - боёк; 7 - колпачок; 8 - жиклёр; 9 - ролик
Если зазоры оказались не в норме, то поворачиванием гайки 2 ключом и толкателя 3 отвёрткой зазоры приводятся к норме. После установки необходимого зазора гайку толкателя завёртывают до отказа. Регулирование зазора у отдельных клапанов осуществляется ударником, для освобождения которого необходимо предварительно отвернуть зажимной болт 5. После регулирования ударник зашплинтовывают проволокой с жиклёром 8 и фиксируют зажимным болтом.
При регулировании следует обращать внимание на то, чтобы выточка колпачка касалась стержня клапана, а не фибрового кольца.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://railway-transport.ru/ 'Железнодорожный транспорт'